 İçeriğe geç
İçeriğe geç 

Giriş: Kalıplama işlemi sırasında, özellikle enjeksiyon işleminde ısıtma, enjeksiyon ve soğutma ekipman kontrol sürecinde birçok değişken vardır. Örneğin: varil sıcaklığı, hidrolik sistem akış hızı, hidrolik basınç, hidrolik yağ sıcaklığı, sıkıştırma kuvveti, ortam sıcaklığı, nem, ekipman aşınması vb.
Üretim sürecinde, enjeksiyon kalıplama makinesinin işlem parametreleri değişmedi, ancak üretilen plastik ürünlerin kalitesi değişecek. Peki, üretilen plastik ürünlerin kalitesinin değişmeyeceğinden nasıl emin olabiliriz? Bu makale temel olarak bu soruya cevap vermekte ve enjeksiyon kalıplama süreçlerini optimize etme tekniklerini özetlemektedir.
Enjeksiyon Kalıplama Süreci Nedir?
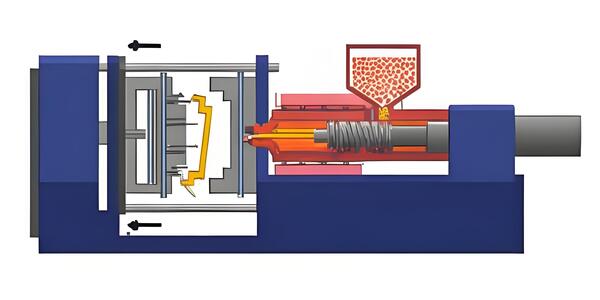
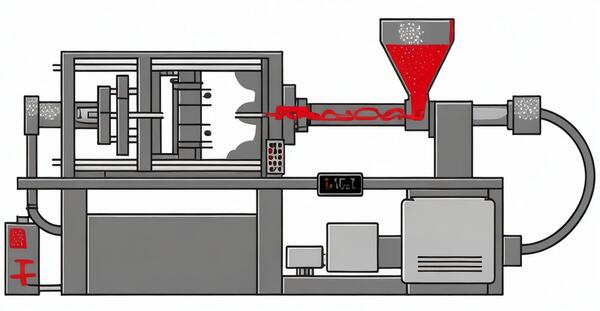
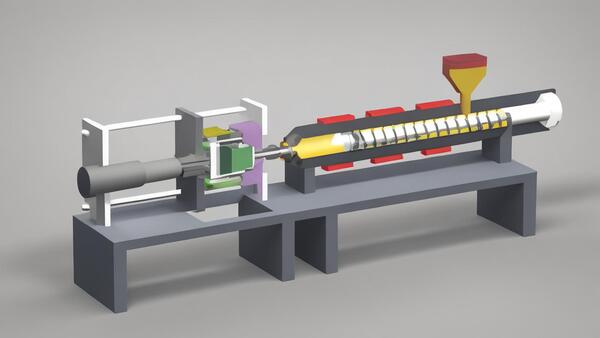
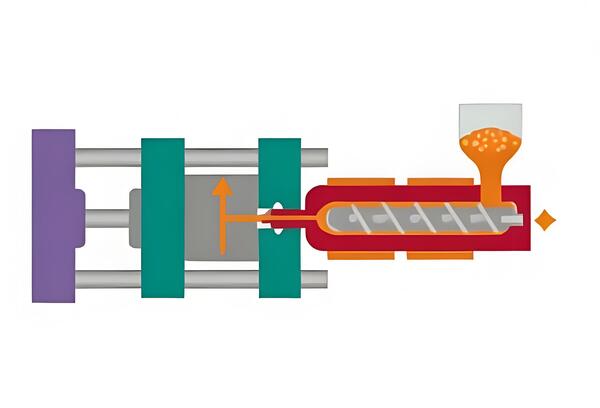
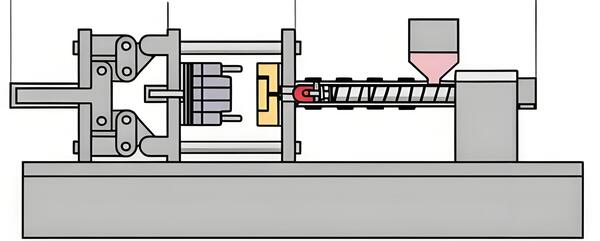
Enjeksiyon kalıplama, erimiş hammaddeleri basınçlandırarak, enjekte ederek, soğutarak ve ayırarak belirli bir şekle sahip yarı mamul parçalar yapma işlemidir ve yaygın olarak kullanılan bir üretim sürecidir.
Enjeksiyon kalıplama parametrelerinin optimizasyonu
Her zaman optimize etmekten bahsediyoruz enjeksiyon kalıplama süreci, ama bu ne anlama geliyor? En iyi optimizasyonu elde etmek için hangi parametreleri iyileştirmemiz gerekiyor? İşte tutarlı, yüksek kaliteli plastik parçalar üretmek için enjeksiyon kalıplamada ayarlanması gereken 10 temel parametre.
Enjeksiyon Hızı
Plastiği enjekte etme hızınız ürünün nasıl dolduğunu ve soğuduğunu etkiler. Çok hızlı enjekte ederseniz, ürünün yüzeyi yanar, eğrilir ve başka kalite sorunları ortaya çıkar. Çok yavaş enjekte ederseniz, ürün tam olarak dolmayacaktır. Dolayısıyla, ürünün boyutuna, malzemesine ve diğer özelliklerine göre doğru enjeksiyon hızını seçmeniz gerekir.
Atış Basıncı
Atış basıncı, enjeksiyon kalıplama makinesi tarafından enjeksiyon işlemi sırasında erimiş plastiğe uygulanan enjeksiyon basıncıdır. Atış basıncı çok yüksekse, ürün deforme olacaktır. Atış basıncı çok düşükse, ürün yüzeyi pürüzlü olacaktır. Bu nedenle, ürünün kalitesini sağlamak için atış basıncını optimize etmek ve uygun bir atış basıncı aralığı bulmak gerekir.
Kalıp Sıcaklığı
Kalıbın sıcaklığı ürünün ne kadar hızlı soğuduğunu ve ne kadar küçüldüğünü etkiler. Sıcaklık çok yüksekse, ürün çok fazla küçülecektir. Sıcaklık çok düşükse, ürünün yüzeyinde kusurlar olacaktır. Bu nedenle, malzemenin erime noktası ve ürünün boyutu gibi şeylere dayanarak kalıp için doğru sıcaklığı bulmanız gerekir.

