 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama, bir şeyler yapmanın en iyi yollarından biridir. Hızlıdır, aynı anda çok sayıda şey üretebilir ve gerçekten yüksek kaliteli şeyler yapmakta gerçekten iyidir. Bu kadar iyi olmasının nedeni, çok sayıda adıma sahip olması ve yapmak istediğiniz şeyin istediğiniz şekilde ortaya çıkmasını sağlamak için her adımın gerçekten önemli olmasıdır. Bu blog yazısında, enjeksiyon kalıplamanın tüm adımlarını inceleyeceğiz, böylece bir fikirden gerçek bir şeye nasıl geçtiğini görebilirsiniz.
Enjeksiyon Kalıplama Süreci
Enjeksiyon Kalıplamanın Temel Prensipleri ve Uygulamaları
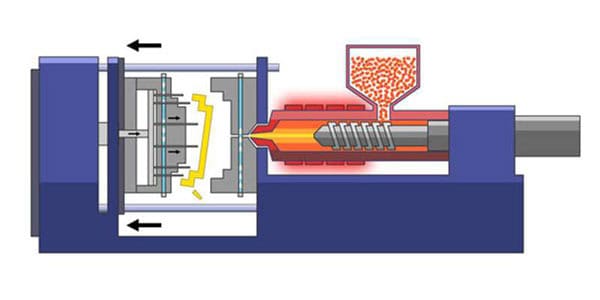
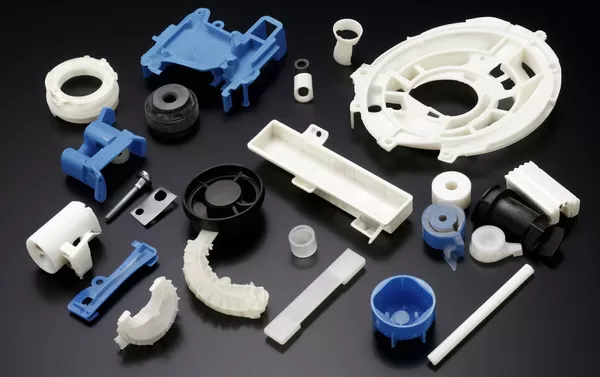
Enjeksiyon kalıplama, ısı kullanarak plastik peletleri sıvı hale getiren ve ardından bunları bir nozülden bir kalıba iten bir işlemdir. Plastik soğuduktan sonra katı hale gelir ve kalıptan çıkarılır. Enjeksiyon kalıplama tek bir kalıp kullanarak tek seferde çok sayıda plastik parça yapmanın ucuz ve etkili bir yoludur. Bu işlem araba motorlarında, ev aletlerinde ve gıda kaplarında kullanılan her türlü plastik parçayı üretebilir.

Enjeksiyon Kalıplamanın Modern Endüstrideki Önemi
Türevlerine olan talep artmaya devam ettikçe, enjeksiyon kalıplama teknolojisi endüstriyel üretimde giderek daha önemli hale gelmektedir. Enjeksiyon kalıplama teknolojisi, üretim sürecini hızlandıran bir otomatik üretim şeklidir. Ayrıca, plastik enjeksiyon kalıplama son derece hassas takımlar kullandığından ve kesin boyut toleranslarına sahip olduğundan, daha karlı ve daha yüksek kaliteli bir son ürünle üretim yapmak mümkündür.
Üstelik, enjeksiyon kalıplama imalatı geniş uygulamalar, yüksek otomasyon ve istikrarlı üretim ve kalite verimliliği gibi birçok avantaj sunar. Özellikle pandemi sırasında konnektör endüstrisi hızla yön değiştirmek ve normal ve beklenmedik ihtiyaçları karşılamak için çok sayıda tıbbi cihaz üretmek zorunda kaldı. Bu yaklaşım toplum tarafından iyi karşılandı.

