 İçeriğe geç
İçeriğe geç 

Giriş: İki renkli enjeksiyon kalıplama klasik bir kalıplama işlemidir. Tek bir ürüne enjeksiyon kalıbı yapmak için iki malzeme kullanır, bu da renk ve dokunuşun farklı görünüm efektlerini elde edebilir.
Bugün beş ana bölümü ayrıntılı olarak tanıtacak ve inceleyeceğiz: İki renkli enjeksiyon kalıplama nedir? İki renkli enjeksiyon kalıplamanın avantajları nelerdir? İki renkli enjeksiyon kalıplamanın çalışma prensibi. İki renkli enjeksiyon kalıplama için malzeme, süreç ve kalıp gereksinimleri. Ana uygulamalar.
İki Renkli Enjeksiyon Kalıplama Nedir?
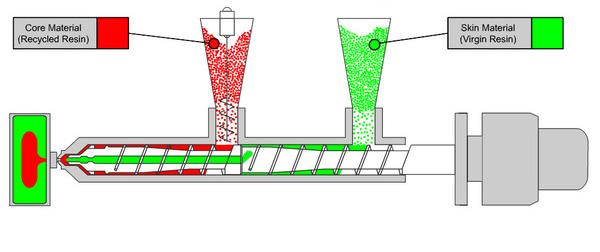
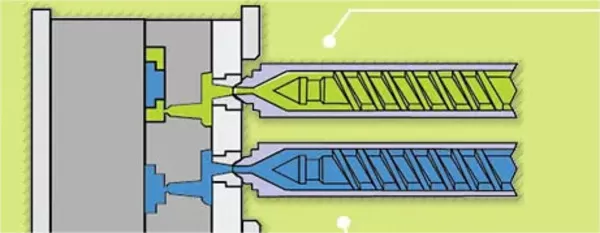
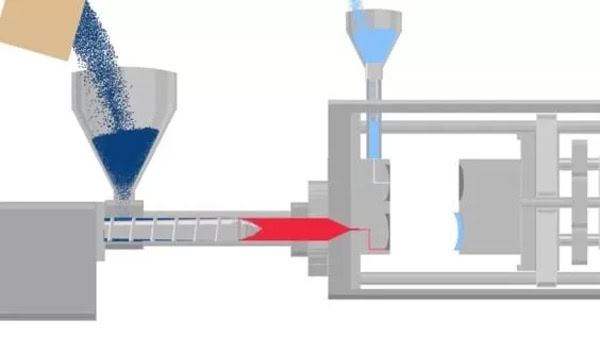
Çift vuruşlu kalıplama, iki farklı renkli plastiğin iki varilde eritildiği ve ardından aynı nozuldan aynı anda veya birbiri ardına enjekte edildiği bir işlemdir. Farklı karışık renk desenlerine sahip ürünler veya net renk ayrımına sahip ürünler yapmak için iki enjeksiyon kalıplama makinesi veya iki renkli bir enjeksiyon kalıplama makinesi kullanabilirsiniz.

İki Renkli Enjeksiyon Kalıplamanın Özellikleri Nelerdir?
Güçlü Performans ve Yüksek Enerji Tasarrufu
Enjeksiyon kalıplama makinesinin enerji tasarrufu sağlayan dönüşümünden sonra, sistem hızlı bir şekilde yanıt verebilir, enjeksiyon kalıplama makinesi beslemeyi kendi ihtiyaçlarına göre hızlı bir şekilde ayarlayabilir ve enjeksiyon kalıplama makinesinin elektrik enerjisinin kullanım oranı, yüksek verimlilik ve enerji tasarrufu sağlamak için etkili bir şekilde iyileştirilebilir.

Hızlı Yanıt
Hızlı tepki, servo sistemin dinamik kalitesinin önemli işaretlerinden biridir. Üretim geçiş süreci süresi kısa olduğundan, genellikle 200 ms içinde, aşma gereksinimlerini karşılamak için, geçiş sürecinin ön kenarının daha dik olması ve enerji tasarrufu sağlayan dönüşümden sonraki yükselişin daha büyük olması gerekir. Enjeksiyon kalıplama makinesinin 1500 rpm'ye ulaşması için geçen süre 0,03 saniyeden azdır.

