 İçeriğe geç
İçeriğe geç 

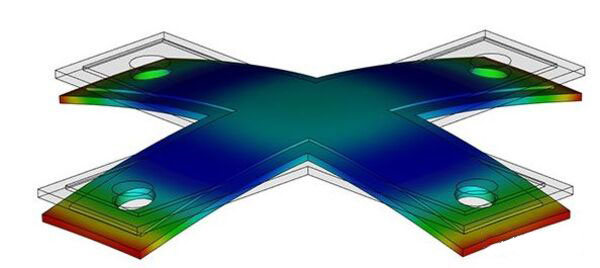
Enjeksiyon kalıplama, plastik malzemenin kalıplara enjekte edildiği ve daha sonra nihai şekli elde etmek için ısıtma ve soğutma yoluyla deforme edildiği yaygın bir üretim sürecidir. Bununla birlikte, enjeksiyon kalıplama işlemi sırasında, ürünün kalitesini ve üretim verimliliğini etkileyen çarpılma meydana gelebilir.
Çarpılma deformasyonu, enjeksiyonla kalıplanmış ürünün şeklinin kalıp boşluğunun şeklinden farklı olmasıdır. Plastik ürünlerdeki yaygın kusurlardan biridir. Çarpılma deformasyonunun birçok nedeni vardır ve bunu çözmek için sadece proses parametrelerini kullanmak genellikle yeterli değildir. Bu makalede çarpılmanın nedenleri hakkında konuşulacaktır. enjeksiyon kalıplama ve bunların nasıl çözüleceği.

I. Enjeksiyon Kalıplı Ürünlerde Çarpılma Nedenleri
1. Enjeksiyon Kalıplama Makinesi Faktörleri
1.1 Namlu Sıcaklığı
Kovan sıcaklığı çok düşük olduğunda, eriyik sıcaklığı düşüktür ve yüksek hızlarda oluşturulduğunda, serbest bırakılması için yeterli zaman olmayan önemli kalıntı kesme gerilimi vardır ve bu da çarpılmaya neden olur.
Sıcaklığın artırılması çarpılmayı azaltır. Sıcaklık ayarı, malzeme üreticisinin tavsiyelerine göre yapılabilir. Namlu sıcaklığı arka, orta, ön ve nozul bölgelerine ayrılmıştır. Arkadan öne doğru sıcaklık ayarı, bölge başına 6°C'lik bir artışla kademeli olarak artmalıdır. Gerekirse, bazen nozul bölgesi veya ön bölge sıcaklık ayarı orta bölge ile aynı şekilde ayarlanabilir.

1.2 Nozul Sıcaklığı
Plastik, ısıtma ile açığa çıkan ısıyı ve kovan içindeki vida dönüşü nedeniyle plastik moleküllerinin göreceli hareketi tarafından üretilen sürtünme ısısını emer. Kovandaki son ısıtma bölgesi nozuldur ve eriyik burada ideal sıcaklığa ulaşmalıdır, ancak optimum durumu korumak için orta derecede ısıtılmalıdır. Nozul sıcaklık ayarı yeterince yüksek değilse, nozul ve kalıp teması tarafından aşırı ısı alınır ve eriyik sıcaklığının düşmesine neden olarak çarpılmaya yol açar. Genel olarak, nozul bölgesi sıcaklık ayarı ön bölge sıcaklığından 6°C daha yüksek olmalıdır.
1.3 Eriyik Sıcaklığı Çok Düşük ve/veya Enjeksiyon Basıncı Çok Yüksek
Eriyik sıcaklığı ve enjeksiyon basıncı, plastik kalıplama sırasında çarpılmayı etkileyen iki büyük faktördür. Eriyik sıcaklığı çok düşükse ve/veya enjeksiyon basıncı çok yüksekse, yüksek artık gerilim elde edersiniz, bu da çarpılmaya neden olur. Çarpılmayı azaltmak için, sahip olduğunuz aralık dahilinde eriyik sıcaklığını olabildiğince yüksek ve enjeksiyon basıncını olabildiğince düşük ayarlamak istersiniz.

