 İçeriğe geç
İçeriğe geç 

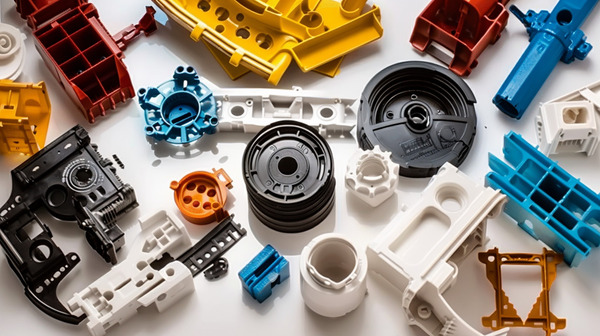
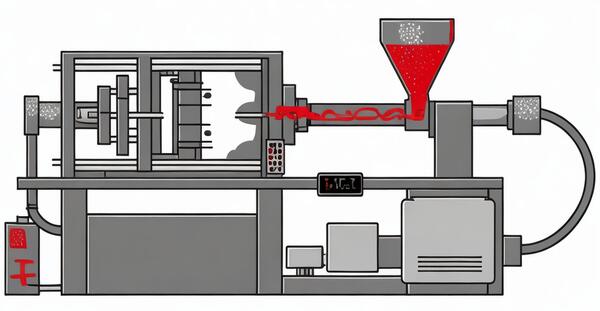
Giriş: Enjeksiyon kalıplama, sonunda bir araya getirilmesi gereken birden fazla parçaya sahip plastik ürünler yapmanın en yaygın yoludur. Parçaları bir araya getirmek, doğru oturduklarından ve bir arada kaldıklarından emin olmak anlamına gelir.
İşte burada toleranslar devreye girer. Parçalar arasında ne kadar boşluk olması gerektiğini söylemezseniz veya parçaların doğru boyutta olduğundan emin olmazsanız, parçalar birbirine tam olarak uymayacaktır.
Enjeksiyon kalıplama Toleranslar baş belası olabilir çünkü kalıplar pahalıdır. Bu yüzden onları nasıl kontrol edeceğinizi bilmeniz gerekir.
Bu makalede, toleransları nelerin etkilediğini ve üretim için tasarım (DFM), malzeme seçimi, takım tasarımı ve proses kontrolü kullanarak bunların nasıl kontrol edileceğini açıklayacağım.
Enjeksiyon Kalıplı Parçalar İçin Toleranslar Neden Önemlidir?
Herhangi bir hızlı prototipleme sürecindeki varyasyon miktarı doğruluğuna bağlıdır ve enjeksiyon kalıplama oldukça doğru olmasına rağmen, yine de biraz varyasyon vardır.

Bu varyasyon, parçaları bir araya getirdikten hemen sonra çalışması için izin verilen sapma aralığını belirlemeyi önemli hale getirir.
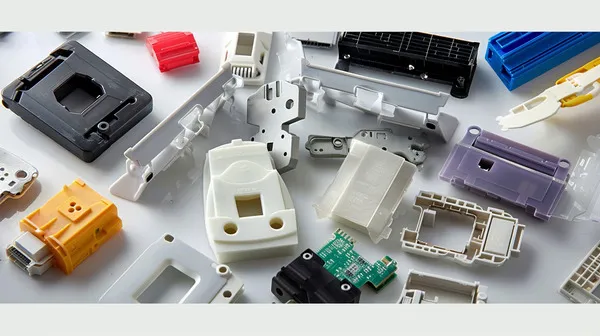
Birden fazla enjeksiyon kalıplı parçaya sahip bir ürünü bir araya getirirken, plastik kalıplamanın toleranslarına dikkat etmeniz gerekir.

