 İçeriğe geç
İçeriğe geç 


Plastik enjeksiyon kalıpları, hassas plastik parçaların yüksek verimlilik ve kalitede seri üretimine olanak tanıyan temel üretim araçlarıdır.
Plastik enjeksiyon kalıpları, erimiş malzemeyi bir kalıp boşluğuna enjekte ederek plastiği şekillendirir, burada soğur ve katılaşarak bir parça haline gelir. Avantajları arasında büyük ölçekli üretimde yüksek hassasiyet, hız ve maliyet etkinliği yer alır.
Enjeksiyon kalıplarının gücünden tam olarak yararlanmak için türlerini, malzemelerini ve bakımını anlamak çok önemlidir. Bu faktörlerin üretim kalitenizi ve maliyetinizi nasıl etkilediğini öğrenmek için okumaya devam edin.
Enjeksiyon kalıpları yüksek hacimli üretim için idealdir.Doğru
Enjeksiyon kalıpları büyük ölçekli üretim için tasarlanmıştır, bu da onları yüksek hızları ve hassasiyetleri nedeniyle seri üretim için uygun maliyetli hale getirir.
Enjeksiyon kalıpları her zaman diğer imalat yöntemlerinden daha ucuzdur.Yanlış
Enjeksiyon kalıplama büyük üretimler için uygun maliyetli olsa da, ilk kalıp oluşturma maliyeti yüksek olabilir ve bu da onu 3D baskı gibi alternatiflere kıyasla küçük üretimler için daha az ideal hale getirir.
Enjeksiyon Kalıplama Süreci Nedir?
Enjeksiyon kalıplama, hassas, yüksek kaliteli parçalar oluşturmak için erimiş plastiğin bir kalıba enjekte edilmesini içeren yaygın olarak kullanılan bir üretim sürecidir. Otomotiv, tıp ve tüketim malları gibi sektörlerde çok önemlidir.
Enjeksiyon kalıplama, çeşitli parçaları oluşturmak için erimiş plastiğin bir kalıba enjekte edildiği bir işlemdir. Hızlı üretim süreleri, yüksek hassasiyet sunar ve otomotiv parçaları, tıbbi cihazlar ve tüketim malları gibi bileşenlerin seri üretimi için idealdir.

Hammadde Hazırlama
Kalıplama öncesinde gerçekleştirilebilecek bazı işlem faaliyetleri arasında plastik hammaddelerin kurutulması, karıştırılması ve renklendirilmesi yer alır. Hammadde hazırlama, enjeksiyon kalıplama sürecinin temelini oluşturur ve enjeksiyon kalıplı parçaların kalitesini doğrudan etkiler.
Erime
Plastiklerin yapımında kullanılan hammaddeler, enjeksiyon kalıplama ısıtmalı silindiri aracılığıyla ısıtılır ve yumuşatılır. Bu durumda, vidaları veya pistonları ısıtmak gerektiğinde, plastik peletler veya plastik reçine eritilir ve eşit şekilde karıştırılır. Eritme, enjeksiyon kalıplamanın en önemli aşamasıdır ve bu aşama kalıplanmış parçaların kalitesiyle doğrudan bağlantılıdır.
Enjeksiyon
Erimiş plastik, enjeksiyon kalıplama makinesi tarafından enjeksiyon kalıplama makinesi nozulundan ve parçanın şekline uyum sağlayan kalıp boşluğuna akmaya zorlanır. Enjeksiyon, enjeksiyon kalıplama sürecinde çok önemli bir aşamadır ve enjeksiyonun bir işlevi kalıplanmış parçaların kalitesini (yüzey kalitesi, sertlik, duvar kalınlığı vb.) etkiler.
Paketleme (veya Bekletme)
Enjeksiyondan sonra, soğumadan kaynaklanan büzülmeyi dengelemek, parçanın boyutlarını ve yüzey kalitesini sağlamak için kalıp boşluğu içindeki plastik üzerine basınç uygulanır. Paketleme adımı enjeksiyon kalıplamada önemli bir adımdır ve kalıplanmış parçaların kalitesine doğrudan katkıda bulunur.
Soğutma
Kalıp boşluğu içindeki plastik, nihai plastik parçayı üretmek için kalıbın soğutma sistemi yardımıyla soğutulur ve katılaştırılır. Tavlama veya soğutma, enjeksiyon kalıplamada gerçekleşen ve kalıplanmış bileşenlerin kalitesini belirleyen çok önemli bir adımdır.
Kalıp Açma
Enjeksiyon makinesi daha sonra kalıbın iki yarısı olan hareketli kalıp ile sabit kalıbı birbirinden ayırır ve kalıbı açar. Kalıp açma, plastik enjeksiyon kalıplama sürecindeki önemli aşamalardan biridir ve kalıplar, kalıplanmış parçaların kalitesini doğrudan etkiler.
