 İçeriğe geç
İçeriğe geç 

Giriş:Küçük nesnelerin prototipleme ve düşük hacimli üretimi (yaklaşık 10-1000 parça) için 3D baskılı enjeksiyon kalıpları zaman kazandıran ve uygun maliyetli bir çözüm sunar. Ayrıca daha esnek üretim yöntemleri sunarak mühendislerin ve tasarımcıların kalıp tasarımlarını test etmelerini ve kolayca değişiklik yapmalarını sağlarlar. Bu makale, küçük nesneleri enjeksiyonla kalıplamak için bir 3D yazıcı kullanma sürecini inceleyecektir.

3D Baskıyı Anlayın
3D Baskı Nedir?
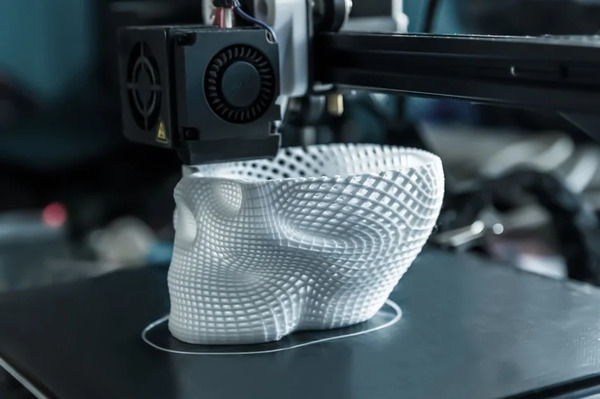
3D baskı teknolojisi bir hızlı prototipleme biçimidir. Bir bilgisayar tarafından oluşturulan üç boyutlu bir dijital modelin düzlem dilimlerinden oluşan katmanlara bölünmesini içerir. Bu katmanlar daha sonra plastik, metal, seramik veya kum gibi toz, sıvı veya filament malzemeler kullanılarak basılır. Teknoloji, bu kompozit malzemelerin dilim desenlerine göre katman katman istiflenmesiyle çalışır ve sonuçta eksiksiz bir nesne yaratılır.
Erimiş plastik daha sonra sıkıştırılır ve pistonun veya vidanın basıncı altında ileriye doğru hareket ettirilir, ardından namlunun ön ucundaki nozülden yüksek hızda kapalı bir kalıba enjekte edilir. Plastik soğuduktan ve belirli bir süre içinde şekil aldıktan sonra kalıp açılarak nihai ürün ortaya çıkarılır.
3D Yazıcıyı Kurun
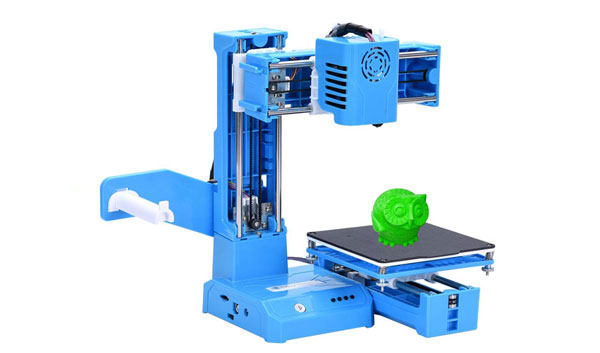
FDM3D Yazıcı
Kaynaşmış Biriktirme Modelleme (FDM) yazıcıları günümüz pazarındaki en yaygın 3D yazıcı türünü temsil etmektedir. 3D yazıcı üreticilerinin yaklaşık 60%'si öncelikle FDM modelleri sunmaya odaklanmaktadır. FDM yazıcılar, birincil malzemeler ABS ve PLA olmak üzere erimiş malzemelerin biriktirilmesi yoluyla hızlı prototipleme sağlar. En önemli avantajlarından biri maliyet etkinliğidir.

