 İçeriğe geç
İçeriğe geç 

Giriş
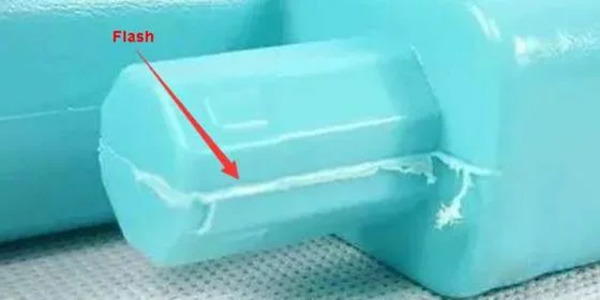
Parlama, enjeksiyon kalıplamada en yaygın kusurlardan biridir. Ayırma çizgisinde veya kalıbın iki farklı yüzeyinin buluştuğu ve bir sınır oluşturduğu diğer herhangi bir parçada ince bir plastik tabakasıdır. Bu alanlar genleşme ve diğer parametrelerde farklılıklar yaratacak ve bu da parlama olasılığının artmasına katkıda bulunabilecektir.

Enjeksiyon kalıplamada parlama ile başa çıkmak kolaydır, ancak daha fazla zaman alır ve süreci daha az verimli hale getirir. Ayrıca, ister elle ister makineyle yapın, parlamayı gidermek ürününüzün kalitesine zarar verebilir ve kalıbınıza zarar verebilir, bu da size daha fazla paraya ve başka kötü şeylere mal olur. Bu nedenle, kalıbınızda parlama kusurlarını minimumda tutmak çok önemlidir. enjeksiyon kalıplama projeler.
Plastik enjeksiyon kalıplama sorunlarını çözmek için önce bunları tanımlamanız ve ardından hedefe yönelik bir yaklaşım kullanarak etkili bir şekilde çözmeniz gerekir. Bu, en hızlı sonuçları sağlayacak ve enjeksiyon kalıplama sürecini optimize etmek ve tüm kusurları ortadan kaldırmak için sizi doğru yöne yönlendirmeye yardımcı olacaktır.

Enjeksiyon Kalıplamada Flaş Nedir?
Parlama, bir parçanın ayırma çizgisinde, sınırında veya kalıbın farklı şekil ve alanlarının birleştiği başka herhangi bir yerde fazladan plastik olduğunda meydana gelen bir kusurdur. Plastik kalıplamadaki parlama çoğu zaman ayırma çizgisinde görülür. Ancak başka yerlerde de olabilir. Nerede olursa olsun, neden ve sonuç aynıdır.
Kalıplanmış parçalarda parlama günümüz endüstrisinde yaygındır ve çoğu plastik enjeksiyon kalıplama üreticisi bunu önemli ölçüde azaltacak ancak tamamen ortadan kaldırmayacaktır. Bunun ana nedeni enjeksiyon kalıplamanın toplam maliyetidir. Flaşsız kalıplar çok pahalıdır, ancak çoğu işletme maliyet, kalite ve estetik arasında bir denge kurar.
Enjeksiyon Kalıplama Flaşının Ana Nedenleri
Enjeksiyon kalıplamada parlama çeşitli nedenlerle meydana gelebilir. Bazen sorunun birden fazla nedeni olabilir. Ayırma çizgisi uyumsuzluğu veya zayıf akış olabilir, ancak sonuç aynıdır - enjeksiyonla kalıplanmış parçalarda parlama kusurları.

Enjeksiyon kalıplama flaş sorunu hakkında dikkat edilmesi gereken bir husus, bunun tek bir örnek veya alt süreçle sınırlı olmadığıdır. Parlamanın birden fazla nedeni vardır ve enjeksiyon aşamasındaki sorunlardan fikstürlerdeki kusurlara veya viskozite, basınç veya hız gibi diğer nedenlere kadar çeşitli nedenlerle ortaya çıkabilir.
İşte plastik kalıplama parlamasının en yaygın nedenleri ve ne zaman meydana geldikleri.
Enjeksiyon Aşamasında Kalıp Parlaması
Ayrılma Çizgisi Uyuşmazlığı
Ayırma çizgisi uyumsuzluğunun en büyük nedenlerinden biri, kalıbı açık tutan toz ve döküntü gibi çevresel kirleticilerin varlığıdır. Sonuç olarak, fazla malzeme dışarı sızar ve flaş kusurlarına neden olur. Ayrıca kalıptaki kusurlar da bu soruna neden olabilir.