1.4 Paketleme Basıncı veya Paketleme Süresi Uygun Değil
Çok sert paketlerseniz, ekstra akıştan ekstra kesme gerilimi ve plastikten ekstra basınç gerilimi elde edersiniz, bu da parçayı eğriltecektir.
Çok yumuşak paketlerseniz, geçitte geri akış olur ve bu da akıştan kaynaklanan kayma gerilimi ve parçanın merkezi (düşük basınç) ile parçanın dışı (yüksek basınç) arasındaki büzülme oranındaki büyük farktan kaynaklanan gerilme ve basınç geriliminde büyük farklar yaratır. Vida dibe vurduktan sonra, paketi tutmak için en az 2 saniye orada tutmalısınız.
Paketleme süresi çok kısaysa, vida geri çekildiğinde kapak yakınında geri akış meydana gelir ve bu da önemli artık gerilime ve çarpılmaya neden olur. Paketleme basıncı orta düzeyde olmalı ve paketleme süresi kapak katılaşana kadar uzatılmalıdır.
1,5 Bekleme Süresi Uygun Değil
Bekleme süresi çok kısaysa, eriyik sıcaklığı düşüktür ve kalıp boşluğu zar zor doldurulsa bile, plastik paketleme sırasında sıkıştırılamaz. Soğutma sırasında dönme için çok fazla alan vardır ve bu da çarpılmaya neden olur.
Atış ağırlığının namlu malzemesine oranı 1/1,5 ile 1/4 arasında olmalıdır.
1.6 Enjeksiyon Basıncı Çok Yüksek
Çok sert enjekte ettiğinizde, moleküller birbirine karışır. Doğru hizalanmazlar ve plastiğin her yerinde aynı şekilde hizalanmazlar. Bu da plastiğin gerilmesine ve eğrilmesine neden olur.
1.7 Erime Sıcaklığı Çok Yüksek
Eriyik sıcaklığı çok yüksekse, kalıplama ve katılaşma sırasında sıcaklık önemli ölçüde düşecek, hızlı soğutma sırasında çok fazla iç gerilimin birikmesine neden olacak ve bu da ürünün eğrilmesine neden olacaktır.

1.8 Yetersiz Fırlatma Açısı
Kalıp yeterli fırlatma açısına sahip değilse, parçayı çıkarmak için çok fazla güce ihtiyacınız olacaktır. Bu, parçanın içinde çok fazla strese neden olabilir ve parçanın bükülmesine yol açabilir.
1.9 Uygunsuz Çevrim Süresi
Soğutma süresi çok kısaysa, plastik hala yumuşaktır ve çıkarırsanız ve kısıtlama olmadan büzülmesine izin verirseniz bükülebilir. Plastik yeterince güçlenene kadar soğutma süresini uzatın.
1.10 Yetersiz Paketleme
Yeterince paketlemezseniz, kalıp boşluğunda yeterli plastik olmaz. Plastik çok fazla hareket alanıyla soğursa eğrilecektir. Vida dibe itildikten sonra, paketlediğinizden emin olmak için en az 2 saniye orada kalmalı ve en az 3 mm paketlemelisiniz.
1.11 Çekirdek Pimlerinin Eşit Olmayan Dağılımı
Yeterli sayıda maça piminiz yoksa, ürünü çıkardığınızda gerilim eşit olarak dağılmayacağından ürün eğrilecektir.

2. Kalıp Faktörleri
2.1 Kavite ve Çekirdek Arasındaki Büyük Sıcaklık Farkı
Boşluk ve çekirdek arasında büyük bir sıcaklık farkı olduğunda, artık kayma gerilimi soğutma sırasında asimetrik olur ve bu da büyük bir bükülme momentine ve çarpılmaya neden olur.
Boşluk ve çekirdek arasındaki sıcaklık farkını azaltmak için soğutma tasarımını değiştirirseniz, çarpılmayı azaltabilirsiniz.
2.2 Düşük Kalıp Sıcaklığı
Kalıp sıcaklığı çok düşükse, artık kayma gerilimi büyük olacak ve serbest bırakılması için yeterli zaman olmayacak, bu da çarpılmaya neden olacaktır. Kalıp sıcaklığının artırılması çarpılmayı azaltabilir.
Başlangıç kalıp sıcaklığı malzeme üreticisinin önerilerine göre ayarlanabilir. Kalıp sıcaklığı her ayarlandığında 6°C artırılmalı ve 10 atış yapılmalıdır. Şekillendirme koşulları stabil hale geldikten sonra, sonuçlara göre ayarlama yapılabilir.