Bununla birlikte, FDM yazıcılar daha düşük hassasiyet, daha düşük baskı hızları ve basılı ürünlerde pürüzlü yüzey kaplamaları gibi dezavantajlarla birlikte gelir. Son yıllarda dalgalanmalar yaşamasına rağmen, FDM'ye dayanan 3D baskı teknolojisi ilk büyüme aşamasını aştı.
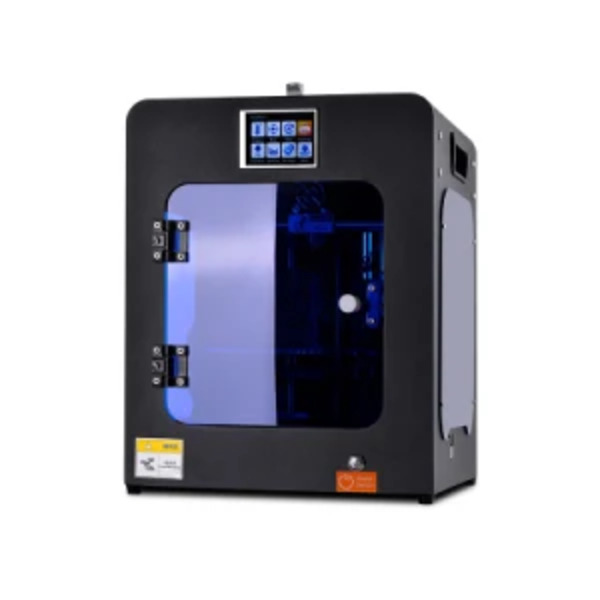
Masaüstü 3D yazıcılar, ticari ve akıllı yeteneklerdeki önemli gelişmeleri benimseyerek açık kaynaklı donanım ve kişisel pürüzlerden uzaklaştı. Dahası, profesyonel sınıf ekipmanlar artık pratik uygulama senaryolarıyla daha yakından uyum sağlayarak insan merkezli tasarım ve kullanıcı dostu olma özelliğini vurguluyor.
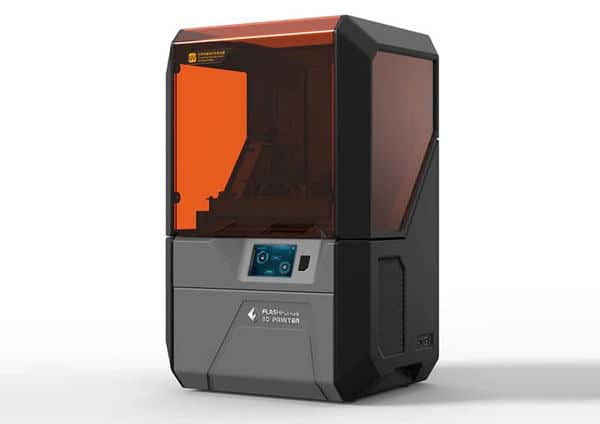
SLA3D Yazıcı
FDM yazıcılarla karşılaştırıldığında, SLA 3D yazıcılar üstün baskı doğruluğu sunarak daha ince hatlara sahip modeller sunar. Yine de, yüksek donanım maliyetleri, makine için pahalı bir genel fiyatla sonuçlanır. Ayrıca, dilimleme yazılımının ve işletim prosedürlerinin karmaşıklığı birçok kullanıcı için zorlayıcıdır. Bu faktörler hem arzı hem de talebi kısıtlıyor.

Mevcut gelişme trendi, FDM masaüstü 3D baskı ekipmanı tarafından yönlendirilen masaüstü ışıkla sertleşen 3D yazıcıları tercih ediyor. Bununla birlikte, yavaş baskı hızları, sınırlı baskı hacimleri ve sıvı ışığa duyarlı reçine malzemelerinin karmaşık kullanımı gibi sorunlar, bu teknolojinin yaygın olarak reddedilmesine yol açmıştır.

