 İçeriğe geç
İçeriğe geç 







Adım 1: Malzeme Seçimi ve Hazırlığı:
Doğru PA malzemesinin seçilmesi enjeksiyon kalıplama sürecinin ilk adımıdır. PA6, PA66 ve PA12 gibi farklı PA malzeme türleri farklı sıcaklık direncine, kimyasal dirence, darbe dayanımına ve akışkanlığa sahiptir. Özel uygulama gereksinimlerinize uyan malzemeyi seçin. Ayrıca, PA malzemeleri yüksek oranda higroskopiktir, bu nedenle nem içeriğinin 0,3%'nin altında olmasını sağlamak için enjeksiyon kalıplamadan önce kurutulmaları gerekir. PA6 için 105°C'de 8 saat boyunca vakumlu kurutma önerilir. PA66 için 105°C'de 12 saat boyunca vakumla kurutulmalıdır. PA12 için 85°C'de 4-5 saat kurutma yeterlidir. Gerekirse, renklendiriciler, darbe değiştiriciler veya alev geciktiriciler gibi katkı maddeleri PA malzemesine dahil edilebilir ve optimum ürün kalitesi için eşit dağılım sağlanabilir.

Adım 2: Enjeksiyon Kalıplama Makinesi Kurulumu:
Enjeksiyon kalıplama makinesini kurarken, kullanılan PA malzemesine göre sıcaklık, basınç ve enjeksiyon hızını ayarlamak önemlidir. PA6 için erime sıcaklığı 230°C ile 280°C arasında olmalıdır, PA66 için ise 260°C ile 290°C arasında olmalıdır. PA12 için erime sıcaklığı 240°C ile 300°C arasında ayarlanmalı, ancak 310°C'yi geçmemelidir. PA6 ve PA66 için enjeksiyon basıncı tipik olarak 750 ila 1250 bar arasında değişirken, PA12 için maksimum enjeksiyon basıncı 1000 bara kadar ulaşabilir. Enjeksiyon hızı tipik olarak yüksektir, ancak cam dolgulu malzemelerde malzeme bozulmasını önlemek için biraz azaltılmalıdır. Makinenin doğru kalibre edildiğinden emin olmak, tutarlı ve yüksek kaliteli sonuçlar elde etmek için çok önemlidir.
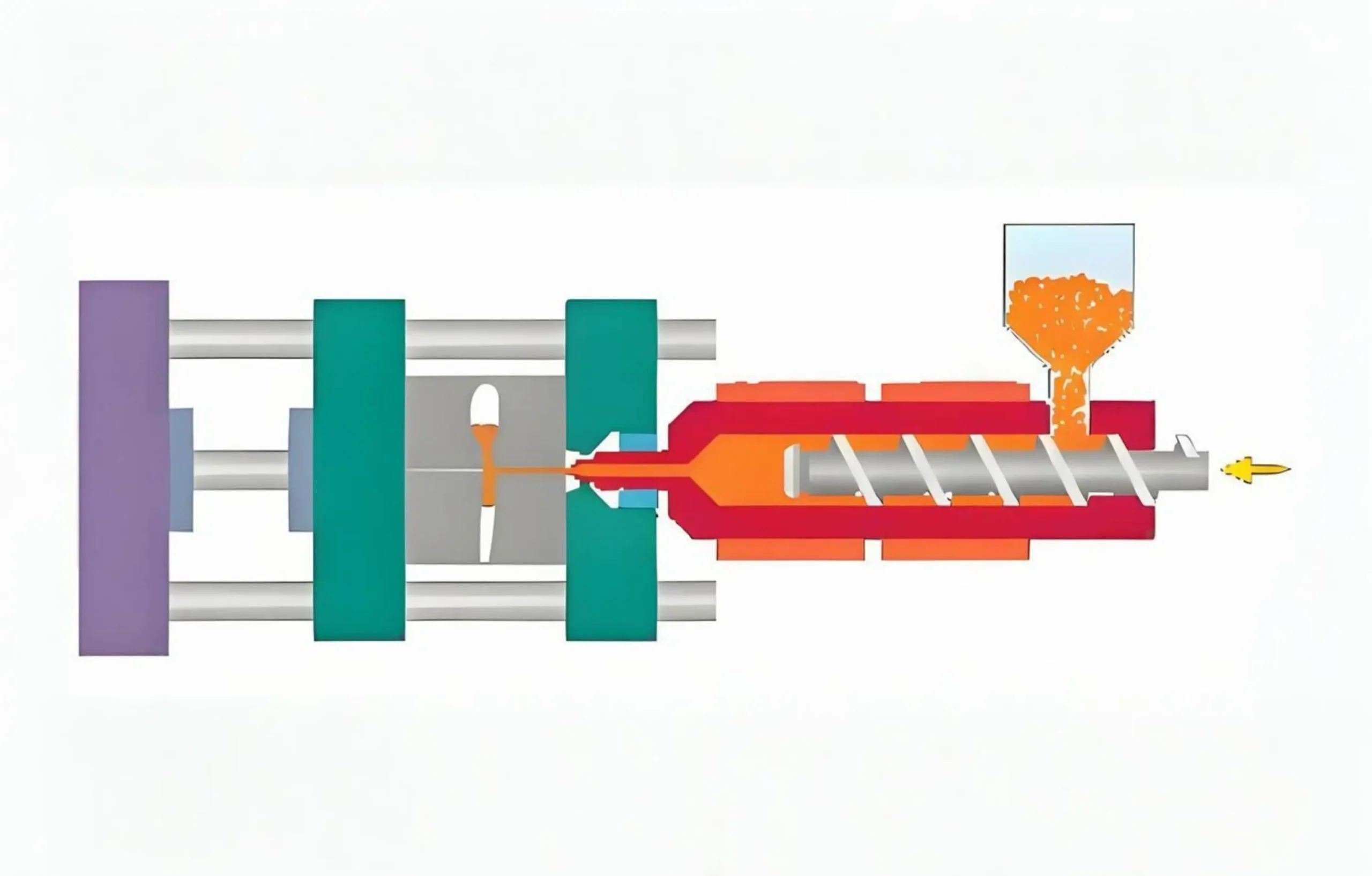
Adım 4: Enjeksiyon Kalıplama Süreci:
Enjeksiyon kalıplama işlemi, uygun hizalama ve sızdırmazlığı sağlamak için kalıbın kapatılmasıyla başlar. Erimiş PA malzemesi daha sonra kontrollü basınç altında kalıp boşluğuna enjekte edilir. Kalıp boşluklarının tamamen doldurulmasını sağlamak için enjeksiyon basıncının sürekli olarak korunması gerekir. Enjeksiyon sırasında, hava kabarcıkları veya eksik dolum gibi kusurları önlemek için enjeksiyon hızı dikkatlice kontrol edilir. Enjeksiyondan sonra, soğutma sırasında malzeme büzülmesini telafi etmek ve ürünün yoğunluğunu ve boyutsal stabilitesini sağlamak için tutma basıncı uygulanır. Bekletme süresi tipik olarak kısadır, yaklaşık 3-5 saniyedir. Soğutma işlemi, parçanın kalınlığına ve kullanılan özel PA malzemesine bağlı olarak genellikle 10 ila 30 saniye arasında sürer. Ürün soğuyup katılaştıktan sonra kalıp açılır ve parça boşluktan çıkarılır.
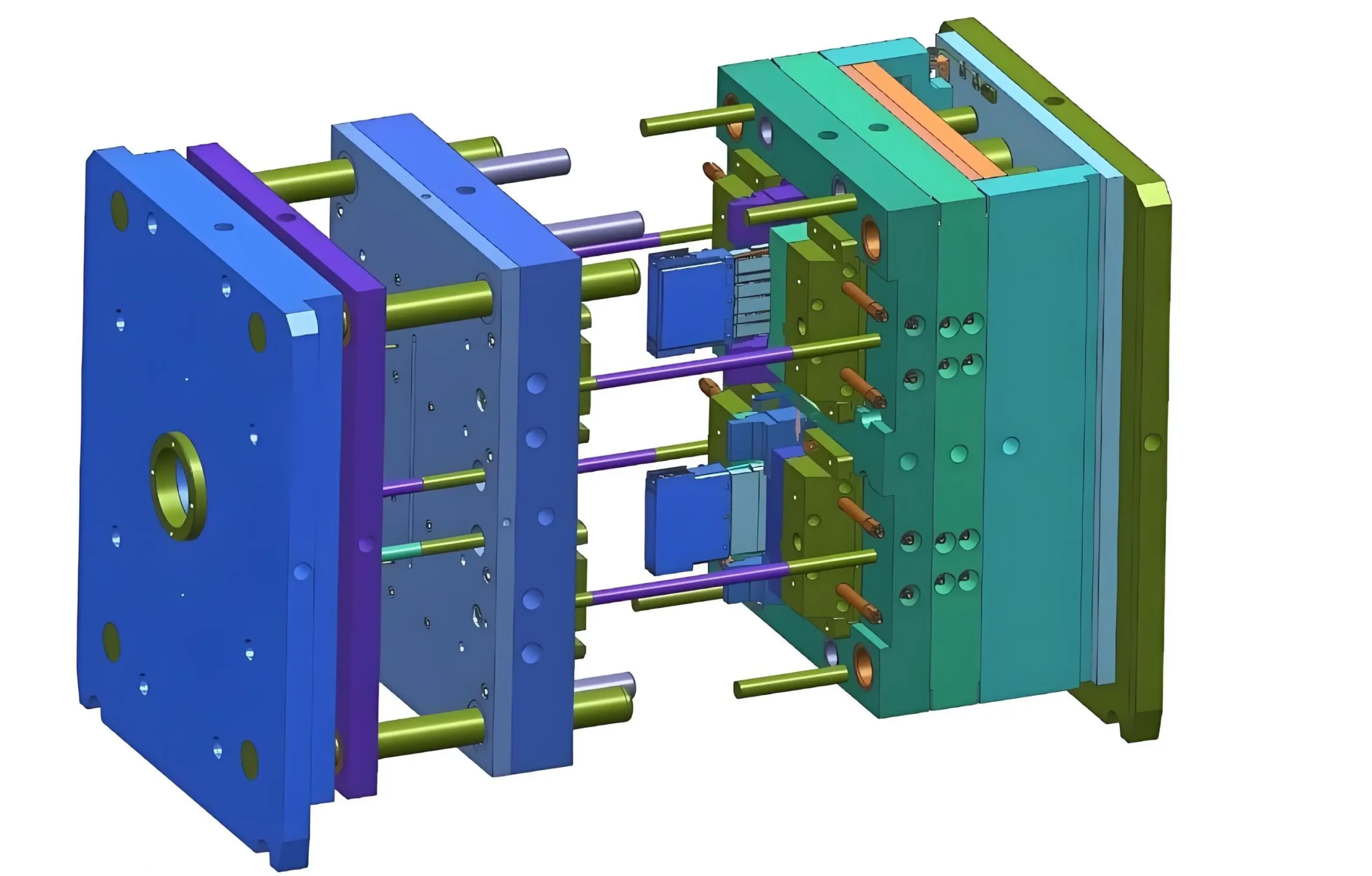
Adım 3: Kalıp Tasarımı:
Kalıp tasarımı, enjeksiyon kalıplama sürecinin başarısını sağlamak için kritik öneme sahiptir. Kalıp boşluğunun düzgün bir şekilde doldurulmasını sağlamak için kapı ve yolluk sistemlerinin uygun tasarımı esastır. PA6 için yolluk çapı plastik parçanın kalınlığının 0,5 katından az olmamalıdır. PA12 için, doldurulmamış malzemeler için yolluk çapı yaklaşık 30 mm olmalıdır, doldurulmuş malzemeler için ise 5-8 mm'lik daha büyük bir yolluk çapına ihtiyaç vardır. Yolluk şekli dairesel olmalı ve malzeme kaybını en aza indirmek için enjeksiyon portu mümkün olduğunca kısa olmalıdır. Kalıp sıcaklığının da kullanılan malzemeye göre ayarlanması gerekir. PA6 için kalıp sıcaklığı tipik olarak 80°C ile 90°C arasında ayarlanırken, PA66 için genellikle 80°C civarındadır. PA12 için kalıp sıcaklığı, malzemenin dolgusuz veya dolgulu olmasına bağlı olarak 30°C ila 100°C arasında değişebilir.

