 İçeriğe geç
İçeriğe geç 

Giriş: Enjeksiyon kalıplama oldukça havalı bir üretim yöntemidir. Bir süredir kullanılıyor ve üretimi daha hızlı hale getiriyor. Hız ve üretim kolaylığı, üretimde, özellikle de seri üretimde önemli hususlardır, çünkü bu birçok avantaj sağlar. Bu avantajlar arasında daha düşük geliştirme maliyetleri, daha yüksek tahmin doğruluğu, daha hızlı inovasyon ve daha büyük pazar payı yer almaktadır.
Enjeksiyon Kalıplama Ne Anlama Geliyor?
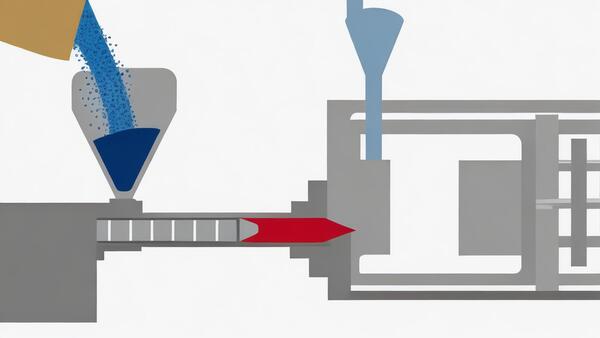
Enjeksiyon kalıplama, bir miktar eritilmiş maddeyi alıp bir kalıba fışkırttığınız bir üretim sürecidir. Sonra soğumasını ve sertleşmesini beklersiniz. Bundan sonra kalıptan çıkarırsınız. Bu işlemi tek bir şey yapmak için kullanabilirsiniz, ancak genellikle yüksek hacimli üretim için kullanırsınız.
Kalıbın içine sıktığınız malzeme genellikle plastik veya kauçuktur. Çünkü gerçekten hızlı bir şekilde çok fazla şey üretir ve her zaman iyidir, enjeksiyon kalıplama her yerde elektrik parçaları, araba parçaları, ucuz plastik malzemeler, mobilya parçaları ve diğer her türlü şeyin yapımında kullanılır.
Ana Enjeksiyon Kalıplama Parametreleri Nelerdir?
Enjeksiyon kalıplama döngüsünde iyi plastik parçalar yapmak için kontrol etmeniz gereken pek çok şey vardır. Bunlardan bazıları şunlardır:

Enjeksiyon basıncı: Bu, plastiği kalıbın içine ne kadar sert ittiğinizdir. Kalıbın doğru şekilde dolduğundan ve parçaların iyi çıktığından emin olmak önemlidir.
Kalıp sıcaklığı: Bu, parçaları yaptığınızda kalıbın ne kadar sıcak olduğudur. Plastiğin nasıl aktığını, parçaların nasıl soğuduğunu ve parçaların ne kadar iyi çıktığını etkiler.
Nozul basıncı: Bu, plastiği nozülden kalıbın içine ne kadar sert ittiğinizdir. Enjeksiyon basıncının bir parçasıdır, ancak bu sadece kalıptaki basınçtır.
İyileşme oranı: Malzemenin enjeksiyon işlemi sırasında ezildikten sonra ne kadar hızlı geri döndüğü.
Küçülme oranı: Kalıplanan parçanın erimiş halden katı hale ne kadar küçüldüğü.
Sıkıştırma kuvveti: Plastik enjekte edilirken ve soğutulurken kalıp yarılarını bir arada tutan kuvvet.

Vida hızı: Enjeksiyon kalıplama makinesinin kovanının içindeki vidanın ne kadar hızlı döndüğü. Vida hızı, plastiğin kalıp boşluğuna ne kadar hızlı itildiğini kontrol eder ve doldurma ve soğutmanın ne kadar süreceğini etkiler.
Enjeksiyon Kalıplama Proses Koşulları Nelerdir?
Sıcaklık Kontrolü
Namlu sıcaklığı
Enjeksiyon kalıplama sürecinde kontrol edilmesi gereken sıcaklıklar arasında kovan sıcaklığı, nozul sıcaklığı ve kalıp sıcaklığı yer alır. İlk iki sıcaklık esas olarak plastiğin plastikleşmesini ve akışını etkilerken, ikinci sıcaklık esas olarak plastiğin akışını ve soğumasını etkiler. Her plastik türü farklı bir akış sıcaklığına sahiptir.
Aynı plastik türünün farklı kaynakları veya markaları farklı akış sıcaklıklarına ve ayrışma sıcaklıklarına sahiptir. Bunun nedeni, farklı ortalama moleküler ağırlıklara ve moleküler ağırlık dağılımlarına sahip olmalarıdır. Plastiklerin farklı tipteki enjeksiyon makinelerinde plastikleşme süreci de farklıdır, bu nedenle varil sıcaklığı da farklıdır.