2.3 Boşluk Kalınlığında Büyük Fark
Bu, ince alanların önce soğuduğu, ardından kalın alanların geldiği ürün tasarımıyla ilgilidir. Kalınlıktaki büyük bir fark, hacimsel büzülme oranında ve artık gerilimde büyük bir fark anlamına gelir. Artık gerilme parçanın mukavemetinden daha güçlü olduğunda, parça eğrilir. Ürün yüksek sıcaklıklara veya diğer kötü ortamlara girdiğinde, artık gerilme serbest kalabilir ve çarpılabilir. Temel çözüm, ürünü soğutma sırasında hacim büzülme oranında en küçük farkla aynı kalınlığa sahip olacak şekilde tasarlamaktır, böylece en küçük artık gerilme ve çarpılma olur.
2.4 Mantıksız Kapı Tasarımı
Parçaların kalıplama kalitesi, farklı şekil ve boyutlardaki parçalar için geçidin konumu ve türünden büyük ölçüde etkilenir. Örneğin, dairesel parçalar için bir yan kapak veya pim kapağının kullanılması düzensiz eriyik akışına neden olarak çarpılmaya yol açacaktır.

2.5 Yetersiz Kalıp Mukavemeti
Kalıp yeterince güçlü değilse, kalıplama sırasında plastiğin yüksek basıncı altında deforme olur ve çarpık parçalar elde edersiniz.
2.6 Kapıların Uygun Olmayan Sayısı veya Konumu
Geçitleri yanlış yere koyarsanız ya da yeterli sayıda geçit yoksa, plastik çok uzağa akmak zorunda kalır ve onu itmek zorlaşır. Bu da plastik moleküllerini gerer ve sıkıştırır, bu da parçaya stres yükler. Plastik soğuduğunda bu gerilim ortadan kalkmaz, dolayısıyla parça eğrilir. Kapının yakınında yüksek basınç varsa plastik fazla büzülmez. Dolumun sonunda düşük basınç varsa, plastik çok fazla büzülür. Parçanın önü ve arkası arasında büyük bir büzülme farkı varsa, parça eğrilir. Kullandığınız malzeme için doğru akış uzunluğu/kalınlık oranını kullanmalısınız.
Kapı konumunun belirlenmesi dengeli dolum ilkesini takip etmelidir. Yani, her bir eriyik dalgası cephesinin boşluğun sonuna varış zamanı ve füzyon hattının oluşumu temelde tutarlı olmalıdır. Dolum kalın başlamalı ve ince bitmelidir ve püskürtmeyi önlemek için ani dirençle karşılaşıldığında dolum durdurulmalıdır. Bu, artık gerilimi ve çarpılmayı azaltabilir.

2.7 Kapılar, Yolluklar ve/veya Yolluklar Çok Küçük ve/veya Çok Uzun
Kapılarınız, yolluklarınız veya yolluklarınız çok küçük veya çok uzunsa, akış direncini artırırsınız, bu da enjeksiyon basıncını artırmanız gerektiği anlamına gelir. Bu da plastik moleküllerini gerer ve sıkıştırır, mekanik stres ekler, bu da önemli ölçüde artık stres ve çarpılmaya yol açar.
2.8 Düzensiz Fırlatma
Sıcak parçalarınızı eşit şekilde fırlatmazsanız, bükülürler. Bu nedenle, fırlatma sisteminizi kontrol edin ve gerekli ayarlamaları yapın. Tüm hareketli parçaları iyi yağlanmış tutun. Büyük kalıpların kendi ağırlıkları nedeniyle ortadan sarkmalarını önlemek için kılavuz pimler kullanın.
2.9 Eşit Olmayan Soğutma
Kalıp doğru soğumazsa, plastik parçalar da doğru soğumayacaktır. Bu da eğrilecekleri anlamına gelir. Örneğin, çekirdek kalıp duvarından daha sıcaksa, parça kalıptan çıkarıldıktan sonra çekirdeğe doğru bükülecektir.
3. Hammadde Faktörleri
Akışkanlık bir sorundur. İnce duvarlı kalıplama için kolay akan bir plastik seçmek doğaldır. Ancak, kolay akan plastikler genellikle yeterince güçlü değildir ve çok fazla artık geriliminiz olmasa bile çarpılma olabilir. Kolay akan ancak çok fazla akmayan bir plastik seçmek istersiniz.
4. Operatör Faktörleri
Kötü alışkanlıklar. Operatörlerin çıkarılan parçaları yanlış yere koyması parçaların eğrilmesine neden olabilir. Operatörlere iyi şekillendirme alışkanlıklarına sahip olmanın ne kadar önemli olduğu ve tutarsız şekillendirme döngülerinin ne kadar kötü olduğu her zaman öğretilmelidir.
Operatörlerin yorulmamaları ve hata yapmamaları için vardiyalar arasında makul molalar vermeleri gerekir.
Robotları ve diğer otomasyonları kullanmak, tutarlı şekillendirme döngüleri elde etmenin bir yoludur.