SLS3D Yazıcı
SLS 3D yazıcılar öncelikle endüstriyel ve askeri üretimde kullanılmaktadır. SLS 3D baskı teknolojisinin ilerlemesi, işlevsel parçalar oluşturmada çeşitli malzemelere olan talep tarafından sürekli olarak desteklenmektedir. Bu 3D yazıcılarda kullanılan birincil malzeme, seçici lazer sinterleme yoluyla birleştirilen toz malzemedir.

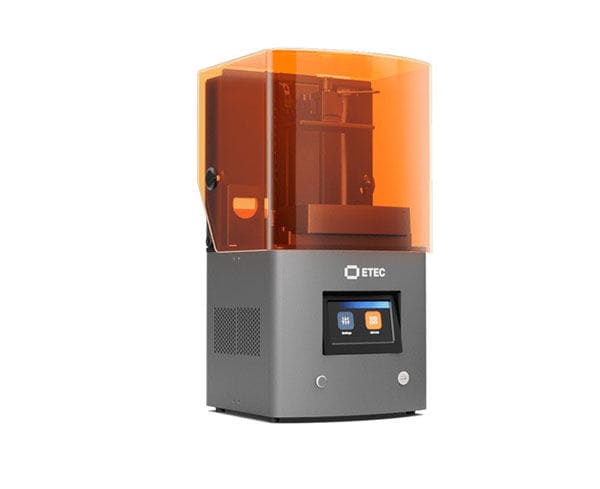
DLP3D Yazıcı
DLP 3D baskı teknolojisi, karşılaştırılabilir SLA'dan daha hızlıdır çünkü her katman tabaka halinde kürlenir. DLP teknolojisi, esas olarak tüm lazer yüzeyini malzemenin yüzeyine odaklamak için DLP projeksiyonunu kullanır. 3D baskı malzeme.
DLP 3D yazıcılar, genellikle küçük renkli dokunmatik ekranlı, birden fazla dil, net ekran arayüzü ile donatılmış ve USB kablosu, Wi-Fi, kablolu ağ bağlantısı vb. Destekleyen yüksek çözünürlüklü baskıda iyi performansa sahiptir. Ve yönetimi kolaydır.
Minik Nesneler için Kalıp Tasarımı
Kalıp Tasarım Süreci Temelde Neleri İçerir?
a. Görevlendirme mektubunu kabul edin.
b. Çizimleri analiz edin: Ürün teknik gereksinimlerini, anahtar kontrol boyutlarını ve tolerans gereksinimlerini analiz edin.
c. Kalıp planını önceden onaylayın: Kalıp yapısını, kalıp özelliklerini ve boşluk sayısını onaylayın.
d. Kalıp maliyet analizi yapın ve bir fiyat teklifi verin.

e. Kalıbın ana yapısını belirleyiniz.
f. Kalıp şemasını oluşturun.
g. Kalıp çizimlerini gözden geçirin, yayınlayın ve arşivleyin.
h. Kalıp işleme prosedürleri geliştirin.
i. Her adım için süreç dokümanları (süreç çizimleri, süreç kartları) hazırlayın.
j. Süreç belgelerini gözden geçirin, düzenleyin ve arşivleyin.
3D Yazıcı Enjeksiyon Kalıplama için Malzeme Seçimi
Süt beyazı SLA ışıkla sertleşen hızlı prototipleme ışığa duyarlı reçine 3D baskı malzemesi, nispeten düşük tokluğa sahip olsa da hoş bir doku ve yeterli mukavemet gösterir. Küçük ve ince parçalar kırılgan kırılmalara karşı hassas olabilir, ancak kolay cilalanabilirlik, elektrokaplama uygunluğu ve çok yönlü boyama ve renklendirme seçenekleri sunarlar.