İyi Stabilite
Sistem, enjeksiyon kalıplama makinesinin ne kadar ihtiyaç duyduğunu belirlemek için basınç ve akışın çift kapalı döngü kontrolünü kullanır. Bir şeyi değiştirdiğinizde veya dışarıda bir şey değiştiğinde, sistem oldukça hızlı bir şekilde normale dönebilir.

Yüksek Doğruluk
Doğruluk, çıktının girdiyi ne kadar iyi takip ettiğidir. Servo motor, doğru ve hızlı olan sabit mıknatıs teknolojisini kullanır. Servo motor, daha da doğru olan PLC teknolojisini kullanır. Hata genellikle 0.01~0.00LMM arasındadır.
Verimliliği Artırın ve Maliyetleri Azaltın
Hızlı bir yanıt alın, aynı şeyi defalarca tekrarlayın ve hızı aynı tutun; aynı anda iki farklı malzeme veya iki farklı renk kullanın, bu da çok fazla zaman ve para tasarrufu sağlar; ayarları yapmak ve değiştirmek gerçekten kolaydır.

İki Renkli Enjeksiyon Kalıplama Prensibi Nedir?
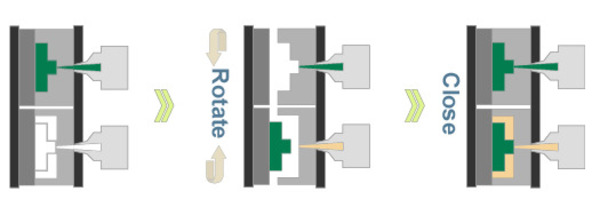
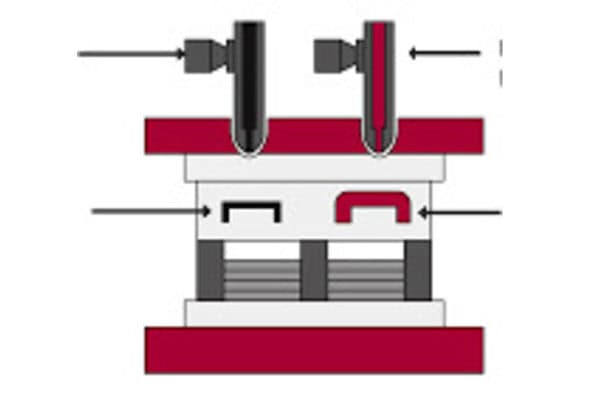
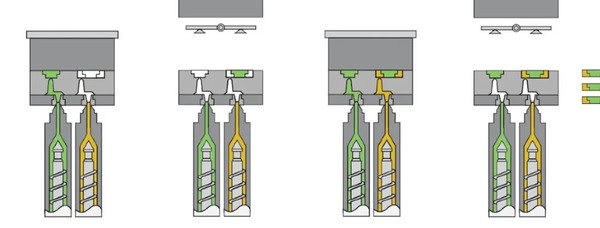
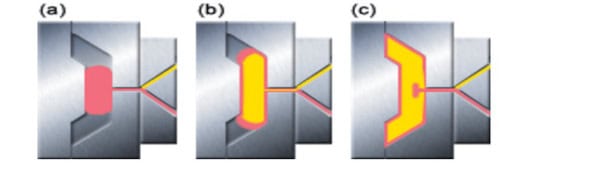
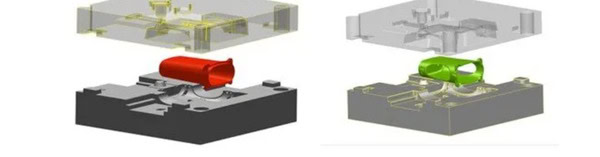
İki renkli enjeksi̇yon kaliplama ürünleri̇ bir erkek kalıp ve iki dişi kalıp gerektirir. İlk enjeksiyon kalıplama erkek kalıpta ve ilk dişi kalıpta yapılır. Kalıplamadan sonra kalıbı açın ve kalıptan çıkarmadan doğrudan ikinci dişi kalıba geçin. İkinci enjeksiyon kalıplamadan sonra, iki renkli enjeksiyon kalıplı ürün kalıptan çıkarıldıktan sonra elde edilebilir.
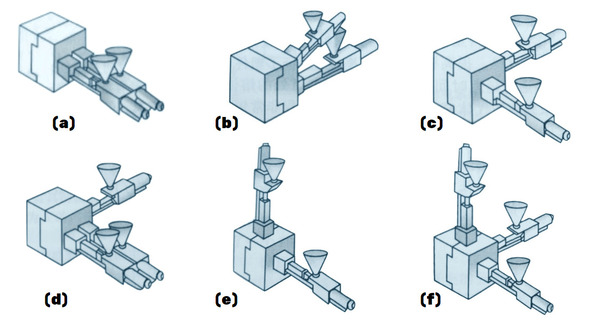
İki Renkli Enjeksiyon Kalıplama İşleme Prensibi
a. Ön kalıp iki farklı şekle sahiptir ve iki ürün oluşturur, arka kalıp ise aynı şekle sahiptir.
b. Üç plakalı kalıbın nozülü, kalıbı otomatik olarak serbest bırakacak şekilde tasarlanmıştır, bu da işi daha kolay hale getirir. Yumuşak tutkal nozülünün kalıptan çıkarma işleminin güvenilir olup olmadığına dikkat edin.