Diyelim ki iki plastik kalıp parçasını cıvata kullanarak birbirine bağlamak istiyorsunuz. Her iki parçada da bir delik açmanız gerekir.
Deliğin yeri ve boyutunda bir hata yaparsanız, bir araya getirirken sorun yaşayacak ve işlevselliğini kaybedeceksiniz. Dolayısıyla, her iki parçanın da doğru çalışması için konumsal toleranslara ihtiyacı vardır.
Basitçe söylemek gerekirse, enjeksiyon kalıplama toleranslarını kontrol etmek ve optimize etmek en kötüsünü varsaymak gibidir. Ürününüzün en iyi şekilde çalışmasını sağlayacak kabul edilebilir sapma aralığını bulmaktır.
Enjeksiyon Kalıplama Toleranslarını Etkileyen Faktörler Nelerdir?
Parça Tasarımı
Çarpıklığı, aşırı büzülmeyi ve parça hizasızlığını sınırlandırmanın en önemli yollarından biri, parçalarınızı tasarlarken DFM ilkelerini kullanmaktır.
Bu en iyi şekilde, tasarım aşamasında maliyetli yeniden tasarımları önlemek için tasarım sürecinin başlarında enjeksiyon kalıplama servisinizle birlikte çalışarak gerçekleştirilir.
Duvar Kalınlığı ; Değişken et kalınlığına sahip parçalar eşit olmayan büzülme yaşayabilir. Kalın alanlardan kaçınılamadığında, eşit duvar kalınlığını korumak için karot kullanılmalıdır. Düzensiz et kalınlığı, toleransları ve uyumu etkileyebilecek parça distorsiyonuna neden olabilir.
Daha kalın duvarlar daha fazla mukavemet için her zaman en iyi seçim değildir; mümkün olduğunda, parça mukavemetini artırmak için nervür ve köşebent kullanmak en iyisidir.
Çekim Açısı ; Parçanın aletten kolay çıktığından emin olmak için taslak açıları çok önemlidir.
Doğru değilse, parça çıkarken sıkışabilir, sıyrılabilir ve bitmiş ürünü çarpıtabilir. Çekim açıları, parça tasarımına ve yüzey kalitesine bağlı olarak 0,5° ila 3° arasında olabilir.
lBoss özellikleri ; Patronlar genellikle birden fazla plastik parçayı monte ederken bağlantı elemanlarını yerleştirmek için kullanılır. Patronlar çok kalınsa, parça üzerinde girintiler bırakabilirler.
Yan duvarlara nervürlerle bağlanmamışlarsa, önemli ölçüde deforme olabilirler. Bu da bu parçaların montajını neredeyse imkansız hale getirecektir.
Malzeme Seçimi
Bir dizi farklı reçineden enjeksiyon kalıplı plastikler yapabilirsiniz. Seçtikleriniz ne yaptığınıza bağlıdır.
Her reçine farklı miktarda küçülür. Kalıbı tasarlarken bu büzülmeyi hesaba katmanız gerekir. Kalıbı genellikle malzemenin küçülme yüzdesi kadar büyütürsünüz.
Birden fazla türde malzemeyle bir şey yapıyorsanız, farklı çekme oranlarına göre tasarım yapmanız gerekir.

Toleransları doğru tasarlamazsanız, birbirine uymayan parçalar elde edebilirsiniz. Bu, enjeksiyon kalıplamada büyük bir hatadır ve çok paraya mal olur.
Enjeksiyon kalıplama toleransları esas olarak malzeme büzülmesi ve parça geometrisi tarafından belirlenir.
Aleti tasarlamadan ve üretmeden önce malzeme seçimini tamamlamanız gerekir. Alet tasarımı büyük ölçüde seçtiğiniz malzemeye bağlıdır.