Işığa duyarlı reçine iki temel bileşenden oluşur: bir foto başlatıcı ve reçine (ön polimer, seyreltici ve az miktarda katkı maddesinden oluşur). Foto başlatıcı ve seyrelticinin dozajı, reçinenin kürlenme hızını ve kalitesini önemli ölçüde etkiler. Fotobaşlatıcı ve seyrelticinin optimum oranları sadece kürlenme hızını artırmakla kalmaz, aynı zamanda kürlenme kalitesini de iyileştirir. Bu nedenle, olgun ve istikrarlı ışığa duyarlı reçine 3D baskı malzemeleri konusunda uzmanlaşmış saygın bir üretici seçmek çok önemlidir.
Işığa duyarlı reçine 3D baskı malzemelerinin performansı söz konusu olduğunda, yüksek mukavemet, şeffaflık, yüksek sıcaklık direncinin yanı sıra nem ve su geçirmezlik özelliklerine sahip ithal seçenekler mevcuttur.

Ayrıca, alümina (AI2O3), zirkonya (ZRO2), hidroksiapatit (HAP) ve trikalsiyum fosfat gibi kompozit seramik 3D baskı malzemeleri porselen benzeri bir parlaklık sunar. Yüksek çözünürlüklü seramik tozu ve ışığa duyarlı reçineden oluşan bu malzemeler, 3D baskı meraklıları için alternatif seçenekler sunuyor.
FDM Kaynaşmış Biriktirme Modelleme Termoplastik 3D Baskı Malzemeleri
Buna karşılık, yüzey baskı katmanı izleri nispeten daha belirgin ve pürüzlüdür. Bununla birlikte, iyi mukavemet, esneklik, yüksek darbe direnci, güçlü solvent direnci ve kararlı dayanıklılık gibi malzeme özellikleri, onu hassas fonksiyonel testler, kalıplar ve nihai ürünler için mükemmel kılar. Bu teknolojide kullanılan 3D baskı malzemeleri, masaüstü 3D yazıcılar için endüstriyel sınıf malzemeler ve sarf malzemelerinden oluşur.
SLS Seçici Lazer Sinterleme Tozu 3D Baskı Malzemeleri
PA Serisi Naylon 3D Baskı Malzemeler: aşınmaya dayanıklı, yüksek mukavemet ve sertlik, iyi kimyasal direnç, mükemmel uzun vadeli kararlı davranış, yüksek seçicilik ve detay çözünürlüğü, biyouyumlu, EN ISO 10993-1 ve USP ile uyumlu, gıda ile temasta kullanım için onaylanmış AB Plastik Direktifi ile uyumlu. Bu malzemenin tipik uygulamaları, en yüksek kalitede tamamen işlevsel plastik parçalardır. Bununla birlikte, yüzey nispeten pürüzlüdür.
Yansir, derin çekme kalıpları veya belirli sertlik, yüksek ısı sapma sıcaklığı ve düşük aşınma gerektiren herhangi bir uygulama için PA3200GF naylon fiberglas malzeme sunmaktadır. Ayrıca, metal görünümlü, ısı yüklü parçalarda yaygın olarak kullanılan alüminyum dolgulu naylon malzemeler sunuyoruz. Masaüstü seviyesinde LS lazer sinterleme için alternatif olarak PA12 naylon toz malzeme de sunuyoruz.
DLP Dijital Görüntü Projeksiyonu 3D Baskı Malzemeleri
Bağımsız piksel kontrolünden yararlanan maske projeksiyon katmanlama, hem yüksek kaliteli hem de son derece hassas bir üç boyutlu işleme yöntemiyle sonuçlanır. Baskı hassasiyeti olağanüstüdür ve parlatma gerektirmeyen hassas bir yüzey sağlar.
Bununla birlikte, gerektiğinde yerel destek noktalarının çıkarılması, onarılması ve cilalanması önemlidir. Animasyon bebeklerinin kırmızı balmumu 3D baskısı yaygın bir uygulama olmakla birlikte, farklı endüstrilerde seçim için çeşitli fiziksel malzemeler mevcuttur.