Enjeksiyon Kalıplama Üretim Süreci
Tasarım ve Prototip Üretimi
Her iyi enjeksiyon kalıplama projesi iyi tasarım ve kaliteli prototip üretimiyle başlar. Bu, mühendislerin ve tasarımcıların ürün geliştirmek ve fikirleri teknik detaylara dönüştürmek için yaratıcı zihinlerini kullandıkları ürün geliştirme sürecinin ilk adımıdır. CAD (Bilgisayar Destekli Tasarım) yazılımı, eklemeli imalatta kullanılan ana araçlardan biridir. Boyutlar, gereksinimler ve tolerans seviyeleri hakkında ayrıntılar içeren planlar oluşturarak yardımcı olur, böylece malzemeler ayrıntılı talimatlara göre eklenebilir ve doğruluk elde etmek için hizalanabilir.
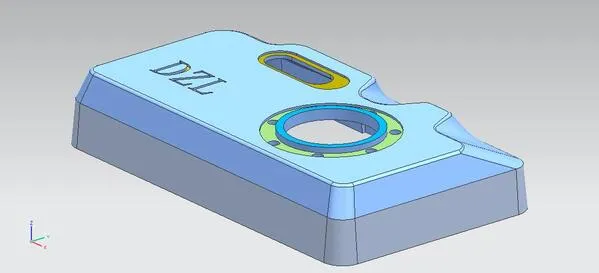
Tasarım düşüncesi estetiği de içerir. Mühendisler malzeme seçimi, parça geometrisi ve üretilebilirlik gibi çok çeşitli faktörleri göz önünde bulundurmalıdır. Karmaşık parçalara yönelik kavramsal tasarımların test çalışmalarını simüle etmek için gelişmiş, karmaşık simülatörler geliştirilmektedir. Bu simülatörler olası sorunların tahmin edilmesine, optimizasyon alanlarının belirlenmesine ve prototiplerin üretilmesine olanak sağlamaktadır.
Prototipleme, kavramsal tasarımların test edilmesini fiziksel şeylerin fiilen yapılmasıyla birleştiren modeller yapma sürecidir. 3D baskı gibi teknolojilerin hızlı gelişimi, ürün tasarımı performans kriterlerini karşılayana ve estetik komiteler tarafından onaylanana kadar hızlı yinelemelere ve ayarlamalara olanak tanır. Tasarımcılar da aynı şeyi yapabilirler, ancak uyum, biçim ve işlev gibi şeyler yerine, istedikleri sonuçları elde etmek için uygun gördükleri değişiklikleri yaparlar.
Kalıp İmalatı
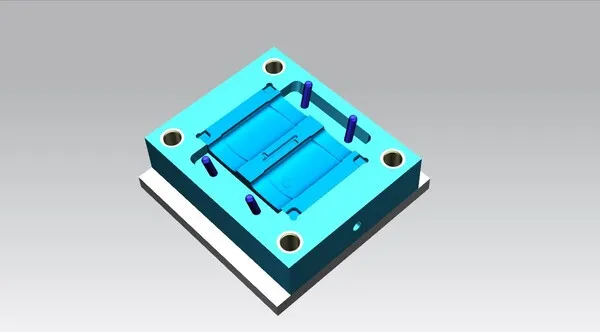
Enjeksiyon kalıplama, nihai ürünün şeklini ve özelliklerini belirleyen hassas bir araç olan kalıp etrafında döner. Bir kalıp yapmak, makinenin malzemeyi kaldırarak iş parçasını oluşturmasını gerektiren özenli ve hassas bir süreçtir. Tipik olarak, iş parçaları çelik veya alüminyumdan yapılır ve istenen şekilleri ve yüzey kaplamalarını oluşturmak için frezeleme veya işleme ile oluşturulur.

Kalıbın karmaşıklığı, parçaların ne kadar karmaşık olduğuna bağlıdır. Tek boşluklu basit parçalar yapan bir kalıbınız olabilir ve bunu çok boşluklu veya aile kalıbı ile iki veya üç kat daha fazla parça yapmak için yükseltebilirsiniz. Yolluk sistemleri, havalandırma ve soğutma sistemleriyle uğraşmanın yanı sıra kalıp tasarımı, parçanın kaliteli olduğundan emin olmak için kapı konumları, soğutma kanalları ve ayırma hatları gibi şeyleri de dikkate almalıdır.
Bundan sonra kalıbı test ediyoruz ve kullanıma hazır olduğundan emin oluyoruz. Uzun süre sorunsuz çalışacağından emin olmak istiyoruz. Kalıba ne kadar plastik koyacağımız, bir parçayı yapmanın ne kadar süreceği ve istediğimiz boyuta ne kadar yaklaşabileceğimiz gibi şeyleri anlamak için test kalıbı denemeleri yapıyoruz. Bizim için daha iyi çalışmasını sağlamak için kalıpta bazı şeyleri değiştirmemiz gerekebilir.

