 İçeriğe geç
İçeriğe geç 

Sıkıştırma Kuvveti Nedir?
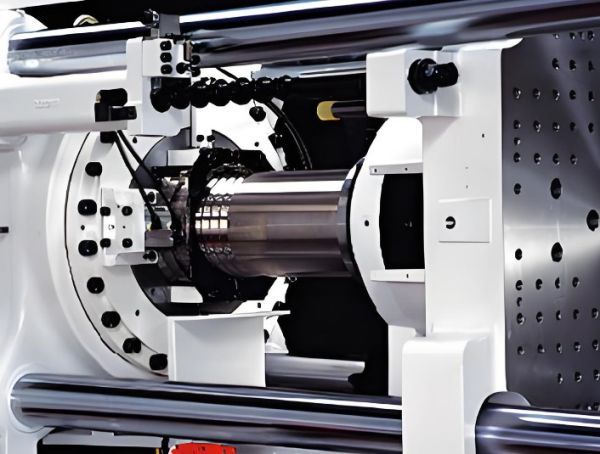
Sıkıştırma kuvveti, enjeksiyon kalıplama işlemi sırasında kalıbı kapalı tutmak için gereken kuvvettir. Kalıp yarımları da dahil olmak üzere kalıbın her bir parçasının doğru bir şekilde hizalanmasını sağlar ve erimiş plastiğin yüksek basınç altında kalıp dikişlerinden dışarı sızmasını önler. Sıkıştırma kuvveti genellikle ton cinsinden ölçülür ve enjeksiyon kalıplama makinesinin önemli bir parametresidir.

Sıkıştırma kuvveti, enjeksiyon kalıplama işleminin düzgünlüğünü ve görünüm kalitesini doğrudan etkileyen temel faktörlerden biridir. Yetersiz sıkıştırma kuvveti kalıbın düzgün kapanmamasına neden olarak parlamaya yol açarken, aşırı sıkıştırma kuvveti kalıba ve enjeksiyon kalıplama makinesine zarar verebilir. Kalıbın bütünlüğünü ve nihai ürünün kalitesini korumak için uygun sıkıştırma kuvvetinin sağlanması çok önemlidir.
sırasında enjeksiyon kalıplama süreciplastik malzeme kalıp boşluğuna yüksek sıcaklıkta ve hatırı sayılır bir basınçta enjekte edilir. Plastik soğuduğunda ve sertleştiğinde, bitmiş ürün yapılır. Bu aşamada, kalıp çok fazla iç basınca dayanmalı ve kalıbı kapalı tutmak için yeterli kuvvet veya sıkıştırma kuvveti uygulanmalıdır. Sıkıştırma kuvveti ideal değilse, basınç uygulandığında kalıp açılacak ve erimiş plastik kalıp dikişlerinden kalıba girecek, bu da parlamaya neden olacak ve hatta kalıba tamamen zarar verebilecektir.

Sıkıştırma Kuvvetinin Hesaplanması
Sıkıştırma kuvvetini hesaplamak için formül genellikle şöyledir:
Sıkıştırma Kuvveti = Öngörülen Alan × Boşluk Basıncı
Burada yansıtılan alan, ürünün ayırma yüzeyindeki yansıtılan alanıdır ve boşluk basıncı, enjeksiyon sırasında erimiş plastiğin kalıp duvarlarına uyguladığı basınçtır.
Örneğin, bir ürünün öngörülen alanı 200 santimetre kare ve kalıplama boşluğu basıncı 500 kg/cm² ise, gerekli sıkıştırma kuvveti şu şekilde olacaktır:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
Gerçek üretimde, sıkıştırma kuvvetini belirlemek için, üretilecek ürünün türü, kullanılacak polimerin akış özellikleri, enjeksiyon basınç oranı ve enjeksiyon hızı gibi diğer faktörler de dikkate alınmalıdır. Bu nedenle, sıkıştırma kuvvetinin hesaplanması ve belirlenmesi genellikle en iyi sonuçları elde etmek için ince ayar ve tekrarlanan denemeler gerektiren deneysel bir süreçtir.

