 İçeriğe geç
İçeriğe geç 

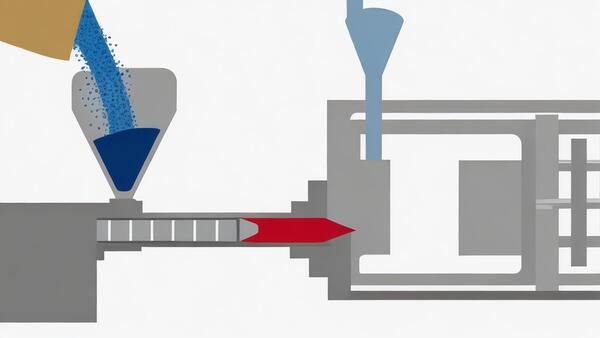
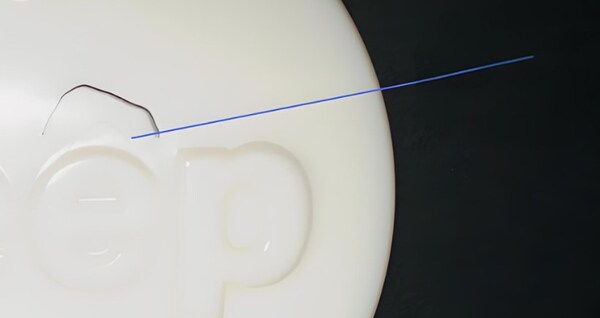
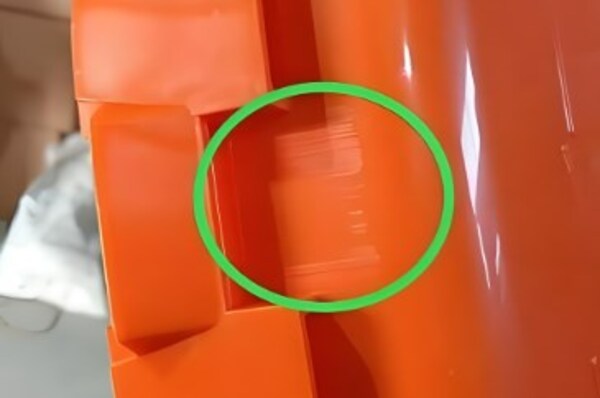
Önsöz: Enjeksiyon kalıplama, güzel prototipler ve plastik parçalar yapmak için harika bir yoldur. Ancak sürecinizi kontrol etmek için iyi bir sisteminiz yoksa, akış izleri gibi kusurlara sahip kalıplanmış parçalar elde edebilirsiniz Akış izleri, enjeksiyon kalıplı ürünlerin yaygın bir görünüm kusurudur. Esas olarak ürünün tutkal girişinin yakınında bulunurlar ve dalga benzeri bir şekilde kalıbın derinliğine yayılırlar.
Akma izleri üretimde kurtulması zor bir kusurdur. Bu nedenle, neden meydana geldiklerini ve hangi proses koşullarının onları daha da kötüleştirdiğini bilirseniz, kalıbınızı doğru çalıştırmaya çalışırken onlardan daha hızlı ve daha kolay kurtulabilirsiniz. Bu da daha fazla parçayı daha hızlı üretmenize yardımcı olacaktır. akışkanın farklı konumlardaki farklı hızları ve yönleri akış çizgilerine neden olur.

Akış İşaretlerinin Nedenlerinin Analizi
Kalıp Sıcaklığı Çok Düşük
Kalıp sıcaklığı çok düşüktür, bu da malzeme sıcaklığının çok hızlı düşmesine neden olur ve enjeksiyon basıncı ve tutma basıncı, yoğunlaşmış deriyi kalıp yüzeyine sıkıca bastırmak için yeterli olmaz ve eriyiğin akış yönünde akış izleri bırakır.

Üretim Süreci Sorunları
Enjeksiyon kalıplı PC ürünlerinin üretim süreci, ürünün görünümü ve performansı üzerinde büyük bir etkiye sahiptir. Enjeksiyon sıcaklığı çok yüksek veya çok düşükse, enjeksiyon hızı çok hızlı veya çok yavaşsa ve tutma basıncı doğru değilse, ürün üzerinde akış izleri görünecektir.