c. Kalıbın ön ve arka kalıpları merkezden 180 derece döndürülür. Döndürme sırasında ön ve arka tutarlı olmalıdır. Bu denetim, kalıbın yüksek konumlandırılmasını gerektirdiğinden çalışma sırasında gerçekleştirilmelidir. Ön kalıp artı A plakasının toplam kalınlığı 170 mm'den az olmamalıdır. Bu, enjeksiyon kalıplama makinesi modeli ve diğer referans verileri dikkatlice kontrol edilerek yapılmalıdır.
d. İkinci enjeksiyon kalıplama ustasını tasarlarken, ikincil ustanın ilk kalıplanmış ürünün tutkal konumunu çizmesini önlemek için, boşlukları önlemek için bir bileşen tasarlanabilir. Bununla birlikte, her bir sızdırmazlık maddesinin mukavemeti, yani plastiğin enjeksiyon kalıplama sırasında büyük enjeksiyon basıncı altında deforme olup olmayacağı dikkatlice düşünülmelidir, bu da ikinci bir enjeksiyon kalıplama cephesi olasılığına yol açabilir.
e. Enjeksiyon kalıplama yaparken, ilk kalıplanan parça biraz daha büyük olabilir, çünkü sızdırmazlık işlevini elde etmek için ikinci kalıplamada başka bir erkek kalıpla sıkıca bastırılabilir. Ve ikinci enjeksiyona dikkat edin. Plastik akışı ilk kalıplanan parçayı etkiliyor mu? Plastik pozisyonu deforme olmuş mu? Mümkünse, iyileştirmenin yollarını bulmalıyız.
f. A ve B plakalarını sıkıştırmadan önce, ön kalıp sürgüsünün mü yoksa eğimli üst kısmın mı önce sıfırlanacağına ve ürünü ezeceğine dikkat edin. Bu yüzden önce A ve B plakalarını, ardından ön modül sürgüsünü sıkıştırmanın bir yolunu bulmamız gerekiyordu. Ya da sıfırlamak için üst kısmı eğmek. İki ön ve arka kalıbın su dağıtım düzeni mümkün olduğunca yeterli ve denge aynı.