Malzeme Hazırlama
Kalıp hazır olduğunda, malzeme hazırlığına geçiyoruz. Enjeksiyon kalıplama, uygulamanın özel ihtiyaçlarına göre seçilen çok çeşitli termoplastikler ve termosetler kullanabilir. Pelet veya granül şeklindeki ham polimer reçineleri, kalıplamaya hazır hale getirmek için birkaç adımdan geçer.
için malzeme seçmek söz konusu olduğunda enjeksiyon kalıplamaNihai ürünün kalitesi, hem parçanın özelliklerini hem de maliyeti etkilediği için kilit öneme sahiptir. Bu durumda mühendislerin doğru malzemeyi seçmek için mekanik mukavemet, kimyasal stabilite ve çevresel direnç gibi unsurları göz önünde bulundurmaları gerekir. Ayrıca malzemenin kalıplama süreciyle uyumlu çalıştığından emin olmanız gerekir; bu da doğru eriyik akış özelliklerine ve büzülme davranışına sahip olması gerektiği anlamına gelir. Bu şekilde, tutarlı ve tekrarlanabilir sonuçlar aldığınızdan emin olabilirsiniz.

Üretim süreci, daha iyi çalışmasını veya yapmasını istediğiniz şeyi yapmasını sağlamak için renklendiriciler, stabilizatörler veya takviyeler gibi şeyleri temel reçine ile karıştırdığınız yerdir. Çalışmayı kolaylaştırmak ve katkı maddelerinin reçine içinde yayıldığından emin olmak için malzeme karıştırma veya önceden karıştırılmış malzemeler kullanabilirsiniz.
İyi malzeme hazırlığı, tutarlı eriyik kalitesi, iyi akış ve daha sonra iyi bir parça finişi için temel oluşturur. Malzeme taşıma sistemleri, reçine peletlerinin bozulmasını ve kirlenmesini önlemek için depolama ve üretimdeki nemi azaltmak için konveyörler, kurutucular ve pelet hazırlama konveyörleri kullanır.

Enjeksiyon
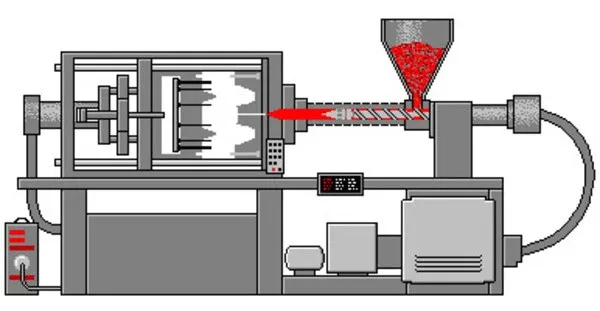
Enjeksiyon kalıplama işlemi, kalıbın işaretli alanının eritilmiş polimer malzeme ile doldurulmasıyla başlar. Süreç, kalıp kapatıldığında ve polimer reçinesi yolluk adı verilen belirli bir girişten enjekte edilerek kapalı bir sistem oluşturulduğunda başlar.
Enjeksiyon kalıplama makineleri farklı boyutlara ve kurulumlara sahip olabilir, ancak hepsi aynı temel parçalara sahiptir ve aynı şekilde çalışır. Vida, plastiği döndüren ve hareket ettiren, eriten ve karıştıran parçadır, böylece hepsi aynı olur.
Hidrolik veya elektrikli motorlar tarafından ayarlanan vida, enjeksiyon hacmi, vida hızı ve basıncının daha iyi kontrol edilmesini sağlar.
Sıvı malzeme daha sonra kalıbın içine çekilir, deliği doldurur ve kalıp tarafından belirlenen tam şekli ve detayı alır. Mükemmel dolum, işlem boyunca basınç ve sıcaklığın kontrol edilmesiyle elde edilir ve bu, kusur olasılığını en aza indirir ve her deliğin tutarlılığının ve kalitesinin yüksek olmasını sağlar. Enjeksiyon parametreleri malzemeye, parça şekline ve üretim programına göre ayarlanır. Bu parametreler enjeksiyon hızı, vakum, paketleme ve tutma basıncı ve soğutma süresini içerir.