Malzeme Seçimi Sorunları
Enjeksiyon kalıplı PC ürünlerinin malzeme seçimi de performansı ve görünümü üzerinde büyük bir etkiye sahiptir. Malzemeler eşleşmezse, zayıf malzeme akışı, nem kontrolü doğru değilse ve çok fazla katkı maddesi varsa, ürün üzerinde akış izleri görünecektir.

İşleme Süreci Sorunları
İşleme sırasında kalıp sıcaklığı, enjeksiyon süresi, bekletme süresi vb. ürünün görünümünü ve performansını etkileyecektir. Kalıp sıcaklığı çok düşük veya çok yüksekse, enjeksiyon süresi çok uzun veya çok kısaysa ve bekletme süresi uygun değilse, ürün üzerinde akış izleri görünecektir.
Zayıf Eriyik Akışı
Eriyik akışı zayıf olduğunda, plastik parçanın yüzeyinde, kapının hemen etrafında bu halka şeklindeki akış izlerini elde edersiniz. Eriyik soğuk ve kalın olduğunda ve iyi akmadığında, geçit ve yollukta dalgalı, yarı katı bir halde boşluğa enjekte edilir.
Kalıp boşluğunun yüzeyi boyunca akar ve gelen bir sonraki eriyik çekimi tarafından sıkıştırılır, geri çekilir ve sıkışır ve plastik parçanın yüzeyinde, kapının hemen etrafında bu halka şeklindeki akış izlerini oluşturan şey budur.
Bu sorunu çözmek için kalıp ve nozul sıcaklığını artırabilir, enjeksiyon hızını ve dolum hızını artırabilir, enjeksiyon basıncını ve tutma basıncını artırabilir ve tutma süresini artırabilirsiniz. Ayrıca kapının yerel sıcaklığını artırmak için kapıda bir ısıtıcı da ayarlayabilirsiniz. Ayrıca kapı ve yolluk kesit alanını uygun şekilde artırabilirsiniz.
Kapı ve yolluk kesiti mümkünse yuvarlak olmalıdır, çünkü kalıbı doldurmanın en iyi yolu budur. Ancak kapının plastik parçanın zayıf bir bölümünde olması gerekiyorsa, o zaman kare bir kesit kullanmalısınız.
Ayrıca, kapının altına ve yolluk ucuna daha büyük bir soğuk sümüklü böcek kuyusu koymalısınız. Malzemenin sıcaklığı, eriyiğin ne kadar iyi aktığı üzerinde büyük bir etkiye sahiptir. Soğuk sümüklü böcek kuyusunun boyutuna dikkat etmelisiniz. Soğuk sümüklü böcek kuyusunu eriyiğin sonuna, eriyiğin kapıdan aktığı yöne koymalısınız.
Yıllık halka şeklindeki dalga akış izlerinin ana nedeni reçinenin düşük performansı ise, koşullar elveriyorsa düşük viskoziteli bir reçine seçebilirsiniz.

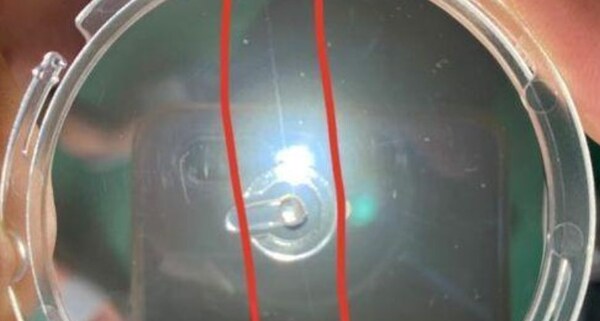
Eriyik Yollukta Düzgün Akmıyor
Eriyik, yolluk içinde düzgün bir şekilde akmaz ve plastik parçanın yüzeyinde spiral dalga akış izlerine neden olur. Eriyik, yolluktaki dar bir kesitten daha büyük bir kesite sahip bir boşluğa aktığında veya kalıp yolluğu dar ve yüzey çok zayıf olduğunda, akışın türbülans oluşturması kolaydır ve bu da plastik parçanın yüzeyinde spiral dalga akış izlerine neden olur.