İki Renkli Enjeksiyon Kalıplama Çeşitleri Nelerdir?
İki Renkli Enjeksiyon Makinesi Enjeksiyon Kalıplama
Bu tip iki ön kalıba ve bir arka kalıba ihtiyaç duyar. Ürün tek seferde tamamlanır. Ortadaki bira makinesinden çıkarılmasına gerek yoktur. Ürün iyi ve güzel görünüyor. İkinci enjeksiyon kalıplamanın malzeme kalınlığı genellikle 0.5-2MM'dir. Maliyeti daha yüksektir ve genellikle karşılaştırma için kullanılır. Küçük ürün.
Sıradan Enjeksiyon Makinesi Enjeksiyon Kalıplama
Bu tip iki ön kalıba ve iki arka kalıba ihtiyaç duyar. İlk enjeksiyon kalıplamadan sonra, yarı mamul ürün çıkarılmalı ve ikinci enjeksiyon kalıplama için ikinci kalıba konulmalıdır. Ürün görünümü çok iyi değildir. Enjeksiyon kalıplama teknolojisi için gereksinimler yüksektir. Genel olarak, ikinci enjeksiyon kalıplama malzemesi daha büyük ürünler yapmak için 3MM'ye kadar olabilir.
İki Renkli Enjeksiyon Kalıplama için Malzeme, Proses ve Kalıp Gereksinimleri Nelerdir?
a. Malzeme Gereksinimleri
İki renkli enjeksiyon kalıplama teknolojisi, enjeksiyon kalıplama için iki farklı malzeme kullanır, bu nedenle iki farklı malzemenin seçimi de önemli bir süreçtir. Genellikle, enjeksiyonla kalıplanmış ürünün mukavemetini ve dayanıklılığını büyük ölçüde artırabilen farklı renklere sahip iki plastik kullanılır. Ayrıca kaynaşmayı ve şekillendirmeyi de kolaylaştırır.
Bununla birlikte, özel kullanımlı ürünlerin, iki malzemenin özelliklerinin çok farklı olduğu durumdan faydalanması gerekebilir, bu da büyük farklılıklara sahip iki malzemenin kaynaştırılmasındaki zorluk sorununun çözülmesini gerektirir.
Başlıca sorunlar delaminasyon ve dökülme olup, bunlar enjeksiyon kalıplı ürünler. Bu nedenle, büzülme oranı ve farklı arayüz koşulları için dikkatli bir değerlendirme yapılmalı ve malzemelerin oranı ayarlanmalıdır.
İki vuruşlu kalıplama için iki malzemenin iki temel uyumluluk koşulunu karşılaması gerekir: yapışma uyumluluğu ve işleme uyumluluğu.
Ek olarak, aşağıdaki gereksinimler karşılanmalıdır: enjeksiyon ünitesi, paralel ve aynı yönde, paralel ve zıt, yatay ve dikey L şeklinde, Y şeklinde tek silindirli enjeksiyon yapıları; karıştırma nozulu, desenler, dalgalar, akış işaretleri, gradyanlar, ara katmanlar vb. Özel nozul;
Sıkıştırma kalıbı, standart tip, dikey döner tabla tipi, yatay döner tabla tipi, döner şaft tipi, robot döner tip ve diğer mekanizmalar; besleme, standart hidrolik motor tahrikine ek olarak, ESD (ElectricScrewDrive) elektrikli besleme yapısı da vardır; yağ devresi, ACC basınç birikimi Yüksek hızlı enjeksiyon ve kapalı döngü tasarımı vardır.
b. Süreç Gereklilikleri
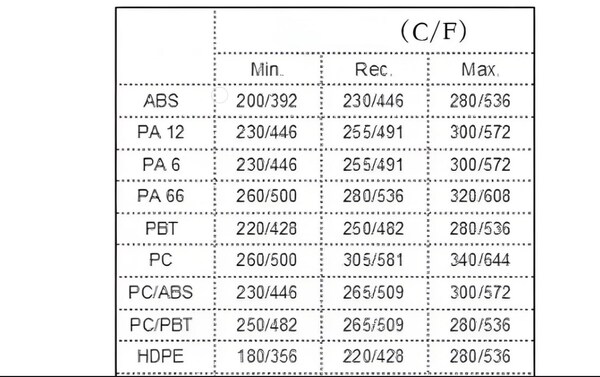
Yumuşak ve sert tutkalın çift çekim tasarımında, iki malzemenin erime noktalarında belirli bir sıcaklık farkı olmalıdır. Genellikle 60°C olması tavsiye edilir ve en az 30°C olması önerilir. İlk atış malzemesinin erime noktası sıcaklığı yüksektir. Genel olarak, ilk atış PC veya PC/ABS'dir ve ikinci atış genellikle PC veya PC/ABS'dir. İkinci atış TPU veya TPE'dir, PC 0,6-0,7 mm kalınlığındadır, yazılım 0,4 mm veya daha fazladır.
Yapışma kuvvetini artırmak için temas alanını mümkün olduğunca genişletmeye, oluklar açmaya vb. çalışın veya ilk atış için maça çekmeyi kullanın ve ikinci atış malzemesinin bir kısmını ilk atışa enjekte edin ve ilk atış kalıbının yüzeyini mümkün olduğunca pürüzlü hale getirin.
Şeffaf ve şeffaf olmayan çift atış tasarımı. Küçük lenslerin çift atış tasarımı: ilk atış opaktır ve ikinci atış lenslerden yapılmıştır. İlk atış yüksek erime noktasına sahip PC'den yapılmalı ve ikinci atış PMMA olmalıdır. Dekorasyon için şeffaf ve şeffaf olmayan çift atış tasarımı: ilk atış opak malzemedir, ikinci atış şeffaftır.

