 İçeriğe geç
İçeriğe geç 

Giriş: Enjeksiyon kalıplama, çok sayıda plastik parça yapmak için kullanılan bir işlemdir. Eritilmiş plastiğin bir kalıba fışkırtılmasıyla çalışır, burada soğur ve sertleşerek istediğiniz parçanın şeklini alır. İnsanlar enjeksiyon kalıplamayı arabalar, elektronik eşyalar, satın aldığınız şeyler ve tıbbi şeyler için parçalar yapmak için kullanır çünkü doğru boyutta çok sayıda parça yapabilir. Bu makale enjeksiyon kalıplamanın adımlarından ve insanların neden bundan hoşlandığından bahsediyor.

Kalıp Tasarımı ve Oluşturma
Tasarım Hazırlığı Öncesi
Görev Bildirimini Tasarlayın, Geometrik Şekli, Plastik Parçanın Kullanım Gereksinimleri, Plastik Parçanın Hammaddeleri Dahil Olmak Üzere Plastik Parçayı Tanıyın, Plastik Parçanın Kalıplama Sürecini Kontrol Edin ve Enjeksiyon Kalıplama Makinesinin Modelini ve Özelliklerini Netleştirin.

Bir Kalıplama Süreci Kartı Oluşturun
Çizim, ağırlık, et kalınlığı, öngörülen alan, genel boyutlar ve alt kesimler ve ekler olup olmadığı gibi ürünün özeti. Ürün adı, modeli, üreticisi, rengi ve kurutma koşulları gibi üründe kullanılan plastiğin özeti.

Enjeksiyon makinesi ve montaj kalıbı arasındaki ilgili boyutlar, vida tipi ve güç gibi seçilen enjeksiyon kalıplama makinesinin ana teknik parametreleri. Enjeksiyon kalıplama makinesi basıncı ve stroku. Enjeksiyon kalıplama sıcaklık, basınç, hız, sıkıştırma kuvveti vb. koşullar.

Enjeksiyon Kalıbının Yapısını Tasarlama Adımları
Boşluk sayısını belirleyin . maksimum enjeksiyon hacmi, sıkıştırma kuvveti, ürün doğruluğu gereksinimleri ve maliyet etkinliği gibi faktörleri göz önünde bulundurarak. Ayırma yüzeyini seçin. Kalıp yapısı basit, ayrılması kolay olmalı ve plastik parçaların görünümünü ve kullanımını etkilememelidir. Kalıp boşluğunun düzenini belirleyin ve dengeli bir düzenleme elde etmeye çalışın. Ana kanallar, yolluklar, kapılar, soğuk sümüklü böcek delikleri vb. dahil olmak üzere dökme sistemini belirleyin.

Kalıptan çıkarma yöntemini belirleyin . plastik parçaların bırakıldığı kalıbın farklı bölümleri için farklı kalıptan çıkarma yöntemleri tasarlayın. Sıcaklık kontrol sisteminin yapısını belirleyin. Sıcaklık kontrol sistemi esas olarak plastik türüne göre belirlenir. Kalıbın veya maçanın bir kesici uç yapısı kullanıp kullanmayacağına karar verirken, kesici uçları orantılı olarak bölmeyi ve aynı anda takmayı, ayrıca işlenebilirliği ve kurulum ve sabitleme yöntemlerini göz önünde bulundurun.

Egzoz yöntemini belirleyin. Genel olarak, egzoz kalıbın ayırma yüzeyi ve fırlatma mekanizması ile kalıp arasındaki boşluktan elde edilebilir. Büyük ölçekli ve yüksek hızlı enjeksiyon kalıpları için, ilgili egzoz yöntemini tasarlamanız gerekir.

İlk olarak, enjeksiyon kalıbının ana boyutlarını bulmanız gerekir. Ardından, kalıplanmış parçaların çalışma boyutlarını hesaplamak için formülleri kullanabilirsiniz. Bundan sonra, kalıp boşluğunun yan duvarının kalınlığını, boşluk tabanının kalınlığını, çekirdek yastığını, hareketli şablonu ve modüler boşluğun boşluk plakasını belirleyebilirsiniz. Ayrıca enjeksiyon kalıbının kalınlığını ve kapanma yüksekliğini de belirlemeniz gerekir.