Fırlatma
Kalıpların üretimi için biçimlendirici işlemlerin destekli yönteminde, malzeme kalıplandığında, bir fırlatma sistemi1 kalıplanmış parçanın diğer işlemlerden geçmesi için kalıptan çıkarılmasında kullanılır. Ejeksiyon, enjeksiyon kalıplama üretim sürecinin en önemli parçalarından biri olarak kabul edilir ve kalıplanmış parçaların kalitesinde doğrudan rol oynar.
Enjeksiyon kalıplama, büyük hacimlerde yüksek kaliteli parçalar üretir.Doğru
Enjeksiyon kalıplama tutarlı kalite ve hassasiyet sağlar, bu da onu minimum atıkla büyük miktarlarda aynı parçaların üretilmesi için ideal hale getirir.
Enjeksiyon kalıplama her tür plastik için uygundur.Yanlış
Tüm plastikler enjeksiyon kalıplama için uygun değildir; yüksek erime noktalarına veya belirli kimyasal özelliklere sahip malzemeler özel kalıplama teknikleri gerektirebilir.
Enjeksiyon Kalıplarının Kullanım Alanları Nelerdir?
Enjeksiyon kalıpları, otomotiv, medikal ve tüketim malları gibi sektörlerde parça oluşturmak için kullanılan, yüksek hassasiyet ve verimlilik sağlayan üretimin vazgeçilmez bir parçasıdır.
Enjeksiyon kalıpları otomotiv, medikal ve tüketim malları gibi sektörlerde yüksek kaliteli parçalar üretmek için kullanılır. Plastikleri ve diğer malzemeleri verimli bir şekilde şekillendirerek doğruluk sağlar, israfı azaltır ve üretim hızını artırırlar.

Otomotiv Sektörü
Enjeksiyon kalıpları, hem iç hem de dış otomobil bileşenlerini, gösterge panellerini, tamponları, farları vb. üretmek için kullanılır ve otomobillerde görünümü, verimliliği ve güvenliği artırır. Otomotiv sektörü, yüksek hassasiyet, güç ve aşınma direnci gerektiren enjeksiyon kalıplarına yüksek talepler getirmektedir.
Elektronik Sektörü
Elektronik ürünler - çeşitli elektronik ekipmanların muhafazası, konektörler, soketler gibi enjeksiyon kalıbı ile oluşturulan birçok ürün hassas ve güvenilirdir. Elektronik sektörü, yüksek doğruluk, stabilite ve ısı iletkenliğine sahip enjeksiyon kalıplarına ihtiyaç duyar.
Beyaz Eşya Sektörü
Enjeksiyon kalıpları, elektrikli ürünlerin görünüm kalitesini ve hizmet ömrünü artırmak için muhafazalar, paneller, düğmeler ve ev aletlerinin diğer unsurlarını oluşturmak için uygulanır. Beyaz eşya sektörü hassas, dayanıklı ve yüksek parlaklıkta yüzeylere sahip enjeksiyon kalıplarına ihtiyaç duymaktadır.
Medikal Sektör
Enjeksiyon kalıpları, şırıngalar, infüzyon setleri, cerrahi aletler, paylaşım aksesuarları ve tıbbi ürünler için güvenlik ve sıhhi gereksinimleri garanti eden diğer sarf malzemeleri dahil olmak üzere birçok tıbbi ürün türünün imalatına uygulanır. Medikal sektörü hassas, temiz ve korozyona karşı dayanıklı enjeksiyon kalıpları gerektirir.
Günlük İhtiyaçlar Sektörü
Enjeksiyon kalıpları, farklı tüketici zevkleri ve eğilimlerinden geçen şişeler, kaplar, oyuncaklar gibi günlük kullanım eşyalarının üretimine yardımcı olur. Günlük ihtiyaçlar sektörü, yüksek hassasiyet, parlaklık ve üretim verimliliğine sahip enjeksiyon kalıpları talep etmektedir.
Enjeksiyon kalıpları yüksek hacimli üretim için gereklidir.Doğru
Enjeksiyon kalıpları, hassas ve tutarlı parçaların hızlı bir şekilde seri üretimine olanak tanıyarak yüksek çıktı gerektiren endüstriler için hayati önem taşır.
Enjeksiyon kalıpları sadece plastik parçalar için kullanılır.Yanlış
Enjeksiyon kalıpları metaller, silikon ve diğer malzemeler için de kullanılabilir, bu da onları çeşitli imalat sektörlerinde çok yönlü hale getirir.
Enjeksiyon Kalıbının Temel Bileşenleri Nelerdir?
Enjeksiyon kalıpları hassas, yüksek kaliteli parçalar üretmek için çok önemlidir. Temel bileşenlerini anlamak, kalıplama sürecini optimize etmeye ve verimliliği artırmaya yardımcı olabilir.
Bir enjeksiyon kalıbının temel bileşenleri arasında kalıp boşluğu, maça, yolluk, yolluk ve ejektör sistemi bulunur. Bu elemanlar, kalıplama işlemi sırasında plastik parçaları verimli bir şekilde şekillendirmek ve çıkarmak için birlikte çalışır.