Şu anda çok sayıda masaüstü düzeyinde DLP yazıcı mevcut olup renkli 3D baskı malzemelerini istenildiği gibi harmanlama esnekliği sunmaktadır. Bununla birlikte, bu cihazların baskı doğruluğu, endüstriyel sınıf yazıcılarınkiyle karşılaştırıldığında hala yetersiz kalıyor.
Adım Adım 3D Baskı Kılavuzu
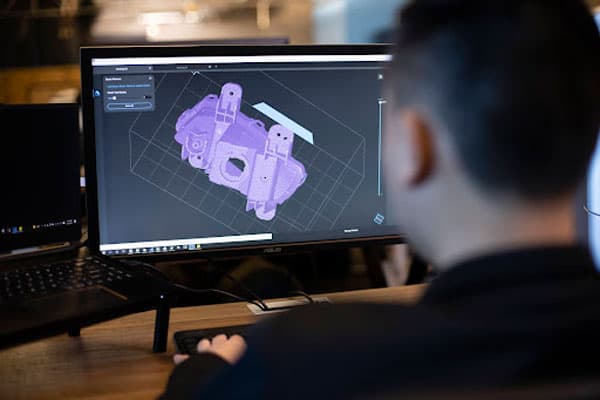
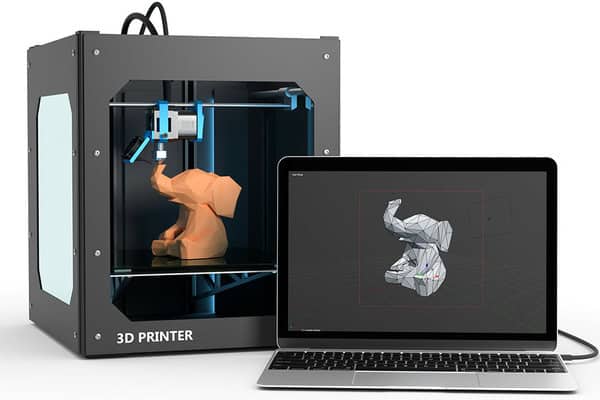
Tasarımcılar, ürünlerin üç boyutlu dijital modellerini oluşturmak için bilgisayar modelleme yazılımını kullanır ve daha sonra modele dayalı baskı işlemi için otomatik olarak analiz edilir. Analiz tamamlandıktan sonra kullanıcı basitçe "yazdır" düğmesine basabilir ve 3D yazıcı nesneyi üretir. 3D baskı prensibi geleneksel baskıya benzemekle birlikte, kullanılan hammaddeler farklılık göstermektedir.
Geleneksel baskıda mürekkep kullanılırken, 3D baskıda sıvılaştırılmış, toz haline getirilmiş veya filament formunda olabilen plastik, metal vb. malzemeler gerekir. Seramik veya kum gibi malzemeler de 3D baskı işlemlerinde kullanılabilir ve baskıdan sonra bu malzemelerin optimum fiziksel ve kimyasal özelliklere sahip olacak şekilde yeniden birleştirilmesine olanak tanır.
3D Tasarım
3D baskı tasarım süreci, bir model oluşturmak için bilgisayar modelleme yazılımının kullanılmasıyla başlar ve ardından modelin, baskı işlemi sırasında yazıcı için bir kılavuz görevi gören bölümlere ayrılmış katman katman bölümlere veya dilimlere bölünmesiyle devam eder. 3D tasarım yazılımı, 3D baskı için birincil veri kaynağı olarak işlev görür ve baskı işlemi için gerekli modelleri oluşturur.
Yaygın yerli 3D tasarım yazılımı seçenekleri arasında CAD, ZW3D ve CAx bulunmaktadır. 3D baskı için çok sayıda özel yazılım programı mevcut olsa da, özellikle 3D baskı için uyarlanmış daha kullanıcı dostu, basit ve pratik çözümlerin geliştirilmesi devam etmektedir.
Slicin
3D baskı, lazer kalıplama teknolojisi gibi, 3D katı baskıyı tamamlamak için katmanlı işleme ve üst üste bindirilmiş kalıplama kullanır. Her katmanın baskı süreci iki adıma ayrılır. İlk olarak, yazıcı dosyadaki kesit bilgilerini okur ve belirlenen alana özel bir tutkal katmanı uygular. Tutkal damlacıkları çok küçüktür ve yayılması zordur.