Nozul Sıcaklığı
Nozul sıcaklığı genellikle maksimum namlu sıcaklığından biraz daha düşüktür. Bu, düz geçişli nozülde meydana gelebilecek "damlama fenomenini" önlemek içindir. Nozul sıcaklığı çok düşük olamaz, aksi takdirde eriyiğin erken pıhtılaşmasına ve nozulun tıkanmasına neden olur veya erken pıhtılaşmanın kalıp boşluğuna enjeksiyonu nedeniyle ürünün performansını etkiler.
Kalıp Sıcaklığı
Kalıp sıcaklığı, ürünün içsel performansı ve görünür kalitesi için çok önemlidir. Kalıp sıcaklığı, plastik kristalliğinin varlığı veya yokluğu, ürünün boyutu ve yapısı, performans gereksinimleri ve diğer proses koşulları (eriyik sıcaklığı, enjeksiyon hızı ve enjeksiyon basıncı, kalıplama döngüsü, vb.)

Basınç Kontrolü
Enjeksiyon kalıplama sürecindeki basınç, plastiğin plastikleşmesini ve ürünün kalitesini doğrudan etkileyen plastikleştirme basıncı ve enjeksiyon basıncını içerir.
Plastikleştirme Basıncı
(Geri basınç) Bir vidalı enjeksiyon makinesi kullanıldığında, vida geriye doğru döndüğünde vidanın üstündeki basınca plastikleştirme basıncı denir ve geri basınç olarak da bilinir. Bu basıncın boyutu hidrolik sistemdeki taşma valfi ile ayarlanabilir.
Enjekte ederken, plastikleştirme basıncının boyutu vidanın hızıyla değişmez. Plastikleştirme basıncını artırırsanız, eriyiğin sıcaklığını artırırsınız, ancak plastikleştirmeyi yavaşlatırsınız. Ayrıca, plastikleştirme basıncının artırılması genellikle eriyiğin sıcaklığının eşit olmasını, renklendiricinin eşit şekilde karışmasını ve eriyikteki gazın boşaltılmasını sağlayabilir.

Genel olarak, plastiği eritmek ve iyi bir parça yapmak için mümkün olduğunca az basınç kullanmak istersiniz. Kesin sayı plastiğe bağlıdır, ancak genellikle 20 kg/cm2'den azdır.
Enjeksiyon Basıncı
Günümüzde çoğu enjeksiyon makinesinde enjeksiyon basıncı, piston veya vidanın üst kısmı tarafından plastiğe uygulanan basınçla belirlenir (yağ devresi basıncından dönüştürülür). Enjeksiyon kalıplamada enjeksiyon basıncının amacı, plastiğin namludan boşluğa akış direncinin üstesinden gelmek, eriyik dolum oranını kontrol etmek ve eriyiği paketlemektir.

Kalıplama Döngüsü
Kalıplama döngüsü, işgücü verimliliği ve ekipman kullanımıyla doğrudan ilişkilidir. Bu nedenle, üretim sürecinde, kalite sağlanırken kalıplama döngüsündeki ilgili süre mümkün olduğunca kısaltılmalıdır. Tüm kalıplama döngüsünde, enjeksiyon süresi ve soğutma süresi en önemlileridir ve ürünün kalitesi üzerinde belirleyici bir etkiye sahiptirler.
Kalıplama döngüsündeki diğer süre, üretim sürecinin sürekli ve otomatik olup olmadığının yanı sıra süreklilik ve otomasyon derecesi ile ilgilidir.

Enjeksiyon Kalıplama için Yaygın Olarak Kullanılan Malzemeler Nelerdir?
Plastik malzeme seçimi rastgele değildir; ne ürettiğinize bağlı olarak stratejik bir karardır. İster optik parçalarda polikarbonatın şeffaflığı ister mekanik parçalarda naylonun aşınma direnci olsun, her malzeme enjeksiyon kalıplama sürecinin başarısında hayati bir rol oynar.

