 İçeriğe geç
İçeriğe geç 

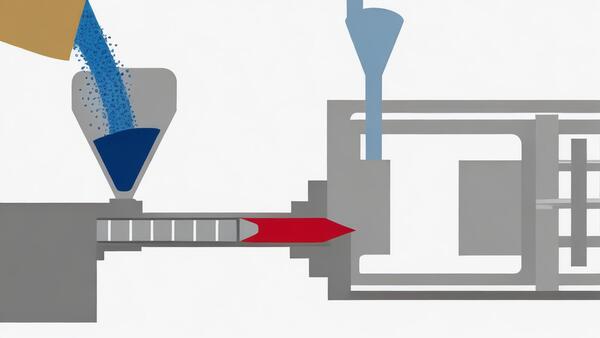
Giriş: Plastikleştirme basıncı olarak da bilinen geri basınç, enjeksiyon kalıplama işlemi sırasında sürekli enjeksiyon basıncını korumak için kullanılan bir kuvvettir. Esas olarak erimiş malzeme sürekli olarak namluya girdiğinde meydana gelir.
İçindeki basınç enjeksiyon kalıplama vida hızını geriye doğru iter. Geri basınç, vidanın geriye doğru hareketine tepki kuvvetidir. Erimiş malzemenin kovana eşit şekilde enjekte edilmesini ve kovanı tamamen doldurmasını sağlamak için vidanın geriye doğru hızını yavaşlatabilir.
Geri basıncın uygun şekilde ayarlanması ve kullanılması, eriyik sıcaklığını eşit hale getirebilir, erimiş malzemeyi sıkıştırabilir ve daha iyi plastik ürünler üretebilir. Peki enjeksiyon kalıplama makinesi geri basıncı nasıl ayarlanır, ne tür bir geri basınç uygundur, Zeatr Kalıp enjeksiyon kalıplama size tek tek cevap verecektir.
Geri Basınç Nasıl Oluşur?
Erimiş plastik ve plastikleştirildiğinde, erimiş malzeme namlunun ön ucuna (ölçüm odasının içinde) doğru hareket etmeye devam eder ve vidayı geri itmek için kademeli olarak bir basınç oluşturur.

Vidanın çok hızlı geri çekilmesini önlemek ve erimiş malzemenin eşit şekilde sıkıştırılmasını sağlamak için vidaya ters bir basınç uygulanması gerekir, vidanın geri gitmesini engelleyen bu geri basınca geri basınç denir.
Geri basınca plastikleştirme basıncı da denir. Bunu, enjeksiyon silindirinin geri dönüş yağı gaz kelebeği valfini ayarlayarak kontrol edebilirsiniz.

Geri basınç valfi, vida geriye doğru döndüğünde enjeksiyon silindiri yağ tahliyesinin hızını ayarlamak için ön plastikleştirici vidalı enjeksiyon kalıplama makinesinin enjeksiyon silindirinin arkasına monte edilir, böylece silindir tutma basıncı; tam motorun vida geriye doğru hızı (direnci) AC servo valf tarafından kontrol edilir.
Geri Basınç Ayar Konumu Nerede?
Enjeksiyon kalıplama makinesinin geri basınç valfi genellikle eriyik valfinin yanında bulunur. Geri basınç valfi ayrıca ön plastikleştirici vidalı enjeksiyon kalıplama makinesinin enjeksiyon silindirinin arkasına da monte edilir. Geri basınç, enjeksiyon silindirinin geri dönüş yağı gaz kelebeği valfi ayarlanarak kontrol edilir.

Geri Basınç Çok Düşükse Ne Gibi Sorunlar Oluşur?
Geri basınç çok düşük olduğunda, vida çok hızlı geri çekilir ve namlunun ön ucuna akan erimiş malzemenin yoğunluğu azdır (nispeten gevşek) ve daha fazla hava sıkışır.
Kötü plastikleştirme kalitesine, dengesiz enjeksiyon hacmine ve ürün ağırlığında ve ürün boyutunda büyük değişikliklere yol açacaktır.