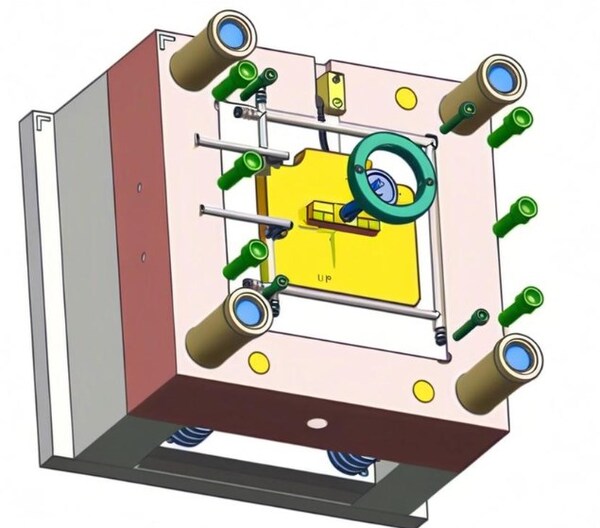
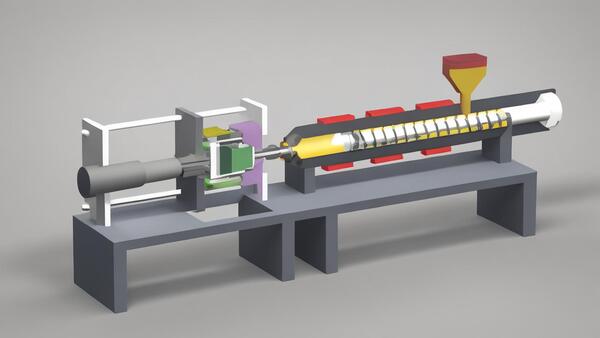
Araç Tasarımı
Malzemeyi seçtiğinizde, genellikle malzemenin küçülmesine izin vermek için aleti büyütürsünüz. Ancak büzülme her yönde aynı değildir. Örneğin, daha kalın parçalar daha ince parçalara göre farklı oranlarda soğur.
Dolayısıyla, ince ve kalın duvarların karışımından oluşan karmaşık bir parçanız varsa, farklı soğutma hızlarına sahip olursunuz.
Bu durum parçanın eğilmesine veya batmasına neden olabilir, bu da enjeksiyon kalıplamanın toleranslarını ve uyumunu bozabilir. Bu konuda yardımcı olmak için, takım üreticileri kalıp özelliklerini tasarlarken bunları düşünürler.
Aleti soğutun; Parçanın eşit şekilde küçüldüğünden emin olmak için aletin soğutulması önemlidir. Alet doğru şekilde soğumazsa, parça eşit olmayan bir şekilde küçülecek ve doğru boyutta olmayacaktır. Parçanın doğru boyutta olmasına yardımcı olmak için alete su hatları koyabilirsiniz.
Enjeksiyon kalıplamada takım toleransı büyük önem taşır çünkü bir takım tolerans dışındaysa, o takımdan çıkan her parçada büzülmeden kaynaklanan herhangi bir hataya bu hata da eklenecektir.
CNC işlemede, takım toleransları tipik olarak sıkı bir şekilde kontrol edilir ve izlenir, bu nedenle tolerans dışı bir takım nadiren bir parçanın tolerans dışı olmasının nedenidir.
Ayrıca, bu takımlar tipik olarak "çelik güvenlidir". Bu, bir takım yapıldığında kritik boyutların veya özelliklerin ek frezeleme yoluyla ayarlanabileceği anlamına gelir.
Belirli parçaların bitmiş boyutları tolerans dahilinde değilse, ek malzeme takımın işleme yoluyla ince ayar yapılmasına olanak tanır.
Örneğin, bir parça üzerindeki dar toleranslı bir delik özelliği, toleransın daha geniş tarafında olacak şekilde tasarlanmış bir çekirdek pimi olan bir takıma sahip olabilir. Deliğin ayarlanması gerekiyorsa, deliği daha ince hale getirmek için daha ince işlenecektir.
İtici pim konumu; İtici pim, kalıp açılırken onu kalıptan dışarı iter; döngü süresini en aza indirmek için bunun mümkün olduğunca çabuk gerçekleşmesi gerekir.
Ejektör pimi idealden daha az bir konuma yerleştirilirse parçaya zarar verebilir. Bazı malzemeler takımdan çıktıklarında tamamen rijit değildir ve düzensiz fırlatma ciddi çarpılmalara ve boyutsal tutarsızlıklara neden olabilir.
Kapı yeri; Kapı, reçinenin aletin içine girdiği yerdir. Eğer yanlış yere koyarsanız, kötü görünecektir.
Ayrıca, kalıbı eşit şekilde doldurmazsanız, parça eğrilecek ve eşit olmayan şekilde küçülecektir. Karmaşık parçaların eşit şekilde doldurulması ve bu sorunlardan kaçınılması için genellikle birden fazla kapı gerekir.
Süreç Kontrolü
Bir parçanın enjeksiyon kalıplama toleransını optimize etmek için tüm ön tasarım çalışmalarını ve malzeme değerlendirmelerini yapsanız bile, ilk numuneler teslim edildiğinde parçanın tolerans dışında olması hala mümkündür.
