 İçeriğe geç
İçeriğe geç 

Giriş: Enjeksiyon kalıplama döngüsü büyük bir meseledir. Ne kadar iş yaptığınızı ve ne kadar para kazandığınızı etkiler. Dolayısıyla, üretim sürecinde işi hızlı bir şekilde yapmak istersiniz, ancak parçaların iyi olduğundan da emin olmak istersiniz.Bu makale temel olarak enjeksiyon kalıplama endüstrisinde enjeksiyon kalıplama döngü süresinin nasıl azaltılacağını tartışmaktadır.

Enjeksiyon Kalıplama Döngü Süreleri Nedir?
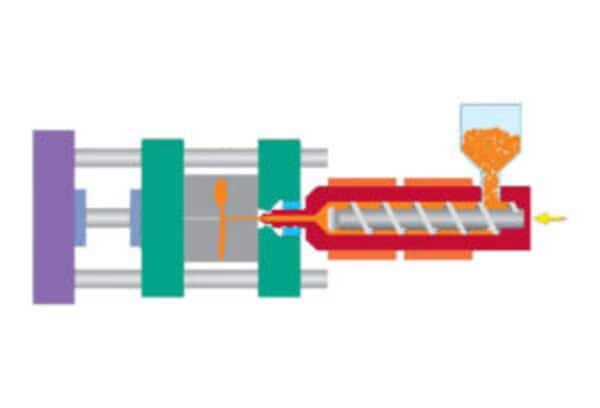
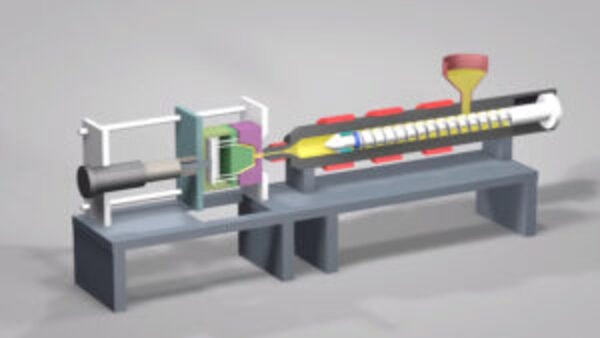
Kalıplama döngüsü, kalıplama işlemi için geçen toplam süredir. enjeksiyon kalıplama plastik bir parça yapmak için makine. Bir kalıplama döngüsünde, enjeksiyon ünitesinin hareketli parçaları ve enjeksiyon kalıplama makinesinin sıkıştırma ünitesi belirli bir düzende bir kez hareket eder.
Enjeksiyon Kalıplama Döngüsünün Bileşenleri
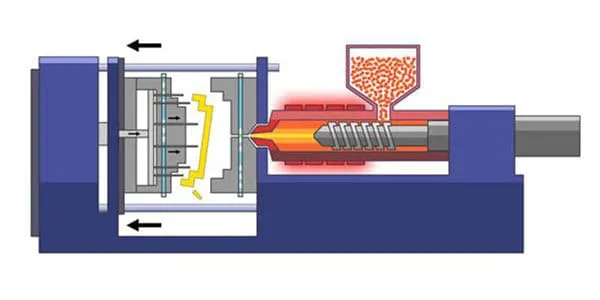
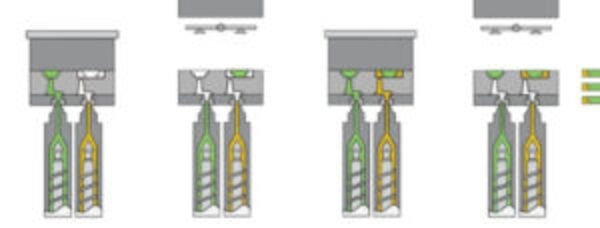
Enjeksiyon döngüsü enjeksiyon (kalıp doldurma), bekletme süresi, soğutma ve besleme (ön plastikleştirme dahil) süresi, kalıp açma (ürün çıkarma), yardımcı işlemler (ayırıcı madde uygulama, kesici uç yerleştirme vb.) ve kalıp kapatma süresinden oluşur.