Ürünün yüzeyinde büzülme, gaz çiçekleri, soğuk malzeme çizgileri, düzensiz parlaklık ve diğer kötü olaylar olacaktır Ürün kabarcıklara eğilimlidir ve ürünün çevresi ve kemik konumu yetersiz yapıştırıcıya eğilimlidir Eriyik sıcaklığı düşüktür, viskozite yüksektir ve eriyik akışı zayıftır.
Geri Basınç Çok Yüksek Olursa Ne Gibi Sorunlar Ortaya Çıkar?
Kovanın ön ucundaki eriyik basıncı çok yüksektir, malzeme sıcaklığı yüksektir ve viskozite azalır. Vida oluğundaki eriyiğin geri akışı ve kovan ile vida arasındaki sızıntı akışı artar, bu da plastikleştirme verimliliğini (birim zamanda plastikleştirilen malzeme miktarı) azaltır.

Isıyı sevmeyen plastikler (PVC, POM, vb.) veya renklendiriciler için, eriyiğin sıcaklığı artar ve varil içinde ısınması için geçen süre artar ve ısıdan bozulmaya başlar veya renklendirici renk değiştirmeye başlar ve ürünün yüzey rengi / parlaklığı kötü görünmeye başlar.
Geri basınç çok yüksekse, vida yavaşça geri çekilecek ve plastik öncesi geri dönüş süresi uzun olacak, bu da döngü süresini artıracak ve üretim verimliliğini azaltacaktır.

Geri basınç çok yüksekse, eriyik basıncı yüksek olacak ve enjeksiyondan sonra nozül sallanacaktır. Bir sonraki enjeksiyonda, yolluk akış kanalındaki soğuk malzeme yollukları tıkayacak veya üründe soğuk malzeme lekeleri oluşacaktır.
Bira kalıplandığında, aşırı geri basınç nedeniyle nozül genellikle tutkal sızdırır, bu da hammaddeleri israf eder ve nozülün yakınındaki ısıtma halkasının yanmasına neden olur.

Ön kalıplama mekanizmasının ve vida kovanının mekanik aşınması artar.
Geri Basıncı Ayarlama Yöntemleri Nelerdir?
Bir enjeksiyon kalıplama makinesi üretirken, geri basınç ayar değeri sabit değildir, genellikle 3-15kg/cm'dir. Hammaddelerin doğasına ve ürünün yapısal kalitesine ek olarak, geri basıncın ayarlanması da tüm üretim süreci boyunca yapılmalıdır.

Üretimde, nozül tutkal sızdırdığında, damladığında, eriyik aşırı derecede ayrıştığında, ürün renk değiştirdiğinde ve geri dönüş malzemesi çok yavaş olduğunda, geri basıncı uygun şekilde azaltmayı düşünün.
Ürün yüzeyinde küçük gaz çiçekleri, renk karışımı, büzülme ve ürün boyutunda ve ağırlığında büyük değişiklikler gördüğünüzde, geri basıncı artırmalısınız. Bu nedenle, geri basıncı üretim durumuna ve kendi üretim deneyiminize göre ayarlamanız gerekir. İşte nasıl ayarlanacağı enjeksiyon kalıplama geri basınç.
Minimum Geri Basınç Değerini Ayarlayın
Geri basıncı ayarlamaya başlamadan önce, geri basıncı minimum değere ayarlayın. Enjeksiyon kalıplama makinesinin geri basıncını minimum değere ayarlayın ve enjeksiyon için kalıbı açın. Üründe belirgin bir kusur yoksa, minimum geri basıncın yeterli olduğu anlamına gelir.
Geri Basıncı Kademeli Olarak Artırın
Minimum geri basınçtan itibaren geri basıncı artırmaya devam edin ve enjekte edilen ürün sayısı artmaya devam edecektir. Ürünün yüzeyinde ezik ve çapak gibi kusurlar olup olmadığına dikkat edin ve ürünün yüzeyi pürüzsüz ve kusursuz olana kadar geri basıncı ayarlayın.

Ürün Performansını Test Edin
Geri basıncı ayarlamayı tamamladıktan sonra, yaptığınız ürünün performansını test etmek isteyeceksiniz. Çekme mukavemeti, aşınma direnci, basınç direnci ve benzeri şeyleri test etmek isteyeceksiniz. Ürün istediğiniz şekilde performans gösteriyorsa, geri basıncı ayarlama işlemini tamamlamış olursunuz.
Geri Basınç Ayar Değerini Değiştirme
Geri basıncı ayarlarken, düşük bir değerden başlayın ve kademeli olarak artırın. En iyi duruma ulaşana kadar her ayarlamadan sonra ürünün kalite değişikliklerini gözlemleyin. Geri basıncı ayarlarken, ürünün kalitesini etkilememek için tek seferde çok fazla ayarlamayın.