Bu durumda, enjeksiyon hızını yavaşlatabilir veya enjeksiyon hızını yavaş, hızlı ve yavaş olacak şekilde kontrol edebilirsiniz. Kalıbın kapısı kalın bir duvar parçasına veya doğrudan duvar tarafına yerleştirilmelidir. Kapı şekli kulp tipi, fan tipi veya diyafram tipi olmalıdır. Akış malzemesinin akış direncini azaltmak için yolluk ve kapının kesit alanı da uygun şekilde artırılabilir.
Ayrıca, kalıbı daha yüksek bir sıcaklıkta tutmak için kalıp içindeki soğutma suyu akışını kontrol etmelisiniz. Proses çalışma sıcaklığı aralığında kovan ve nozul sıcaklıklarını artırırsanız, eriyiğin akış performansını iyileştirmeye yardımcı olacaktır.
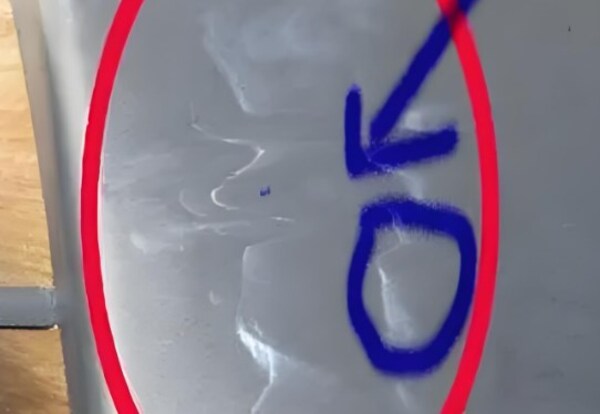
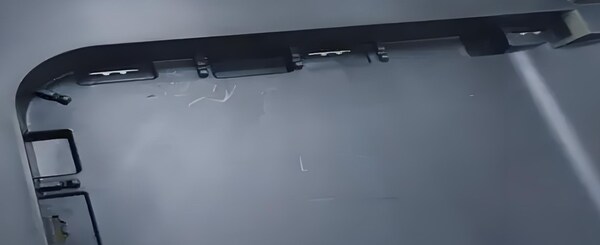
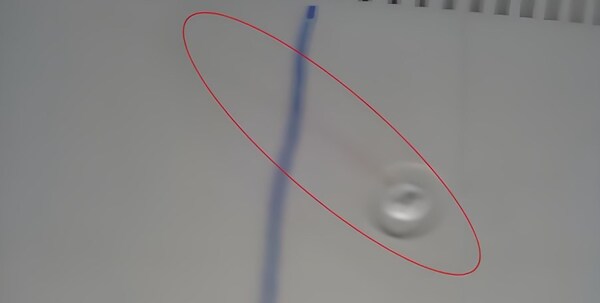
Uçucu Gazlar Bulut Benzeri Dalga Akışı İzlerine Neden Oluyor
ABS veya diğer kopolimer reçine hammaddelerini kullandığınızda, işleme sıcaklığı yüksekse, reçine ve yağlayıcı uçucu gazlar üretecek ve bu da plastik parçaların yüzeyinde bulut benzeri dalga akış izlerine neden olacaktır.

Bunun için kalıp ve kovan sıcaklığını uygun şekilde düşürmeli, kalıbın egzoz koşullarını iyileştirmeli, malzeme sıcaklığını ve dolum oranını düşürmeli, kapı bölümünü uygun şekilde genişletmeli ve yağlayıcının türünü veya miktarını değiştirmelisiniz.
Akış İşaretlerine Çözüm
Plastik
Malzeme Miktarını Azaltın
Çok fazla malzeme de iz sorununa neden olabilir. İz çok fazla malzemeden kaynaklanıyorsa, enjeksiyon kalıplama makinesi beslemesini azaltabilirsiniz, ancak çok fazla azaltmamaya ve ürünün kalitesini etkilememeye dikkat edin.

Plastik Akışkanlığını İyileştirin
Boşluğu kolayca akan bir plastikle doldurmanız gerekir. Erimiş plastik iyi akmazsa, eriyik yavaşlar ve yavaşladıkça soğur. Enjeksiyon basıncı ve tutma basıncı, yoğunlaşmış deriyi kalıp yüzeyine doğru itmek için yeterli değildir.