Bu kusurlar çoğunlukla kullanıma bağlı olarak zaman içinde yayılır. Eski, aşınmış aletler sızıntılara neden olabilir ve uyumsuz ayırma çizgileri nedeniyle parlamaya yol açabilir Mükemmel bir kalıbınız olsa ve kirletici olmadığından emin olsanız bile, uygun olmayan sıkıştırma basıncı veya gerçekten karmaşık şekillerle uğraştığınızda parlama yine de olabilir. Boşluklar ve diğer karmaşık özellikler kalıp üzerindeki genel basıncı artırır ve belirli alanlarda sızıntılara ve kusurlara neden olur.
Uygun Olmayan Havalandırma
Enjeksiyon kalıplama karmaşık bir süreçtir. Sıcaklığa, basınca, hava ceplerine ve diğer şeylere dikkat etmeniz gerekir. Örneğin, sıkışmış hava kabarcıkları herhangi bir enjeksiyon kalıplama tasarımında büyük bir sorundur. Parçanın mukavemetini bozarlar.

Ayrıca, enjeksiyon kalıplı parçaların iyi kalıplama için belirli bir sıcaklık aralığı vardır. Tüm bunların doğru çalışmasını sağlayan şey havalandırma delikleridir. Bunlardan herhangi birinde bir sorun çıkarsa, sadece parlama değil, pek çok sorunla karşılaşabilirsiniz.
Paketleme veya Bekletme Sırasında Kalıp Parlaması
Düşük Sıkıştırma Basıncı
Parlama hem paketleme hem de bekletme aşamalarında meydana gelebilir. Paketleme aşaması, soğutma sırasında malzeme büzülmesini açıklar. Bununla başa çıkmanın en iyi yolu, tutma aşaması soğuyana kadar tüm sistemi basınç dengesinde tutarken ekstra malzeme eklemektir.

Her iki durumda da sıkıştırma basıncının doğru olması gerekir. Sıkıştırma kuvveti yanlışsa, ayırma hattını bozabilir ve gelen sıvının dışarı akmasına ve parlamaya neden olabilir.
Yolluk Burcu Sorunları
Yolluk burçları, kalıbın erimiş plastiği boşluğa aktaran parçasıdır. Zamanla, enjeksiyon basıncının kuvvetini korumak için desteklerini kaybedebilir ve işlevlerini bozabilirler. Bu durumda, enjeksiyonla kalıplanmış parçalarınızda en yaygın olanı parlama olan kusurlar oluşacaktır.
Süreç Sırasında Enjeksiyon Kalıbında Parlama
Süreç aşamasının yanı sıra, aşağıdakilere neden olabilecek faktörler de vardır enjeksiyon kalıplama Proses ve akış özelliklerine bağlı olarak parlama. Proses özellikleri nedeniyle plastik parçanızda ne kadar parlama olacağı aşağıdaki proses özelliklerine bağlıdır.
Viskozite
Viskozite, herhangi bir sıvı akışının özelliğidir ve enjeksiyon kalıplama sürecinin merkezinde yer alır. Düşük viskozite, erimiş sıvının kalıp şeklinden kolayca akacağı ve flaş şeklinde deformasyon üreteceği anlamına gelir. Tipik olarak bu viskozite sıcaklık, malzeme özellikleri, basınç ve hızın bir fonksiyonudur.
Namlu ve Nozul Sıcaklığı
Plastiğinizi kalınlaştıran ve parçalarınızda parlamaya neden olan tek şey basınç değildir. Namlu ve nozülünüzün sıcaklığı da bu konuda büyük bir etkiye sahiptir. Plastiğinizi ısıttığınızda incelir ve sızıntı yapma olasılığı artar. Bu yüzden enjeksiyon kalıplama makinenizi daha sıcak çalıştırdığınızda daha fazla parlama elde edersiniz.
Aşırı doldurma
Herhangi bir enjeksiyon kalıplama düzeneği boyut ve geometriye bağlı olarak sınırlamalara sahip olacaktır. Erimiş plastik aşırı doldurulursa, enjeksiyon basıncı doğal olarak sıkıştırma basıncını aşacak ve bir sızıntıya neden olacaktır. Bu da parlama ve diğer hataların oluşma olasılığını artırır. Bununla birlikte, besleme ayarlarını yaparken dikkatli olmalısınız çünkü soğutma plastiği küçültecektir ve enjeksiyon kalıplamada eksik vuruş nedeniyle tamamlanmamış bir parça istemezsiniz.