Enjeksiyon kalıplama yaparken, geri basınç değerindeki değişiklikleri zamanında ayarlamak için gerçek zamanlı olarak gözlemlememiz gerekir. Normal şartlar altında, geri basınç değeri önceden ayarlanmış değerden biraz daha düşük olmalıdır, böylece egzoz prensibi takip edilebilir. Geri basınç değeri çok yüksekse, parçanın yüzeyinde kırışıklıklara, hasara ve diğer kusurlara neden olabilir.
Bir şeyler yaparken, plastik sıcaklığı, kalıp sıcaklığı ve oda sıcaklığı sürekli değiştiği için geri basıncı ayarlamaya devam etmeniz gerekir. Bir şeyler yapmaya başlamadan önce, yaptığınız her şey için en iyi geri basıncın ne olduğunu gösteren bir çizelge hazırlamalısınız. Daha sonra çizelgeye bakabilir ve geri basıncı neye ayarlamanız gerektiğini bilirsiniz.

Öncelikle, enjeksiyon kalıplama makinesinin insan-makine arayüzünde geri basınç kontrolü için ilgili ayar arayüzünü bulmanız ve ardından ayarlamanız gerekir. Ayar yaparken, öncelikle ne kadar geri basınca ihtiyacınız olduğunu anlamalısınız ve bunu parçanın şekline ve malzemenin özelliklerine göre kapsamlı bir şekilde değerlendirebilirsiniz.
Enjeksiyon Kalıplama Makinesinin Tepki Hızını Ayarlama
Bir diğer önemli adım da tepki hızını ayarlamaktır. Geri basınç ayarını değiştirdiğinizde, makinenin gerçekte nasıl çalıştığı konusunda bazı gecikmeler olacaktır ve bu da geri basıncın ne kadar kararlı ve doğru olduğunu doğrudan etkileyecektir. Bu nedenle, kontrol sisteminin ne kadar hızlı yanıt vereceğini ayarlayarak bu gecikmeyi azaltmamız gerekir.

Enjeksiyon Kalıplı Parçaya Göre Geri Basıncı Ayarlayın
Geri basıncı ürün kusurlarına göre ayarlayın: Üründe çapak, gözenek, çarpıklık ve yetersiz yüzey kalitesi gibi kusurlar varsa, bunlar geri basınç ayarlanarak çözülebilir. Genel olarak, geri basınç değerini artırmak yüzey kusurlarını çözebilirken, geri basınç değerini azaltmak iç kusurları çözebilir.
Enjeksiyonla kalıplanmış ürünün özelliklerine ve gereksinimlerine göre geri basınç boyutunu ayarlayın: Genel olarak, enjeksiyon kalıplama makinesinin geri basıncı ne kadar büyük olursa, enjeksiyonla kalıplanmış ürünün kalitesi o kadar iyi olur.

Ancak aşırı geri basınç, üretim verimliliğinin azalmasına ve hammadde israfına yol açacaktır. Bu nedenle, enjeksiyonla kalıplanmış ürünün özel durumuna göre geri basınç boyutunu uygun şekilde ayarlamak gerekir.
Enjeksiyon Kalıplama Makinesinin Geri Basıncını Ayarlama
Enjeksiyon kalıplama makinesinin geri basıncı ne kadar yüksekse, geri basınç da o kadar yüksek olur. Dolayısıyla, enjeksiyon kalıplama makinesinin geri basıncını ayarlayarak, enjeksiyon kalıplama makinesinin geri basıncını ayarlayabilirsiniz.

Enjeksiyon kalıplama makinesinin geri basınç hızını değiştirin. Enjeksiyon kalıplama makinesinin geri basınç hızı ne kadar yüksekse, geri basınç da o kadar yüksek olur. Bu nedenle, enjeksiyon kalıplama makinesinin geri basınç hızını değiştirerek, enjeksiyon kalıplama makinesinin geri basıncını ayarlayabilirsiniz.
Plastiğe Göre Geri Basınç Boyutunu Belirleyin
Plastik türüne göre geri basınç boyutunu seçin: Farklı plastiklerin farklı geri basınç gereksinimleri vardır. Genel olarak, düşük erime noktalı plastikler daha az geri basınca ihtiyaç duyarken, yüksek erime noktalı plastikler daha fazla geri basınca ihtiyaç duyar.