Yukarıdaki tüm yöntemleri uyguladıktan sonra, tolerans uyumluluğunu iyileştirmek için bir sonraki adım süreci ayarlamaktır.
Sıcaklık, basınç ve bekletme süresini kontrol etmek, parça kalitesini iyileştirmenin en yaygın yollarından bazılarıdır.
İdeal koşulları belirledikten sonra kalıp, parçalar arasında çok az boyutsal farklılıkla tutarlı parçalar oluşturabilir.
Çok sayıda özelliğe sahip bir parçanız olduğunda, alete basınç ve sıcaklık sensörleri koymak iyi bir fikirdir, böylece parçayı yaparken bunları ölçebilirsiniz.
Bu şekilde süreci kontrol edebilir ve toleransları tutturduğunuzdan emin olabilirsiniz. Basıncı ve sıcaklığı her zaman aletin içinde tutabilirseniz, toleransları tutturma şansınız çok daha yüksek olacaktır.
Karmaşık, çok özellikli parçalarınız olduğunda, gerçek zamanlı geri bildirim ve proses kontrolü için üretim süreci sırasında bu parametreleri ölçmek üzere alete basınç ve sıcaklık sensörleri yerleştirmek yararlı olabilir.
Basıncı ve sıcaklığı her zaman aletin içinde tutmak, tutarlı toleranslara sahip olduğunuzdan emin olmanıza çok yardımcı olur.
Enjeksiyon Kalıplama Toleransları Nasıl Optimize Edilir?
Optimize etmek için enjeksiyon kalıplama toleransları, üretim için tasarım, doğru enjeksiyon kalıplama malzemelerini kullanma, enjeksiyon kalıp tasarımını ayarlama ve süreç kontrolünü kullanarak ürün tasarımlarını optimize edebilirsiniz.
Bu bölümde, gerçekçi plastik enjeksiyon kalıplama toleransları elde edebilmeniz için her bir kategori ele alınacaktır.
Tasarım Aşamasında
Üreticiler enjeksiyon kalıplama kullandıklarında, işleme sırasında enjeksiyon kalıplı parçaların toleranslarını etkileyen çarpılma, aşırı parça büzülmesi, parça yanlış hizalanması vb. gibi sorunlarla karşılaşırlar.
Bununla mücadele etmek için tasarımcılar her bir ürün tasarımının Üretim için Tasarım (DFM) yöntemini takip ettiğinden emin olurlar çünkü bu tür sorunların ortaya çıkmasını sınırlandırabilir.
İyi bir DfM elde etmek için, tasarım sürecinin başlarında kapsamlı enjeksiyon kalıplama deneyimine sahip (Rapid Direct gibi) iyi bir hızlı prototipleme hizmeti almanız gerekir.
İşte parça tasarımı söz konusu olduğunda düşünmeniz gereken dört şey.
Genel Boyut
Yaptığınız şey ne kadar büyükse, toleranslar konusunda o kadar fazla endişelenmeniz gerekir. Plastik enjeksiyon kalıplamada büyük bir şey yaptığınızda, eğrilebilir veya büzülebilir. Bu yüzden boyut hakkında düşünmeniz gerekir.
Duvar Kalınlığı
Büzülme, soğutma aşaması sırasında plastik bir parçanın büzülmesidir. Büzülme, enjeksiyon kalıplama işleminde ayrılmaz bir süreçtir ve duvar kalınlığı, sıcaklık vb. faktörler tarafından kontrol edilir.
Eğilme, batma, çatlama ve bozulma gibi kozmetik kusurları azaltmak istiyorsanız, sabit bir büzülme oranına sahip olmanız gerekir.