Böylece akış yönünde büzülme izleri elde edersiniz. Malzeme tedarikçileri tasarımınıza göre size tavsiyelerde bulunabilir: parlama yapmayan en akışkan plastiği kullanın.
Uzun ve ince bir plastik parça yapmak istiyorsanız, iyi akan bir plastiğe ihtiyacınız vardır. İyi akan bir plastiğiniz yoksa, daha iyi akmasını sağlamak için biraz bir şey ekleyebilirsiniz. Genellikle bu malzemeden 1%'den daha az eklersiniz. Eğer gerçekten uzun ve ince bir parçanız varsa, daha fazla eklemeniz gerekebilir.
Kalıplama Yağlayıcılarının Yanlış Kullanımı
Tipik olarak, yağlayıcı içeriği 1%'den azdır. Akış uzunluğu duvar kalınlığına kıyasla nispeten uzun olduğunda, yoğuşma tabakasının ürün oluşana kadar kalıp yüzeyine yapışmasını ve akış izlerinin oluşmamasını sağlamak için yağlayıcı içeriği artırılmalıdır. Yağlayıcı içeriğinin artırılması malzeme tedarikçisi tarafından onaylanmalıdır.
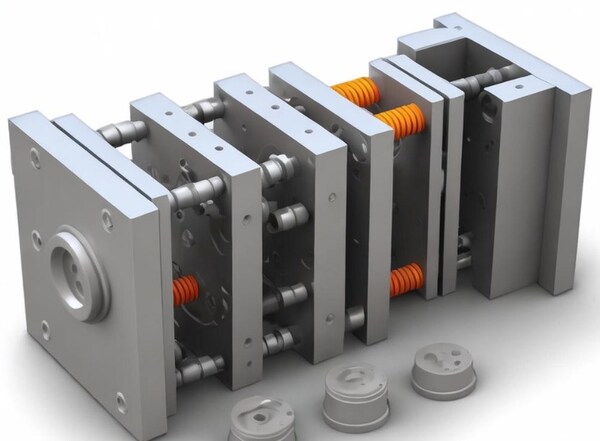
Küf
Kalıp Sıcaklığının Artırılması
Kalıp sıcaklığı çok düşükse, malzeme sıcaklığı çok hızlı düşecek ve enjeksiyon basıncı ve tutma basıncı, yoğunlaşmış yüzeyi kalıp yüzeyine sıkıca bastırmak için yeterli olmayacak ve akış yönünde eriyikte büzülme izleri bırakacaktır.
Kalıp sıcaklığını yükseltin, malzeme sıcaklığını yüksek tutun ve enjeksiyon basıncı ve tutma basıncı, ürün oluşana ve akış izleri üretilmeyene kadar yoğuşma tabakasını kalıp yüzeyine sıkıca bastıracaktır.
Kalıp sıcaklığını malzeme üreticisinin tavsiye ettiği değere göre ayarlayın. Her ayar 6℃ artırılabilir veya azaltılabilir. 10 atıştan sonra, kalıplama kararlıysa, sonuçlara göre daha fazla ayarlama yapıp yapmayacağınıza karar verin.
Koşucuyu Geliştirin
Yolluk, yolluklar veya kapak çok küçük. Yolluk, yolluklar veya kapı çok küçüktür ve akış direnci artar. Enjeksiyon basıncı yeterli değilse, eriyik cephesi gittikçe daha yavaş hareket edecek ve plastik gittikçe soğuyacaktır. Enjeksiyon basıncı ve tutma basıncı, yoğunlaşmış deriyi kalıp yüzeyine sıkıca bastırmak için yeterli değildir, bu nedenle eriyik akış yönünde büzülme izleri kalır.
Egzozu İyileştirin
Egzoz yeterli değilse veya egzoz iyi değilse, eriyiğin dolmasını etkileyecektir. Eriyik dalga cephesi, yoğunlaşmış cildi kalıp yüzeyine sıkıca bastıramaz ve eriyiğin akış yönünde büzülme izleri bırakır. Gazın boşluğa girmesini önlemek için her yolluk sonunda egzozu düşünün. Boşluğun egzozu göz ardı edilmemelidir ve en iyisi tam daire egzoz kullanmaktır.
