 İçeriğe geç
İçeriğe geç 







Adım 1: Malzeme Hazırlığı:
Polikarbonat (PC) higroskopiktir ve nemi emer, bu da kabarcıklar, çizgiler veya yüzey kusurları gibi kusurlara neden olabilir.
① Kurutma: PC malzemesini 110-130°C'de (230-266°F) 3-5 saat kurutarak 0,02%'den daha az bir nem içeriği elde edin. Bu, nemden kaynaklanan kusurlar olmadan düzgün işlemeyi sağlar.
② Karıştırma: Katkı maddeleri veya dolgu maddeleri kullanılıyorsa, bunları üreticinin talimatlarına göre tartın ve PC ile karıştırın. Malzemenin kirletici madde içermediğinden ve homojen bir şekilde karıştırıldığından emin olun.

Adım 2: Kalıp Hazırlama:
Uygun kalıp hazırlığı, parçanın kolay çıkarılmasını sağlar ve kalıplama işlemi sırasında kusurları önler.
① Temizlik: Kalıbın, nihai ürünün kalitesini etkileyebilecek toz, nem ve döküntülerden arındırıldığından emin olun.
Ayırıcı Madde: Yapışmayı önlemek ve kalıplanmış parçanın kolayca çıkarılmasını kolaylaştırmak için kalıp yüzeylerine bir ayırıcı madde uygulayın.
③ Hizalama: Kalıbı enjeksiyon kalıplama makinesine düzgün bir şekilde sabitleyin ve kalıp kusurlarına neden olabilecek yanlış hizalama olmamasını sağlayın.

Adım 3: Malzeme Yükleme ve Enjeksiyon Kurulumu:
Uygun enjeksiyon sıcaklığı ve basıncı, malzemenin kalıba doğru şekilde akmasını, tüm boşlukları doldurmasını ve tutarlı kaliteyi sağlar.
① Malzemeyi Yükleyin: Kurutulmuş PC peletlerini enjeksiyon kalıplama makinesinin haznesine besleyin.
② Enjeksiyon Sıcaklığı: Enjeksiyon sıcaklığını 240°C ila 260°C (464°F ila 500°F) arasında ayarlayın. PC için erime aralığı tipik olarak 270°C ila 320°C arasındadır, ancak ayrışmayı ve kusurları önlemek için 340°C'yi aşmaktan kaçının.
③ Enjeksiyon Basıncı: Parça boyutuna ve kalıp tasarımına bağlı olarak enjeksiyon basıncını 1000 ila 2000 bar (14.500 ila 29.000 psi) arasında ayarlayın.
④ Enjeksiyon Hızı: Malzemenin kalıba çok hızlı girmesini önlemek için hızı kontrol edin, bu da akış izleri veya hava sıkışması gibi kusurlara yol açabilir.

Adım 4: Konut Aşaması:
Bekleme aşaması kalıbın tamamen dolmasını sağlar ve erimiş PC'nin kalıp boşluklarının şeklini almasına izin verir.
① Basıncı Koruyun: Enjeksiyondan sonra, erimiş malzemenin her ayrıntıyı tamamen doldurmasını sağlamak ve büzülme veya boşlukları önlemek için kalıpta basıncı koruyun.
② İzleyin: Malzemenin soğumaya başlayana kadar yerinde kalmasını sağlamak için basıncı gözleyin.

Adım 5: Soğutma Aşaması:
Doğru soğutma, nihai parçanın boyutsal stabilitesini sağlarken eğilme, büzülme ve diğer kusurları önler.
① Soğutma Süresi: Soğutma için yeterli zaman ayırın. Soğutma süresi parçanın kalınlığına, karmaşıklığına ve kalıp sıcaklığına bağlı olacaktır. Daha büyük parçalar daha fazla soğutma süresi gerektirebilir.
② Kalıp Sıcaklığı: Eğilme veya çökme izleri gibi kusurlara neden olmadan optimum soğutma için kalıp sıcaklığını 80°C ila 120°C (176°F ila 248°F) arasında tutun.
③ Soğutma Kanalları: Tutarlı kalıp sıcaklığını korumak için kalıp içindeki soğutma sisteminin verimli ve eşit dağılımlı olmasını sağlayın.

Adım 6: Fırlatma:
Parça bütünlüğünün korunması ve sorunsuz üretim akışının sağlanması için doğru fırlatma kritik öneme sahiptir.
① Fırlatma Mekanizması: Parçayı kalıptan dışarı itmek için fırlatma pimleri veya hava ile çalışan fırlatma sistemleri kullanın.
② Kuvvet Kontrolü: Hassas veya karmaşık parçaların hasar görmesini önlemek için çıkarma kuvvetini ayarlayın.
③ İşlem Sonrası: Gerekirse, fırlatma sırasında parçadaki fazla parlamayı veya malzemeyi kesin.

Adım 7: İşlem Sonrası:
İşlem sonrası, kalıplanan parçanın işlevsellik ve estetik için gerekli tüm özellikleri karşılamasını sağlar.
① Kırpma ve Deflashing: Kalıplama işleminden kalan fazla malzemeyi (parlama) giderin. Bunun için düzeltme veya taşlama işlemleri gerekebilir.
② Yüzey İşlemi: Son kullanıma bağlı olarak, gelişmiş estetik veya ek işlevsellik (örneğin, gelişmiş kimyasal direnç veya yüzey dayanıklılığı) için parçaları parlatmanız veya kaplamanız gerekebilir.
③ Montaj: Kalıplanmış parçalar daha büyük bir montajın bileşenleri ise, gerekli montaj veya yapıştırma işlemlerini gerçekleştirin.

Adım 8: Kalite Kontrol
Kalıplanan parçanın kalitesini sağlamak, ürün standartlarını ve müşteri memnuniyetini korumak için kritik öneme sahiptir.
① Muayene: Parçaları kabarcık, eğrilik veya renk tutarsızlıkları gibi kusurlara karşı düzenli olarak inceleyin. Boyutsal doğruluk esastır.
② Test: Özellikle kritik uygulamalar için darbe direnci, şeffaflık ve ısı toleransı testleri gerçekleştirin.
③ Tutarlılık: Üretim çalışmaları boyunca tutarlı parça kalitesi sağlamak için işleme koşullarını (sıcaklık, basınç ve döngü süresi) izleyin.





1. Otomotiv Endüstrisi:
Bileşenler: PC, far camları, gösterge panelleri, iç kaplamalar ve dış bileşenler gibi otomotiv parçaları için yaygın olarak kullanılmaktadır. Darbe direnci, hafif yapısı ve optik netliği araçlarda hem güvenliğe hem de performansa katkıda bulunur.

2. Elektronik Endüstrisi:
Gövdeler ve Bileşenler: PC genellikle dizüstü bilgisayarlar, akıllı telefonlar ve tabletler gibi elektronik cihaz muhafazaları için kullanılır. Mükemmel yalıtım özellikleri ve darbe direnci, elektrik ve elektronik uygulamalarda dayanıklılık ve güvenlik sağlar.

3. İnşaat Sektörü:
Yapı Malzemeleri: PC, çatı pencereleri, çatı kaplama levhaları ve pencere camları için kullanılır ve mükemmel dayanıklılık, hava koşullarına dayanıklılık ve optik netlik sunar. Bu özellikler onu inşaatta güvenlik ve şeffaflık gerektiren uygulamalar için ideal hale getirir.
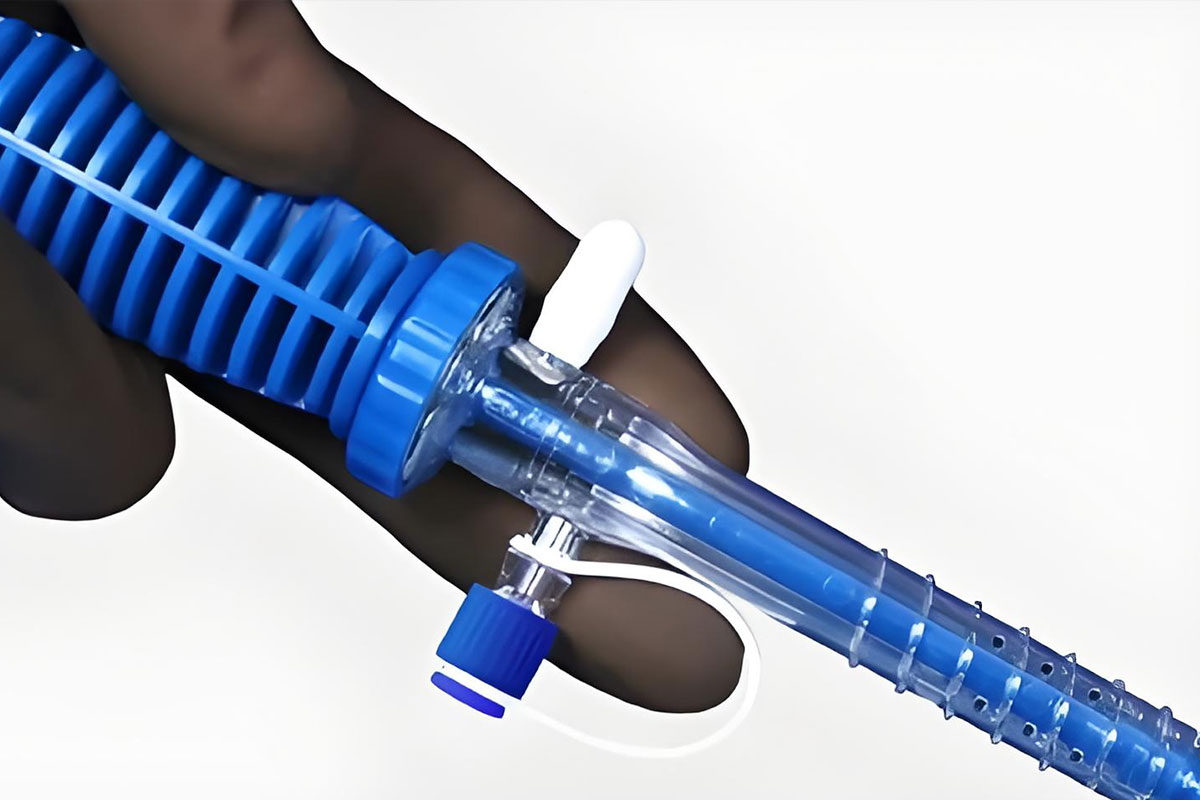
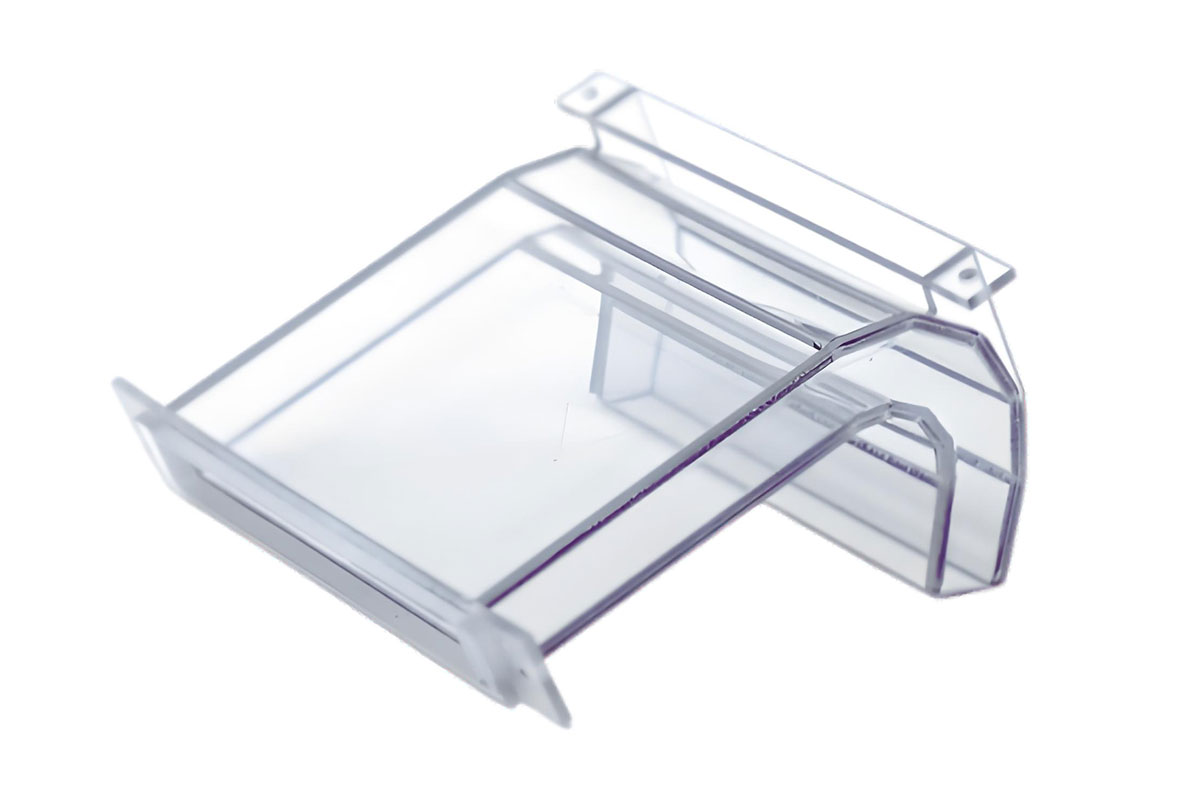
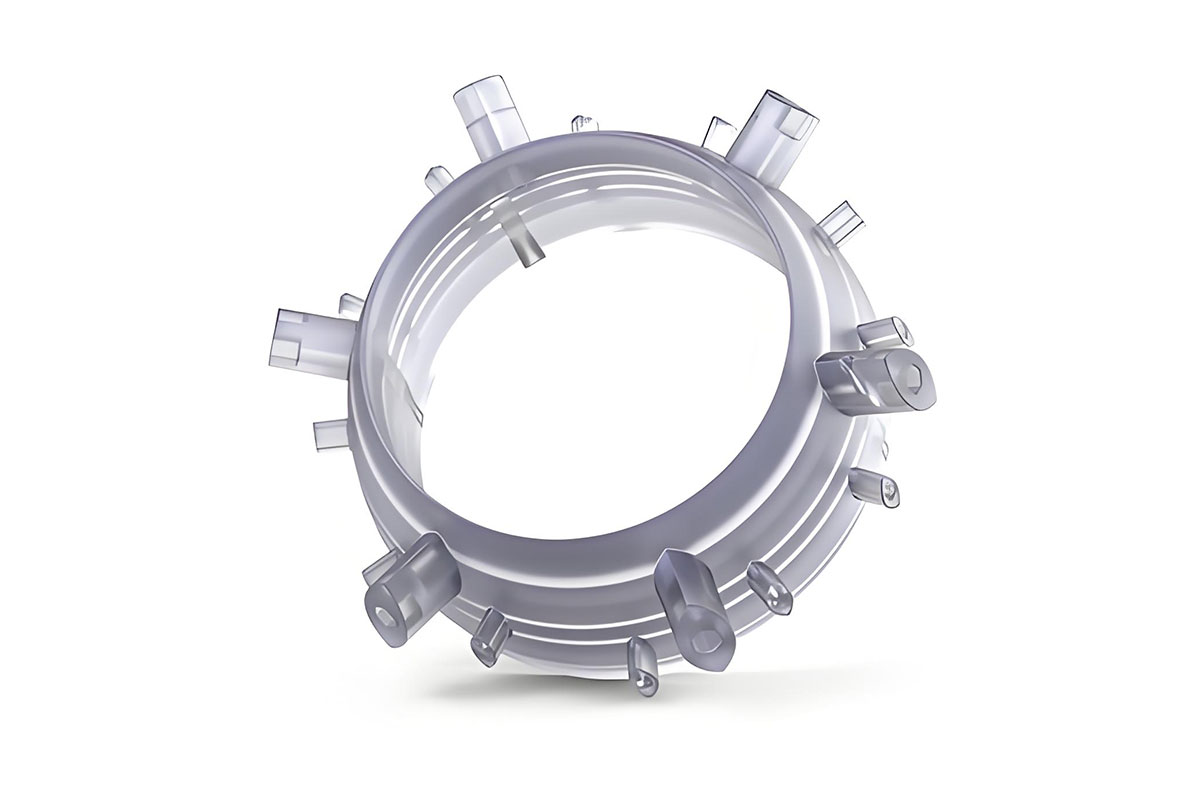
4. Tıbbi Cihazlar:
Cerrahi Aletler ve Ekipmanlar: PC şırıngalar, tıbbi hortumlar ve cerrahi aletlerin üretimi için gereklidir. Biyouyumluluğu, sterilizasyon kolaylığı ve yüksek mukavemeti onu sağlık uygulamalarında güvenilir bir malzeme haline getirmektedir.
5. Tüketim Malları:
Günlük Ürünler: PC gözlük camları, su şişeleri ve güvenlik kaskları gibi ürünlerde yaygın olarak kullanılmaktadır. Darbe direnci ve estetik çok yönlülüğü, dayanıklı ve görsel olarak çekici tüketici ürünlerine olanak tanır.
6. Havacılık ve Savunma:
Uçak Bileşenleri: PC uçaklarda kokpit camları, lensler ve gösterge panelleri için kullanılır. Hafiflik, dayanıklılık ve berraklık özelliklerinin birleşimi, hassasiyet ve güvenlik gerektiren havacılık ortamlarında kritik öneme sahiptir.

7. Optik Uygulamalar:
Lensler ve Optik Bileşenler: PC, optik netliği, çizilmeye karşı direnci ve yüksek darbelere dayanma kabiliyeti sayesinde kamera lensleri, projektör lensleri ve gözlükler için kullanılır. Hem profesyonel hem de tüketici sınıfı optik uygulamalar için idealdir.

8. Gıda İşleme:
Ekipman Bileşenleri: PC, kimyasal direnci, darbe dayanımı ve gıda teması için güvenliği nedeniyle gıda işleme makinelerinde ve saklama kaplarında kullanılır. Tekrarlanan temizlik ve sterilizasyon gerektiren uygulamalar için idealdir.

9. Spor Ekipmanları:
Koruyucu Donanım: PC kasklarda, gözlüklerde ve diğer koruyucu spor ekipmanlarında kullanılır. Yüksek darbe direnci, hafif tasarımı ve konforu sayesinde sporcu güvenliği ve performansı için vazgeçilmezdir.

10. Oyuncaklar ve Oyunlar:
Plastik Oyuncaklar: PC, aksiyon figürlerinde, bebeklerde ve dayanıklılık ve güvenlik gerektiren diğer oyuncaklarda kullanılır. Toksik olmayan yapısı, sağlamlığı ve karmaşık şekiller oluşturma yeteneği onu oyuncak üretiminde tercih edilen bir malzeme haline getirir.

11. Paketleme:
Kaplar ve Şişeler: PC, su şişeleri ve gıda kapları gibi ambalaj ürünlerinin yapımında kullanılır. Darbe direnci, berraklığı ve tekrarlanan kullanıma dayanma kabiliyeti, onu uzun ömürlü ve sürdürülebilir ambalaj çözümleri için uygun hale getirir.

12. Elektrik Bileşenleri:
Konektörler ve Anahtarlar: PC, elektrik konektörleri, anahtarlar ve devre kartları için kullanılır. Mükemmel yalıtım özellikleri ve alev direnci, elektrik uygulamalarında güvenlik ve güvenilirlik sağlar.

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

How to Prepare a Perfect RFQ for Custom Injection Molding Services?
Key Takeaways – A neutral 3D CAD file (STEP or IGES format) is mandatory for calculating part volume, weight, and cycle time accurately. – 2D technical drawings are essential for