Bu nedenle, enjeksiyon kalıplama yaparken kullandığınız belirli plastik türüne göre geri basıncı ayarlamanız gerekir.
Kullandığınız plastiğin türüne ve rengine göre hangi geri basıncı kullanmanız gerektiğini şu şekilde bulabilirsiniz: Farklı plastik türleri ve renkleri farklı geri basınç ayarlarına ihtiyaç duyar.

Geri basınç değerini doğru ayarlamazsanız, parçanızda büzülme, eğrilme ve diğer sorunlara neden olur. Genel bir kural olarak, şeffaf veya parlak malzemeler daha yüksek geri basınç değerlerine sahipken, şeffaf olmayan veya mat malzemeler daha düşük geri basınç değerleri gerektirir.
Kalıp Sıcaklığını Ayarlama
Kalıp sıcaklığı, geri basıncın boyutunu etkileyen önemli faktörlerden biridir. Geri basıncı ayarlarken, önce kalıp sıcaklığını ayarlayabilir ve ardından ayarlanan geri basıncın etkisine göre ilgili değişiklikleri yapabilirsiniz.

Enjeksiyon Kalıplama Makinesi Basınç Ayarını Yapın
Enjeksiyon kalıplama makinesinin basınç ayarı da geri basıncın boyutunu etkileyecektir. Genel olarak, daha yüksek bir basınç ayarı daha yüksek bir geri basınç gerektirir ve daha düşük bir basınç ayarı daha düşük bir geri basınç gerektirir.

Geri basıncı ayarlarken, önce basınç ayarını enjeksiyon kalıplama ve ardından ayarlanan geri basıncın etkisine göre ilgili değişiklikleri yapın. Buna ek olarak, enjeksiyon kalıplama basınç ayarları tipik olarak enjeksiyon ünitesi ve basınç ayarlarıyla başlar.
Geri Basıncın Doğru Şekilde Ayarlanmasının Faydaları Nelerdir?
Erimiş malzemeyi namlu içinde sıkıştırabilir, yoğunluğu artırabilir ve enjeksiyon hacminin, ürün ağırlığının ve boyutunun stabilitesini artırabilir.

Erimiş malzemedeki gazı "sıkıştırabilir", ürünün yüzeyindeki gaz çiçeklerini ve iç kabarcıkları azaltabilir ve parlaklığın homojenliğini artırabilir. Namludaki erimiş malzemeyi tamamen plastikleştirmek, renk tozu, masterbatch ve erimiş malzemenin karışım homojenliğini artırmak ve üründe "karışık renk" olgusunu önlemek için vida geri çekilme hızını yavaşlatın.
Namludaki erimiş malzemeyi tamamen plastikleştirmek, renk tozu, masterbatch ve erimiş malzemenin karışım homojenliğini artırmak ve üründe "karışık renk" olgusunu önlemek için vida geri çekilme hızını yavaşlatın.

Geri basıncın uygun şekilde artırılması, ürün yüzeyinin büzülmesini ve ürün etrafındaki tutkal akışını iyileştirebilir.
Erimiş malzemenin sıcaklığını artırabilir, erimiş malzemenin plastikleşme kalitesini artırabilir, kalıbı doldururken erimiş malzemenin akışkanlığını artırabilir ve ürünün yüzeyinde soğuk tutkal izi kalmaz.

Namludaki gazı çıkarmak ve ürünün yüzeyindeki gaz çiçeklerini ve kabarcıkları azaltmak iyidir; Namludaki erimiş malzemeyi tamamen plastikleştirmek için vida geri çekilme hızını yavaşlatın;
Ürün yüzeyinin büzülmesini iyileştirmek için geri basıncı uygun şekilde artırın (sıralı valf kapıları olmayan kalıplar ve ürünler için geçerlidir).

Erimiş malzemeyi ısıtabilir, erimiş malzemeyi daha erimiş hale getirebilir ve erimiş malzemenin kalıba girdiğinde daha iyi akmasını sağlayabilir.
Sonuç
Kısacası, enjeksiyon kalıplama makinelerinin geri basıncını doğru ayarlamak, enjeksiyon kalıplama kalitesini ve üretim verimliliğini artırabilir, hurda oranını ve üretim maliyetini azaltabilir.

Bu nedenle, bu süre zarfında enjeksiyon kalıplama üretim sürecinde, özel duruma göre ayarlama yapmamız ve en iyi enjeksiyon kalıplama etkisini elde etmek için en iyi geri basınç ayarlama yöntemini bulmamız gerekir.