Sıcaklık Kontrolü
Plastik veya erime sıcaklığı: Plastiği homojen bir şekilde eritmek için plastik sıcaklığını doğru bir şekilde kontrol etmek önemlidir. Farklı malzemelerin farklı sıcaklık gereksinimleri vardır ve doğru sıcaklık aralığını korumak, eksik erime veya termal bozulma gibi sorunları önleyebilir.
Kalıp Sıcaklığı: Kalıp sıcaklığının kontrol edilmesi parçanın kristalliğini, büzülmesini ve döngü süresini etkiler. Kalıbın önerilen sıcaklıkta tutulması, reçinenin doğru mekanik özelliklere sahip olmasını sağlamaya yardımcı olur.

Soğutma Süresi
Soğutma süresi, malzeme enjekte edildikten ve doldurulduktan sonra parçanın kalıpta ne kadar süre kalacağıdır. Eğilmemesi ve eşit şekilde katılaşması için doğru şekilde soğutmanız gerekir. Bu aynı zamanda parçayı yapmanın ne kadar süreceğini de etkiler.

Plastik Malzeme Seçimi
Kullandığınız plastiğin türü, plastiğin nasıl kullanılacağı üzerinde büyük bir etkiye sahip olabilir. enjeksiyon kalıplama süreç devam eder. Farklı plastiklerin farklı erime noktaları, büzülme oranları ve akış özellikleri vardır. Yapmaya çalıştığınız şey için doğru plastiği seçmek, parçanızın istediğiniz gibi olmasını istiyorsanız çok önemlidir.

Vida Hızı ve Geri Basınç
Vida Hızı: Enjeksiyon kalıplama makinesindeki vidanın dönme hızı malzemenin genel kesilmesini etkiler. Vida hızı, malzeme türüne ve katkı maddesi içeriğine göre seçilmelidir. Doğru vida hızı, vidanın dönüşü ve vida geometrisi tarafından sağlanan doğru kesme miktarını sağlayacaktır.
Geri Basınç: Vida üzerinde doğru geri basıncı tutmak, erimiş plastiği karıştırmak ve harmanlamak için önemlidir. Ayrıca kabarcıklanmayı durdurmaya yardımcı olur ve parçaları daha iyi hale getirir.
Enjeksiyon Kalıplama Makinesi Kalibrasyonu
Doğru olmasını istiyorsanız enjeksiyon kalıplama makinenizi düzenli olarak kalibre etmeniz gerekir. Bu da makinedeki basınç, sıcaklık ve zamanlama ayarlarını kalibre etmeniz gerektiği anlamına gelir.