Tasarladığınız ve hesapladığınız enjeksiyon kalıbının ana boyutlarına dayanarak, enjeksiyon kalıbı için standart bir kalıp tabanı seçebilirsiniz. Standart kalıp parçalarını seçmeye çalışmalısınız. Kalıbın yapısal taslağını çizmek, enjeksiyon kalıbının komple yapısal taslağını çizmek ve kalıp yapı şemasını çizmek kalıp tasarımında çok önemli görevlerdir.

Kalıp ve enjeksiyon makinesinin ilgili boyutlarını kontrol edin. Kullanılan enjeksiyon makinesinin parametrelerini kontrol edin: maksimum enjeksiyon hacmi, enjeksiyon basıncı, sıkıştırma kuvveti ve kalıbın montaj parçasının boyutu, kalıp açma stroku ve çıkarma mekanizması dahil. Enjeksiyon kalıbı yapısal tasarımının gözden geçirilmesinde bir ön inceleme yapılır ve kullanıcının onayı alınır. Aynı zamanda, kullanıcının gereksinimlerini onaylamak ve değiştirmek gerekir.

Kalıp montaj çizimi oluşturma. Parçaların birbirine nasıl uyduğunu, olması gereken boyutları, sahip oldukları numaraları, üzerinde bulundukları programları, sahip oldukları başlık bloklarını ve enjeksiyon kalıbının her bir parçası için teknik gereklilikleri gösterin (teknik gereklilikler, kalıbın nasıl çalışması gerektiği, ejektör sisteminin nasıl çalışması gerektiği, maça çekme sisteminin nasıl çalışması gerektiği gibi şeylerdir.

Kalıbın iki yarısı arasında ne kadar boşluk olduğu, kalıbın iki yarısının ne kadar paralel olduğu gibi kalıbın nasıl bir araya getirilmesi gerektiği; kalıbın nasıl kullanılması gerektiği; kalıbın pastan nasıl korunması gerektiği, kalıbın nasıl numaralandırılması gerektiği, kalıbın nasıl kazınması gerektiği, kalıbın yağ ile nasıl kapatılması gerektiği, kalıbın nasıl depolanması gerektiği; Kalıp ve muayene için gereklilikler.

Kalıp parça çizimlerini çizin. Kalıp montaj çizimlerinden veya bileşen çizimlerinden parça çizimlerinin çizilme sırası şöyledir: önce iç, sonra dış, önce karmaşık, sonra basit, önce şekillendirme parçaları ve sonra yapısal parçalar. Tasarım çizimlerini gözden geçirin. Enjeksiyon kalıbı tasarımının son incelemesi, enjeksiyon kalıbı tasarımının son kontrolüdür. Parçaların işleme performansına daha fazla dikkat edin.

Malzeme Hazırlama
Enjeksiyon kalıplama malzemeleri temel olarak şunları içerir: polistiren (PS). Genellikle sert tutkal olarak bilinen, aşağıdaki özelliklere sahip renksiz, şeffaf, parlak granüler bir polistirendir: iyi optik özellikler, mükemmel elektriksel özellikler, kolay kalıplama ve işleme ve iyi renklendirme özellikleri.

Polipropilen (PP)
Genellikle 100% yumuşak tutkal olarak bilinen PP olarak adlandırılan renksiz, şeffaf veya parlak granüler bir malzemedir ve kristalin bir plastiktir. Polipropilenin özellikleri şunlardır: iyi akışkanlık, mükemmel kalıplama performansı, mükemmel ısı direnci, 100 santigrat derecede kaynatılabilir ve sterilize edilebilir, yüksek akma dayanımı; iyi elektriksel özellikler.

Naylon (PA)
Naylon (PA), PA olarak adlandırılan poliamid reçineden yapılmış bir mühendislik plastiğidir. PA6 PA66 PA610 PA1010 vb. vardır. Naylon, yüksek kristallik, yüksek mekanik mukavemet, iyi tokluk, yüksek gerilme mukavemeti, basınç mukavemeti, olağanüstü yorulma direnci, aşınma direnci, korozyon direnci, ısı direnci, toksik olmayan ve mükemmel elektriksel özelliklere sahiptir.

Polioksimetilen (POM)
Delrin olarak da bilinen Polioksimetilen (POM) bir mühendislik plastiğidir. POM yüksek kristalli bir yapıya, mükemmel mekanik özelliklere, yüksek elastik modüle, yüksek sertliğe ve yüzey sertliğine sahiptir ve "metal ikamesi" olarak bilinir. Düşük sürtünme katsayısına, iyi aşınma direncine ve kendinden yağlama özelliklerine sahiptir, naylondan sonra ikinci sıradadır, ancak naylondan daha ucuzdur.