Sıkıştırma Kuvvetinin Temel Rolleri
Kalıbın Kapalı Tutulması
Sıkıştırma kuvveti esas olarak enjeksiyon kalıplama işlemi sırasında kalıbı kapalı tutmak için kullanılır. Erimiş plastik çok fazla basınç oluşturduğundan, enjeksiyon kalıplama işlemi sırasında kalıp kilitlenmelidir. Sıkıştırma kuvveti yetersizse, kalıp açılacak ve plastik kalıp bağlantılarından dışarı sızacak ve bu da flaş olarak adlandırılan duruma neden olacaktır. Sıkıştırma ünitesi, kalıbın kapalı kalmasını sağlamak için maksimum sıkıştırma basıncının uygulanmasından ve sürdürülmesinden sorumludur.
Kalıbın kapalı konumda tutulması sadece parlamayı önlemekle kalmaz, aynı zamanda ürün boyutunun doğru olmasını ve ürün yüzey kalitesinin sağlanmasını da temin eder. Kalıp enjeksiyon kalıplama süreci Polimerin kalıba yüksek basınç altında enjekte edilmesini içerir, bu da kalıp hafifçe açılırsa tutarsız ürün boyutuna ve yüzey kusurlarına neden olur. Bu nedenle, nihai ürünün ideal kalitesini elde etmek için yeterli sıkıştırma kuvveti gereklidir.

Flaşı Önleme
Flaş, enjeksiyon kalıplamada yaygın bir kusurdur, sıkıştırma kuvveti yetersiz olduğunda, kalıp dikişinde plastik birikir ve "flaş" ile sonuçlanır. Flaş sadece ürünün dış yüzeyini ve kalitesini değiştirmekle kalmaz, aynı zamanda ek düzeltme işlemlerini artırır ve üretim verimliliğini azaltır. Bu nedenle, parlamayı önlemek için yeterli sıkıştırma kuvveti gereklidir.
Parlama sadece ürünün görünümünü etkilemekle kalmaz, aynı zamanda ürünün işlevsel performansını da belirli ölçüde etkiler. Örneğin, bazı hassas parçalar için parlama, ürünün montajını ve kullanımını etkileyebilir ve hatta ürünün hurdaya çıkmasına neden olabilir. Buna ek olarak, parlama görünümü daha sonraki bitirme işlemlerine de yol açacak, böylece üretim verimliliğini azaltacak ve üretim maliyetlerini artıracaktır.

Sıkıştırma Kuvvetini Etkileyen Faktörler
Enjeksiyon Malzemesi
Her malzemenin farklı özellikleri nedeniyle, sıkıştırma kuvveti de enjeksiyon malzemesine bağlı olarak değişir. Genel olarak, üretim için kullanılan malzemenin erime indeksi ve akışkanlığı sıkıştırma kuvvetini önemli ölçüde etkiler. Örneğin, yüksek erime indeksine sahip bir parça, düşük erime indeksine sahip bir parçadan daha iyi akışkanlığa sahiptir, bu nedenle daha az enjeksiyon basıncı gerektirir ve bu nedenle daha düşük bir sıkıştırma kuvveti gerektirir. Öte yandan, düşük eriyik indeksine sahip bir malzeme zayıf eriyik akışkanlığına ve yüksek enjeksiyon basıncına sahiptir, bu nedenle daha yüksek bir sıkıştırma kuvveti gerektirir.
Plastik malzemelerin akışkanlığı sadece erime indekslerine değil, aynı zamanda sıcaklık ve basınç gibi proses parametrelerine de bağlıdır. Örneğin, yüksek performanslı mühendislik plastikleri yüksek sıcaklık ve yüksek basınç koşulları altında iyi akışkanlık gösterirken, düşük sıcaklık ve düşük basınç koşulları altında zayıf akışkanlık gösterir. Sıkıştırma kuvvetini belirlerken, en iyi kalıplama etkisini elde etmek için malzemenin akışkanlığının ve işlem parametrelerinin kapsamlı bir şekilde dikkate alınması gerektiği sonucuna varılabilir.