Kalıp Tasarımı ve Bakımı
Doğru havalandırma delikleri, yolluklar ve soğutma kanallarına sahip iyi bir kalıp tasarımı, optimizasyon sürecinde büyük bir yardımcıdır. Aşınma, korozyon veya hasar gibi sorunların parça kalitesini etkilemesini önlemek için düzenli kalıp bakımı önemlidir.

İzleme ve Kontrol Sistemleri
CoPilot® gibi gelişmiş izleme ve kontrol sistemlerini kullanarak her türlü şeyi gerçek zamanlı olarak izleyebilirsiniz. Bu, sorunları hızlı bir şekilde yakalamanıza ve hızlı bir şekilde çözmenize yardımcı olur, böylece enjeksiyon kalıplamada daha iyi olmaya devam edebilirsiniz.
Enjeksiyon Kalıplama Süreci Optimizasyon Adımları
Viskozite Eğrisi
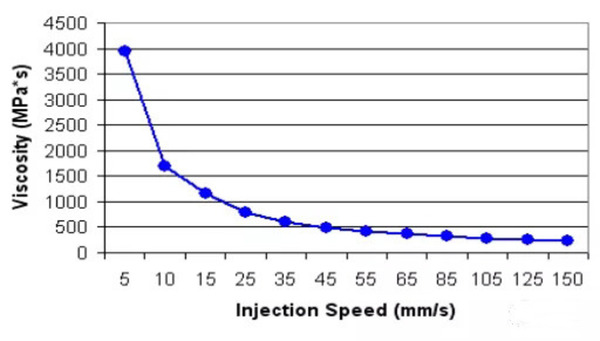
Viskozite eğrisi yapmamızın nedeni, küçük şeyler değiştiğinde eriyik viskozitesinin çok fazla değişmesine neden olmayacak iyi bir enjeksiyon hızı seçmektir. Her kalıp arasındaki farkların mümkün olduğunca küçük olmasını isteriz, böylece her seferinde aynı iyi parçaları yapabiliriz.
Viskozite eğrisine baktığınızda, enjeksiyon hızı 55 mm/s'nin üzerinde olduğunda, eriyiğin viskozitesinin hemen hemen sabit olduğunu görebilirsiniz. Dolayısıyla, enjeksiyon hızını 65 mm/s'ye ayarlarsanız, tutarlı bir dolum aşamasına sahip olursunuz. Parametrelerdeki küçük değişiklikler eriyiğin viskozitesinde büyük değişikliklere neden olmaz.
Elbette bu optimize hızın kullanılamayacağı özel durumlar da vardır, örneğin geçit halesinin azaltılması gibi. Bu durumda, görünüm elbette önceliklidir, ancak bu optimize edilmiş hız enjeksiyon eğrisi için bir referans olarak kullanılmalıdır, örneğin geçit halesini azaltmak için geçit boyunca düşük bir hız ile başlamak ve daha sonra bu optimize edilmiş hıza hızla yükselmek gibi.
Akış Dengesi Testi
Bu test sadece 2 veya daha fazla gözlü çok gözlü kalıplar için gereklidir. Amaç, farklı dolum aşamalarında her bir boşluk arasındaki maksimum yüzde sapmasını kontrol etmektir. Dolum dengesizliği, ürün kalitesi gereksinimlerine bağlı olarak kabul edilebilir veya kabul edilemez olabilir. Bu bilgi en iyi görünüm kalıplama penceresi (adım 4) tamamlandıktan sonra belirlenir.
Ürünü elinizde tutabiliyorsanız ve kalıplama penceresi büyükse, ürün boyutlarının tolerans dahilinde olup olmadığını kontrol edin. Eğer öyleyse, dolum dengesizliği tamamdır.