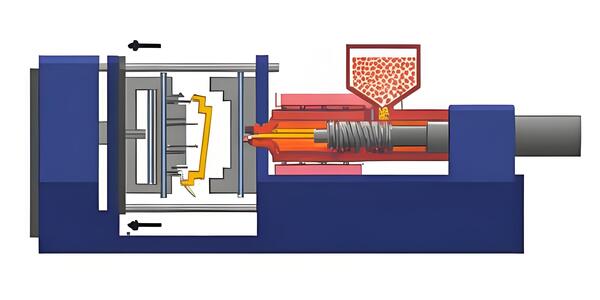
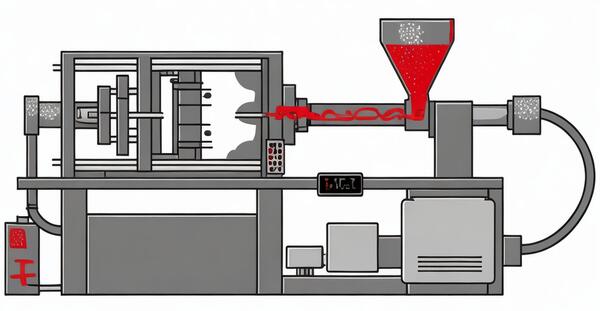
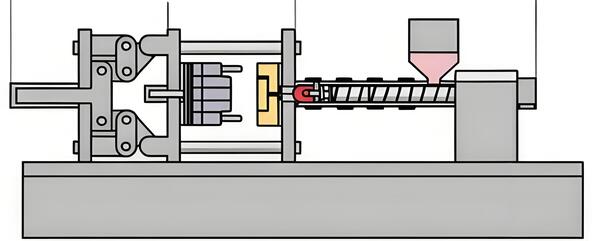
Enjeksiyon Kalıplama Makinesi
Enjeksiyon Hızını Ayarlama
Enjeksiyon hızı çok hızlıysa, eriyik kalıp yüzeyinin akışı sırasında havayı çıkaramayacak ve bu da akış izlerine neden olacaktır. Enjeksiyon hızı, akış izi sorununu hafifletmek için özel duruma göre enjeksiyon hızını uygun şekilde artıracak şekilde ayarlanmalıdır.
Enjeksiyon Basıncını Ayarlama
Akma izlerinin bir diğer nedeni de makine enjeksiyon basıncının yeterli olmamasıdır. Bu nedenle, plastiğin kalıba daha iyi akmasını sağlamak ve akış izlerini azaltmak için enjeksiyon basıncını artırmanız gerekir.
Enjeksiyon Basıncını ve Tutma Basıncını Artırın
Enjeksiyon basıncı ve tutma basıncı yeterli değilse, yoğunlaşmış deri kalıp yüzeyine sıkıca bastırılmayacak ve eriyiğin akış yönünde büzülme izleri görünecektir. Enjeksiyon basıncını ve tutma basıncını artırın, böylece yoğunlaştırılmış tabaka ürün son haline gelene kadar kalıp yüzeyine sıkıca bastırılabilir ve akış izleri görünmez.
İkamet Süresini İyileştirin
Plastik kovan içinde çok kısa süre kalır ve eriyik sıcaklığı düşüktür. Boşluk zar zor doldurulsa bile, plastik tutma basıncı sırasında sıkıştırılamaz ve eriyiğin akış yönünde büzülme izleri bırakır. Atış malzemesinin varil malzemesine oranı 1/1,5 ile 1/4 arasında olmalıdır.
Çevrim Süresini Uzatın
Çevrim süresi çok kısa olduğunda, plastik malzeme tüpünde zamanında ısınmaz ve eriyik sıcaklığı düşük olur. Boşluk zar zor doldurulsa bile, plastik tutma basıncı sırasında sıkıştırılamaz ve eriyiğin akış yönünde büzülme izleri bırakır.
Çevrim süresi, plastik tamamen eriyene ve eriyik sıcaklığı akış yönünde büzülme izlerini önleyecek kadar yüksek olana kadar uzatılmalıdır.