Soğutma ve Katılaşma
Daha sonra, erimiş malzeme kalıba dökülür ve burada soğuyup katılaşır. İstenen özellikleri elde etmek ve herhangi bir çatlağı önlemek için soğutma işleminin mümkün olduğunca hızlı ve düzgün olması gerekir. Kalıbın ısı transferine yardımcı olan yuvaları veya kanalları vardır, böylece malzeme hızla soğur ve katılaşır.
Soğutma süresi parça geometrisi, malzeme türü ve kalıp tasarımı gibi değişkenlere göre özelleştirilir. Soğutma önemlidir, çünkü doğru yapılmazsa parça bükülebilir, büzülebilir veya parçanın kalitesini ve performansını etkileyebilecek iç gerilmelere sahip olabilir. Kalıp sıcaklığı kontrolü için, soğutma oranlarını stabilize etmek ve homojen işleme elde etmek amacıyla su veya yağ içeren termal sirkülasyon sistemleri kullanılır.
Konformal soğutma gibi yeni soğutma teknolojileri, parçanın şekline uyan soğutma kanalları oluşturmak için katmanlı üretim kullanır, işlem süresini kısaltırken ısı transferini ve performansı artırır. Tasarımcılar yazılım sayesinde soğutma sistemi optimizasyonunu, ısı transferini ve sıcaklık haritalarını modelleyebilir ve daha fazla soğutmaya ihtiyaç duyan sıcak noktaları veya alanları belirleyebilir.

Fırlatma ve Düzeltme
Parça gerekli derecede güçlendirildikten sonra kalıp açılır ve yeni oluşan parça boşluktan çıkarılır. Örneğin ejektör pimleri veya plakaları ile donatılmış makine, geometriyi deforme etmeden veya yüzey durumuna zarar vermeden parçanın bulunduğu yerden ayrılmasına izin verecektir.
Bu, parçadaki fazladan şeyleri ve parlamaları kesmek gibi bazı ekstra şeyler yapmayı gerektirebilir. Kırpma veya işleme olarak da adlandırılan kesme, parçayı yapmak için yaptığınız son şeydir. Parçayı doğru boyut ve şekle getirmek için keser veya şekillendirirsiniz. Parçayı kesen makineler işi yapmak için kesme, taşlama veya patlatma kullanır. Bu, işi yapmak için gereken süreyi çok daha kısaltır ve işi yapmak için insanlara ihtiyaç duymazsınız.

Kalite Kontrol ve Son İşlem
Son olarak, kalıplama süreci, son aşamalar ve bitirme işlemleri boyunca bir dizi kalite testi yapar. Parçaların boyutlarının, yapısal bütünlüğünün ve genel görünümünün doğru olduğundan emin olmak için denetimler yapıyoruz. Koordinat ölçüm makineleri (CMM'ler) ve optik tarayıcılar, kaliteyi kontrol etmek ve teknik özellikleri ve standartları karşıladığımızdan emin olmak için kullandığımız yüksek teknolojili metroloji araçlarına örnektir.
Boyut denetimi, bir parça üzerindeki önemli şeyleri ölçtüğünüz zamandır. Ayrıca yüzeyin pürüzlülüğünü de ölçersiniz. İstatistiksel Süreç Kontrolü (SPC), işlerin nasıl gittiğini takip ettiğiniz ve iyi parçalar ürettiğinizden emin olduğunuz zamandır. Bir parçanın içine bakmak ve herhangi bir sorun olup olmadığını görmek için X-ışınları veya ultrason da kullanabilirsiniz.