Yüksek Basınç
Basınç, parlama olasılığını artırabilecek en yaygın proses özelliklerinden biridir. Temel fizik, yüksek basıncın kapalı bir ortamda daha yüksek sıcaklıklara ve akış özelliklerine yol açtığını göstermektedir. Artan basınç ve bunun sonucunda viskozitede meydana gelen artış, parlama da dahil olmak üzere çok sayıda arızaya yol açabilir.
Aşırı Paketleme
Tasarım karmaşıktır ve kalıp karmaşık yollara sahiptir. Bu, enjeksiyon kalıplı parçalarda parlamaya neden olabilir. Dar bir alanda, az miktarda erimiş sıvı katılaşabilir ve akışı engelleyebilir. Bu da kalıpta basınç oluşturur. Parlamadan daha fazlasına sahip olacaksınız. Çarpılma, eşit olmayan yoğunluk ve diğer ilgili sorunlarınız olacaktır.

Enjeksiyon Kalıplı Ürünlerde Parlama Nedenleri
Malzeme Sıcaklığı Çok Yüksek
Yüksek sıcaklıktaki eriyik düşük eriyik viskozitesine, iyi akışkanlığa sahiptir ve flaş üretmek için kalıptaki en küçük boşluklara akabilir. Bu nedenle, flaş ortaya çıktıktan sonra, enjeksiyon döngüsünü kısaltmak için namlu, nozul ve kalıbın sıcaklığını uygun şekilde düşürmek gerekir.
Poliamid gibi düşük viskoziteli eriyikler için, parlama kusurunu sadece kalıplama koşullarını değiştirerek çözmek zordur. Malzeme sıcaklığı uygun şekilde düşürülürken, kalıp hassas bir şekilde işlenmeli ve kalıp boşluğunu azaltmak için mümkün olduğunca onarılmalıdır.

Yetersiz Sıkıştırma Kuvveti
Enjeksiyon basıncı sıkıştırma kuvvetinden büyükse, kalıp ayırma yüzeyi iyi oturmaz ve bu da parlamaya eğilimlidir. Bu bağlamda, takviye basıncının aşırı olup olmadığı ve plastik parçanın öngörülen alanı ile kalıplama basıncının çarpımının ekipmanın sıkıştırma kuvvetini aşıp aşmadığı kontrol edilmelidir.
Kalıplama basıncı, normal şartlar altında 40mpa olarak hesaplanan kalıp içindeki ortalama basınçtır. Kutu şeklinde plastik parçalar üretirken, polietilen, polipropilen, polistiren ve ABS'nin kalıplama basıncı değeri yaklaşık 30mpa'dır; Derin şekilli plastik parçalar yaptığınızda, kalıplama basıncı yaklaşık 36MPa'dır; 10 cm3'ten daha az hacme sahip küçük plastik parçalar yaptığınızda, kalıplama basıncı yaklaşık 60MPa'dır.

Sıkıştırma kuvvetinin plastik parçanın öngörülen alanı ile kalıplama basıncının çarpımından daha az olduğunu hesaplarsanız, bu, sıkıştırma kuvvetinin yeterli olmadığı veya enjeksiyon konumlandırma basıncının çok yüksek olduğu anlamına gelir. enjeksiyon basıncını azaltabilir veya enjeksiyon kapısının kesit alanını azaltabilirsiniz. Ayrıca tutma basıncı süresini kısaltabilir, enjeksiyon strokunu kısaltabilir veya boşluk sayısını azaltabilir ve büyük bir sıkıştırma kuvveti enjeksiyon kalıplama makinesi kullanabilirsiniz.
Küf Kusurları
Kalıp boşluğu dağılımı dengeli değilse veya paralellik yeterli değilse, dengesiz kuvvete, yerel parlamaya ve yerel memnuniyetsizliğe neden olacaktır. Yolluk, parçanın bütünlüğünü etkilemeden mümkün olduğunca kütle simetri merkezine yerleştirilmelidir. Kalıp hataları parlamanın ana nedenidir.