Ve sabit bir büzülme oranına sahip olmak için tek tip duvar kalınlığına sahip olmanız gerekir. Eşit duvar kalınlığını nasıl elde edebileceğinizi aşağıda bulabilirsiniz:
Keskin iç köşeleri, uzun desteksiz açıklıkları veya kötü tasarlanmış çıkıntıları olan parçalar tasarlamayın. Duvarları güçlendirmeniz gerekiyorsa nervür kullanın.
İç köşelere radyüs koyarsanız, eğrilmeyi azaltmaya yardımcı olabilir. Doğru malzemeyi kullanın ve duvar kalınlığını göz önünde bulundurun. Kalın duvarlar kullanmayın çünkü bunlar soğumayı yavaşlatır, bu da büzülmeyi artırır ve çarpılmaya neden olabilir.

Taslak Açıları
Taslak açıları enjeksiyon kalıplama tasarımında büyük önem taşır çünkü parçanın kalıptan çıkarılmasını kolaylaştırırlar. Parçanın kolay çıkarılması daha az sürtünme, daha az aşınma ve güzel bir yüzey anlamına gelir.

Enjeksiyon kalıplama yaparken çekim açılarını düşünmezseniz, büzülme olur ve parçalar çıkarmaya çalıştığınızda sıkışır (naylon gibi plastik malzemeler 0'da hala harika çalışır).
Çekim açıları derece/inç/mm cinsinden ölçülür, ancak bunları ürün tasarımınıza dahil etmek için standart enjeksiyon kalıplama tolerans kuralları yoktur.
Ancak takip edebileceğiniz bazı temel kurallarımız var. Çoğu parça için 10 ila 20'lik bir çekim açısı iyidir. 1 inç derinlik için 10 ekleyin. Hafif dokular için 30 ve ağır dokular için >50 kullanın ve tüm dikey yüzeylerde 0,50 kullanın.

Patronlar
Patronlar ürün tasarımının büyük bir parçasıdır ve parçaları bir araya getirdiğinizde onları bir arada tutmak için kullanılır.
Patronları tasarlarken düşünmeniz gereken bazı önemli şeyler vardır. Bunlardan biri, patronun duvarlarının çok kalın olmamasıdır. Eğer tasarımınıza kalın bir patron koyarsanız, işte olacaklar:
Patronları karotlamadığınızda boşluklar ve batma izleri oluşur. Bu da döngü sürenizi uzatacaktır. Ayrıca sabitleme sırasında plastik çatlaması da olur.
Ek olarak, göbekleri göbeklemelisiniz (yani, onları en yakın yan duvara bağlamalısınız). Bunu yapmak parça üzerinde ek yük dağılımı sağlayacak ve parça soğukluğunu ve malzeme akışını iyileştirecektir.
Sıkı Enjeksiyon Toleransları için Doğru Malzemeyi Seçme
Enjeksiyon kalıplama toleransları söz konusu olduğunda malzeme seçimi büyük önem taşır çünkü malzeme eşit şekilde küçülür (yani, enjeksiyon kalıplama malzemeleri yoğunluk değişiklikleri nedeniyle soğutma aşamasında küçülür).
Büzülme, duvar kalınlığı, sıcaklık, parça ve malzeme türü gibi faktörlere bağlıdır. Malzeme seçimi söz konusu olduğunda, seçim yapmanıza yardımcı olması için aşağıdaki faktörleri kullanın:
Plastik bileşimi: ABS, daha az yoğun olduğu için polietilenden daha az küçülür.