Kalıplama penceresi küçükse ve doldurulacak ilk boşlukta çapaklar varken diğer boşluklarda kısa atışlar veya çukur izleri varsa, doldurma dengesizliğinin nedenini bulun.
Dengesiz dolumun genellikle dört ana nedeni vardır: farklı yolluk boyutları, farklı kapı boyutları, farklı egzoz boyutları ve farklı soğutma. Ancak, makine yeni çalıştırıldığında bu nedenin genellikle çok az etkisi olur. Bir diğer durum ise, özellikle 8 delikli soğuk yolluk kalıpları için kesme işleminin neden olduğu dengesizliktir.
Basınç Düşümü Testi
Basınç düşüşü testi, dolum sırasında farklı noktalarda ne kadar basınç kaybedildiğini görmek için yapılır. Bu genellikle makine nozülü, dikey yolluk, ana yolluk, ikincil yolluk, kapı ve dolum ucunu içerir.
Kalıplama için makinenin maksimum basıncını kullanmayın. Örneğin, makinenin maksimum basıncı 180Bar ise, dolum için gereken maksimum basınç 180Bar'a ulaşmamalıdır. Ulaşırsa, vidanın ayarlanan enjeksiyon hızına ulaşmak için daha fazla basınca ihtiyacı olduğu, ancak basınç sınırlamaları nedeniyle buna ulaşamadığı anlamına gelir. Buna "basınç sınırlı" denir.
Genellikle enjeksiyon işlemi sırasında makinenin maksimum basıncının 90%'sini aşmak istemezsiniz. Basınç düşüşü eğrisine bakarsanız ve "basınç sınırlı" alandaysanız veya makinenin basıncının 90%'sini aşıyorsanız, basınç eğrisinin daha dik bir bölümünü bulun ve basınç düşüşünü orada azaltmaya çalışın.

Örneğin, sağdaki resimde, yolluk boyunca basınç düşüşü çok yüksektir, bu da plastiği yolluk boyunca itmek için çok fazla kuvvete ihtiyacınız olduğu anlamına gelir. Yolluk çapını artırmak basıncı azaltmaya yardımcı olacaktır.
Görünüm Kalıplama Penceresi
Kozmetik proses penceresi çok önemli bir testtir. Tipik olarak, bu kozmetik proses penceresi paketleme basıncı ve malzeme sıcaklığı (amorf malzeme), paketleme basıncı ve kalıp sıcaklığından (kristal malzeme) oluşur.
Kozmetik proses penceresi, kabul edilebilir bir parça elde ederken prosesi ayarlamak için ne kadar alanınız olduğunu gösterir. İdeal durum daha büyük bir proses penceresine sahip olmaktır. Proses penceresi daha küçükse, kozmetik kusurlar yapmak daha kolay olacaktır.
Örneğin, yukarıdaki resimde, işlem penceresi daha küçükse, işlemin kendisinin dalgalanması nedeniyle kısa çekimlerin veya flaşların olması daha kolay olacaktır. Sağlam bir süreç, sürecin kendi dalgalanmasını telafi etmek için daha büyük bir süreç penceresine sahip olmaktır.
Görünüm kalıplama penceresi, boyut ayarlaması veya DOE testleri nedeniyle sonraki kalıp denemelerinde kullanılabilecek malzeme sıcaklığı / kalıp sıcaklığı ve tutma basıncının üst ve alt sınırlarını da sağlar.
Kapı Donma Testi
Soğuk yolluk kalıplarında veya yarı soğuk yolluklarda (sıcaktan soğuğa), kalıplar arasında tekrarlanabilirliği sağlamak için, tutma basıncı kapı tamamen soğuyana kadar devam ettirilmelidir.
Eğri oluşturulduktan sonra, ürün ağırlığının artmayı bırakmasından sonra bir zaman seçin. Yukarıdaki şekilde, ürün ağırlığı 7 saniye sonra artmayı durdurur, bu nedenle güvenlik için ve sürecin kendi dalgalanmalarını hesaba katmak için tutma süresini 8 saniye olarak ayarlayın.
Bekletme aşamasındaki ekstra bir saniyenin döngü süresini artırmadığına dikkat edilmelidir, çünkü bu süre zarfında geçit donmuş olmalı ve ürün zaten soğumaya başlamışken sadece soğuk yolluk kısa bir süre için tutulacaktır. Bu nedenle, aynı döngü süresini sağlamak için fazladan bir saniye soğutma süresinden çıkarılmalıdır.
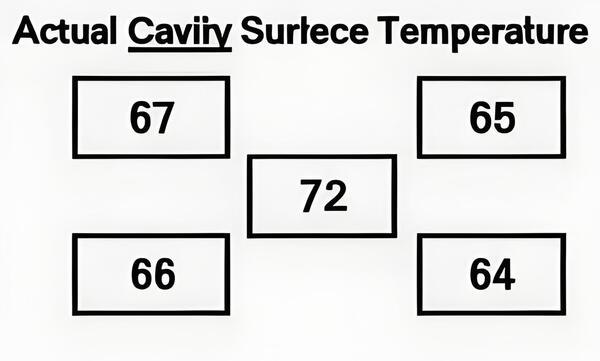
Kalıp Sıcaklık Haritası
Kalıp sıcaklık haritasının amacı, ürün çıkarıldıktan sonra kalıp yüzeyinin anlık sıcaklığının dağılımını kaydetmektir. Soğutma suyu devresinin çalışıp çalışmadığını veya "sıcak noktalar" olup olmadığını doğrulamak için kullanılabilir.