Adım 5: Kalıplama Sonrası İşlemler:
Kalıplamadan sonra, ek işlem sonrası adımlar gereklidir. Bunlar, fazla malzemeyi, parlamayı veya yüzey kusurlarını gidermek, parçanın görünümünü ve işlevselliğini iyileştirmek için kırpma, çapak alma veya parlatmayı içerebilir. Bazı PA parçalarının da tokluğu ve boyutsal kararlılığı artırmak için tavlanması veya şartlandırılması gerekebilir. Tavlama, parçanın malzemenin erime noktasının biraz altındaki bir sıcaklığa ısıtılmasını ve bir süre bu sıcaklıkta tutulmasını içerir. Koşullandırma ise parçanın nemi emmesini sağlamak için nemli bir ortama maruz bırakılmasını içerir, bu da performansını artırabilir. Bu kalıplama sonrası işlemler, nihai ürünün kalite standartlarını karşılamasını ve uygulamasında beklendiği gibi performans göstermesini sağlar.

Adım 6: Kalite Kontrol ve Paketleme:
Kalite kontrol aşamasında, parçalar kusurlara karşı incelenir ve boyutsal, estetik ve mekanik gerekliliklere göre kontrol edilir. Koordinat ölçüm makineleri (CMM) gibi hassas ölçüm araçları genellikle parçaların belirtilen toleransları karşıladığından emin olmak için kullanılır. Parçaların dayanıklılığını ve performansını doğrulamak için gerilme mukavemeti veya darbe direnci gibi mekanik testler de yapılabilir. Parçalar muayeneden geçtikten sonra, nakliye ve depolama sırasında hasar görmelerini veya kirlenmelerini önlemek için uygun şekilde paketlenirler. Uygun paketleme, ürünün müşteriye ulaşana kadar kalitesini ve bütünlüğünü korumasını sağlar.






Motor Bileşenleri:
PA, emme manifoldları gibi parçaların üretiminde kullanılır. Yüksek sıcaklık direnci ve mekanik mukavemeti, zorlu motor ortamında stabilite ve dayanıklılık sağlar. Geleneksel metal emme manifoldları ile karşılaştırıldığında, PA enjeksiyon kalıplı manifoldlar ağırlığı azaltarak yakıt verimliliğini ve araç performansını artırır.