5. Diğerleri
5.1 Plastikleştirme Aşamasının Ürünlerin Çarpılma Deformasyonu Üzerindeki Etkisi
Plastikleştirme aşaması, camsı haldeki peletlerin yapışkan bir akış haline dönüştüğü zamandır, bu da kalıbı doldurmak için ihtiyacınız olan şeydir. Bu gerçekleştiğinde plastik strese girebilir çünkü sıcaklık plastiğin ortasında dışarıdakinden farklıdır. Ayrıca, basınç ve plastiği kalıba ne kadar hızlı attığınız, moleküllerin plastiği eğriltecek şekilde sıralanmasına neden olabilir.
5.2 Dolum ve Soğutma Aşamalarının Ürünlerin Çarpılma Deformasyonu Üzerindeki Etkisi
ile plastik parçalar yaptığınızda enjeksiyon kalıplamakalıbı eritilmiş plastikle doldurmanız gerekir. Daha sonra plastik soğur ve kalıbın içinde katılaşır. Bu, enjeksiyon kalıplamanın çok önemli bir parçasıdır. Sıcaklık, basınç ve plastiğin ne kadar hızlı aktığı, parçaların ne kadar iyi olduğunu ve bunları ne kadar hızlı yapabileceğinizi etkiler. Basınç yüksek olduğunda ve plastik hızlı aktığında, plastik aktığı yönde gerilir. Ayrıca akış yönü olmayan yönde de gerilir. Buna "donma etkisi" denir. "Donma etkisi" plastik parçaların içinde gerilim oluşmasına neden olur. Sıcaklık da plastik parçaların bükülmesine neden olur.