Ayrıca, bu bilgi daha sonra sorunları çözmek için kullanılabilir. Örneğin, ürün boyutu tutarsız olduğunda, kalıp yüzey sıcaklığının öncekiyle aynı olup olmadığını doğrulamak için kullanılabilir. sıcaklığı ölçmek için bir temas pirometresi kullanmalısınız.
Makineyi ilk kez çalıştırdıktan veya durdurduktan sonra, kalıp sıcaklığı kademeli olarak kararlı bir duruma yükselecektir. Bu nedenle, kalıp sıcaklığını stabilize olduktan sonra ölçmelisiniz (en az 10 kalıp).

Yukarıdaki şekilde farklı kalıplar için kullanılabilecek 5 çerçeve gösterilmektedir. Örneğin, 4 gözlü bir kalıbı test ediyorsanız, her gözde aynı noktadaki ölçümleri dört köşe kutuya kaydeder ve ortadaki kutuyu boş bırakırsınız. Tek gözlü bir kalıbı test ediyorsanız, farklı ölçüm noktalarını temsil etmek için 5'ini de kullanırsınız.
Enjeksiyon Kalıplama Sürecini Optimize Etmeye Yönelik İpuçları
Enjeksiyon kalıplama sürecini "optimize etmek" ne anlama gelir? Genel olarak, süreç hedeflerinize mümkün olan en değerli ve etkili şekilde ulaştığınızdan emin olmak için süreç akışınıza iyice bakmanız gerektiği anlamına gelir. İşte bunu yapmanıza yardımcı olacak beş ipucu.
Üretim Numuneleri ile Kalite Kontrol
Kalite kontrol, tüm kalıplama üretim sürecinin kritik bir parçasıdır. Genellikle üretim sonrası gerçekleştirilir. Ancak, numune parçaların kalite kontrolü farklıdır. Numune parçalar, üretim sürecinin optimizasyonunda önemli bir rol oynayabilir. enjeksiyon kalıplama süreç.
Tam üretim testi ve optimizasyon riskini ortadan kaldırırlar. Ayrıca sürecin ve makinenin daha kontrollü bir ortamda nasıl performans göstereceğinin daha iyi anlaşılmasını sağlarlar.
Küçük partiler halinde çalışarak tüm sürecin nasıl gittiğini görebilir, parça kalitesini, atış hacmini, elinizdeki gerçek reçine partisinin erime sıcaklığını kontrol edebilirsiniz. Numuneleri çalıştırarak ve iyi kalite kontrol kontrolleri yaparak elde ettiğiniz sonuçlar genellikle harcadığınız zaman ve paranın karşılığını verecektir.
Küf Testi ve Değerlendirmesi
Kalıplama sürecini optimize etmenin bir başka yolu da kalıbı kullanmak istediğiniz malzemelerle test etmektir. O kadar çok farklı reçine ve formülasyon mevcuttur ki viskozite, eriyik sıcaklığı, kalıp sıcaklığı vb. gibi küçük farklılıklar bile kalıplama sürecinde kümülatif dalgalanmalar ve varyasyonlar yaratarak hurdaya çıkan parçalara ve verimsiz süreçlere neden olabilir.