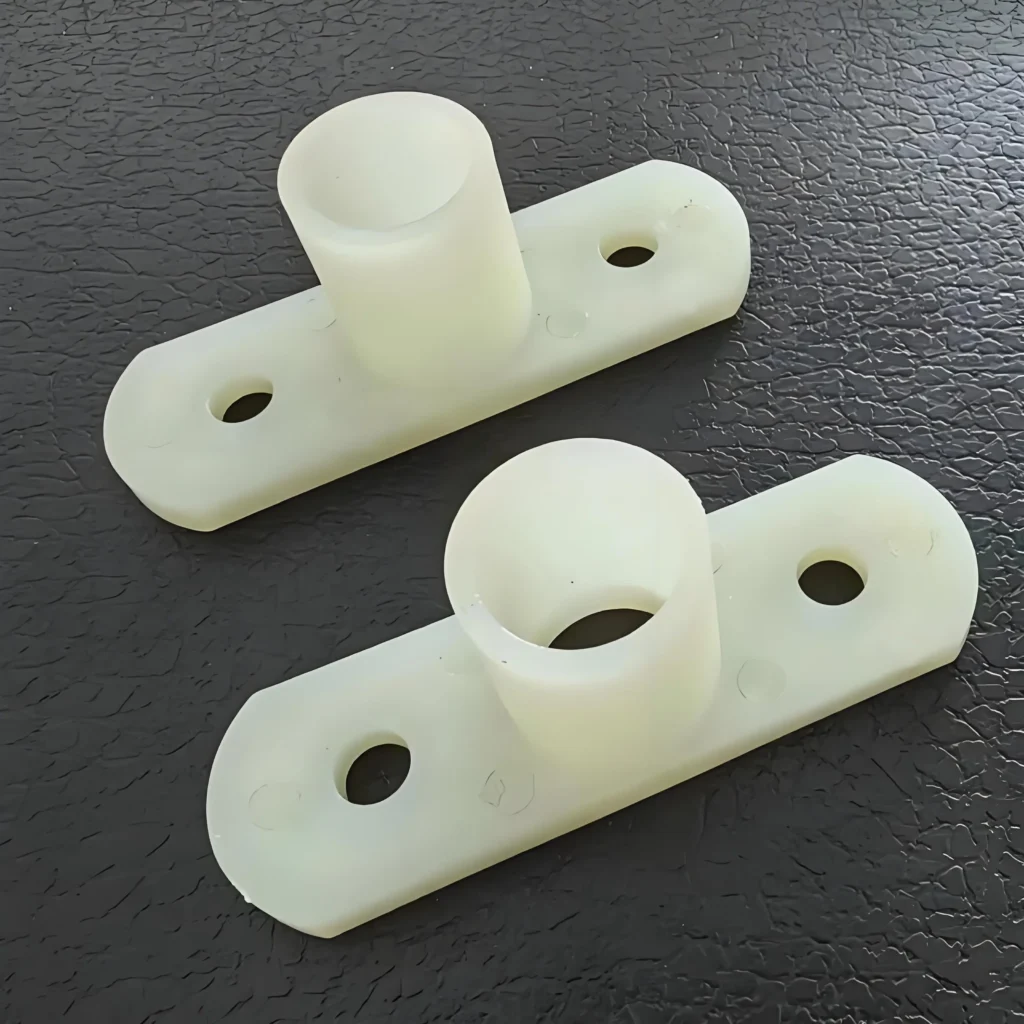
Otomotiv İç Mekanları:
PA, koltuk ayarlayıcıları, kapı kolları ve gösterge paneli bileşenleri gibi parçaları üretmek için kullanılır. Mükemmel aşınma direnci ve yüzey kalitesi, tekrarlanan mekanik gerilimlere dayanması gereken koltuk ayarlayıcıları gibi sık kullanılan ve görünür parçalar için idealdir.