Molekül ağırlığı: Yüksek molekül ağırlıklı reçineler yüksek viskoziteye ve yüksek basınç düşüşüne sahiptir, bu da büzülmeyi artırır.
Katkı maddeleri: Düşük termal genleşmeli dolgu maddelerinin eklenmesi büzülmeyi azaltacaktır.
Farklı reçineler farklı oranlarda büzülür. Dolayısıyla, malzeme seçerken ve enjeksiyon kalıbınızı tasarlarken bunu aklınızda bulundurmanız gerekir.
Bu, enjeksiyon kalıplı parçalarınızın toleransını bozan kozmetik kusurları azaltmanıza yardımcı olacaktır. Eğilme, batma, çatlama ve bozulma gibi şeyler.

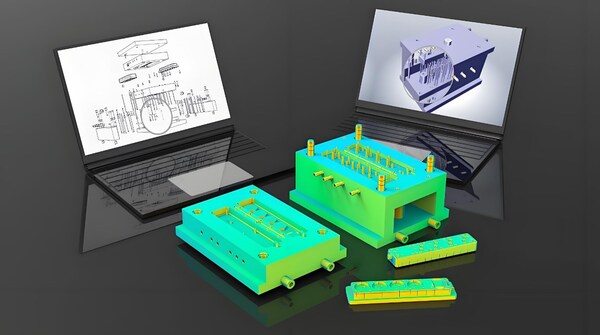
Kalıp Aletlerini Aklınızda Tutun
Doğru malzemeyi seçerken, kalıp tasarımcıları malzeme büzülmesini hesaba katmak için kalıp boyutunu artırmanızı söyleyecektir. Eşit olmayan kalınlık nedeniyle farklı malzemeler farklı oranlarda büzülür. Bunu en aza indirmek için kalıbı tasarlarken aşağıdakileri aklınızda bulundurun.
Alet Soğutma
Enjeksiyon kalıplamada soğutma önemli bir konudur. İyi bir parça ile kötü bir parça arasındaki farkı yaratan şey budur. Sıcak plastiğin enjekte edildikten sonra soğutulması işlemidir.
Soğutmanın eşit olması gerekir, çünkü aksi takdirde büzülme, çökme izleri, fırlatma sorunları, çarpılma ve parçanın görünümünü, toleransını ve işlevini etkileyecek her türlü başka sorunla karşılaşırsınız.