Tüm kalıplama döngüsünde, soğutma süresi ve enjeksiyon süresi en önemlileridir ve ürünün performansı ve kalitesi üzerinde belirleyici bir etkiye sahiptir. Enjeksiyon döngüsü, enjeksiyon kalıplamayı etkileyen önemli bir süreç faktörüdür. Genel olarak, kalıplama döngüsünü oluşturan unsurlar şunları içerir.
Kapanış Saati
Bu, kalıbın kapanması için geçen süredir. Kalıp açma ve kapama süresi, enjeksiyon kalıplama makinesinin kalıp açma stroku ve kalıp kapama hızı ile belirlenir.

Kalıbın kütlesi olduğundan, kalıp kapama hızı çok hızlı ayarlanırsa, kalıp kapama sırasında kinetik enerji nedeniyle kalıp hasar görebilir, bu nedenle frenleme dikkate alınmalıdır.
Dolum Süresi
Dolum süresi, erimiş reçinenin yolluktan kalıba girdikten sonra boşluğu doldurması için geçen süredir.
Dolum süresi, enjeksiyon hızına bağlıdır. enjeksiyon kalıplama makine (gerçek uygulamalarda, enjeksiyon vidasının veya pistonunun hareket hızına ve enjeksiyon silindirinin çapına bağlıdır, enjeksiyon hacmi/zaman = enjeksiyon hızı (cm3/sn)).
Ayrıca, erimiş reçinenin viskozitesinden de etkilenir. Doldurma süresi kısaysa, reçine doldurma hızı çok hızlıdır, bu da reçinenin yanmasına veya gaz üretmesine neden olabilir. Öte yandan, doldurma süresi çok uzunsa, kalıplanmış ürünün yüzeyinde belirgin akış izleri ve kaynak çizgileri görünebilir.
Bekleme Süresi
Bekletme süresi, kalıp plastikle doldurulduktan sonra kapı donana kadar basıncı açık tutmanız gereken süredir. Çok uzun süre bekletirseniz, parçayı kalıptan çıkarmakta sorun yaşarsınız.
Soğutma süresi
Soğutma süresi, tutma basıncı yapıldıktan sonra kalıplanan parçanın, yolluk ve yollukların soğuması ve belirli bir dereceye kadar katılaşması için geçen süredir.

Genellikle soğutma işlemi süresi kalıplama döngüsündeki en uzun süredir. Kalıbın en kalın kısmı soğutma süresini belirler. Bu sadece kalıplanan parça için değil, aynı zamanda yolluk ve yolluk için de geçerlidir.
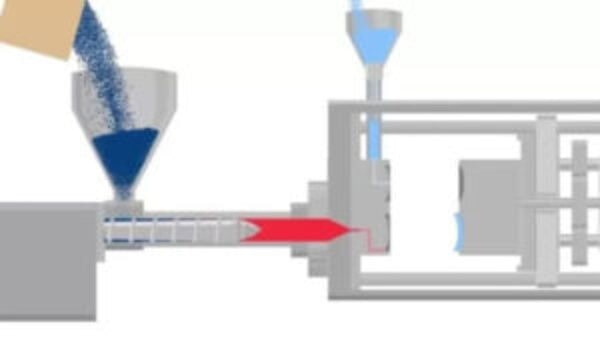
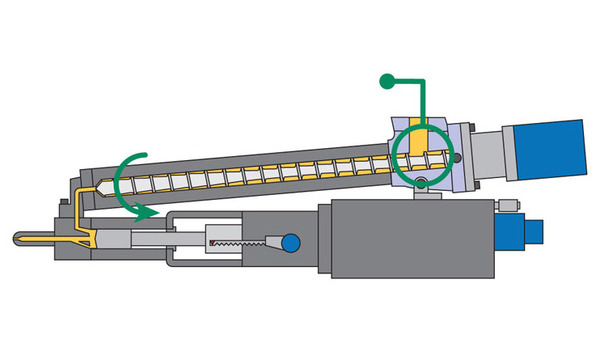
Plastikleşme Süresi
Plastiği eritmek için geçen süreye plastikleştirme süresi denir. Genellikle plastikleştirme süresi soğutma süresiyle aynı zamanda yapılır ve soğutma süresinden daha kısadır. Vida hızını plastikleştirme süresini kısaltmak için gerekenden daha fazla artırırsanız, plastik içinde hava sıkışabilir veya yanabilir.