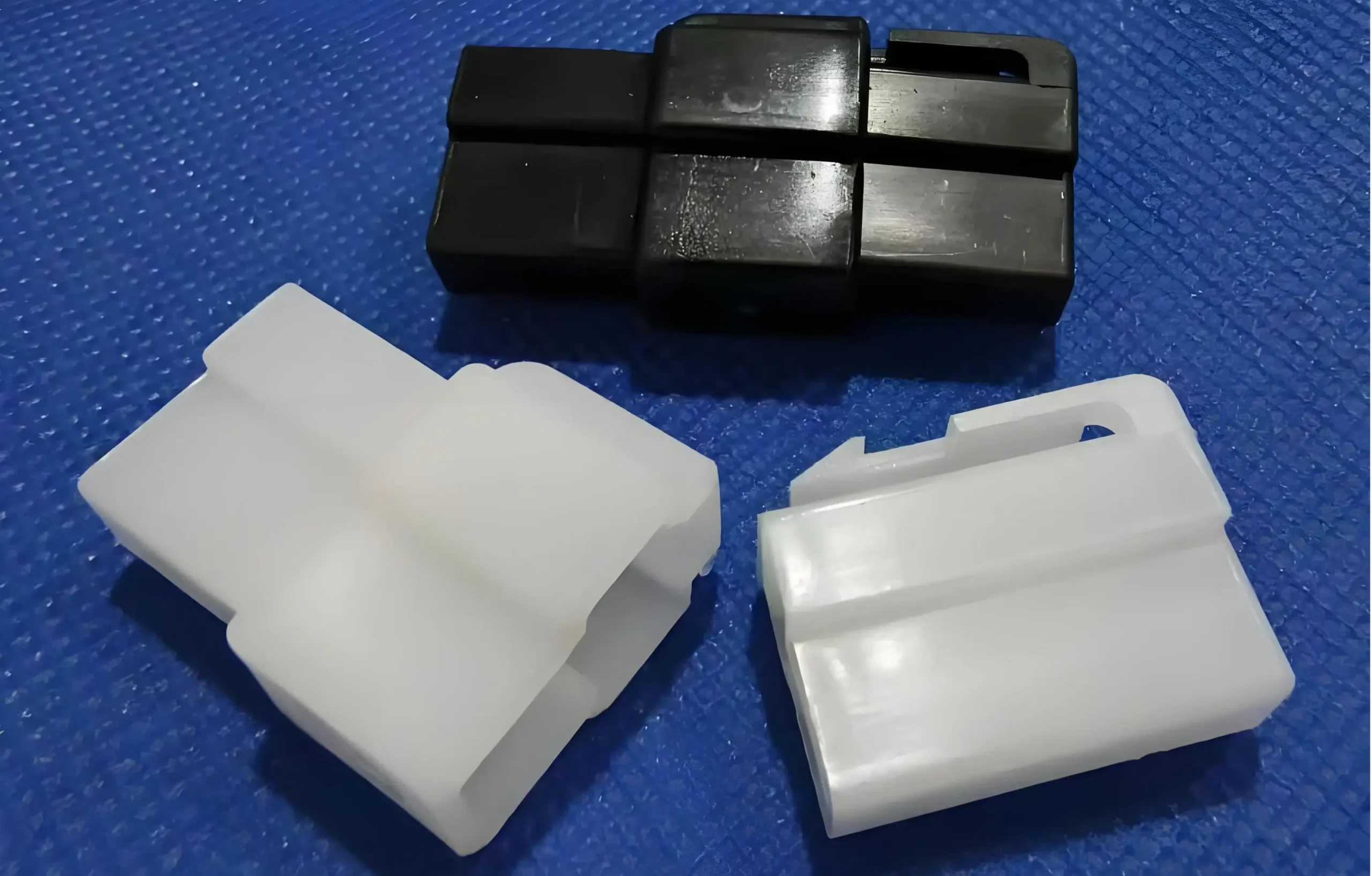
Konektörler:
PA enjeksiyon kalıplı konnektörler mükemmel elektrik yalıtım özellikleri ve mekanik stabilite sağlayarak bilgisayarlar, cep telefonları ve ev aletleri gibi elektronik cihazlarda güvenilir bağlantılar sağlar. Hassas enjeksiyon kalıplama işlemi minyatürleştirmeyi ve yüksek yoğunluklu konnektör tasarımlarını destekler.