Daha fazla parlama olduğunda, kalıp dikkatlice kontrol edilmelidir. Hareketli kalıbı sabit kalıpla hizalamak için ayırma yüzeyi tekrar kontrol edilmeli ve ayırma yüzeyinin sıkıca oturup oturmadığı ve boşluk ve maçanın kayan parçalarının aşınma boşluğunun tolerans dışında olup olmadığı kontrol edilmelidir. ayırma yüzeyinde herhangi bir yapışma veya yabancı cisim olup olmadığını kontrol edin.
Şablonların paralel olup olmadığı, herhangi bir bükülme deformasyonu olup olmadığı, şablon açma mesafesinin kalıp kalınlığına göre doğru konuma ayarlanıp ayarlanmadığı, kılavuz pimin yüzeyinin hasar görüp görmediği, çekme çubuğunun eşit olmayan şekilde deforme olup olmadığı ve egzoz yuvasının çok büyük veya çok derin olup olmadığı. Yukarıdaki adım adım incelemenin sonuçlarına göre, hatalar mekanik işlemlerle ortadan kaldırılabilir.

Proses Koşullarının Uygunsuz Kontrolü
Enjeksiyon hızı çok hızlı, enjeksiyon süresi çok uzun, enjeksiyon basıncı kalıp boşluğunda eşit olmayan bir şekilde dağılmış, dolum hızı eşit değil ve besleme miktarı çok fazla ise ve yağlayıcı aşırı kullanılmışsa, parlamaya neden olacaktır. Çalışma sırasında özel duruma göre uygun önlemleri almalısınız.
Parlama hatasını ortadan kaldırmak için kalıp hatasını ortadan kaldırmakla başlamanız gerektiğini belirtmek gerekir. Parlama nedeniyle kalıplama koşulları veya hammadde formülü değiştirilirse, genellikle diğer yönler üzerinde olumsuz bir etkisi olur ve başka kalıplama hatalarına neden olması kolaydır.
Hammaddeler
Plastik viskozitesi çok yüksek veya çok düşük olduğunda parlama meydana gelebilir. Naylon, polietilen ve polipropilen gibi düşük viskoziteli plastikler için sıkıştırma kuvvetini artırın; güçlü su emilimi veya su hassasiyeti olan plastikler yüksek sıcaklıklarda akış viskozitesini büyük ölçüde azaltarak parlama olasılığını artıracaktır ve bu plastikler iyice kurutulmalıdır.
Çok fazla geri dönüştürülmüş malzeme içeren plastikler de daha düşük viskoziteye sahip olacaktır ve gerekirse tutma bileşenleri takviye edilmelidir. Plastik viskozitesi çok yüksekse, akış direnci artacak ve boşluk basıncını artırmak için büyük bir geri basınç oluşacak, bu da yetersiz sıkıştırma kuvveti ve parlama ile sonuçlanacaktır. Plastik hammaddenin partikül boyutu eşit olmadığında, eklenen malzeme miktarı değişecek ve parça tam olmayabilir veya parlayabilir.
Enjeksiyon Kalıplama Flaşı için Çözümler
Hiç şüphe yok ki flaş büyük bir sorundur. Her türlü işlevsel ve estetik soruna neden olabilir. Ancak enjeksiyon kalıplama parlamasından kurtulabilirsiniz.
İşte kalıplanmış parçalarınızda parlamayı kontrol etmenin en iyi 6 yolu.
Üretilebilirlik için Tasarım
Enjeksiyon kalıplı parçalarınızda parlama olmadığından emin olmanın en iyi yolu üretilebilirlik için tasarım yapmaktır. Bu, yapmak istediğiniz şeyi yapmanın en basit, en etkili yoluna sahip olduğunuzdan emin olmak anlamına gelir, en karmaşık olanı değil.