Solventlere, özellikle organik solventlere karşı iyi direnç gösterir, ancak güçlü asitlere, alkalilere ve oksidanlara karşı dirençli değildir. İyi boyutsal kararlılığa sahiptir ve hassas parçalar üretebilir. Kalıplama büzülmesi büyüktür, termal stabilite zayıftır ve ısıtıldığında ayrışması kolaydır.
Akrilik-Bütadien-Stiren (ABS)
ABS plastik, üç bileşikten oluşan bir tür yüksek mukavemetli modifiye polistirendir: belirli bir oranda bütadien ve stiren. Açık fildişi renginde, opak, toksik olmayan ve tatsızdır. Yüksek mekanik mukavemete, güçlü darbe direncine, iyi sürünme direncine sahiptir ve sertlik, tokluk ve sertlik özelliklerine sahiptir. ABS plastik parçaların yüzeyi elektrolizle kaplanabilir ve (ABS + PC) gibi özelliklerini geliştirmek için diğer plastikler ve kauçukla karıştırılabilir.

Polikarbonat (PC)
Kurşun geçirmez cam olarak da bilinen, toksik olmayan, tatsız, kokusuz, yanıcı ancak ateşten uzaklaştırıldığında kendi kendine sönebilen şeffaf bir malzemedir. Özel tokluk ve sertliğe sahiptir. Tüm termoplastik malzemeler arasında iyi darbe dayanımına, mükemmel sürünme direncine, iyi boyutsal kararlılığa, yüksek kalıplama doğruluğuna sahiptir; iyi ısı direnci (120 derece).

PC+ABS Alaşım (PC+ABS)
PC (mühendislik plastiği) ve ABS'nin (genel plastik) avantajlarını birleştirir ve her ikisinin de performansını artırır. ABS'nin iyi akışkanlığı ve kalıplama işleme performansı ve PC'nin darbe direnci ve soğuk ve ısı döngüsü değişikliklerine karşı direnci ile ABS ve PC kimyasal bileşenlerini içerir. . Yüzeye yağ püskürtülebilir, elektrolizle kaplanabilir veya metal püskürtülebilir.

Enjeksiyon
Enjeksiyon kalıplama makinesi enjeksiyon adımları
Malzeme Ekleme
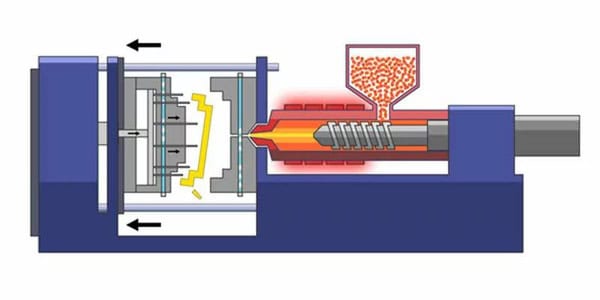
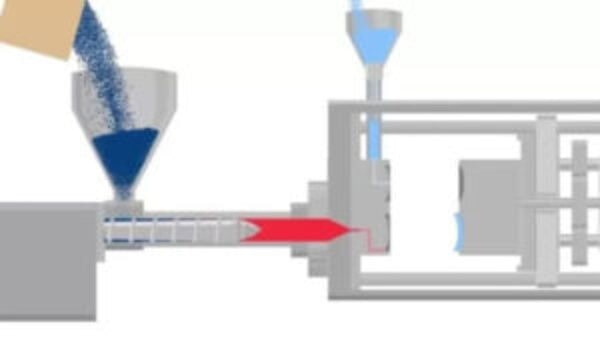
Enjeksiyon makinesi ile işleme başlamadan önce, ham plastik granülleri enjeksiyon makinesinin haznesine koymanız gerekir. Ardından, enjeksiyon makinesinin sıcaklığını ürünün gereksinimlerine göre ayarlamanız gerekir. Bundan sonra, plastik granülleri akan bir plastik eriyik haline getirmek için önceden ısıtmanız ve eritmeniz gerekir.
Kalıp Montajı ve Sabitleme
Kalıplanan ürünün kalıbı, enjeksiyon makinesinin kalıp haznesine veya enjeksiyon tablasına sabitlenir ve kalıbın boyutu, yapısı vb. çeşitli konumlandırma sistemleri aracılığıyla ayarlanır.