Elektronik Ekipman Muhafazaları:
PA, kameralar ve elektrikli aletler gibi tüketici elektroniği ürünlerinin kabuklarında kullanılır. Darbe ve kimyasal direnci, iç bileşenleri fiziksel hasar ve korozyondan korur.

Oyuncaklar:
Aksiyon figürleri ve oyuncak araçlar gibi PA enjeksiyon kalıplı oyuncaklar dayanıklıdır ve sert oyunlara dayanabilir. Malzemenin esnekliği ve tokluğu kırılmaları azaltarak oyuncakların daha uzun ömürlü olmasını sağlar.

Ev eşyaları:
PA süpürge sapları, elektrikli süpürge parçaları ve mutfak gereçleri gibi ürünlerde kullanılır. Aşınma direnci ve temizleme kolaylığı, çizilmelere ve lekelere karşı dayanıklı mutfak eşyaları gibi bu ürünleri daha pratik hale getirir.
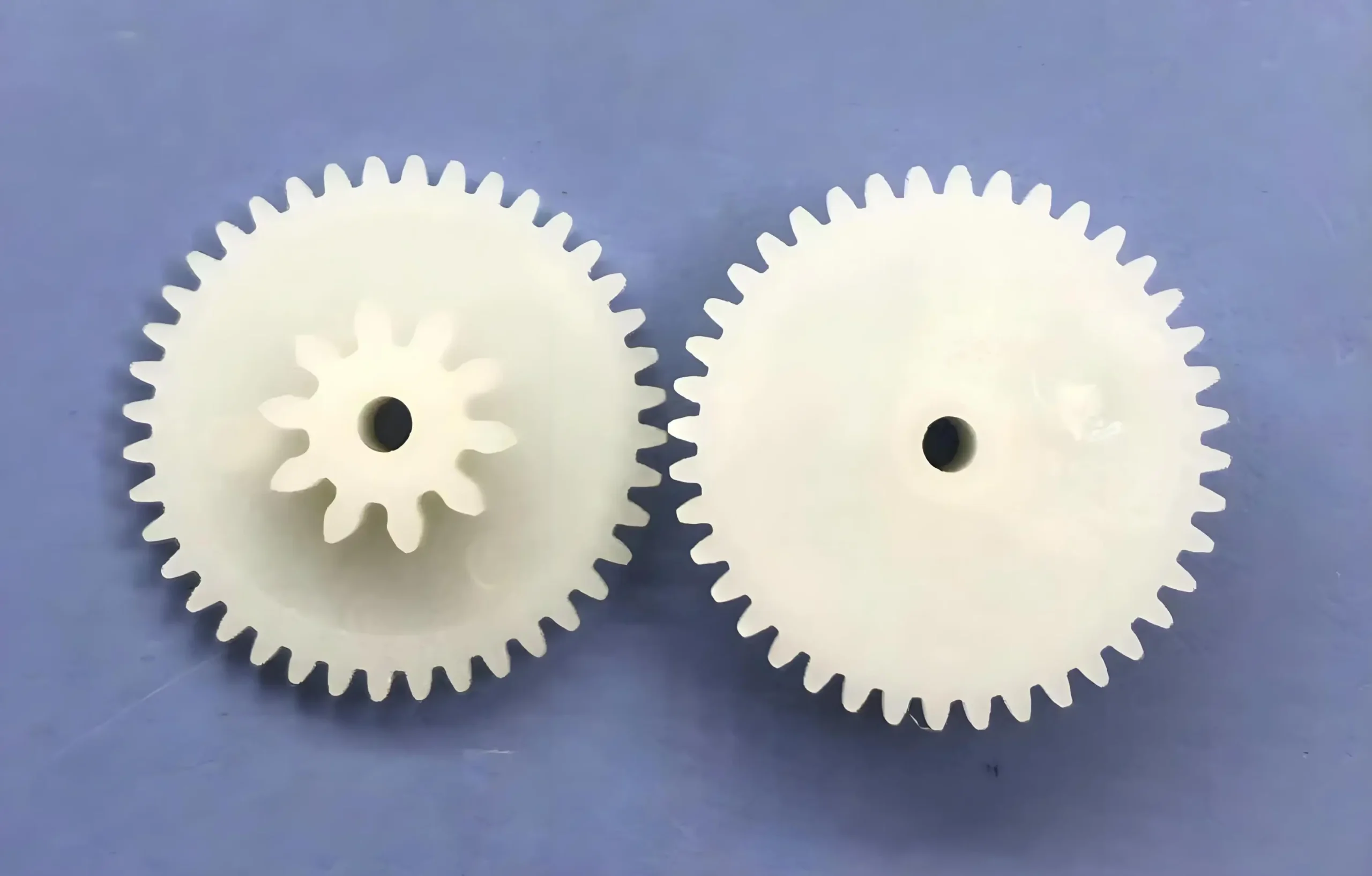
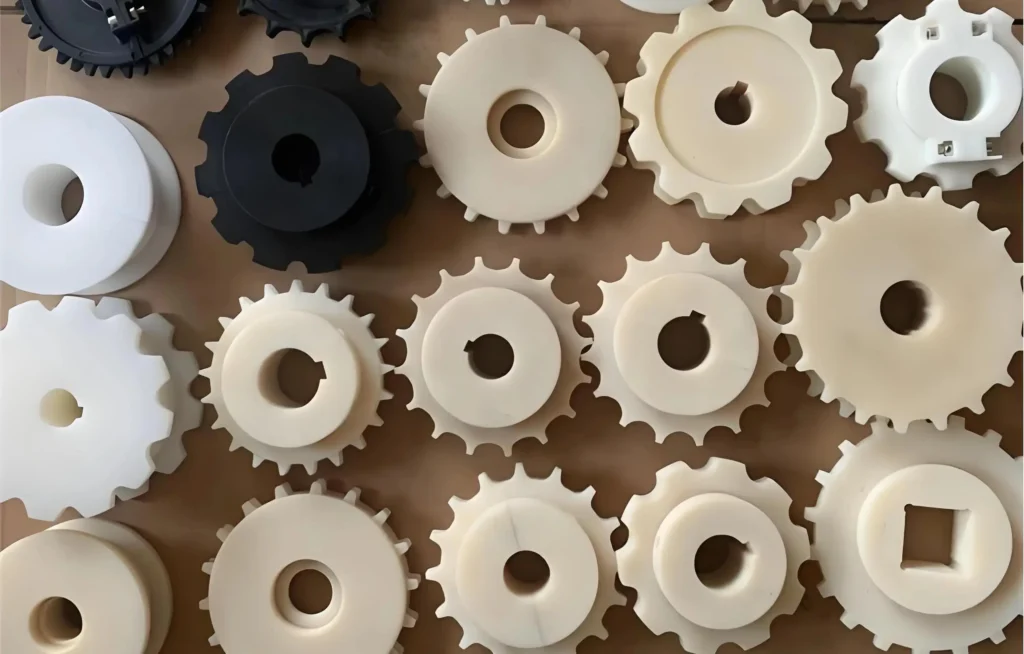
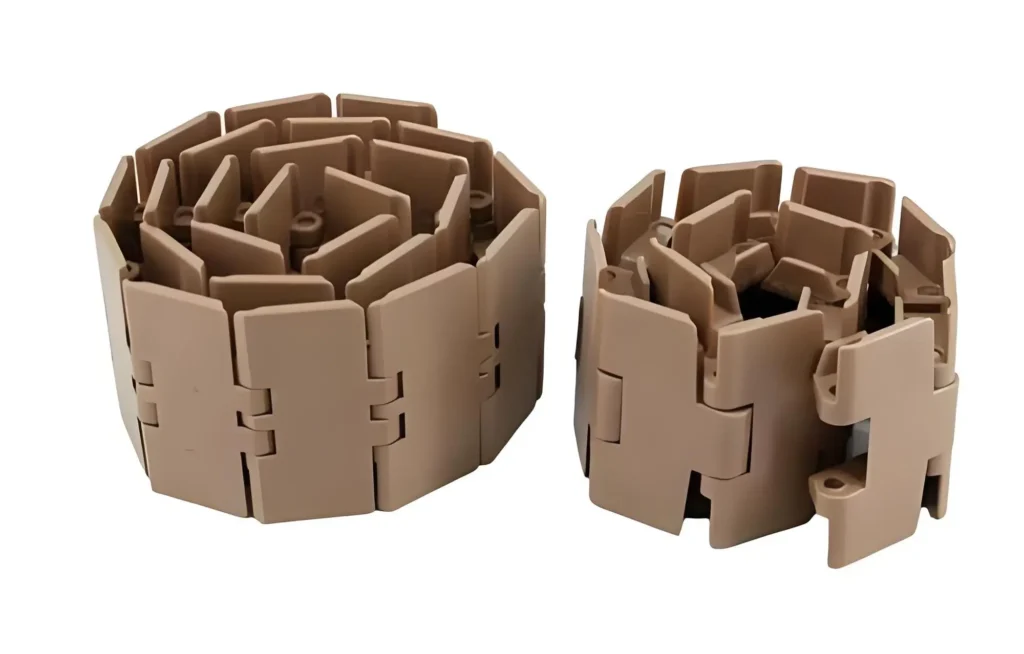
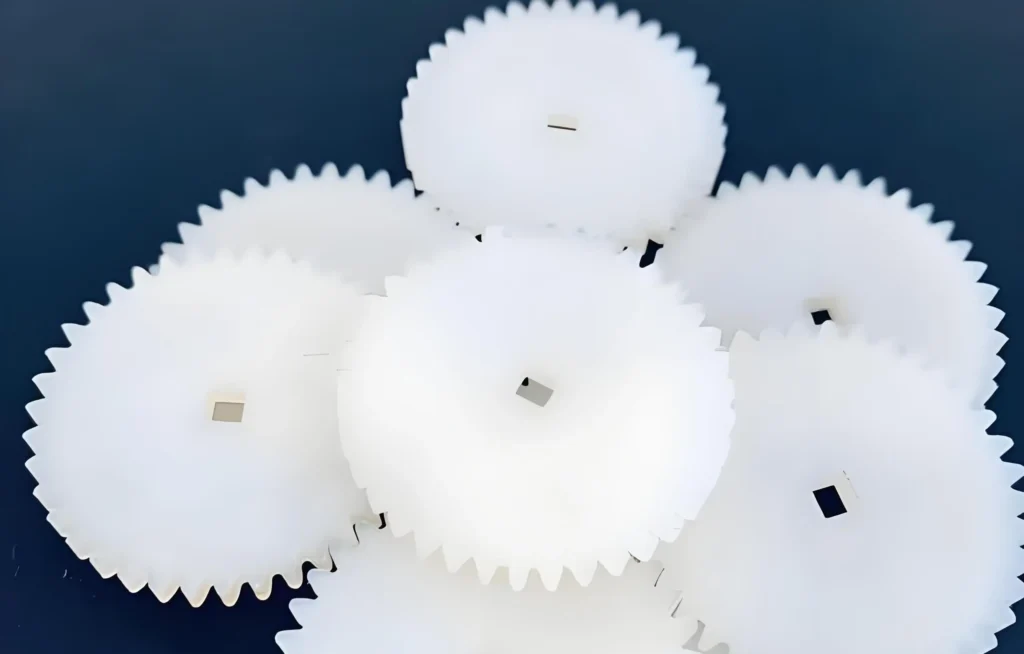
Rulmanlar ve Dişliler:
PA enjeksiyon kalıplı rulmanlar ve dişliler hafif hizmet tipi mekanik ekipmanlarda kullanılır. Kendi kendini yağlama özellikleri sürtünmeyi ve aşınmayı azaltarak konveyör sistemleri gibi ekipmanların verimliliğini ve hizmet ömrünü artırır.