Polipropilen (PP)
PP veya polipropilen, aşağıdaki alanlarda kullanılan çok yönlü bir termoplastiktir enjeksiyon kalıplama. Hafiftir, kimyasallara karşı dayanıklıdır ve çok fazla aşınma ve yıpranmaya dayanabilir. Bu yüzden ambalaj, konteyner ve araba parçaları gibi şeylerin yapımında bu kadar popülerdir.

Akrilonitril Bütadien Stiren (ABS)
ABS mukavemeti, darbe direnci ve boyutsal kararlılığı ile bilinir. Bu özelliklerin yanı sıra kolayca kalıplanabilme ve renklendirilebilme özelliği, ABS'yi tüketim malları, otomotiv parçaları ve elektronik muhafazaların üretimi için en iyi seçenek haline getirmektedir.
Polietilen (PE)
Polietilen (PE) esnek ve ucuz olmasıyla bilinen hafif bir plastiktir. Ambalaj ve kaplardan tarım ürünlerine ve oyuncaklara kadar bir dizi farklı endüstride kullanılabilen HDPE ve LDPE gibi farklı türleri vardır.

Polistiren (PS)
Polistiren (PS) şeffaf, sert ve ucuzdur. PS genellikle ambalaj, yiyecek kapları ve tek kullanımlık çatal bıçak takımı gibi tek kullanımlık malzemelerde kullanılır ve kolay kalıplanması ve ucuzluğu nedeniyle sevilir.
Naylon (PA 6)
Naylon, özellikle naylon 6 veya PA 6, güçlü, sert ve aşınmaya karşı dayanıklı olmasıyla bilinir. Mekanik parçalar yapmak için harikadır ve dişliler, rulmanlar ve büyük miktarlarda yapılması, uzun süre dayanması ve çok hassas bir şekilde yapılması gereken diğer parçalar gibi şeylerde çok kullanılır.

Polikarbonat (PC)
PC veya polikarbonat, şeffaf, sağlam ve yüksek ısıya dayanıklı olmasıyla bilinir. Bu nedenle gözlük camları, bilgisayar parçaları ve birçok farklı endüstride kırılmayan şeffaf şeyler gibi şeylerin yapımında kullanılır.
Polioksimetilen (POM)
Asetal veya Delrin olarak da bilinen POM, mükemmel boyutsal kararlılığa sahip süper güçlü bir mühendislik plastiğidir. Dişliler, burçlar ve diğer hassas parçaların yapımı için mükemmeldir çünkü düşük sürtünme ve aşınmaya sahiptir ve kimyasallarla arası iyidir.

Enjeksiyon Kalıplama Ekipmanı Nedir?
Ne Tür Enjeksiyon Kalıplama Makineleri Vardır?
Görünüm özelliklerine göre dikey, yatay, dik açılı, döner ve eksantrik tip enjeksiyon kalıplama makineleri vardır. Şu anda, yatay tip en yaygın kullanılanıdır. Mühendislik plastiklerinin namluda eritilme ve plastikleştirilme şekline göre, yaygın olarak kullanılan iki tip vardır: piston tipi ve vidalı tip.

Pistonlu enjeksiyon makinesi, düşük plastikleştirme kapasitesi, düzensiz plastikleştirme, büyük enjeksiyon basıncı kaybı ve düşük enjeksiyon hızı gibi dezavantajları nedeniyle son yıllarda nadiren geliştirilmiştir. En yaygın olarak kullanılan pistonlu vidalı enjeksiyon makinesidir.
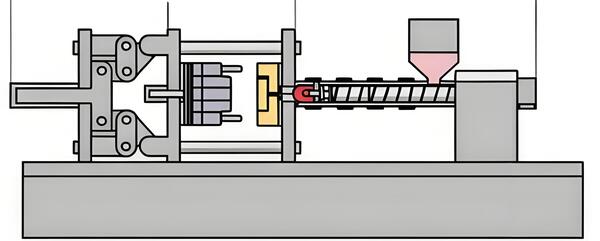
Enjeksiyon Kalıplama Makinesinin Bileşenleri Nelerdir?
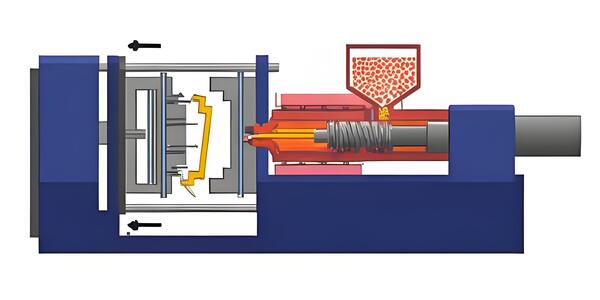
Hopper: Enjeksiyon makinesinin üst kısmında bulunan ve hammaddeleri (genellikle plastik peletler veya reçine) tutan bir kaptır. Malzemeyi kalıplama makinesinin namlusuna besler.