Kalıbı Kapatın
Kalıbı ayarladıktan sonra, kalıbı kapatmak için enjeksiyon makinesinin kapatma cihazını çalıştırın. Kalıbı kapatırken, kalıbın zarar görmesini önlemek için kalıp yüzeyine çarpmamaya dikkat edin.

Enjeksiyon Kalıplama Süreci
Enjeksiyon makinesinin plastikleştirme sistemini başlatın ve enjeksiyon makinesindeki vida dönmeye başlar, erimiş plastik eriyiği enjeksiyon memesine taşır; daha sonra, enjeksiyon makinesinin enjeksiyon sistemini başlatın ve eriyiği kalıbın kalıplama boşluğuna enjekte edin; enjeksiyon kalıplama sırasında İşlem sırasında, enjeksiyon hacmi ve enjeksiyon hızı gibi parametreler ürünün yapısına, kalınlığına ve diğer gereksinimlerine göre ayarlanır. Enjeksiyon tamamlandıktan sonra, makineyi kapatın. enjeksiyon kalıplama sistemine yerleştirin ve plastiğin soğumasını bekleyin.

Kalıp Açma ve Malzeme Çıkarma
Belirli bir soğutma süresinden sonra, kalıp yüzeyindeki plastik eriyik yavaş yavaş katılaşarak katı bir plastik ürün haline gelir. Bu sırada, enjeksiyon makinesinin kalıp açma cihazı kalıbı ayırmak için açılır ve ürünü kalıp boşluğundan çıkarmak için kalıp sökme sistemi başlatılır. Bu işlem, ürünün pürüzlü yüzeyine bağlı olarak belirli beceri ve deneyim gerektirir.

Soğutma ve Katılaşma
Enjeksiyon kalıplarında soğutma sisteminin tasarımı çok önemlidir. Çünkü ancak kalıplanmış plastik ürünler soğutulduğunda ve belirli bir sertliğe kadar katılaştırıldığında, plastik ürünlerin kalıptan çıkarıldıktan sonra dış kuvvetler nedeniyle deforme olması önlenebilir.

Soğutma süresi tüm kalıplama döngüsünün yaklaşık 70% ila 80%'sini oluşturduğundan, iyi tasarlanmış bir soğutma sistemi kalıplama süresini önemli ölçüde kısaltabilir ve enjeksiyon kalıplama üretkenliği ve maliyetleri düşürür. Yanlış tasarlanmış bir soğutma sistemi kalıplama süresini uzatacak ve maliyetleri artıracaktır; düzensiz soğutma plastik ürünlerin eğrilmesine ve deformasyonuna neden olacaktır.

Deneylere göre, eriyikten kalıba giren ısı genellikle iki şekilde dağılır. Isının yüzde beşi radyasyon ve konveksiyon yoluyla atmosfere aktarılır ve kalan yüzde 95'i eriyikten kalıba iletilir.

Kalıptaki soğutma suyu boruları nedeniyle ısı, kalıp boşluğundaki plastikten kalıp çerçevesi aracılığıyla soğutma suyu borularına iletim yoluyla iletilir ve daha sonra soğutma suyu tarafından konveksiyon yoluyla taşınır. Soğutma suyu tarafından taşınmayan az miktarda ısı kalıp içinde iletilmeye devam eder ve daha sonra dış dünya ile temas ettikten sonra havaya kaçar.

Enjeksiyon kalıplama sürecinin birkaç aşaması vardır: kalıp kapatma, doldurma, paketleme, soğutma ve çıkarma. Soğutma en uzun süreyi alır, genellikle toplam döngü süresinin 70% ila 80%'si kadardır. Dolayısıyla, soğutma süresi döngü süresini ve üretilen parça sayısını etkiler. Fırlatma sırasında, parça kalıptan çıkarıldığında bükülmesini veya deforme olmasını önlemek için ısı sapma sıcaklığının altına soğutulmalıdır.

Fırlatma ve İşlem Sonrası
Enjeksiyon kalıplama, eritilmiş plastiği bir kalıba enjekte ettiğiniz ve ardından soğutup katı hale getirdiğiniz yaygın bir üretim sürecidir. Ancak enjeksiyon kalıplı parçaların üretim sürecindeki kabarcıklar, çarpılma vb. gibi bazı sorunlar nedeniyle, daha iyi hale getirmek için bazı son işlemler yapmanız gerekir. Aşağıda, enjeksiyon kalıplı parçaları iyileştirmek için bazı yaygın işlem sonrası çözümleri tanıtacağız.