Bunu takiben, düzgün bir toz tabakası püskürtülür. Yapıştırıcı ile temas ettiğinde toz hızla katılaşır ve yapışır, yapıştırılmamış alanları gevşek bırakır. Bir tutkal tabakası ile bir toz tabakası arasında geçiş yapılarak fiziksel model "basılır" ve şekillendirilir. Baskı sonrasında, gevşek toz süpürülerek zahmetsizce çıkarılabilir ve kalan toz geri dönüştürülebilir.
Komple Baskı
3D yazıcıların çözünürlüğü genellikle çoğu uygulama için yeterlidir, ancak kavisli yüzeylerde daha az hassas olabilir ve bu da son görüntüde pürüzlü kenarlara neden olabilir. Daha yüksek çözünürlüklü sonuçlar elde etmek için bir strateji, önce mevcut 3D yazıcıları kullanarak nesneleri biraz daha büyük yazdırmaktır. Yüzeyi nazikçe parlatarak, pürüzsüz bir yüzeye sahip "yüksek çözünürlüklü" bir nesne elde etmek mümkündür.
Sık Karşılaşılan Sorunların Giderilmesi
Üst Katmanda Bir Boşluk Var
Malzemeleri korumak için, çoğu baskıda içi boş bir ızgara yapısının içine yerleştirilmiş katı kenarlar bulunur. Örneğin, 30% dolgu oranıyla, baskının yalnızca 30%'si katı bir malzemeden oluşur, geri kalanı havadır. İç kısım boş olmasına rağmen, amaç katı bir dış yüzey yanılsamasını korumaktır. Bu nedenle, dilimleme yazılımı üst ve alt katmanların kalınlığını belirlemek için bir ayar sunar. Bu sorunun altında çeşitli potansiyel nedenler ve bunlara karşılık gelen çözümler yatmaktadır:
a. Sorun: Üst katmanın kalınlığının yetersiz olması (yetersiz sayıda katman).
Çözüm: Dilimleme yazılımında üst katmanın kalınlığını artırın (veya katman sayısını artırın).
b. Sorun: Düşük doluluk oranı.
Çözüm: Dilimleme yazılımı aracılığıyla doluluk oranını artırın.
c. Sorun: Yetersiz ekstrüzyon hacmi.
Çözüm: Dilimleme Yazılımını Kullanarak Ekstrüzyon Hacmini Artırın
Katman ayrımı ve kesi sorunları
FDM 3D yazıcıların temel prensibi, her seferinde bir katman yazdırarak ve nihai nesneyi oluşturmak için bunları sırayla istifleyerek nesneler üretmektir. Üretilen nesnenin mukavemeti büyük ölçüde her katman arasında güvenli bir yapışma sağlanmasına bağlıdır. Yetersiz yapışma, katmanların ayrılmasına ve kusurlara neden olabilir.
İşte bu sorunun bazı olası nedenleri ve önerilen çözümler:
Sebep: Aşırı katman yüksekliği (katman kalınlığı)