Namlu: Enjeksiyon kalıplama makinesinin içinde hammaddelerin eritildiği ve karıştırıldığı uzun bir borudur. İçinde vida ve ısıtıcı vardır.
Vida: Fıçının içinde ileri geri gidip gelen şey. Ham maddeleri eritip karıştırır ve sonra kalıbın içine fışkırtır.

Isıtıcılar: Hammaddeleri eritmek için gereken sıcaklığı koruyarak enjeksiyon kalıplama makinesinin namlusunu ısıtmak için kullanılırlar. Malzemenin doğru akmasını ve kalıbın doğru olmasını sağlarlar.
Merdane: Bu, enjeksiyon kalıplama işlemi sırasında iki yarıyı bir arada tutan iki plakadan biridir. Kalıbı açmak ve kapatmak için ileri geri hareket edebilir, böylece parçayı çıkarabilir ve kalıbı değiştirebilirsiniz.
Nozul: Burası erimiş plastiğin varilden çıktığı ve kalıba girdiği yerdir. Plastiğin kalıba güzel ve eşit bir şekilde girmesini sağlar.

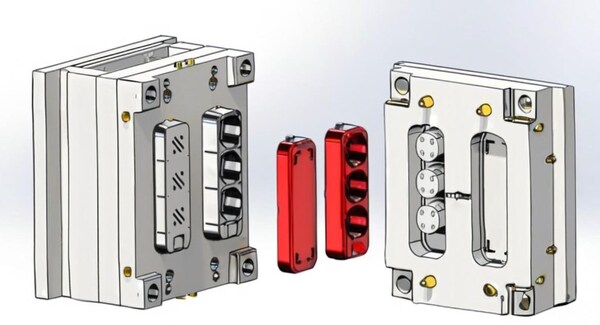
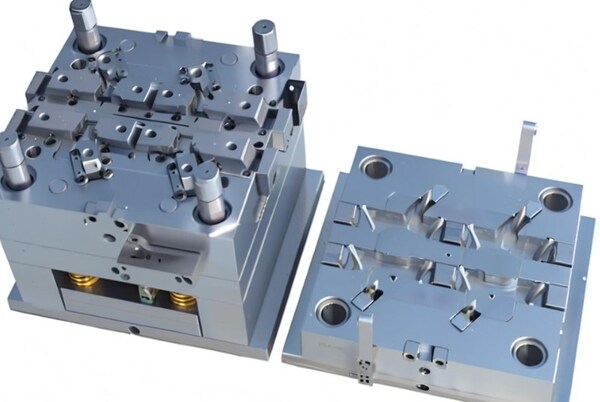
Plastik enjeksiyon kalıpları: Genellikle çelik veya alüminyumdan yapılmış, plastik bir parçanın şeklini veren süslü bir alet. Erimiş plastiğin girdiği ve daha sonra sertleştiği bir delik açmak için bir araya gelen iki yarısı (çekirdek ve boşluk) vardır.
Kalıp Boşluğu: Bu, eritilmiş plastiğin nihai parçayı yapmak için gittiği kalıptaki delik veya çukurdur. Tam olarak yapmak istediğiniz parça şeklindedir.
Enjeksiyon Kalıplama Çeşitleri Nelerdir?
Üst kalıplama
Üst kalıplama, bir parçayı yapmak için iki farklı malzeme kullandığınız bir süreçtir. İlk malzemeyi kalıplarsınız ve ardından soğumadan önce ikinci malzemeyi ilk kalıplamanın üzerine kalıplarsınız. Bu, iki malzeme arasında güçlü bir bağ oluşturur. Bu teknolojiyi daha iyi görünen ve daha iyi çalışan parçalar yapmak için kullanabilirsiniz ve parçayı bitirmek için fazladan bir iş yapmanız gerekmez.
Ekleme Kalıplama
Ekleme kalıplama üst kalıplama gibidir. Bu enjeksiyon kalıplama tekniğinde, erimiş malzemeyi dökmeden önce kalıba önceden şekillendirilmiş bir nesne koyarsınız. Buradaki fikir, önceden şekillendirilmiş malzemeyi kalıplanmış nesnenin içine koymaktır. Ekleme kalıplamanın bir kullanımı da plastik parçalara metal vida delikleri koymaktır.