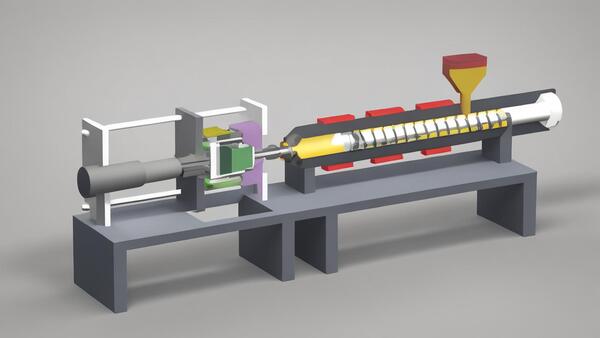
Namlu Sıcaklık Ayarını Artırın
Varil sıcaklığı çok düşük olduğunda, eriyik sıcaklığı düşüktür ve enjeksiyon basıncı ve tutma basıncı, yoğunlaşmış yüzeyi kalıp yüzeyine sıkıca bastırmak için yeterli değildir ve eriyiğin akış yönünde büzülme izleri bırakır.
Isıyı, enjeksiyon basıncını ve tutma basıncını artırarak parça oturana ve herhangi bir akış izi görmeyene kadar deriyi kalıp yüzeyine doğru sıkıştırın. Malzeme sıcaklık ayarını malzeme tedarikçisinden alabilirsiniz.
Namlu dört bölgeye ayrılmıştır: arka, orta, ön ve nozul. Malzeme sıcaklığı ayarı arkadan öne doğru kademeli olarak artırılmalı ve her bölge 6°C artırılmalıdır. Gerekirse, bazen nozul bölgesinin ve/veya ön bölgenin malzeme sıcaklığı ayar değeri merkez bölgeninki ile aynı olabilir.

Nozul Sıcaklık Ayarını Artırın
Plastik, ısıtma bandı tarafından salınan ısıyı ve kovandaki vida dönüşünün neden olduğu plastik moleküllerinin göreceli hareketinin ürettiği sürtünme ısısını emer ve sıcaklık kademeli olarak yükselir.
Namludaki son ısıtma bölgesi nozuldur. Eriyik burada ideal malzeme sıcaklığına ulaşmalıdır, ancak en iyi durumda kalması için orta derecede ısıtılmalıdır.
Nozul sıcaklığı yeterince yüksek ayarlanmazsa, nozul ve kalıp birbirine değecek ve çok fazla ısı alacak, malzeme sıcaklığı düşecek ve enjeksiyon basıncı ve tutma basıncı, yoğunlaşmış deriyi kalıp yüzeyine sıkıca bastırmak için yeterli olmayacak ve eriyiğin akış yönünde büzülme izleri bırakacaktır. Nozul sıcaklığını arttırın.
Tipik olarak, nozul bölgesi sıcaklığı ön bölge sıcaklığından 6 santigrat derece daha yüksek ayarlanır.
Sonuç
Üretim sırasında enjeksiyon kalıplı ürünlerin en yaygın görünüm kusurlarından biri, özellikle ürünün kapısına yakın yerlerde oluşan akış izleridir. Akma izlerinin oluşmasının ana nedenleri düşük kalıp sıcaklığı, yanlış enjeksiyon kalıplama işlemi parametreleri, yanlış malzeme seçimi ve zayıf eriyik akışkanlığıdır.

Akış işareti sorununu etkili bir şekilde önlemek ve ayarlamak için üreticiler bir dizi önlem alabilir. İlk olarak, erimiş malzemenin eşit şekilde akmasını ve doldurma işlemi sırasında kalıbı doldurmasını sağlamak için kalıp sıcaklığını ve nozül sıcaklığını ayarlayın.
İkinci olarak, plastiğin doldurulmasını ve sıkıştırılmasını sağlamak için enjeksiyon hızını ve basınç kontrolünü optimize edin.
Ayrıca, bekletme süresi ve akış kanalı tasarımı gibi işleme sürecindeki çeşitli parametrelerin makul bir şekilde seçilmesi ve kontrol edilmesi de ürünün yüzey kalitesini önemli ölçüde artırabilir. Bu ayarlamalar yapılarak, akış izi sorunu etkili bir şekilde azaltılabilir veya hatta ortadan kaldırılabilir ve enjeksiyon kalıplı ürünlerin üretim verimliliği ve kalitesi iyileştirilebilir.