Eşit soğutma elde etmek için kalıbın içine doğru yerlere soğutma hatları koymanız gerekir. Ayrıca enjeksiyon basıncı, reçine viskozitesi ve dolum süresi gibi şeylere de dikkat etmeniz gerekir.
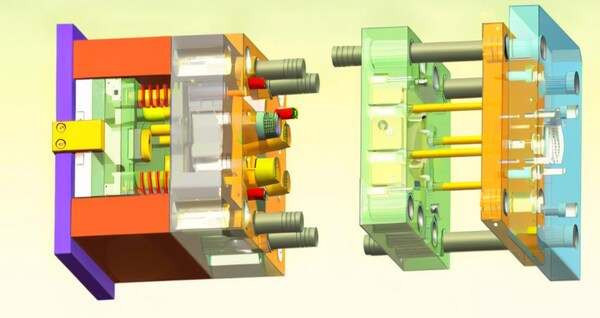
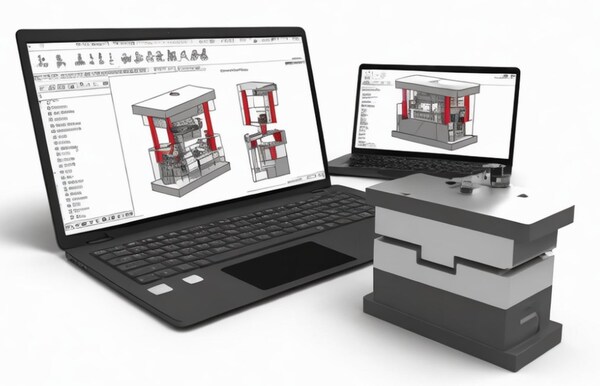
Takım Toleransları
Enjeksiyon kalıpları genellikle CNC işleme kullanılarak yapılır. Bu, sıkı toleranslara izin verir, bu da kalıbın ısındıkça ve soğudukça doğru kalacağı anlamına gelir.
Toleranslar, parçanın doğruluğunu kaybetmeden doğru şekilde soğumasını sağlayacaktır. Ancak kalıbı yaparken toleransları kontrol etmezseniz, bükülme, büzülme, batma gibi büyük kusurlar elde edebilirsiniz.
İtici Pim Konumu
İtici pim, bir enjeksiyon kalıbında nihai ürünü kalıptan dışarı iten bir özelliktir. Pim, ürünü dışarı itmek için belirli bir kuvvetin uygulandığı farklı şekillerde (tercihen düz) gelir.
Bu nedenle, yanlış konumda olduğunda, bitmiş ürün üzerinde istenmeyen girintilere neden olabilir. Ayrıca, sert olmayan veya düzensiz soğuyan malzemelerde, ejektör pimi bitmemiş ürünü çatlatabilir, bu da çok sayıda kozmetik kusur ve fiziksel bozulmaya neden olabilir.

Kapı Pozisyonu
Kapı, plastiğin kalıba girdiği yerdir. Kapıyı parçanın en kalın olduğu yere yerleştirin. Bu, parçanın batmamasına veya delik olmamasına yardımcı olacaktır. Ayrıca plastiğin daha iyi akmasına da yardımcı olacaktır.
Geçidi parçanın en kalın olduğu yere yerleştirin, böylece parça tüm yolu doldurur. Geçidi pim ve çekirdek gibi şeylerin yanına koymayın.

Kapının yolluk veya parçanın görünüşünü bozmasına izin vermeyin. Kapı doğru yerde olmalıdır. Geçit yanlış yerdeyse, parça doğru şekilde dolmayacaktır. Bu da parçanın eğrilmesine, büzülmesine ve kötü görünmesine neden olacaktır.
Tekrarlanabilir Süreç Kontrolü Gerçekleştirin
Üretim sürecinde, üretilen parçayı etkileyebilecek pek çok şey vardır ve süreç kontrolü, parçanın olması gerektiği gibi çıkması için tüm bu şeylerin doğru şekilde ayarlandığından emin olmanın bir yoludur.
Kalıp takımına yerleştirilen basınç ve sıcaklık sensörleri genellikle iyi bir proses kontrolü elde etmenin büyük bir parçasıdır, çünkü size gerçek zamanlı olarak bu şeylerde neler olup bittiğini söylerler, böylece kötü bir şey olursa hızlı bir şekilde değişiklik yapabilirsiniz.

Bunları kontrol altına aldığınızda ve her seferinde aynı şekilde yapabildiğinizde, kalıp aracı doğru boyutta ve fazla değişmeyen parçalar yapabilecektir.
Plastik reçineler genellikle daha yüksek bir termal genleşme katsayısına sahiptir, bu da sıcaklık değiştiğinde boyut değiştirme olasılıklarının daha yüksek olduğu anlamına gelir.
Bu nedenle, daha dar toleranslara sahip parçaların aynı boyutta kaldıklarından ve doğru çalıştıklarından emin olmak için genellikle aynı sıcaklıkta ölçülmeleri gerekir.