Çözüm: Tipik olarak çoğu 3D yazıcıda bulunan nozulların çapları 0,3 mm ila 0,5 mm arasında değişir. Katman yüksekliğinin nozül çapının 20%'sinden daha az olacak şekilde ayarlanması tavsiye edilir. Bu kılavuza bağlı kalarak, her yeni katman bir önceki katmana hafif bir basınçla uygulanır ve katmanlar arasında sağlam bir kaynaşmayı kolaylaştırır.
Sorunun nedeni: Baskı sıcaklığı çok düşük.
Çözüm önerisi: Daha düşük bir baskı sıcaklığına kıyasla, daha yüksek bir baskı sıcaklığı sarf malzemelerinin daha iyi yapışmasını sağlayabilir. Katman yüksekliğinizle ilgili herhangi bir sorun olmadığından eminseniz, baskı sıcaklığını ayarlamayı düşünün. Optimum sıcaklık ayarına ulaşana kadar 10 derece artırmanızı ve baskı etkisini gözlemlemenizi öneririm.

İplik Isırma Sorunu
Filament ısırma, ekstrüderdeki filament sıkma tekerleği filamenti sıkıştırdığında ancak ilerletemediğinde meydana gelir. Bu sorun, sıkma tekerleği dönmeye devam ederken filamentin sabit kalması ve ekstrüderin yakınında plastik döküntü birikmesine yol açması ile gösterilir. İşte bu sorunun olası nedenleri ve önerilen çözümler:
Sorunun nedeni: Baskı sıcaklığı çok düşük.
Çözüm önerileri: Baskı sıcaklığını 5-10 derece artırmayı deneyin.
Sorunun nedeni: Yazdırma hızı çok yüksek.

Çözüm: Baskı sıcaklığını artırdıktan sonra durum düzelmezse, baskı hızını 50% kadar azaltın.
c.Sorunun nedeni: Nozul tıkalı. Çözüm önerileri: Önceki iki çözüm sorunu çözmezse, nozülün tıkanmış olması kuvvetle muhtemeldir.
3D Yazıcılarla Kalıplanan Küçük Nesneleri Güçlü Hale Getirmek İçin İpuçları
Soğutmayı Azaltın
Soğutma, aşağıdakilerde çok önemli bir rol oynar 3D baskı Katmanlar sertleştikten sonra yapışmalarını doğrudan etkilediği için süreç. Hızlı soğutma, birbirini takip eden katmanların düzgün bir şekilde yapışması için mücadele edebileceğinden yapışmayı engelleyebilir. Soğutmanın etkinliğinin kullanılan malzemenin türünden etkilendiğine dikkat etmek önemlidir. Örneğin PLA, sağlam bir soğutma fanı ile eşleştirildiğinde en iyi sonuçları verir. Bu nedenle, soğutma hızının kullanılan özel malzemeye göre ayarlanması tavsiye edilir.

Güçlü Doldurma Modlarını Kullanın
3D baskı sonuçlarınızı daha da iyileştirmek için uygun dolgu desenini seçmeyi düşünün. Dolgu desenleri, 3D baskılarınız için iç destek yapısı görevi görerek dolgu yoğunluğunu tamamlar. Bu desenler yalnızca parçanın sağlamlığını artırmakla kalmaz, aynı zamanda duvar deformasyonlarını önlemeye de yardımcı olur. Sağlam bir 3D baskı elde etmek için 30-50% arasında değişen yoğun bir dolgu desenini tercih edin.
Vaka Çalışmaları ve Örnekler
3D baskı teknolojisindeki son gelişmeler, ses endüstrisinde devrim yaratarak üreticilerin odyoloji, gürültüden korunma ve tüketici işitme ürünleri için özel kulak cihazlarını oldukça düşük bir maliyetle üretmek için dijital baskıyı kullanmalarını sağladı. Yıllar içinde, 3D baskı üreticileri, cilt teması için güvenli olan biyouyumlu malzemeleri ortaya çıkararak, kullanıcıların kulak modelleri ve kulak tıkaçlarının şirket içi üretimini gerçekleştirmelerini kolaylaştırdı.
Kişiye özel kulaklıklar, kullanıcının kulaklarına kusursuz bir şekilde uyum sağlayan tasarımlarıyla farklı ve kişiselleştirilmiş bir dinleme deneyimi sunar. Bu özel uyum, kulaklıkların güvenli bir şekilde yerinde kalmasını sağlayarak herhangi bir kayma riskini önler. Ayrıca, benzersiz bir ses deneyimi için konforu ve ses izolasyonunu artırır.
Baskı teknolojisi, mobil tarama ve makine öğreniminin entegrasyonu sayesinde, kişiselleştirilmiş üretimle ilgili engeller etkili bir şekilde ele alınabilir. Bu atılım, müşterilerin kulaklığın özelleştirilmiş bir yinelemesini zahmetsizce üretmesine olanak tanıyarak üretim süresini dört günden iki güne indiriyor. Ayrıca, müşteri deneyiminde devrim yaratarak aynı gün hızlandırılmış teslimat hizmetlerinin önünü açıyor.