c. Kalıp gereksinimleri
İki dişi kalıp iki farklı ürün oluşturmak için farklı olmalı, iki erkek kalıp aynı olmalıdır; kalıbın ön ve arka kalıpları merkezden 180 ° döndürüldükten sonra tutarlı olmalıdır; maksimum kapasitenin dikkatlice kontrol edilmesi gerekir. Kalıp kalınlığı, minimum kalıp kalınlığı, KO delik mesafesi vb.; üç plakalı kalıbın nozulu, otomatik kalıptan çıkarma işlemine izin verecek şekilde en iyi şekilde tasarlanmıştır.
İkinci enjeksiyon kalıplama için ana kalıp tasarlanırken, ikinci ana kalıbın ilkini çizmesini önlemek için Oluşturulan ürünün tutkal konumu, boşlukları önlemek için kısmen tasarlanabilir. Bununla birlikte, her bir sızdırmazlık pozisyonunun gücü dikkatlice düşünülmelidir; enjeksiyon kalıplama sırasında, ilk enjeksiyonla kalıplanmış ürünün boyutu biraz daha büyük olabilir, böylece sızdırmazlık sağlamak için ikinci kalıplama sırasında diğer erkek kalıpla daha sıkı bir şekilde bastırılabilir. Tutkalın işlevi.
İkinci atış sırasında plastik akışının ilk kez yapılan parçaya çarparak tutkal hattının deforme olmasına neden olmamasına dikkat edin; kalıbı A ve B plakaları ile kapatmadan önce, ön kalıp sürgüsünün veya açılı pimin parçaya ilk önce çarpmadığından ve sıfırlandığında zarar vermediğinden emin olun; iki boşluktaki ve maçadaki su akışını mümkün olduğunca eşit ve dengeli hale getirmeye çalışın; vakaların 99%'sinde, önce parçanın sert kauçuk kısmını vurursunuz ve ardından parçanın yumuşak kauçuk kısmını vurursunuz çünkü yumuşak kauçuk kısmın deforme olması kolaydır.
İki Renkli Enjeksiyon Kalıplama Ürünleri ve Kalıp Tasarımının Kilit Noktaları Nelerdir?
İki renkli enjeksiyon kalıplı ürünlerin yapısı sıradan plastik ürünlerden çok farklıdır. Enjeksiyon kalıplama için iki farklı malzeme kullanıldığından, ürünler sıradan enjeksiyon kalıplı ürünlerden temelde farklı olan iki farklı özellik ve karakteristiğe sahiptir; aynı zamanda, enjeksiyon kalıplamadan önce, iki renkli enjeksiyon kalıplı ürünlerin dikkatli yapısal tasarımı gereklidir ve iki malzemenin uyumluluk özellikleri tamamen dikkate alınmalıdır.