Görünüm gereksinimlerini karşılamayan parçalar kumlanabilir veya başka bir yüzey işlemi uygulanabilir. Ayrıca bu parçaların daha iyi çalışmasını sağlamak için boyayabilir, monte edebilir veya başka nihai işler yapabiliriz. Herhangi bir özel işlem yapmamız gerekiyorsa, daha fazla parça veya özellik eklemek için işleme, kaynak veya yapıştırma gibi bazı alt montaj işleri yapmamız gerekecektir. Koşul gerekliliklerini karşıladığımızdan ve müşterilerimizin ürettiklerimizden memnun olduğundan emin olmak için kalite kontrol prosedürlerimiz var.

Enjeksiyon Kalıplama Sürecini Etkileyen Faktörler
Sıcaklık Kontrolü
1. Namlu Sıcaklığı
Bu süreçte sıcaklık kontrolü çok önemlidir ve kontrol edilmesi gereken üç parametre vardır: varil sıcaklığı, nozul sıcaklığı ve kalıp sıcaklığı. İlk iki sıcaklık öncelikle plastiğin akışını ve kristalleşmesini etkilerken, ikincisi soğutma ve akışı kontrol edebildiği için en önemlisidir. Her plastik türü farklı bir akış sıcaklığına sahiptir ve aynı plastik türü içinde bile farklı sınıflar ve kaynaklar farklı akış ve ayrışma sıcaklıklarına sahiptir. Sonuç olarak, reçinenin kimyasal özellikleri değişebilir, bu da ortalama moleküler ağırlık ve moleküler ağırlık dağılımı ile ilgilidir. El aletinin namlusunun sıcaklığı enjeksiyon makinesinin türüne bağlı olarak değişir, bu nedenle namlu seçimi de farklıdır.

2. Nozul Sıcaklığı
Nozul sıcaklığı genellikle namlunun en yüksek sıcaklığından çok daha düşük değildir. Bu, erimiş malzemenin nozülden dışarı damlamasını önler, buna "damlama" da denir. Eritme nozulu sıcaklığı çok düşük olmamalıdır, böylece erimiş malzeme çok kısa sürede donarak nozulu veya parçaları tıkamaz.
3. Kalıp Sıcaklığı
Kalıbın sıcaklığı, parçanın özelliklerini ve görünümünü etkileyen en önemli faktördür. Kalıbın yüksek ve düşük sıcaklıkları, kristalliğin varlığı, kalıbın boyutu ve tasarımı, parçanın özellikleri ve diğer işlem koşulları (eriyik sıcaklığı, enjeksiyon hızı ve basıncı, döngü süresi vb. gibi) gibi çeşitli faktörlerden etkilenir.

Basınç Kontrolü
Enjeksiyon kalıplama basınç, her ikisi de plastikleştirmeyi ve ürün kalitesini doğrudan etkileyen plastikleştirme basıncını ve enjeksiyon basıncını içerir.
1. Plastikleştirme Basıncı
(Ters Basınç) Enjeksiyon nozullu bir vida makinesinde, vidanın plastikleştirme basıncı, mezuniyette vida çapını artırır. Sistemdeki kuvvet, hidrolik sistemdeki tahliye valfi tarafından kontrol edilir. Bu, plastikleştirme basıncının tahrik gücü ile aynı seviyede kalması durumunda, plastikleştirme basıncının artırılmasının eriyik sıcaklığını artıracağı, ancak plastikleştirme hızını düşüreceği anlamına gelir. Öte yandan, daha yüksek plastikleştirme basıncı genellikle sadece tek tip sıcaklık ve renkte değil, aynı zamanda eriyikte sıkışmış olabilecek gazlardan arındırılmış plastik ürünlerin üretilmesiyle sonuçlanır. Çoğu zaman basınç, iyi bir ürün kalitesi oluşturabilecek ve bunu koruyabilecek mümkün olan en düşük değere ayarlanır. Uygulamada, plastikleştirme basıncı seçilen plastik türüne göre belirlenir ancak nadiren 20 kg/cm² değerine ulaşır.

2. Enjeksiyon Basıncı
Şu anda, neredeyse tüm enjeksiyon kalıplama makineleri plastik basınç ve enjeksiyon basıncı için aynı basıncı kullanmaktadır (devre tarafından yağ basıncından dönüştürülmüştür). Enjeksiyon basıncı, eriyiğin namludan boşluğa akışının neden olduğu direncin üstesinden gelmek, kalıbın belirli bir hızda doldurulması ve eriyiğin sıkıştırılmasıdır.