Enjeksiyon Kalıplı Parçalarda Kabarcık Sorunu
Enjeksiyon kalıplı parçalarda kabarcık sorununu çözmek için aşağıdakileri yapabilirsiniz. İlk olarak, kalıbın iyi havalandırıldığından emin olun, böylece plastik enjekte edildiğinde gazı serbest bırakabilir. İkinci olarak, enjeksiyon sıcaklığını ve basıncını ayarlayın, böylece plastik çok ısınmaz veya çok basınçlı olmaz, bu da kabarcıkları azaltır. Son olarak, gazın plastiğin içine girmesini önlemek için enjeksiyonla kalıplanan parçanın yüzeyine kabarcık önleyici bir madde püskürtün.

ComInjection Kalıplı Parçalarda Çarpılma Sorunu
Enjeksiyon kalıplı parçalarda çarpılma sorununu çözmek için aşağıdakileri yapabilirsiniz. İlk olarak, enjeksiyonla kalıplanmış parçanın kalınlığını artırarak daha sert ve çarpılma olasılığı daha düşük hale getirebilirsiniz. İkinci olarak, çok hızlı veya çok yavaş enjekte etmenin neden olduğu çarpılmayı önlemek için enjeksiyon hızını ve basıncını optimize edebilirsiniz. Üçüncü olarak, enjeksiyonla kalıplanmış parçanın tasarımına bazı destek yapıları ekleyerek daha stabil hale getirebilirsiniz.

Dördüncü olarak, enjeksiyon kalıplı parça için kullandığınız malzemeyi değiştirerek işlem sonrası süreci iyileştirebilirsiniz. Örneğin, parça soğudukça büzülen miktarı azaltmak için daha düşük büzülme oranına sahip bir malzeme seçebilirsiniz. Kabarcık ve eğrilme olasılığını azaltmak için daha iyi akış özelliklerine sahip bir malzeme de seçebilirsiniz. Doğru malzemenin seçilmesi enjeksiyon kalıplı parçalarınızın gücünü ve görünümünü de iyileştirebilir.

Yukarıdaki süreç iyileştirme planlarına ek olarak, işlem sonrası süreçlerin kalite kontrolünü de güçlendirmeliyiz. Örneğin, eşit olmayan büzülmeden kaynaklanan çarpılmayı önlemek için enjeksiyonla kalıplanmış parçaların soğutma işlemi sırasında eşit şekilde soğumasını sağlamalıyız. Ayrıca, enjeksiyon kalıplarını tam olarak incelemeli ve test etmeliyiz. enjeksiyon kalıplı parçalar kalitelerinin gereksinimleri karşıladığından emin olmak için.

Özetlemek gerekirse, daha iyi enjeksiyon kalıplı parçalar yapmak istiyorsanız, kalıpladıktan sonra daha iyi parçalar yapmanız gerekir. Bunu, kalıbın iyi havalandırma deliklerine sahip olduğundan emin olarak, enjeksiyonun sıcaklığını ve basıncını ayarlayarak, parçaları daha kalın hale getirerek ve doğru malzemeleri kullanarak yapabilirsiniz. Bunları yaparsanız, kabarcıklardan ve çarpılmalardan kurtulabilirsiniz. Ayrıca iyi olduklarından emin olmak için parçaları kontrol ettiğinizden emin olmanız gerekir. Bunları yaparsanız, daha iyi parçalar yapabilir, daha hızlı üretebilir ve müşterilerinizi mutlu edebilirsiniz.

Enjeksiyon Kalıplamanın Avantajları
Enjeksiyon Kalıplama Karmaşık Parça Tasarımı Sağlar
Enjeksiyon kalıplama, karmaşık parçalar yapmak, hepsi aynı olan çok sayıda parça yapmak ve hepsi aynı ve gerçekten iyi olan parçalar yapmak için harikadır. Hepsi aynı ve gerçekten iyi olan çok sayıda parça yapmak için, parçanızı tasarlarken bazı önemli şeyleri düşünmeniz gerekir.