(1) Parçanın üstü ve altı arasındaki sıcaklık farkı termal gerilime ve deformasyona neden olabilir.
(2) Parçanın farklı alanları arasındaki sıcaklık farkları, bu alanlar arasında eşit olmayan büzülmeye neden olacaktır.
(3) Farklı sıcaklık koşulları plastik parçaların büzülme oranını etkiler.
5.3 Kalıptan Çıkarma Aşamasının Ürünlerin Çarpılma Deformasyonu Üzerindeki Etkisi
Plastik parçalar kalıptan çıkarıldığında ve oda sıcaklığına kadar soğutulduğunda, çoğunlukla camsı bir haldedirler. Kalıptan çıkarma kuvveti düzensizse, çıkarma mekanizmasının hareketi dengesizse veya kalıptan çıkarma yüzey alanı uygun değilse, ürünün deformasyonuna neden olmak kolaydır. Buna ek olarak, doldurma ve soğutma aşamasında parçada donan stres, dış kısıtlamaların kaybı nedeniyle deformasyon şeklinde serbest kalacak ve çarpılma deformasyonuna neden olacaktır.
5.4 Enjeksiyon Kalıplı Ürünlerde Büzülmenin Çarpılma Deformasyonu Üzerindeki Etkisi
Enjeksiyon kalıplı ürünlerin eğrilmesinin ana nedeni, parçaların eşit olmayan bir şekilde büzülmesidir. Kalıp doldurulurken meydana gelen büzülmeyi hesaba katmazsanız, parçaların şekli istediğinizden çok farklı olacaktır ve onları kullanamayacağınız kadar çarpık olabilirler. Kalıp dolarken meydana gelen çarpılmanın yanı sıra, kalıbın üstü ve altı arasındaki sıcaklık farkları da parçaların üst ve alt kısımlarının farklı şekilde büzülmesine neden olacak ve bu da onları çarpıtacaktır.
Çarpılmayı analiz ederken, büzülmenin kendisiyle değil, büzülmedeki farkla ilgileniriz. Bu esnada enjeksiyon kalıplama süreciPolimer moleküllerinin akış yönü boyunca düzenlenmesi, akış yönünde dik yöne göre daha büyük bir büzülme oranıyla sonuçlanır ve enjeksiyonla kalıplanmış parçalarda çarpılma deformasyonuna yol açar. Üniform büzülme sadece plastik parçaların hacminde değişikliklere neden olurken, üniform olmayan büzülme çarpılma deformasyonuna neden olur. Kristal plastikler, kristal olmayan plastiklere kıyasla akış yönü ile dik yön arasındaki büzülme oranında çok daha büyük bir farka sahiptir ve anizotropik büzülmeleri ile birlikte daha yüksek büzülme oranları, kristal plastik parçalarda çarpılma deformasyonu için çok daha büyük bir eğilimle sonuçlanır.
5.5 Artık Termal Gerilmenin Ürünlerin Çarpılma Deformasyonu Üzerindeki Etkisi
Enjeksiyon kalıplama ile bir şeyler yaptığınızda, ısı işleri berbat edebilir. Parçalarınızın bükülmesine ve kötü görünmesine neden olabilir.
II. Enjeksiyon Kalıplı Ürünlerde Çarpılma Çözümleri
Yukarıdaki sorunları gidermek için, enjeksiyon kalıplı ürünlerin çarpılma deformasyonu sorununu çözmek için bu yöntemleri deneyebilirsiniz:
1. Enjeksiyon Sıcaklığını Ayarlama
Enjeksiyon sıcaklığını değiştirmek, enjeksiyonla kalıplanmış ürünlerin çarpılma sorununu çözmek için iyi bir yoldur. Enjeksiyon sıcaklığını değiştirerek, ısı tüm parçalara eşit olarak dağıtılabilir ve bu da enjeksiyonla kalıplanmış ürünlerin çarpılmasını azaltabilir.
2. Rasyonel Enjeksiyon Kalıp Yapısı Tasarımı
Enjeksiyon kalıplı ürünler tasarlarken, duvar kalınlığı ve yüzey gibi yapıların tasarımına dikkat etmemiz gerekir. Enjeksiyonla kalıplanmış bir ürün için iyi bir yapı, enjeksiyonla kalıplanmış ürünün çarpılma deformasyonunu azaltabilir.

3. Kalıbı Optimize Edin
Kalıp, enjeksiyon kalıplı ürünlerin doğruluğunu ve çarpılma deformasyonunu belirleyen temel faktörlerden biridir. Bu nedenle kalıbı optimize etmek gerekir. Kalıbın doğruluğunu sağlamak için uygun malzemeleri ve üretim süreçlerini seçin. Ayrıca kullanım sırasında kalıbın bakım ve onarımına da dikkat edilmelidir.
4. Enjeksiyon Kalıplama Ekipmanı Kullanın
Verimli enjeksiyon kalıplama ekipmanı kullanmak, enjeksiyonla kalıplanmış ürünlerin çarpılma deformasyonu sorununu etkili bir şekilde çözebilir. Verimli enjeksiyon kalıplama ekipmanı, enjeksiyon sıcaklığının homojenliğini artırabilir ve enjeksiyon sırasında deformasyon oluşumunu azaltabilir.

Ⅲ. Sonuç
Enjeksiyonla kalıplanmış ürünlerin çarpılma deformasyonunu etkileyen kalıbın yapısı, plastik malzemelerin termal ve fiziksel özellikleri ve enjeksiyonun koşulları ve parametreleri dahil olmak üzere birçok faktör vardır. enjeksiyon kalıplama süreci. Bu nedenle, enjeksiyon kalıplı ürünlerin çarpılma deformasyon mekanizması üzerine yapılan araştırma, tüm şekillendirme süreci ve malzeme özellikleri gibi çeşitli faktörleri kapsamlı bir şekilde dikkate almalıdır.