Metal Enjeksiyon Kalıplama
Bu yöntemde, ince toz haline getirilmiş metali balmumu, polipropilen bağlayıcı veya diğer polimerlerle karıştırarak bir hammadde karışımı elde edersiniz. Daha sonra bunu kalıba enjekte eder ve soğutursunuz. Sertleştikten sonra, katalitik işlemler ve çözücüler gibi şeyler kullanarak maskelemenin bir kısmını çıkarırsınız.
Yüksek basınçlı döküm olarak da bilinen basınçlı döküm, erimiş metalin yüksek basınç altında bir boşluğa zorlanması işlemidir. İşte nasıl çalıştığı:

İlk olarak kalıbı hazırlarsınız, yani kalıp boşluğunu yağlarsınız, böylece döküm kolayca çıkar ve sıcaklığı kontrol edersiniz. Ardından kalıbı kapatır ve erimiş metali 1500 ila 25400 psi arasında nispeten yüksek bir basınçta enjekte edersiniz. Basınçlı döküm ürünler bakır, çinko, alüminyum ve kurşun gibi demir dışı metallerden yapılır.
İnce Duvar Enjeksiyonu
Bu enjeksiyon kalıplama süreci gıda ambalajları, ekipman parçaları ve laboratuvar aletleri gibi çok ince duvarlı plastik parçaların yapımında kullanılır. Bu parçaların boyutları kalınlıklarından daha büyüktür. Bu ince duvar yapma işlemi diğer işlemlerden daha zordur.

Mikro Enjeksiyon Kalıplama
Mikro enjeksiyon kalıplama, yaklaşık 1 ila 0,1 gram ağırlığında küçük plastik parçalar üretmek için kullanılan bir kalıplama işlemidir. Çeşitli karmaşık geometrilere sahip mikro parçaların maksimum hassasiyet ve doğrulukla üretilmesine yardımcı olur.
Gaz Destekli Enjeksiyon Kalıplama
Kalın plastik parçalar yapmak için enjeksiyon kalıplama kullandığınızda, erimiş plastiğin soğudukça parçaları bükme ihtimali vardır. Gaz destekli enjeksiyon bunu önler. Erimiş plastik sertleştiğinde, pürüzsüz bir yüzey oluşturmak için gaz bir gaz kanalından kalıba girer.

Enjeksiyon Kalıplama Nasıl Çalışır?
Enjeksiyon kalıplama yapmak için bir enjeksiyon kalıplama makinesine ihtiyacınız vardır. Sürecin birkaç adımı vardır:
Sıkıştırma
İlk olarak, erimiş plastiğin termal genleşme nedeniyle dışarı sızmasını önlemek için kalıp kelepçelenerek kapatılır. Sıkıştırma ünitesi, kalıp yarılarını bir arada tutmak ve iyi bir sızdırmazlık oluşturmak için basınç uygular. Bu adım önemlidir çünkü sonraki adımlar için zemin hazırlar ve plastik enjekte edilip soğutulurken her şeyi sabit tutar.
Enjeksiyon
Enjeksiyon aşaması, erimiş plastiğin yüksek basınç altında kalıp boşluğuna enjekte edilmesiyle başlar. Erimiş plastik, erime noktasına kadar eritilmiş plastiktir. Bu adım, malzemenin boşluğu tamamen ve eşit bir şekilde doldurduğundan emin olmak için enjeksiyon hızının, basıncının ve sıcaklığının hassas bir şekilde kontrol edilmesini gerektirir.
Genellikle, enjeksiyon kalıplama makinesinin içindeki bir vida, eritilmiş malzemeyi kontrollü koşullar altında kalıba doğru iter. Enjeksiyon basıncı uygulandığında, erimiş plastik yolluk sisteminden geçerek kalıp boşluğuna akar ve burada istediğiniz parçanın şeklini alır.
Holding
Sıcak plastik kalıba püskürtüldükten sonra, tutma aşaması adı verilen küçük bir duraklama olur. Bu aşamada, malzeme metal kalıbın içinde öylece oturur, yerleşmesine ve eşit şekilde paketlenmesine izin verir. Malzemeye yayılması ve parçanın tüm köşelerini ve çatlaklarını doldurması için yeterli zaman vermek önemlidir. Bu aşama, hava cepleri veya boşluklar gibi kusurları en aza indirmeye yardımcı olur ve parçanın sağlam ve düzgün olmasını sağlar.