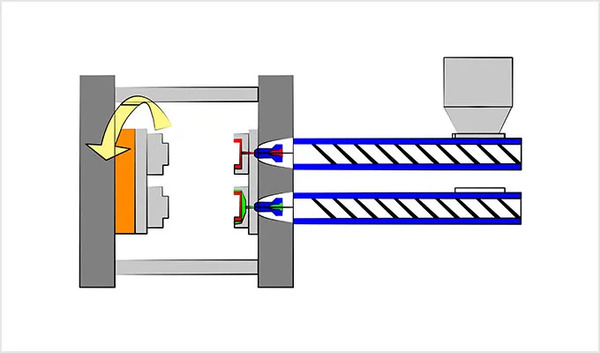
Kalıp Açma Süresi
Kalıbın açılması için geçen süredir. Kalıp açma ve kapama süresi, enjeksiyon kalıplama makinesinin kalıp kapama strokuna ve kalıp açma hızına bağlıdır. Ayrıca, parça boşluktan kalıptan çıkarıldığında çizikleri veya kötü kalıptan çıkarmayı önlemek için bazen kalıp açma hızının ilk başta yavaş açılması gerekir.

Kaldırma Süresi
Kalıplanmış parçanın kalıptan çıkarılması için geçen süre. Bu, parçayı dışarı itmek için gereken süreyi ve robotun onu yakalaması için gereken süreyi içerir.
Kalıplama Döngüsünü Kısaltmanın Ana Yolları
Yüksek hızlı otomatik kalıplama kalıplarının kullanılmasının ana nedeni, enjeksiyon kalıplama döngüsünü enjeksiyon kalıplama plastik parçaların kalitesini artırmak, insan gücünden tasarruf etmek ve üretim verimliliğini artırmak için makinenin plastikleştirme kapasitesi. Kalıplama döngüsünü kısaltmanın ana yolları aşağıdaki gibidir.

Enjeksiyon Süresini Kısaltın
Enjeksiyon için zaman: Enjeksiyon süresi besleme ve bekletme sürelerini içerir. Besleme zamanı, plastikleştirilmiş erimiş malzemeyi kalıba itmek için vidanın hızla ilerlediği zamanı ifade eder. Kalıp boşluğunu doldurmak için gereken süre genellikle 3 ila 5 saniyedir.
Yüksek eriyik viskozitesine ve hızlı soğutma hızına sahip plastik parçalar için, eriyiğin besleme süresini azaltmak için hızlı enjeksiyon kullanılmalıdır. Bekletme süresi, vida ilerledikten ve enjekte ettikten sonraki kalma süresini, yani boşluğa giren erimiş malzemenin konformal soğutma kanallarını ve enjeksiyon basıncının besleme süresini ifade eder.
Bu enjeksiyon süresi boyunca, zamanın oranı nispeten büyüktür, genellikle yaklaşık 20 ila 120 s. Plastik parçanın şekli basittir, şekli küçüktür ve tutma süresi kısadır. Plastik parça büyükse ve duvar kalınlığı büyükse, tutma süresi daha uzundur.
Enjeksiyon süresini kısaltmak için, eriyik dolum süresini kısaltmak amacıyla daha yüksek bir enjeksiyon basıncı kullanmanız gerekir. Bu, nokta kapılar ve yan kapılar gibi daha küçük kesit alanlarına sahip kapıların kullanılmasını gerektirir.
Bu kapılar küçük bir kesit alanına sahip olduğundan, katılaşmış malzeme içinden geçtiğinde, yüksek hızlı sürtünme nedeniyle yüksek bir kesme hızı ve yeni ısı üretecek, bu da erimiş malzemenin akışkanlığını artıracak ve malzemenin boşluğu hızla doldurmasını sağlayacaktır.
Bu amaçla, yolluk mümkün olduğunca kısa olmalıdır. Yolluksuz veya sıcak yolluklu bir yolluk sistemi kullanılırsa, nozülün ön ucu doğrudan yollukla temas halinde olabilir, bu da akış direncini büyük ölçüde azaltır ve enjeksiyon süresini kısaltmaya daha elverişlidir.
Kalıplanmış parçaların tüm parçalarını uygun bir sıcaklıkta tutun. Enjeksiyon işlemi sırasında, yolluk ve kalıp gövdesinin ısı yayması nedeniyle, erimiş plastik işlemin sonuna ulaştığında, sıcaklığı kademeli olarak düşerek uç boşluğunun tamamlanmamasına neden olur.
Bu fenomeni önlemek için, işlemin sonunda kalıbın sıcaklığı daha yüksek olmalıdır. Kaynak izlerini önlemek için, kaynak izlerinin oluşmaya eğilimli olduğu alanlarda kalıp sıcaklığı biraz daha yüksek olmalıdır.