Kalıp testinin anahtarlarından bazıları kısa atış testi, doluluk oranı ve desen ve basınç profili değerlendirmesi vb.
Kalıp ve Kalıplama Süreci Test ve Ayarlama
Kalıp testi ve numune parça kalite kontrolünden elde edilen kullanılabilir bilgilere sahip olduğunuzda, süreç optimizasyonu ve verimliliğinde büyük kazançlar sağlayabilecek ince ayar ayarlamaları yapabilirsiniz.

Örneğin, kısa atış sorunları veya tutarsız dolum süreleri yaşıyorsanız, bu sorunları optimize etmek için kalıbın tasarımını ve düzenini ayarlayabilirsiniz. Kalıp sıcaklıkları tutarsızsa veya kabul edilebilir aralıkların dışındaysa, en iyi ısıtma ve soğutma sürelerini elde etmek için ayarlama yapabilirsiniz.
Proses Parametreleri ve Performans Aralıkları
Makinelerden kalıplara ve reçinelere kadar enjeksiyon kalıplama sürecinin her parçasının kabul edilebilir bir performans aralığı vardır. Testlerden elde edilen gerçek sonuçları kullanarak proses bileşenlerinde küçük (veya büyük) değişiklikler yaptığınızda, sonuçlar kar, sonuçlar ve müşterilerinize verebileceğiniz değer üzerinde büyük bir etkiye sahip olana kadar birikmeye başlayabilir.

Belirli Bir Deney Tasarımı Sürecinin Oluşturulması veya Takip Edilmesi
Tekrarlanabilen bir süreç size iyi parça oranları sağlar, sorun gidermesi kolaydır ve sürecin nasıl işlediğine dair mümkün olduğunca fazla bilgi verir. Enjeksiyon kalıplama sürecinizi optimize etmek için test yaparken tekrarlanabilirliği de aklınızda bulundurmanız önemlidir.
Enjeksiyon kalıplama sürecini optimize etmek için diğer ipuçları şunlardır: plastik sıcaklığını malzeme tedarikçisi tarafından önerilen aralıkta kontrol edin; mümkün olduğunca hızlı ve mümkün olduğunca az segmentle doldurun; dolum ve büzülmeyi ayırın; dolumun sonunda ürünün yalnızca 95-99%'sini doldurun.

Plastik moleküler yönelimini azaltmak için dolum hızını uygun şekilde yavaşlatın; dolum aşamasında yeterli basınç sağlayın; dolum süresini kaydedin ve tutarlı tutun; dolumun sonunda büzüşmeye geçin; Büzüşme için basıncı ve süreyi kontrol edin.
Kapı kapanana kadar basıncın korunduğundan emin olun. Soğutma hızını ve süresini kontrol edin. Soğutma kanalında türbülans olduğundan emin olun. Soğutma suyunun giriş ve çıkış sıcaklığını kontrol edin. Otomatik ayar kontrol teknolojisini kullanmayın.

Plastikleştirme işlemini döngüyü artırmadan mümkün olduğunca yavaş yapın. Geri basıncı bölümlere ayırmayın. Malzeme özellikleri değişirse, sıcaklığı ayarlayarak değil, esas olarak doldurma hızını ayarlayarak telafi edin.
"Deneysel tasarım", testleri planlı, yapılandırılmış ve kaydedilmiş bir şekilde yaptığınız anlamına gelir. Bu şekilde, herhangi bir ihlal veya başka bir sorun bulursanız, bunları kaynaklarına kadar kolayca izleyebilirsiniz.

Sonuç
Özetle, enjeksiyon kalıplama hızlı, doğru ve tekrarlanabilir olan yaygın bir işleme yöntemidir. Ancak her zaman sorunlar vardır. Hemen hemen her enjeksiyon kalıplama fabrikasında dengesiz enjeksiyon gibi sorunlar vardır ve ürünlerde her zaman kusurlar bulunur.

Plastiklerin kendine has özellikleri olduğundan ve işleme ekipmanı karmaşık olduğundan, enjeksiyon kalıplama nispeten karmaşıktır. Hammaddeler, kalıplar ve proses parametreleri gibi faktörlerin makul bir şekilde kontrol edilmesi ve ayarlanması enjeksiyon kalıplama Bu, enjeksiyon kalıplama üretimini optimize ederek ürün kalitesini ve üretim verimliliğini etkili bir şekilde artırabilir.