Ulaşılabilir Enjeksiyon Kalıplama Toleransları Nelerdir?
Gerçek standardı elde etmek için enjeksiyon kalıplama toleransları, plastik kalıp tasarımına bazı uygulanabilir plastik enjeksiyon kalıplama toleransları koyabilirsiniz. İşte plastik enjeksiyon kalıplamada kullanılan başlıca plastikler için yaygın olanlar:
Boyutsal Toleranslar +/- mm
Doğruluk gerçek bir sorun olabilir. Bu yüzden tasarımcılar ölçüm aralığını göstermek için (+/-) sembolünü kullanırlar. Boyut büyüdükçe her malzemenin farklı bir tolerans aralığı vardır. Yukarıdaki tabloda enjeksiyon kalıplama için kullanılan başlıca plastiklerin boyutsal toleransları gösterilmektedir.
Doğruluk/Düzlük Toleransları
Bükülme, plastiğin akış yönünde ve akış boyunca farklı şekilde büzülmesi nedeniyle meydana gelir. Bu, parçanın farklı kısımlarının farklı şekilde büzülen farklı duvar kalınlıklarına sahip olması nedeniyle meydana gelebilir.

Kalıp tasarımını değiştirerek, kapıyı daha iyi bir yere koyarak ve süreci daha iyi kontrol ederek çarpıklığı en aza indirebilirsiniz. Ancak plastik tarafında gerçekçi bir toleransa sahip olmanız gerekebilir, çünkü çözgüden kurtulmak zordur 100%.
Açıklık Toleransları +/- mm
Delik ne kadar büyükse, o kadar fazla endişelenmeniz gerekir. Yukarıdaki resim, farklı boyutlardaki delikler için ne kadar endişelenmeniz gerektiğini göstermektedir.
Kör Delik Derinlik Toleransları +/- mm
Kör delikler, iş parçasının içinden tamamen geçmeyen bir kesici uç göbeği kullanılarak iş parçasında açılan deliklerdir.

Kör delikler bir uçtan sabitlenir ve tutulur, bu da güçlü eriyik akış kuvvetleri altında deforme olmalarını daha olası hale getirir. Yukarıdaki tabloda kullanabileceğiniz farklı toleranslar gösterilmektedir.
Konsantriklik/Ovalite Toleransı +/- mm
Bu, et kalınlığının (dış ve iç çaplar arasındaki fark) hesaplanmasıyla ilgilidir. Yukarıdaki resim, bu toleransı elde etmek için farklı toleransları ve maliyet farklarını göstermektedir.
Sonuç
Enjeksiyon kalıplama sürecinde her zaman bir miktar varyasyon vardır, bu nedenle parçaları bir araya getirdiğinizde çalışması için izin verilebilir bir sapma aralığına sahip olmanız gerekir.
Bu nedenle, birden fazla enjeksiyon kalıplı parçaya sahip ürünleri monte ederken enjeksiyon kalıplama toleransları çok önemlidir.
Enjeksiyon kalıplama toleranslarını kontrol ve optimize ettiğinizde, ürününüzün en iyi şekilde çalışmasına yardımcı olacak izin verilen sapma aralığını belirleyebilirsiniz.
Bunu yapmanın en yaygın yolları çoğunlukla DfM, malzeme seçimi ve proses kontrolü ile ilgilidir ve bu enjeksiyon kalıplama tolerans kılavuzları, projeniz için gerçekten yararlı olacak en yaygın yolları basitleştirmenize yardımcı olabilir. Herhangi bir enjeksiyon kalıplama projeniz varsa, lütfen Zetar Kalıp ile iletişime geçmekten çekinmeyin.
Özetle, optimize etmek enjeksiyon kalıplama toleransları, ürününüzü verimli ve uygun maliyetli bir şekilde üretebilmeniz için önemlidir.
Bunu, hangi toleranslara ihtiyacınız olduğunu belirleyerek, doğru malzemeleri ve süreçleri seçerek ve kalıp tasarımınızı ve parametrelerinizi ayarlayarak yaparsınız.