3D baskı teknolojisi son yıllarda hızla ilerledikçe, 3D baskılı organlar önemli bir örnek olmak üzere bir dizi yüksek etkili kullanım durumu ortaya çıkmaya başladı.
Kolayca yeni organlar üretebilmek, rejeneratif tıp alanında uzmanlaşmış bilim insanları için uzun zamandır arzulanan bir hedef olmuştur. Henüz başlangıç aşamasında olsa da, transplantasyona uygun organoidler üretmek için 3D iş akışlarının kullanılması şimdiden umut verici sonuçlar veriyor.
Bu öncü araştırmaya Sheffield Üniversitesi'nden Dr. Sam Pashneh-Tala öncülük ediyor. Dr. Pashneh-Tala, araştırmasında farklı geometrilere sahip doku mühendisliği ürünü kan damarları üretmek için masaüstü ölçekli stereolitografi (SLA) 3D baskı teknolojisini kullanıyor.
Bu buluş, hastaya özel vasküler greftlerin geliştirilmesinin, cerrahi prosedürlerin iyileştirilmesinin ve şu anda küresel olarak en yüksek ölüm oranına sahip olan kardiyovasküler hastalıklarla etkili bir şekilde mücadele etmek için yeni vasküler tıbbi cihazlar için benzersiz bir test platformunun sağlanmasının önünü açabilir.
Üretim ortamı, teorik olasılıkların ötesine geçerek 3D baskıdaki gelişmelerden önemli ölçüde etkilenmiştir. As 3D baskı metodolojiler son yıllarda hızla ilerleyerek farklı sektörlere nüfuz etmiş, bu teknolojinin dönüştürücü yetenekleri belirgin hale gelmiştir.
Bilimsel ve sağlık alanlarından tüketici ürünleri, inşaat ve imalat alanlarına kadar, bireyler 3D baskı yoluyla hazırlanmış son ürünlerle giderek daha fazla karşılaşıyor. 3D baskının yörüngesi, parçaların daha ekonomik bir şekilde özelleştirilmesini sağlayarak, geri dönüş sürelerini ve operasyonel maliyetleri düzene sokarak ve tüketiciler ile ürünlerin üretim süreci arasında daha yakın bir bağlantı kurarak işlevsellikleri artırarak etkisinin daha da genişlediğini gösteriyor.

Sonuç
Özünde, 3D yazıcılar, diğer yöntemler kullanılarak oluşturulması imkansız olan karmaşık geometrileri ve iç boşlukları hayata geçirebilir, bu da ayrıntılı şekiller, ince detaylar ve cilalı yüzeyler ile sonuçlanır.
Üstelik 3D baskı ile kalıplama sürecinde yüksek düzeyde otomasyon söz konusudur. Bu teknoloji, küçük ölçekli üretim için çok yönlü ve uygun maliyetli bir yaklaşım sunuyor. Üreticiler, 3D baskının hassasiyetinden ve uyarlanabilirliğinden yararlanarak kalıp tasarımlarını hızlı bir şekilde test edip geliştirebilir, sonuçta ürün kalitesini artırabilir ve pazara sunma süresini kısaltabilir.
İleriye baktığımızda, 3D baskı teknolojisinin uygulama alanları, daha çeşitli baskı malzemeleri ve baskı ekipmanlarındaki gelişmiş işlevselliklerle daha da genişlemeye hazırlanıyor. Bu ilerlemenin geleneksel üretim yöntemleri ve insan hayatı üzerinde derin bir etki yaratması ve yeni bir üretim devrimi çağının habercisi olması bekleniyor.