Endüstriyel Konteynerler ve Bağlantı Parçaları:
PA, kimyasal işleme tesisleri için depolama tankları, borular ve bağlantı parçaları üretmek için kullanılır. Kimyasal direnci, bu kapların çeşitli kimyasalları bozulmadan güvenle depolayabilmesini sağlar.

PA, tıbbi cihazlar için cerrahi aletler, protezler ve muhafazalar üretmek için kullanılır. Biyouyumluluğu ve sterilize edilebilirliği, tıbbi uygulamaların katı gereksinimlerini karşılayarak yüksek hassasiyetli ve hijyenik cihazlar için uygun hale getirir.

Havacılık ve uzay endüstrisi, yapısal paneller ve iç donanımlar gibi parçalar için PA kullanmaktadır. Yüksek mukavemet-ağırlık oranı ve dayanıklılığı, onu havacılık ortamlarının zorlu koşulları için ideal hale getirir.

Mor, mavi, yeşil ve sarı gibi çeşitli renklerdeki renkli plastik yapı bloklarının bir araya istiflenmiş yakın çekimi.
Anahtar Çıkarımlar – Parça maliyetlerini düşürmenin temel unsurları malzeme seçimi ve duvar kalınlığı optimizasyonudur. – Daha yüksek kaliteli kalıplara (Sınıf 101/102) yatırım yapmak, uzun vadede birim maliyetleri düşürebilir.

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Anahtar Çıkarımlar – Kalıp hassasiyeti her aşamada belirlenir: parça tasarımı, kalıp tasarımı, çelik seçimi, işleme, montaj ve süreç kontrolü—herhangi bir aşamadaki zayıflık genel hassasiyeti sınırlar. – Doğru şekilde—

Yüksek Hızlı Enjeksiyon Makinesi Nedir?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle