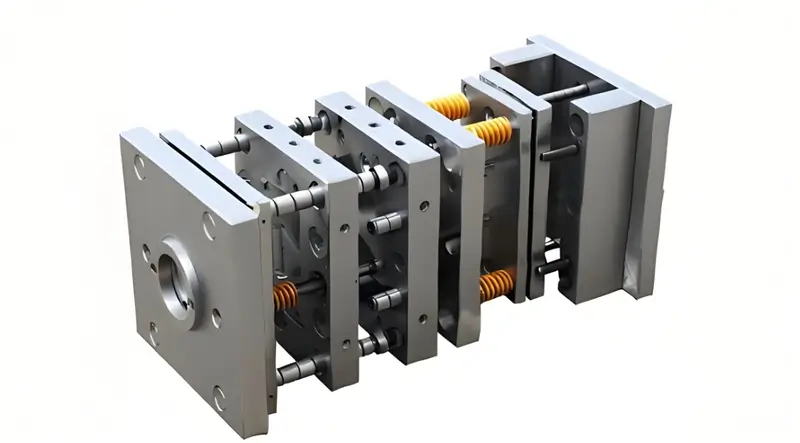
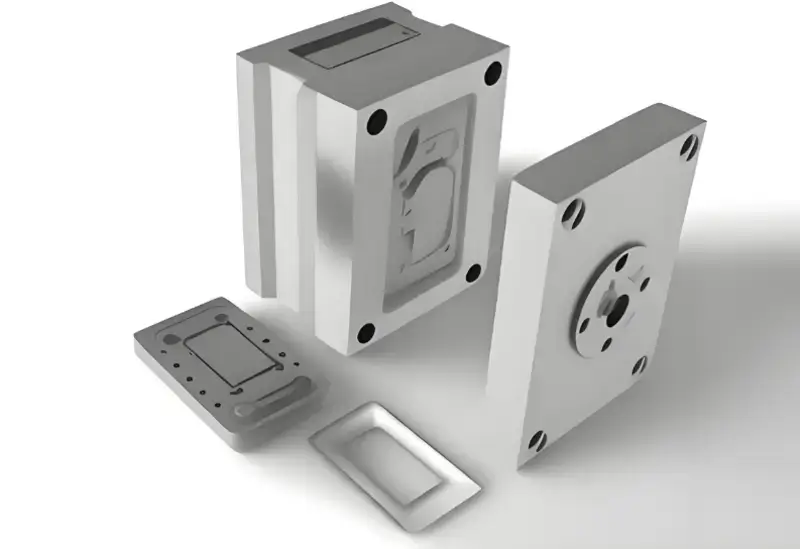
Hareketli ve Sabit Kalıplar
Enjeksiyon kalıpları2 plastik enjeksiyon kalıplama makinesinin sırasıyla hareketli ve sabit plakaları üzerinde yer alan hareketli ve sabit kalıplar olarak sınıflandırılır.
-
Hareketli Kalıp: Hareketli kalıp, enjeksiyon kalıplama döngüsü sırasında enjeksiyon makinesinin hareketli plakasına monte edilen kalıp bileşenidir. Hareketli kalıbın birincil amacı, sabit olan kalıp ile birlikte parçanın oluşum boşluğunu sağlamaktır. Hareketli kalıp bazen karmaşık şekilli ürünlerin üretilmesi için yan göbeğe ve iç ek parçaya sahip olabilir.
-
Sabit Kalıp: Sabit kalıp, enjeksiyon makinesinin sabit plakası üzerine monte edilen ve tipik olarak makinenin çalışması sırasında hareket etmeyen kalıp parçasıdır. Sabit kalıpta birincil amaç, hareketli kalıpla birlikte kalıp boşluğunu oluşturmak ve aynı zamanda erimiş plastiği boşluğa kabul etmek için bir kapı sistemi kurmaktır. Sabit kalıp yapısı normalde daha az karmaşıktır, ancak kalıp tarafından oluşturulan yüksek basınç nedeniyle sert bir yapı sağlamaları gerekir. enjeksiyon kalıplama süreci3.
Kalıp Tabanı
Kalıp tabanı, hareketli ve sabit kalıpların monte edildiği ve sabitlendiği, esas olarak ön ve arka plakalardan, sabit ve kayar plakalardan vb. oluşan genel kurulumdur. Kalıp tabanının ana işlevi, enjeksiyon kalıplama sırasında oluşan yüksek basınçlara ve sıcaklıklara dayanmak için kalıp bileşenlerinin konumsal doğruluğunu ve sertliğini sağlamaktır.
-
Ön Plaka: Kalıbın ön ucundadır, genellikle sabit kalıpla birlikte sabitlenir, sabit kalıbın desteklenmesi ve konumlandırılması rolünü oynar. Ön plakanın tasarımı, eşit kalıp sıcaklığı sağlamak için soğutma sisteminin düzenlemesini dikkate almalıdır.
-
Arka Plaka: Arka plaka kalıbın arka kısmına yerleştirilir ve genellikle hareketli kalıpla birleşerek kalıbın desteğini ve konumunu oluşturur. Arka plaka, hareketli kalıbın hareketine ve enjeksiyon kalıplama sırasındaki basınca dayanmak için yeterli güç ve sertliğe ihtiyaç duyar.
-
Hareketli Plaka: Hareketli plaka, Hareketli kalıbı hareketsiz hale getirmek için kullanılan enjeksiyon makinesinin hareketli kısmına takılan kalıp plakasıdır. Hareketli plakanın, hareketli kalıbın enjeksiyon makinesi üzerinde art arda kaymasını sağlamak için mükemmel bir paralelliğe ve pürüzsüzlüğe sahip olması gerekir.
-
Sabit Plaka: Sabit plaka, sabit kalıbın sabitlenmesinden ve desteklenmesinden sorumlu enjeksiyon makinesinin sabit kısmındaki kalıp plakasıdır. Sabit plaka, enjeksiyon makinesi üzerindeki sabit kalıbın stabilitesini sağlamak için yüksek doğruluk ve sertlik gerektirir.
Soğutma Sistemi
Soğutma sistemi, parça kalitesini ve üretim oranlarını iyileştirmek için kalıbın sıcaklık regülasyonu ile ilgili kalıbın önemli bir parçasıdır. Bunlar soğutma kanalları, su boruları ve soğutma cihazlarıdır. Soğutulan su, kalıbın aşırı ısınmamasını sağlamak için kalıbın geçitlerinde dolaşır.
-
Soğutma Kanalları: Soğutma kanalları, soğutma amacıyla kalıbın çeşitli bölümlerine eşit miktarda soğutma suyu akışı sağlamak için kalıp içinde oluşturulan su akış kanallarıdır. Soğutma kanalı tasarımı, farklı alanlarda kalıp sıcaklığı üzerinde eşit su akışı ve soğutma etkisi gibi başka bir zorluğa sahiptir.
-
Soğutma Boruları: Soğutma boruları, soğutma kanallarını ve soğutma cihazlarını birbirine bağlayan ve bunlar kullanılarak suyun taşındığı borulardır. Soğutma suyunun sorunsuz bir şekilde sağlanabilmesi için soğutma borusunun konumuna kalıbın yapısal çerçevesi ve soğutma performansı dikkate alınarak karar verilmelidir.
-
Soğutma Cihazları: Soğutma cihazları tipik olarak soğutma suyu sağlamak için kullanılan soğutma kuleleri, soğutucular vb. içerir. Soğutma cihazlarının seçimi ve konfigürasyonu, soğutma verimliliği ve enerji tasarrufu sağlamak için kalıbın ve üretim ortamının soğutma gereksinimlerine göre optimize edilmelidir.
Kapı Sistemi
Kapı sistemi, enjeksiyon makinesi memesinden kalıp boşluğuna erimiş plastik getiren kanallar sistemi, ana ve alt raylar, kapı ve soğuk sümüklü böcek ile ilgilidir.
-
Ana koşucu: Ana yolluk, enjeksiyon makinesinin nozülünden uzanan ve erimiş plastiğin kalıba girdiği alt yolluklara ulaşan kanaldır. Ana yolluk tasarımı, düzgün akışı sağlamak için akış özelliklerini dikkate almalıdır.
-
Alt koşucu: Ana giriş ile ana çıkış arasında bir bağlantı geçididir. yolluk ve kapı4Erimiş plastiği bir kalıbın çeşitli boşluklarına taşımaya yardımcı olur. Alt yolluk yapısının gereksinimine göre, tasarımında erimiş plastiğin dağılımı ve tüm boşluğun eşit şekilde doldurulmasını sağlamak için akış direnci dikkate alınmalıdır.
-
Kapı: Kapı, sıcak plastiğin kalıp boşluğuna beslenmesini sağlayan alt yolluk ile kalıp boşluğunu birbirine bağlayan ince bir giriştir. Kapının tasarımı, parçanın yüzey kalitesini ve boyutsal doğruluğunu sağlamak için erimiş plastiğin akış hızını ve doldurma etkisini dikkate almalıdır.
-
Cold Slug Well: Soğuk sümüklü böcek kuyusu, ana yolluk ucunda bulunan, soğutulduktan sonra kalan plastiği depolamak için kullanılan ve kalıp boşluğuna girmesini önleyen bir deliktir. Soğuk sümüklüböcek kuyusunun tasarımında, parça kalıplama kalitesini sağlamak için soğutma etkileri ve kalıp yapısı dikkate alınmalıdır.
Havalandırma Sistemi
Havalandırma sistemi, kalıplanmış ürünlerde kabarcıklar ve kavurma gibi kusurların oluşması için havanın ve uçucu gazların uzaklaştırılması için gereklidir. Bu normalde havalandırma olukları, havalandırma delikleri ve havalandırma valfleri şeklindedir.
-
Havalandırma Kanalları: Havalandırma kanalları, hava ve gazların kalıp boşluğundan çıkmasına yardımcı olmak için kalıp boşluğunun yüzeyinde sağlanan düşük genişlikli kanallardır. Kalıpların parçanın yüzey kalitesine ve boyutların ulaşılabilir doğruluğuna etki etme kabiliyeti ile ilgili olarak havalandırma kanallarından geçen gaz akışının ölçülmesi önem kazanmaktadır.
-
Havalandırma Delikleri: Havalandırma delikleri, hava ve gazların dışarı atılmasında kullanılan ve kalıp üzerinde bulunan küçük açıklıklardır. Bu nedenle, parçanın uygun yüzey kalitesini ve boyutsal doğruluğunu sağlamak için gaz tahliyesinin etkinliği ve kalıp yapısı ile ilgili olarak havalandırmalı açıklıklar için en uygun konum ve boyut belirlenmelidir.
-
Egzoz Sistemi: Egzoz valfi, gazı serbest bırakabilen ve giriş ve çıkış sürecini otomatik olarak kontrol edebilen ürünü düzenlemek ve kontrol etmek için kullanılan bir cihazdır. Daha yüksek yüzey kalitesine ve boyutsal doğruluğa sahip plastik parçalar üretmek için, egzoz valfinin ve kalıp yapısının verimliliği için yüksek gereksinimler vardır. Egzoz valfinin tasarımı, gaz egzozunun etkinliğini ve kalıbın yapısını dikkate almalıdır.
Fırlatma Sistemi
Ejeksiyon sistemi, kalıplanmış plastik parçaları kalıptan dışarı itmek için kullanılır. Normalde ejektör pimleri ve plakaları, ejektör çubukları ve ejektör sistemlerini içerir.
-
İtici Pimler: İtici pimler, genellikle ince silindirik gövdeler olan plastik parçalara doğrudan temas eden ve bunları dışarı atan bileşenlerdir. İtici pimler, plastik parçaların kolayca çıkarılabilmesi için şekil ve boyutlarına uygun olarak tasarlanmalıdır.
-
İtici Plaka: İtici plaka, itici pimin destekleyici bir bileşenidir ve itici pimi konumlandırmak ve sabitlemek için kullanılır. İtici plaka tasarımının en önemli yönü, içerdiği itici pim sayısı ve itici pimlerin konumudur.
-
İtici Çubuklar: Ejektör çubukları, ejektör plakalarını veya mekanizmalarını birbirine bağlayan, ejektör plakalarının ve ejektör pimlerinin hareketini sağlayan parçalardır. İtici çubuklar tasarlanırken, etkili bir fırlatma sağlamak için fırlatma kuvveti ve stroku hesaba katılmalıdır.
-
Ejektör Mekanizması: Ejektör mekanizması, hidrolik veya mekanik kuvvet yoluyla ejektör çubuğunun itme sürecini geliştiren enjeksiyon kalıplama makinelerinin mekanik bir cihazıdır. İtici mekanizmanın tasarımı, etkili ve verimli bir itme sağlamak için itme kuvvetini ve strokunu dikkate almalıdır. Ejeksiyon sisteminin tasarımı ve optimizasyonu, kalıp tasarımının kritik yönleridir ve plastik parçaların kalıplama kalitesini ve üretim verimliliğini doğrudan etkiler.
Çekirdek ve boşluk, kalıplanmış parçanın şekillendirilmesi için gereklidir.Doğru
Çekirdek iç kısmı oluştururken, boşluk kalıplanan parçanın dış şeklini oluşturur ve her ikisi de parça doğruluğu için temeldir.
Enjeksiyon kalıplarında ejektör sistemleri kritik değildir.Yanlış
Ejektör sistemleri, bitmiş parçaların kalıptan çıkarılması, sorunsuz ve tutarlı üretimin sağlanması için hayati önem taşır.
Kalıp Malzemesi Nedir?
Kalıp malzemeleri, enjeksiyon kalıplama gibi imalat süreçlerinde kalıp oluşturmak için kullanılan maddelerdir. Doğru malzemenin seçilmesi kalıp dayanıklılığı, hassasiyeti ve verimliliği için çok önemlidir.
Kalıp malzemeleri tipik olarak çelik, alüminyum veya özel alaşımlardan yapılır. Çelik uzun ömürlü kalıplar için tercih edilirken, alüminyum maliyet etkinliği nedeniyle genellikle daha kısa üretim çalışmaları için kullanılır. Malzeme seçimi kalıp performansını ve maliyet etkinliğini etkiler.