Kalıplama Döngüsü
Enjeksiyon kalıplamada bir işlemi tamamlamak için geçen süreye kalıplama döngüsü veya kalıplama çevrimi denir. Kalıplar aracılığıyla döküm süreci, işgücü verimliliği ve ekipman kullanımıyla doğrudan ilişkilidir. Bu nedenle, üretim sürecinde, en yüksek kalite seviyesi korunurken kalıplama aşamasının uzunluğu kısaltılmalıdır. Enjeksiyon süresi ve soğutma süresi, kalıplama döngüsündeki kilit aşamalardır. enjeksiyon kalıplama süreciÜrünün kalitesi üzerinde en doğrudan etkiye sahiptir. Dolum süresi, dolum oranı (zamanın tersi) ile doğru orantılıdır. Üretimde, malzeme için dolum süresi genellikle 3-5 saniyedir.

Boşluktaki plastiğin basınç altında olduğu süreye paketleme süresi denir. Bu süre çok önemlidir ve toplam enjeksiyon süresinin büyük bir bölümünü oluşturur. Genellikle 20 ila 120 saniye arasındadır (aşırı durumlarda, kalın parçalar için 5 ila 10 dakika). Paketleme süresi, eriyik makinenin nozulunda katılaştıktan sonra ürünün nihai boyutunu belirler. Kalıbın paketleme süresi, kalıp ve malzeme sıcaklıklarının yanı sıra besleme bölümünün ve kapı olarak adlandırılan yolluk genişliğinin koşullarına göre hesaplanır. Ürünün en az çekme oranına sahip basınç, ana yolluk ve kapının boyutuna ve proses koşullarına göre standart olarak seçilmelidir. Soğutma süresi ürünün kalınlığına, plastiğin termal ve kristalin özelliklerine ve kalıp sıcaklığına bağlıdır. En önemli şey, kalıp açma işlemi sırasında ürünün değişmesini önlemektir. Genellikle yaklaşık 30 ila 120 saniyedir. Eğer soğutma süresi çok uzunsa, bu zaman kaybıdır. Sadece üretim verimliliğini düşürmekle kalmaz, aynı zamanda karmaşık ve ince parçaları çıkarmak zordur ve kalıptan çıkarma stresine neden olmadan bunları çıkarmak zor olabilir. Diğer zamanlarda kalıplama süresinin şekli, malzeme işlemenin kesintisiz ve makine odaklı olmasına ve kalıplama ve dolum süreçlerinin ne kadar entegre olduğuna bağlıdır.
Enjeksiyon Kalıplama Teknolojisindeki Trendler
Gelecekte enjeksiyon kalıplama daha esnek olacak ve aynı kalacaktır. Dünya çapındaki çevre sorunları ne kadar aşırı olursa, yeşil üretimin imalat endüstrisinde yeni bir trend olma olasılığı da o kadar artacaktır. CNC işleme ve enjeksiyon kalıplama teknolojisi, üretim sürecinde hammadde satın almaz veya atık üretmez, ancak gelecekteki yeşil üretimde daha büyük bir rol oynayacaktır. Ayrıca, otomasyon teknolojisinin gelişimi, çevreci üretimin büyümesiyle desteklenecektir. enjeksi̇yon kaliplama teknoloji̇si̇daha iyi ve başarısız olma olasılığı daha düşük olacaktır.

Sonuç
Enjeksiyon kalıplama, birden fazla aşama içeren oldukça gelişmiş bir süreçtir. Her aşama, yüksek kaliteli bitmiş parça ve ürünlerin üretilmesinde önemlidir. Tasarım ve prototip üretiminden nihai ürünü piyasaya sürmeden önce denetime kadar her aşamanın sırasını anlamak, üreticilerin üretim yöntemlerini iyileştirmeleri, kaliteyi kontrol etmeleri ve en iyi ürünleri üretmeleri için çok önemlidir. Enjeksiyon kalıplamanın geleceği, diğer teknolojiler ve daha verimli, doğru ve çok yönlü yeni malzeme ve tekniklerin kullanımıyla şekillenmektedir.