Enjeksiyon Basıncı ve Hızı
Sıkıştırma kuvveti üzerinde doğrudan etkisi olan diğer parametreler arasında enjeksiyon basıncı ve hızı yer alır. Yüksek basınç ve yüksek hızlı enjeksiyonda, erimiş plastik kalıp duvarlarına önemli kuvvetler uygular; bu nedenle kalıbın kapalı durumunu korumak için sıkıştırma kuvvetinin daha yüksek olması gerekir. Öte yandan, düşük basınç ve düşük hızlı enjeksiyon altında, gerekli sıkıştırma kuvveti daha düşüktür.
Sıkıştırma kuvvetine ek olarak enjeksiyon basıncı ve hızı da ürün kalitesini ve üretim hızını etkiler. Örneğin, yüksek basınç ve yüksek hızda enjeksiyon, bir ürünün üretilmesi için gereken süreyi azaltabilir ve böylece verimliliği artırabilir, ancak sıkıştırma kuvvetinin daha yüksek olması gerekir ve bu nedenle ekipmandaki aşınma ve enerji tüketimi daha yüksektir. Bu nedenle, gerçek üretimde, en iyi üretim etkisini elde etmek için sadece verilen spesifikasyonları takip etmek yerine, bir ürünün gerçek gereksinimine ve gerçek üretim koşullarına göre enjeksiyon basıncını ve hızını daha kapsamlı bir şekilde seçmek oldukça önemlidir.
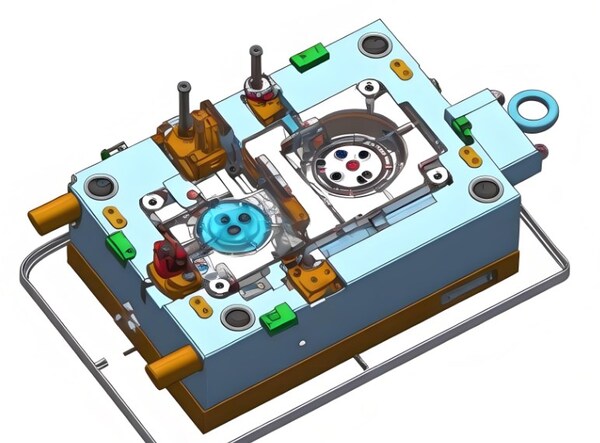
Kalıp Tasarımı
Kalıp tasarımının sıkma kuvveti üzerinde önemli bir etkisi vardır. Sıkıştırma kuvveti, kalıbın öngörülen alanıyla doğru orantılı olarak artar. Buna ek olarak, ayırma hattı düzeni, havalandırma sistemi ve diğer ilgili faktörler de sıkıştırma kuvvetini etkiler. Örneğin, iyi bir havalandırma kontrolü enjeksiyon sırasında gerilim dağılımının sağlanmasına yardımcı olarak gerekli sıkıştırma kuvvetini azaltabilir.
Kalıp tasarımı, sıkıştırma kuvvetinin önemli bir belirleyicisidir ve ürün kalitesi ve üretim verimliliği üzerinde önemli bir etkiye sahiptir. Örneğin, makul bir ayırma hattı tasarımı, parlama ve çapak oluşumunu azaltmaya yardımcı olarak nihai ürünün görünümünü iyileştirir. İyi bir egzoz sistemi, kabarcıkları ve boşlukları en aza indirerek ürünün yoğunluğunu ve mukavemetini artırmalıdır. Bu nedenle, bir kalıp tasarlarken, genel tasarımı optimize etmek ve iyileştirmek için sıkıştırma kuvveti, ürün kalitesi ve üretim verimliliği gibi faktörleri kapsamlı bir şekilde dikkate almak gerekir.
Sıkıştırma Kuvvetini Optimize Etme
Optimum Sıkma Kuvveti Nasıl Belirlenir?
Enjeksiyon malzemesi, ürünün ve kalıbın tasarımı, enjeksiyon koşulları vb. gibi birçok faktörün göz önünde bulundurulması gerektiğinden, hangi değerde sıkıştırma kuvvetinin gerekli olduğunu tanımlamak çok zordur. Başka bir deyişle, optimum sıkıştırma kuvvetini tahmin etmek için teorik ön koşul deneysel prosedürü kullanmaktır. Belirli adımlar aşağıdaki gibidir: Belirli adımlar aşağıdaki gibidir:
1. Uygulanması gereken sıkıştırma kuvvetlerinin ilk yaklaşımı.
2. İlk tahminlere göre deneme üretimi ve ürünlerin kalitesinin ve kalıpların durumunun incelenmesi.
3. En etkili sonuçlar elde edilene kadar deneme üretim sonuçlarına göre sıkıştırma kuvvetinin değiştirilmesi.