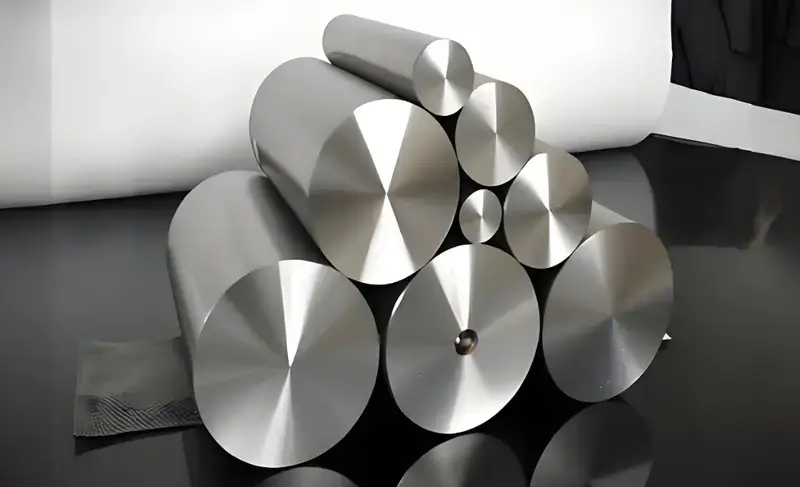
Kalıp Çeliği
Kalıp çeliği yüksek gerilme mukavemetine, yüksek sertliğe ve iyi yorulma ve aşınma özelliklerine sahiptir. Bu nedenle, enjeksiyon kalıplarının çoğu kalıp çeliğinden üretilir. En düzenli kullanılan kalıp çeliklerinden bazıları P20, 718, H13 ve benzerleridir Kalıp çeliklerinin seçimi, kalıp kullanım ömrü ve üretim maliyeti gibi çeşitli faktörlere bağlıdır.
Berilyum Bakır Alaşımı
Berilyum bakır alaşımı, kalıp boşlukları ve kızaklar gibi kalıpların çekirdek bileşenlerini yapmak için yaygın olarak kullanılan iyi bir ısı iletkeni ve aşınmaya dayanıklıdır. Berilyum bakır alaşımının seçiminde kalıbın soğutma etkisi ve üretim verimliliği göz önünde bulundurulmalıdır.
Alüminyum Alaşım
Alüminyum alaşımlı ürünler, prototip kalıp ve küçük seri üretim kalıbı yapmak için kullanılabilen hafif, yüksek hızlı ısı iletkenliği açısından üstündür. Alüminyum alaşım seçimi ile ilgili sorunlara gelince, kalıp servis süresinin yanı sıra üretim maliyetini de hesaba katmak gerekir.
Çelik, tüm kalıplar için en iyi malzemedir.Yanlış
Çelik dayanıklıdır ve uzun üretimler için idealdir ancak pahalı olabilir. Alüminyum, daha kısa üretim döngüleri için daha uygun maliyetli bir seçenektir.
Alüminyum kalıplar çelik kalıplardan daha ucuzdur.Doğru
Alüminyum kalıplar daha hafiftir ve işlenmesi daha kolaydır, bu da onları düşük ila orta üretim hacimleri için uygun maliyetli bir seçim haline getirir.
Kalıp Tasarımları Nelerdir?
Kalıp tasarımları, enjeksiyon kalıplama sürecinde nihai ürünün şeklini ve işlevselliğini belirleyen çok önemli planlardır. Üretim verimliliğini ve parça kalitesini etkilerler.
Kalıp tasarımları, enjeksiyon kalıplamada kullanılan kalıpların geometrisini ve işlevselliğini belirler. Temel tipler arasında tek boşluklu, çok boşluklu ve aile kalıpları bulunur. Verimli tasarım üretim süresini ve malzeme israfını azaltır.

Kalıp Boşluğu Tasarımı
Kalıp boşluğu tasarımı, plastik ürünlerin kalıbının şeklinin ve boyutunun, boşluk sayısının, düzeninin, toleransının vb. kalıpları ve standartlarıdır. Kalıp boşluğu tasarımı, kalıplama kalitesini sağlamak için plastik parçaların şekline ve boyutuna uygun olmalıdır.
Koşucu Sistem Tasarımı
Yolluk sistemi tasarımı, erimiş plastiğin kalıptan kalıba aktığı kanalın düzenini içerir. ayırma çizgisi5Ana yolluk, dal yolluk ve kapının boyutu, konumu ve yönü vb. Yolluk sisteminin tasarımı için, erimiş plastiğin akış özelliklerini ve kalıbın yapısını vurgulamak çok gereklidir.
Soğutma Sistemi Tasarımı
Kalıp soğutma su yolları, kanalların yerleşimi ve boyutlarının yanı sıra kullanılan soğutma ortamının türü gibi soğutma sistemlerinin tasarımı anlamına gelir. Soğutma sistemi tasarımı, kalıplama kalitesini sağlamak için kalıbın soğutma etkisini ve üretim verimliliğini dikkate almalıdır.
Havalandırma Sistemi Tasarımı
Havalandırma sistemi tasarımı, havalandırma kanallarının ve havalandırma deliklerinin yerleşimi ve boyutu da dahil olmak üzere kalıp boşluğu içindeki gaz tahliye kanallarının tasarımını ifade eder. Havalandırma sistemi tasarımı üzerinde çalışırken, kalıplama kalitesi açısından gaz tahliyesinin ve kalıp yapısının performansı değerlendirilmelidir.
Fırlatma Sistemi Tasarımı
Ejeksiyon sistemi tasarımı, ejektör pimlerinin sayısının ve konumlarının düzenlenmesi, ejektör plakalarının ve ejektör çubuklarının boyutu dahil olmak üzere plastik parça fırlatma cihazlarının tasarımını ifade eder. Ejeksiyon sistemleriyle ilgili tasarım faktörleri, kalıplama kalitesiyle ilişkili olarak ejeksiyonun verimliliğine odaklanan değerlendirmeler gerektirir.
Kalıp tasarımı nihai ürünün kalitesini ve maliyetini etkiler.Doğru
Verimli kalıp tasarımları hataları azaltır, parça kalitesini artırır ve üretimi kolaylaştırarak maliyet tasarrufu sağlar.
Kalıp tasarımları her ürün için aynıdır.Yanlış
Her ürün, şekline, boyutuna ve işlevine göre benzersiz bir kalıp tasarımı gerektirir ve bu da sektöre ve uygulamaya bağlı olarak büyük ölçüde değişebilir.
Kalıp İmalatı Nasıl Yapılır?
Kalıp imalatı, plastik, metal veya diğer malzemeleri şekillendirmek için enjeksiyon kalıplamada kullanılan kalıpların oluşturulmasını içerir. Birçok sektörde yüksek kaliteli, hassas bileşenler üretmek için çok önemlidir.
Kalıp imalatı, enjeksiyon kalıplama işlemleri için kalıpların tasarlanması ve oluşturulması anlamına gelir. Bu kalıplar, yüksek hacimli üretimde doğruluk ve uzun ömürlülük sağlamak için çelik ve alüminyum gibi dayanıklı malzemelerden yapılır. Kalıp kalitesi, parça hassasiyetini ve döngü verimliliğini doğrudan etkiler.

Malzeme Hazırlama
Özel kalıp tasarımı gerekliliklerine göre, uygun kalıbı seçin ve gerilim giderme işlemi ve temperleme işlemi dahil olmak üzere işlem gerçekleştirin. Malzemenin hazırlanması, kalıbın kalitesini ve ömrünü belirlediği için bir kalıbın imalatındaki temel süreçlerden biridir.
Kaba İşleme
Tornalama, frezeleme, planyalama ve taşlama, kalıp yapımında birincil kaba işleme veya şekil oluşturma teknikleri olarak kullanılacak işleme operasyonlarıdır. kalıp malzemeleri6. Kaba işlemenin doğruluğu ve verimliliği, kalıbın üretim döngüsünü ve maliyetini doğrudan etkiler.
Isıl İşlem
Sertliği ve aşınmaya dayanıklılığı artırmak için kalıpta su verme ve temperleme gibi diğer ısıl işlem süreçlerini gerçekleştirin. Isıl işlem kalitesi, kalıbın hizmet ömrünü ve kalıplama kalitesini önemli ölçüde etkiler.
Finiş İşleme
CNC takım, EDM, tel kesme vb. gibi ince işleme yöntemleriyle kalıbı doğru şekilde parlatın. Kalıplanan parçanın tasarımda belirtilen tolerans sınırları içinde olduğundan ve öngörülen yüzey kalitesine sahip olduğundan emin olun. Hassas döküm kalıplarının ince işleme hassasiyeti ve yüzey pürüzlülüğü, plastik parçaların kalıplama kalitesi üzerinde doğrudan bir etki yaratacaktır.
Montaj ve Hata Ayıklama
Kalıbı test etmek ve farklı parçaların doğruluğunu ve performansını incelemek için kalıbın birden fazla üyesini, hata ayıklama ve deneme kalıplamasını derleyin. Montaj, kalıp ve hata ayıklamanın son sürecidir; kalıbın operasyonel etkinliğini ve üretim verimliliğini doğrudan etkiler.
Kalıp üretimi hassas ürün şekilleri sağlar.Doğru
Kalıplar, seri üretimde tekdüzelik ve tutarlılık sağlayarak tam şekiller vermek üzere tasarlanmıştır.
Kalıp üretimi her zaman zaman alıcı ve pahalıdır.Yanlış
Kalıp oluşturma maliyetli olsa da, teknoloji ve tasarım optimizasyonundaki ilerlemeler, süreci zaman içinde daha verimli ve uygun maliyetli hale getirmiştir.
Küfün Bakımı ve Korunması Nasıl Yapılır?
Tutarlı ürün kalitesi sağlamak ve enjeksiyon kalıplama süreçlerinde kalıplarınızın ömrünü uzatmak için uygun kalıp bakımı şarttır.
Kalıpların düzenli olarak temizlenmesi, yağlanması ve incelenmesi kusurları ve duruş sürelerini önler. Bakım programları kalıntıların giderilmesine, aşınmanın kontrol edilmesine ve uygun soğutma kanallarının sağlanmasına odaklanmalıdır. Zamanında yapılan onarımlar maliyetli gecikmeleri azaltabilir ve kalıp performansını artırabilir.

Temizlik
Kalıbın temiz ve pürüzsüz kalmasını sağlamak için kalıbın yüzeyinde olabilecek plastik kalıntılardan, yağ lekelerinden ve diğer kirlerden kurtulmasını sağlamak için kalıbın temizliği sık sık yapılmalıdır. Kalıp yönetiminin en temel faaliyetlerinden biri olan temizlik, kalıbın performans verimliliği ve faydalı ömrü ile doğrudan ilgilidir.
Yağlama
Hareketli parçalar arasındaki sürtünmeyi en aza indirmek ve böylece kalıbın dayanıklılığını uzatmak için kalıbın tüm hareketli parçalarını gresleyin. Kalıp yağlama, kalıbın işlevselliğini ve dayanıklılığını etkilediği için kalıp yönetiminin de temel süreçlerinden biridir.
Pas Önleme
Kalıp, özellikle kalıp uzun süre kullanılmadığında pas ve korozyon önleme işlemine tabi tutulmalıdır. Pas önleme, kalıbın çalışma verimliliğini ve hizmet ömrünü belirleyen kalıp bakımının temel işlerinden biridir.
Teftiş
Kalıbın çeşitli bölgelerinde rutin kontroller gerçekleştirin ve üretim süreçlerinde arızaları önlemek için ciddi şekilde yıpranmış özellikleri değiştirin veya düzeltin. Kalıp denetimi, kalıbın dayanıklılığının yanı sıra operasyonel verimliliği üzerinde de önemli etkisi olan birincil kalıp bakım sürecidir.
Uygun kalıp bakımı kalıbın ömrünü uzatır.Doğru
Düzenli temizlik, yağlama ve denetim aşınma ve yıpranmayı önleyerek kalıbın hizmet ömrünü uzatır ve tutarlı parça kalitesi sağlar.
Küf bakımı sürekli profesyonel gözetim gerektirir.Yanlış
Profesyonel gözetim faydalı olsa da, operatörlerin uygun rutin bakımı, sürekli uzman müdahalesi olmadan kalıbın uzun ömürlü olmasını sağlayabilir.
Sonuç
Plastik işleme endüstrisinin çalışmasında önemli araçlardan biri olarak işlev gören enjeksiyon kalıpları, karmaşık yapılar ve çeşitli işlevler sergiler. Bu makalede yazar, enjeksiyon kalıplarının çeşitli bileşenleri ve bunların rolleri olan hareketli ve sabit kalıplar, kalıp çerçeveleri, soğutma sistemleri, yolluk sistemleri, havalandırma sistemleri ve diğerlerinin yanı sıra fırlatma sistemlerinin en basit ve doğru tanımlarını vermektedir.
Ayrıca, makalede kalıp malzemesi seçimi, kalıpların tasarımı, üretimi, bakımı ve enjeksiyon kalıplama süreçleri ve enjeksiyon kalıplarının kullanım alanları sunulmaktadır. Bu makalenin, okuyucuya enjeksiyon kalıplarının tasarımı, üretimi ve uygulaması için bir referans olarak yardımcı olmayı amaçlayan enjeksiyon kalıpları hakkında yeterli ve derin bilgi sunduğuna inanılmaktadır.
-
Enjeksiyon Kalıplamada Ejeksiyon Sistemi Türleri hakkında bilgi edinin: Bir ejeksiyon sistemi, kasayı başka bir enjeksiyon için temizleyen şey olduğundan çok önemlidir. ↩
-
Sekiz Enjeksiyon Kalıbı Türü hakkında bilgi edinin: Yaygın olarak karşılaşılan kalıp türlerinde iki renkli kalıp, üst kalıplama ve aile kalıbı bulunur. ↩
-
Enjeksiyon kalıplama süreci ile ilgili hususlar hakkında bilgi edinin: Enjeksiyon kalıplama, çeşitli parçalar ve ürünler üretmek için kullanılabilen popüler bir üretim sürecidir. ↩
-
Yolluklar, yolluklar ve plastik kalıp kapıları hakkında bilgi edinin: Yolluklar, yolluklar ve kapılar, plastik eriyiği enjeksiyon ünitesinin nozülünden ayrı ayrı boşluklara taşıma işlevini yerine getirir. ↩
-
Hakkında bilgi Bir kalıbın ayırma çizgisini nasıl bulabilirim? Bir kalıbın ayırma çizgisi, enjeksiyon kalıplama işlemi sırasında kalıbın iki yarısının birleştiği ve ayrıldığı çizgi veya düzlemdir. ↩
-
Plastik Enjeksiyon Kalıp Malzemeleri hakkında bilgi edinin: Enjeksiyon kalıpları çelik, alüminyum veya berilyum bakırdan yapılabilir. ↩