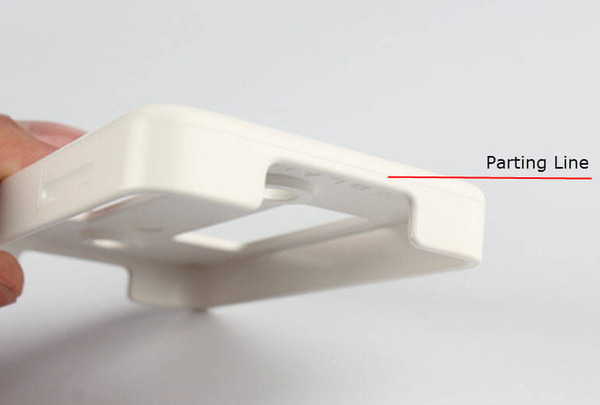
Bunu enjeksiyon kalıplama süreci açısından anlamak için ayırma çizgisini düşünün. Bu alandaki uzmanlar ayırma çizgisini yüzeye değil kenara koymayı söylüyorlar. Bunun hem estetik hem de işlevsel faydaları vardır. Kenardaki ayırma çizgisini görmezsiniz. Ve tasarım, dikiş herhangi bir ayırma çizgisi uyumsuzluğunu dengeleyeceği için parlama olasılığını azaltacaktır.
Günümüzde DFM analizini kullanmak, herhangi bir endüstriyel enjeksiyon kalıplama projesi için olmazsa olmazdır. Sonuçları simüle edebilen ve size akış özelliklerini gösterebilen ve enjeksiyon kalıplamada çarpılma, parlama ve ısı akısı gibi yaygın sorunları öngörebilen özel yazılım araçları vardır. Örneğin, Zetar Mold'da parça tasarım dosyalarınızı çevrimiçi bir üretim platformuna yükleyebilir ve ardından parçanın DFM analizini ücretsiz olarak alabilirsiniz. Tüm bilgiler ve yüklemeler güvenli ve gizlidir.
Enjeksiyon Hızını Yavaşlatın
Enjeksiyon kalıplamada parlamayı azaltmanın bir başka harika yolu da proses değişkenlerini kontrol etmektir. Enjeksiyon hızı, parlamaya neden olabilecek viskozite, basınç ve sıcaklık üzerinde doğrudan bir etkiye sahiptir. Çoğu proses değişkeni enjeksiyon hızıyla ilişkili olduğundan, çoğu uzmanın parlama ile uğraşırken yaptığı ilk şey genellikle budur.

Flaşsız Kalıp Belirleme
Enjeksiyon kalıplı parçalarda parlamadan kurtulmanın en iyi yolu parlamayan bir kalıp kullanmaktır. En iyi yol budur ama pahalıdır. Birçok işletme ve uygulama için pratik değildir. Estetiğin, işlevselliğin ve diğer her şeyin önemli olduğu hassas bir uygulamanız varsa ve maliyet bir sorun değilse, hatasız parçalar elde ettiğinizden emin olmanın yolu budur.
Doğru Küf Temizliği
Ayırma çizgisi uyumsuzluğunun ana nedenlerinden biri kalıpta toz, döküntü ve diğer pisliklerin birikmesidir. Buna ek olarak, dar boşluklardaki partiküller aşırı tutmaya neden olarak parçanın genel kusurlarını daha da bozabilir. Kalıbın temiz ve bakımlı tutulması, bu sorunların olasılığını en aza indirmeye ve en iyi sonuçları elde etmeye yardımcı olur.
Uygun Kalıp Bakımı ve Süreç İyileştirme
Son olarak, tutarlı ve güvenilir sonuçlar elde etmek için kalıbın bakımını yapmak ve süreci optimize etmek önemlidir. Bazen sıkıştırma kuvveti ve basınç kalıba zarar verebilir ve deformasyona neden olabilir, bu da parçada çeşitli kusurlara yol açabilir.

Enjeksiyon Basıncını Düşürün
Enjeksiyon basıncı yüksektir. Uygun şekilde düşürülmelidir ve ayar aralığı 60mpa-100mpa'dır.
Varil sıcaklığını düşürmenin de kullanımı vardır. Parametreleri ayarlamak için kalıp sıcaklığını düşürmek ve erimiş plastik reçine malzemesinin akışkanlığını azaltmak için enjeksiyon hızını azaltmak.
Ancak bunun üründe artık iç gerilime neden olacağı unutulmamalıdır. İşlem açısından, enjeksiyon basıncı düşürülebilir, ısıtma varili sıcaklığı azaltılabilir ve enjeksiyon hızı düşürülebilir.

Flaşın meydana geldiği kalıp yüzeyi taşlanabilir ve kalıp sert çelik malzemeler kullanılarak çözülebilir. Malzemelerdeki farklılık nedeniyle, iyi akışkanlığa sahip malzemeler parlamaya eğilimlidir, bu nedenle kalıp ayırma yüzeyi sıkı olmalıdır. Kristalin malzemeler eritildiğinde çok düşük viskoziteye sahip olmalıdır ve kalıp ayırma yüzeyinin sıkı olması gerekir.
Sonuç
Flaş içeri enjeksiyon kalıplama hayatın bir gerçeğidir ve bunu azaltmanın en iyi yolu sürecinizi sürekli olarak optimize etmek ve işaretlere dikkat etmektir. Parlama yapmayan kalıplar satın alabilirsiniz, ancak bunlar daha pahalıdır. Bunun yerine, tasarımınızı geliştirerek, kalıplarınızın bakımını yaparak ve en iyi sonuçları almak için enjeksiyon kalıplama süreçlerinizi optimize ederek en yaygın nedenleri ele almak daha pratiktir.