Sıkıştırma kuvvetinin deneylerden tahmin edilmesiyle, tüketiciye iyi kalitede ürün sunulabilir, üretim hızı artırılabilir ve ekipmanın ömrü uzatılabilir. Örneğin, deneme üretimi durumunda, enjeksiyon basıncı, hız ve sıcaklığın düzenlenmesi yoluyla, çeşitli parametrelerin aralığı deneme üretim sürecinin kendisi sırasında belirlendiğinde optimum sıkıştırma kuvveti bulunabilir, böylece genel üretim süreci kontrol edilir ve enerji tasarrufu sağlanır ve makinelerin aşınması ve yıpranması önlenir ve böylece üretim verimliliği ve bitmiş ürünün kalitesi artar.

Sıkıştırma Kuvvetini Optimize Etmek için İleri Teknoloji Kullanımı
Teknolojik ilerlemede, sıkıştırma kuvvetinin kontrolünde daha gelişmiş teknolojiler ön plana çıkmıştır. Örneğin, kalıp akış tasarım yazılımı kullanıldığında, mühendisler enjekte edilen malzemenin basınç dağılımını tahmin edebilir ve böylece kalıbı minimum sıkıştırma kuvveti ile tasarlayabilir. Buna ek olarak, bazı modern enjeksiyon kalıplama makineleri, polimer üretim süreci sırasında sıkıştırma kuvvetini yüksek hassasiyet ve kararlılıkla kontrol edebilen akıllı kontrol sistemleriyle donatılmıştır.
Kalıp akış tasarımı sadece basınç dağılımını değil aynı zamanda sıcaklık ve akış kabiliyetini de tahmin edebilir. Enjeksiyon işlemi sırasında meydana gelen sıcaklık, gölge ve akış kabiliyeti gibi tüm değişiklikler tam olarak anlaşılabilir ve hatta süreç optimize edilebilir ve iyileştirilebilir. Akıllı kontrol sistemleri kullanılarak, sıkıştırma kuvvetinin değişimini gerçek zamanlı olarak tutmak ve atölyedeki fiili duruma bağlı olarak değiştirmek, böylece üretim süreçlerini stabilize etmek ve üretilen ürünlerin kalitesini ve genel üretim verimliliğini artırmak mümkündür.

Yetersiz Sıkıştırma Kuvvetinin Sonuçları
Kalıp Deformasyonu ve Hasar
Sıkıştırma kuvveti yetersizse, enjeksiyon kalıplama işlemi sırasında kalıp açılacak, kalıbın şeklini bozacak ve tahrip edecektir. Bu durum, yetersiz sıkıştırma kuvvetinin kalıbın kalıcı olarak deforme olmasına ve hatta hurdaya çıkmasına neden olabileceği hassas kalıplar için daha da önemlidir.
Kalıp deformasyonu ve hasarı sadece ürün kalitesini etkilemekle kalmaz, aynı zamanda kalıbın bakım ve değiştirme maliyetleri üzerinde de önemli bir etkiye sahiptir, kaçınılmaz olarak üretim döngüsünü uzatır ve üretim verimliliğini azaltır. Örneğin, yüksek hassasiyetli parçaların üretilmesi durumunda, az miktarda kalıp deformasyonu bile hedef parçaların boyutsal toleransında ve işlevsel performansında değişikliklere neden olabilir ve böylece bitmiş ürünün kalitesini ve işlevini etkileyebilir.