Bu nedenle bazen lokal ısıtma yöntemleri kullanılır veya ısıyı dengelemek için sirkülasyonlu su kanallarının yoğunluğu kullanılır, yani sirkülasyonlu su kanalının çıkışı işlemin sonunda ayarlanır (su kanalının çıkışındaki su sıcaklığı giriştekinden daha yüksektir) kalıp sıcaklığının dengesini ayarlamak ve dökümün sonunda erimiş malzemenin akışkanlığını sağlamak için.
Gerekli egzoz ve taşma cihazlarını kurun. Yüksek hızlı kalıplama sırasında, enjeksiyon basıncı yüksek olduğundan ve erimiş plastik boşluğu hızla doldurduğundan, boşluktaki hava hızlı ve zamanında boşaltılamazsa, plastik parçanın kalitesini etkileyecek ve enjeksiyon kusurlarına neden olacaktır. Bu nedenle tasarım sırasında tamamen göz önünde bulundurulmalıdır.
Gerektiğinde egzoz kanallarını ayarlayın. Genel olarak, ayırma yüzeyinde ve her işlemin sonunda uygun egzoz kanalları ve gerekli taşma cihazları ayarlayın.
Eriyiğin Soğuma ve Katılaşma Süresini Kısaltın
Soğutma süresi: Soğutma süresi, eriyik enjekte edildikten sonra plastik parçanın soğuması ve katılaşması için geçen süredir. Soğutma süresi plastik parçanın kalınlığı, malzeme özellikleri ve kalıp sıcaklığı ile ilgilidir.

Genel olarak, plastik parça kalıptan çıkarıldığında deforme olmadığı sürece soğutma süresi ne kadar kısa olursa o kadar iyidir. Plastik parçaların soğuma süresi genellikle 30 ila 120 saniye arasındadır.
Enjeksiyon işlemi sırasında eriyiğin soğuma ve katılaşma süresi büyük bir orana sahiptir. Bu nedenle, kalıbın soğutma verimliliğini artırmak ve soğutma ve katılaşma süresini kısaltmak, kalıplama döngüsünü kısaltmanın en etkili yollarından biridir.

Kalıbın genel soğutma verimliliğini artırın. Genel olarak, kalıp gövdesinin soğutulması, sirkülasyon suyu devresindeki suyun kalıp soğutmasını sağlamak için ısıyı uzaklaştırmasıyla sağlanır.
İyi bir soğutma devresi kurduktan sonra en önemli sorun soğutma suyu akışını artırmak ve soğutma suyunun çıkışı ile girişi arasındaki sıcaklık farkını azaltmaya çalışmaktır, özellikle otomatik yüksek hızlı kalıplama kalıpları için çıkış ile giriş arasındaki sıcaklık farkı 3°C içinde kontrol edilmelidir.

Soğutma suyu kanalının paralel bağlantı yöntemi daha etkilidir, özellikle yaz aylarında musluk suyu kullanıldığında, özel bir soğutma suyu soğutma ve dağıtım cihazı kurulmalıdır. İşlevi, kalıp gövdesi su kanalının çıkışından akan suyun belirli bir sıcaklığa sahip olmasıdır.
Soğutma cihazı aracılığıyla soğutulduktan sonra su, soğutma verimliliğini artırabilen ve su tasarrufu için geri dönüştürülebilen özel bir su pompası ile su kanalının girişine akar.
Soğutma suyu devresi, kalıplanmış plastik parçaya mümkün olduğunca yakın ayarlanır ve yan duvarda basamak şeklinde veya kaba iplik şeklinde bir akış engelleme yapısı işlenir. Bu sırada, soğutma suyu akışı geri dönerken basamak parçasıyla çarpışacak ve çekirdekten ısı elde edecektir.
Isıyı alan soğutma suyu basamak kısmına sıçrayacak ve gelen soğutma suyu ile çarpışacak, böylece soğutma suyu ile çekirdek gövde arasındaki temas alanı artacak ve soğutma etkisi artacaktır.
Çekirdek istenen şekil ince olduğunda, çekirdek hacmi küçük olduğundan, kalıplama sırasında sıcaklığın yükselmesi kolaydır ve ısıyı dağıtmak ve soğutmak kolay değildir, bu da kalıplama döngüsü üzerinde büyük bir etkiye sahiptir ve bir soğutma cihazı kurulmalıdır.
Bununla birlikte, soğutma suyu kanalı içeriden kurulamadığında, iyi termal iletkenliğe sahip berilyum bakır alaşımı seçilebilir.
Otomatik yüksek hızlı kalıplama kalıplarının dengeli soğutulmasını sağlamak için, bazen belirli bir parçada yerel soğutma ve yerel ısıtma gerekir. Otomatik yüksek hızlı kalıplama sürecinde, yolluk soğutma sorunu göz ardı edilemez.
Döküm kalıplama için soğuk yolluk sistemi kullanılırsa, ana yolluk ve branşman yolluk nispeten büyük olduğundan, soğutma süreleri nispeten uzayacak, yani kalıplama döngüsü aynı zamanda uzayacaktır. Bu nedenle, yollukta bir soğutma devresi kurmak gerekir.