Parçanızı, enjeksiyon kalıplamanın çalışma şekliyle gerçekten iyi çalışacak şekilde tasarlamanız gerekir. Parçanızı doğru tasarlarsanız, hepsi aynı ve gerçekten iyi olan çok sayıda parça yapabilir ve bunları istediğiniz kadar karmaşık hale getirebilirsiniz.

Enjeksiyon Kalıplama Üretim Verimliliğini ve Hızını Artırabilir
Bunun en yaygın ve verimli kalıplama şekli olmasının bir dizi iyi nedeni vardır. İlk olarak, diğer yöntemlerle karşılaştırıldığında, enjeksiyon kalıplama işlemi daha hızlıdır ve yüksek üretim verim oranları onu daha verimli hale getirir.

Hız, kalıbın karmaşıklığına ve boyutuna bağlıdır, ancak her kalıplama döngüsü arasında sadece yaklaşık 15-120 saniye vardır. Çevrimler arasındaki döngü süreleri daha kısa olduğu için, belirli bir üretim süresinde daha fazla enjeksiyon kalıplı parça yapabilirsiniz.

Enjeksiyon Kalıplama Daha Güçlüdür
Yıllar geçtikçe plastikler çok daha güçlü ve dayanıklı hale geldi. Modern hafif termoplastikler, en zorlu ortamlarda bile metal parçalardan daha iyi olmasa bile daha iyi idare edebilir. Ayrıca, karmaşık enjeksiyon kalıplama işleri için seçilebilecek 25.000'den fazla mühendislik malzemesi bulunmaktadır. Yüksek gerilme mukavemeti gibi belirli parça gereksinimlerini ve özelliklerini karşılamak için yüksek performanslı plastik karışımları ve hibritler de yapabilirsiniz.

Enjeksiyon Kalıplama Uygulaması
Yiyecek & İçecek
Enjeksiyon kalıplama, bir dizi farklı malzemeden parçalar yapmanın harika bir yoludur. Bu, gıda kaplarının ne kadar güvenli olduğu konusunda birçok kurala uymak zorunda olan yiyecek ve içecek gibi endüstriler için önemlidir. Enjeksiyon kalıplama, gıdalara dokunması güvenli olan ve içinde kötü kimyasallar bulunmayan plastikler kullanmanızı sağlar. Ayrıca, sıcak ve soğuk sıcaklıklara dayanabilirler. Enjeksiyon kalıplama ile bir şeyler yapmak çok maliyetli olmadığından, yiyecek kapları, içecek kapakları, filtreler ve daha fazlası gibi şeyler yapmak için mükemmeldir.

İnşaat Parçaları
Enjeksiyon kalıplama teknolojisini kullanan bir diğer sektör de özel, karmaşık plastik parçaların ev ve yapıların inşasında büyük rol oynadığı inşaat sektörüdür. Bu parçaların genellikle gerçekten iyi olması ve tam olarak oturması gerekir. Örneğin, kapılar ve pencereler için plastik parçalar yaptığınızda, mükemmel olmaları gerekir, ancak aynı zamanda sert olmaları ve hava koşullarına dayanabilecek özel niteliklere sahip olmaları gerekir. Günümüzde enjeksiyon kalıplama, metal parçaların yerini alabilecek parçalar yapmak için bile kullanılmaktadır ve bunlar daha iyi çalışır ve daha az maliyetlidir.

İlaçlar
Teşekkürler enjeksiyon kalıplamatıbbi şirketler önemli alet ve parçaları daha ucuza üretebilmekte, bu da sağlık hizmetlerinin dünyanın dört bir yanındaki insanlar için daha erişilebilir olmasına yardımcı olmaktadır. Kalp pompaları, çeşitli monitörler ve bir dizi tıbbi cihaz gibi birçok entegre tıbbi cihaz, enjeksiyon kalıplamanın hassasiyetine dayanır ve bu teknolojiyi sahada yeri doldurulamaz hale getirir.

Sonuç
Enjeksiyon kalıplama, çeşitli malzemeleri ve yüzeyleri destekleyen çok yönlü bir süreçtir ve bu da onu tamamen farklı hedefleri ve gereksinimleri olan sayısız sektör için popüler bir seçim haline getirir.

Bu teknoloji havacılık, tıbbi cihazlar ve otomotiv gibi sektörlerde yaygın olarak kullanılmakta olup, burada en karmaşık parçaları kusursuz bir hassasiyetle üretmek için üst kalıplama ve insert kalıplama gibi gelişmiş teknikler kullanılabilmektedir.