İki Renkli Enjeksiyon Kalıplı Ürünlerin Yapısal Özellikleri
İki Malzeme Seçin
İki renkli enjeksiyon kalıplama teknolojisi enjeksiyon kalıplama için iki farklı malzeme kullanır, bu nedenle iki farklı malzemenin seçimi de önemli bir süreçtir. Genellikle, enjeksiyonla kalıplanmış ürünün mukavemetini ve dayanıklılığını büyük ölçüde artırabilen farklı renklere sahip iki plastik kullanılır. Ayrıca kaynaştırmayı ve şekillendirmeyi de kolaylaştırır. Bununla birlikte, özel kullanımlara sahip ürünlerin son derece farklı özelliklere sahip iki malzeme kullanması gerekebilir.

Bu çözülmesi zor bir sorundur, çünkü iki malzeme nispeten farklıdır. Ana sorunlar, enjeksiyon kalıplı ürünler için ölümcül olan delaminasyon ve dökülmedir. Bu nedenle, büzülme oranını ve farklı arayüz koşullarını dikkatlice değerlendirmeli ve malzeme oranını ayarlamalıyız.

Ürünlerin İç Yapısının ve Şeklinin Tasarımı
Ürünün yapısını ve şeklini tasarlarken, öncelikle ürünün amacını ve kullanımını göz önünde bulundurmalı, boyut ve iç yapı hakkında detaylı araştırma yapmalıyız. Genel olarak, sertliği artırmak için iki hammaddenin temas alanını artırmamız gerekir.
Burada, kakma ve dikiş için ürünün içinde birçok küçük oluk ve dışbükey oluk tasarlayabiliriz. Bu, iki malzemenin temas alanını artırabilir, böylece enjeksiyon kalıplama yaptığımızda, ürünün gücünü ve hizmet ömrünü daha iyi artırabilir ve pratikliğini artırabiliriz.
Döner Kalıp İki Hızlı Enjeksiyon Kalıbı
Bu tür bir kalıp, kalıplama kısmında farklı hususların dikkate alınmasını gerektirir. İlk olarak, iki enjeksiyon kalıbının içbükey ve dışbükey oluklarının, yerleştirme sırasında sıkı bir uyum sağlamak için dikkatlice tasarlanması gerekir. Aynı zamanda, kalıptan çıkarma mekanizması tasarlanırken, kalıptan çıkarma işlemi gerçekleştirilmeden önce ikinci bir enjeksiyon gereklidir.
Farklı enjeksiyon kalıplama yöntemlerinin farklı detaylarda farklılaştırılması gerekir. Dikey rotasyonlu enjeksiyon makinesi kalıptan çıkarıldıktan sonra, ilgili işlemleri tamamlamak için ürün çıkarılır. Bununla birlikte, kalıptan çıkarma durumu enjeksiyon makinesi tarafından çıkarılamazsa, kalıptan çıkarma kalıbı için hidrolik bir cihaz kullanılmalıdır.
İki Renkli Enjeksiyon Kalıplamanın Avantajları Nelerdir?
Tek Atımlık Kalıplama
İki renkli enjeksiyon kalıplama makinesi, tek bir enjeksiyon kalıplama işleminde iki renk veya malzemenin enjeksiyon kalıplamasını tamamlayabilir, birden fazla enjeksiyon kalıplama ve montaj adımından kaçınabilir ve üretim verimliliğini artırabilir.

Maliyet Tasarrufu
Eritme ve baskı maliyetinden tasarruf edin, ürünün güzel görsel etkisini artırın ve ürünün kalitesini ve katma değerini iyileştirin. Geleneksel tek renkli enjeksiyon kalıplama teknolojisi ile karşılaştırıldığında, iki renkli enjeksiyon kalıplama makine manuel işlemleri ve üretim bağlantılarını azaltabilir, üretim maliyetlerini ve işçilik maliyetlerini düşürebilir.

Hassas Konumlandırma
İki renkli enjeksiyon kalıplama makinesi, yüksek hassasiyetli renk konumlandırma ve hizalama sağlayabilen, ürün görünümünün tutarlılığını ve güzelliğini sağlayan özel bir kalıp ve kontrol sistemi ile donatılmıştır.