Yardımcı Süreyi Kısaltın
Yardımcı zaman, enjeksiyon basıncı tutma ve soğutma ve katılaştırma işlemi hariç kalıplama döngüsündeki zamandır, yani kalıbın açılmasından kapanmasına kadar geçen süredir.
Bu süre zarfında, plastik parçalar ve dökülen kondensat kalıptan otomatik olarak düşecek şekilde kalıptan çıkarılır, kalıp gövdesinin kalıplama alanındaki kalıntılar giderilir ve kalıp kapatma işlemi sırasında hareketli parçalar sıfırlanır.

Kapladıkları zaman oranı büyük değildir, ancak otomatik yüksek hızlı kalıplama sürecinde her saniye önemlidir. Yardımcı süreyi kısaltmak için, basınçlı hava üfleme yöntemi genellikle kalıp kapanmadan önce döküntüleri otomatik olarak gidermek için kullanılır.
Yüksek Hızlı Enjeksiyon Makinesi Kullanın
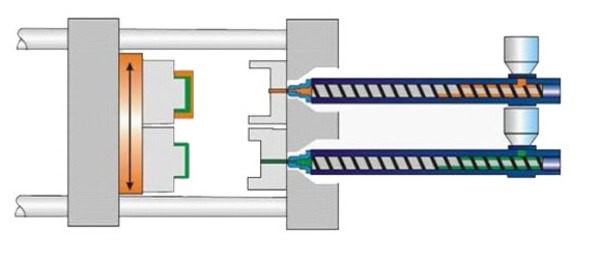
Bu enjeksiyon kalıplama makine şu adımlara sahiptir: plastik eritme, enjeksiyon kalıplama, kalıp açma, kalıp kapatma ve kalıptan çıkarma. Enjeksiyon kalıplama makinesinin işlevi, enjeksiyon kalıplama döngü süresini etkileyen ana nedenlerden biridir. Yüksek hızlı enjeksiyon kalıplama makineleri hız açısından birçok avantaja sahiptir.

Kalıp yapısını basit ve işlemesi kolay tutun, başka bir deyişle kalıp tasarımını mümkün olduğunca kolay hale getirin. Çoğu kalıp farklı şekillerde tasarlanabilir ve kalıptan çıkarmanın birçok yolu vardır. Basitleştirilmiş kalıp tasarımı, enjeksiyon kalıplamanın döngü süresini azaltabilir.
İyi Bir Isı Dağıtma Sistemi Kullanın.
Kalıbı soğuk su ile soğutun. Enjeksiyon kalıplama işlemi sırasında zaman kaybının yanı sıra, soğutma da enjeksiyon kalıplama döngü süresinin büyük bir kısmını alır. Bu nedenle, düşük sıcaklıkta soğutma suyu kullanmak ve soğutma suyunu soğutma sisteminden hızlı bir şekilde geçirmek, enjeksiyon kalıplama işlemi sırasında döngü süresini azaltmaya yardımcı olabilir.
Sonuç
Özetlemek gerekirse, enjeksiyon kalıplama döngüsünü azaltmanın ana yolları enjeksiyon süresini kısaltmak, eriyik soğutma ve katılaşma süresini kısaltmak, yüksek hızlı bir enjeksiyon kalıplama makinesi kullanmak ve iyi bir ısı dağıtma sistemi kullanmaktır.

Bu, plastik parçaların üretim maliyetini düşürmeye yardımcı olur. Ve etkinleştirmek enjeksiyon kalıplama Aynı enerji tüketimi ile aynı anda daha fazla ürün üretmek için makine.