Ürün Kalite Sorunları
Yetersiz bağlama kuvveti de ürün kalitesinde bazı sorunlara neden olabilir. En yaygın sorun, parçanın görünümünü etkileyen ancak aynı zamanda nihai ürünün boyutsal doğruluğunu ve işlevsel performansını da etkileyen parlamadır. Buna ek olarak, bazen yetersiz bağlama kuvveti düzensiz iç yapıya ve tutarsız malzeme dağılımına yol açarak ürünün genel kalitesini daha da etkileyebilir.
Flaş ürünün görünümünü etkilediği gibi ürünün montajını ve kullanımını da etkiler. Örneğin, bazı karmaşık parçalarda parlama montajı engelleyecektir. İkinci olarak, parlama aynı zamanda müteakip bitirme işlemlerine ihtiyaç doğuracak, böylece üretim verimliliğini azaltacak ve üretim maliyetlerini artıracaktır.

Aşırı Sıkıştırma Kuvvetinin Etkisi
Artan Enerji Tüketimi
Çok fazla sıkıştırma kuvveti, cihazın güç tüketimini etkileyecektir. plasti̇k enjeksi̇yon kaliplama Makine. Yüksek sıkıştırma kuvveti daha fazla enerji tüketir, bu nedenle üretim maliyeti daha yüksektir ve çevre dostu değildir.
Daha fazla enerji kullanımı sadece üretim maliyetlerini artırmakla kalmaz, aynı zamanda çevreye de daha fazla zarar verir. Örneğin, yüksek enerjili ürün prosesleri çevreyi kirleten ve iklim değişikliği üzerinde etkisi olan karbon emisyonlarını beraberinde getirir. Ekipmanın yüksek enerjili çalışma altında uzun süreli kullanımı ekipmanın hızlı aşınmasına neden olarak ekipman ömrünü ve üretim verimliliğini azaltacaktır.

Azaltılmış Kalıp Ömrü
Aşırı sıkıştırma kuvveti, kalıp üzerinde aşırı mekanik gerilime neden olarak ömrünü kısaltır. Yüksek sıkıştırma kuvveti altında uzun süreli çalışma, kalıbın çeşitli parçalarında yorulma hasarına neden olarak kalıp bakım ve değiştirme sıklığını artırır ve üretim maliyetlerini daha da yükseltir.
Kısalan kalıp ömrü, dayanıklılığı üzerinde olumsuz bir etkiye sahiptir, bu nedenle bakım ve değiştirme maliyetlerine neden olur, üretimin istikrarını ve sürekliliğini etkiler. Kalıp değişimi üretim sürecini engeller ve üretkenliği azaltır ve şirkete üretim giderlerinde daha pahalıya mal olur.

Sonuç
Sıkıştırma kuvveti, tüm üretim hattının ürün kalitesi ve verimliliğinin yanı sıra kalıbın ömrünü de belirlediği için enjeksiyon kalıplama sürecindeki kritik faktörlerden biridir. Uygun sıkıştırma basınçları, kalıbın kapalı kalarak diğerlerinin yanı sıra parlama gibi kalite sorunlarını azaltan ve aynı zamanda minimum enerji kullanarak kalıbın ömrünü en üst düzeye çıkaran çok iyi bir son ürün vermesini garanti eder.
Gerçek üretimde, sıkıştırma kuvvetinin hesaplanması ve düzenlenmesi enjeksiyon malzemesi, kalıp ve diğer enjeksiyon süreci faktörleri gibi faktörleri içerir. Ayrıca, üretim sürecine daha fazla istikrar ve verimlilik getirmek için gerekli sıkıştırma kuvvetinin daha iyi kontrol edilmesine ve korunmasına katkıda bulunabilecek modern teknolojilerin uygulanması da mümkündür.
Özet olarak, sıkıştırma kuvvetinin makul bir şekilde ayarlanması ve optimizasyonu enjeksiyon kalıplama süreç. Gerçek üretimde, bağlama kuvvetini sürekli olarak iyileştirmek ve kontrol etmek, üretim süreci verimliliğini ve istikrarını artırmak, ürün kalitesini iyileştirmek, üretim maliyetlerini düşürmek, kalıp ömrünü uzatmak ve işletmeler için daha fazla ekonomik ve sosyal fayda yaratmak için bilimsel yöntemler ve teknolojiler kullanılmalıdır.