Tasarım İnovasyonu
Sadece kaymayı önleme ve sürtünmeyi artırma işlevine sahip olmakla kalmaz, esnek reçine malzemesi onu daha ergonomik hale getirir ve çok iyi hissettirir. İki renkli enjeksiyon kalıplama teknolojisi, ürün tasarımına daha fazla olanak sağlar ve tüketicilerin kişiselleştirilmiş ihtiyaçlarını karşılamak için daha renkli ve benzersiz görünüm efektleri yaratabilir.

Hurdayı Azaltın
İki renkli kalıplar, farklı özelliklere sahip iki reçineyi ve rengi tek bir iki renkli üründe birleştirebilir, bu da kalıplanmış ürünlerin montaj ve işlem sonrası görevlerini azaltabilir. Ayrıca, iki renkli enjeksiyon kalıplama teknolojisi çoklu montajdan kaynaklanan hataları azaltabilir, böylece hurdayı azaltır ve ürün kalitesini ve tutarlılığını artırır.

Yüksek Ürün Kalitesi İstikrarı
İki renkli enjeksiyon kalıplı ürünler yüksek kalite stabilitesine, ürün deformasyonunun kolay kontrolüne, kısa kalıplama döngüsüne ve yüksek çıktı değerine sahiptir. Kayıp, kauçuk kaplı enjeksiyon kalıplamadan 7% daha düşük olabilir ve ürün üretim maliyeti, kauçuk kaplı enjeksiyon kalıplamadan 20%-30% daha düşük olabilir.

İki Renkli Enjeksiyon Kalıplamanın Ana Uygulamaları Nelerdir?
Belirli ışık kılavuzu veya ışık iletimi gereksinimlerini karşılamak için güç anahtarlarında, cep telefonu düğmelerinde, araba anahtarlarında vb. kullanılır.
Telsiz kabukları, diş fırçası sapları, elektrikli alet sapları, anahtarlar ve termos kaplar gibi elde taşınan ürünlerde hissi iyileştirmek için kullanılır.

Klavyeler gibi birden fazla renk görünümü gereksinimi olan ürünlerde, güzel olan ve kullanım sırasında ovulma endişesi olmayan iki renkli enjeksiyon kalıplama kullanılarak kullanılır.
Su geçirmezlik gereksinimlerini karşılamak için su yalıtımı gerektiren ürünlerde kullanılır.

İki renkli enjeksiyon kalıplama işlemi artık otomobiller, elektronik ürünler, elektrikli aletler, tıbbi ürünler, ev aletleri, oyuncaklar vb. gibi neredeyse tüm plastik alanlarda yaygın olarak kullanılmaktadır.
Özellikli telefon düğmeleri gibi yerel elektrokaplama gerektiren ürünlerde kullanılır.

Plastik ailesinde sadece ABS ve polisülfon (PSU) yüzeyler elektrolizle kaplanabilir. Yerel bir alan veya ürünün bir tarafı elektrokaplama gerektiriyorsa, elektrokaplanan alan ABS ile enjekte edilmeli ve elektrokaplama gerektirmeyen alan PC gibi diğer malzemelerle enjekte edilmelidir. vb.

Sonuç
Özet olarak, iki renkli enjeksiyon kalıplama teknolojisi uzun zamandır var olmakla birlikte, ancak son yıllarda tanınmaya ve kullanılmaya başlanmıştır çünkü bu teknoloji ile üretilen ürünler kullanıldıkları ortama uyum sağlayabilmektedir.

Aynı zamanda, tek adımda kalıplanabilir, bu da paradan tasarruf sağlar, hassas konumlandırmaya izin verir, tasarım yeniliğini teşvik eder, israfı azaltır ve ürünlerin kalitesinin istikrarlı olmasını sağlar. Farklı gereksinimleri karşılayabilir, bu nedenle giderek daha yaygın bir şekilde kullanılmaktadır ve otomotiv endüstrisi ve diğer endüstriler üzerinde büyük bir etkiye sahiptir. İyi ekonomik faydaları vardır ve çok fazla potansiyeli olan bir teknolojidir.