Soğutma
Bekletme aşamasından sonra kalıp, kalıp boşluğu içindeki erimiş plastiğin sertleştiği soğutma aşamasına geçer. Soğutma, kalıptaki kanallardan bir soğutucu akıtmak veya kalıbın havada kendi kendine soğumasına izin vermek gibi çeşitli şekillerde yapılabilir.

Soğutma, istediğiniz parça özelliklerini elde etmek, parçanın doğru boyutta olduğundan emin olmak ve bükülmesini veya dağılmasını önlemek için çok önemlidir. Parçanın ne kadar hızlı soğuduğunu kontrol ediyoruz ve her yerde aynı şekilde soğuduğundan emin oluyoruz, böylece içeride gerilmiyor ve kalıbın her yerinde aynı şekilde soğuyor.
Açılış
Plastik sertleştikten sonra kalıp, kalıbın iki yarısının yeni parçayı göstermek üzere ayrıldığı bir açılma aşamasından geçer.

Kalıp açma işlemi genellikle kalıbın sıkıştırma mekanizmasına kuvvet uygulayarak serbest kalmasına ve açılmasına neden olan hidrolik veya mekanik bir sistemle yapılır. Parçanın herhangi bir hasar olmadan sorunsuz bir şekilde çıkarıldığından emin olmak için bu aşamada doğruluk ve tutarlılık önemlidir. Kalıbın düzgün bir şekilde açılması, parçanın boşluktan çıkarken deforme olmasını veya bozulmasını önlemeye de yardımcı olur.
Ejeksiyon (Ürün Çıkarma)
Kalıp açıldıktan sonra, nihai plastik parça, plastik enjeksiyon kalıplama işleminin son adımı olan kalıp boşluğundan dışarı atılır. Dışarı atılan parça, bir operatör tarafından elle veya kalıp tasarımına yerleştirilmiş ejektör pimleri veya ejektör plakaları kullanılarak otomatik olarak çıkarılabilir.

Parçaları yolluktan çıkarırken, parçaya zarar vermemeye veya bükmemeye dikkat edin. Ayrıca parçanın daha iyi görünmesi ve oturması için flaş adı verilen ekstra plastiği kesebilirsiniz.
Enjeksiyon Kalıplamanın Avantajları Nelerdir?
Yüksek Hassasiyet
Enjeksiyon kalıplama, süper sıkı toleranslara ve tutarlı boyutlara sahip parçalar yapabilen bir süreçtir. Üreticilerin karmaşık şekillere ve karmaşık ayrıntılara sahip parçaları süper doğrulukla yapmalarını sağlar, böylece her parça tam olarak olması gerektiği gibidir. kauçuk enjeksiyon kalıplama, Enjeksiyon ünitesinin ayarlarını optimize ederek üretim verimliliğini artırabilir.

Karmaşık Detaylar
Enjeksiyon kalıplamayı bu kadar harika yapan şeylerden biri, çok fazla ayrıntıya ve karmaşık özelliklere sahip parçalar yapabilmenizdir. Bu, ince duvarları, karmaşık desenleri, alt kesimleri, dişleri ve diğer yapım yöntemleriyle yapılması zor veya imkansız olabilecek diğer ayrıntıları içerir.
Başlamak Daha Uzun Sürer
Enjeksiyon kalıplamanın kurulumu ve başlatılması genellikle 3D baskı gibi bazı hızlı prototipleme yöntemlerinden daha uzun sürer. Hacimli parçalar üretmeye başlamadan önce kalıpları tasarlamanız ve inşa etmeniz, kalıp denemeleri yapmanız ve proses parametrelerini ayarlamanız gerekir. Dolayısıyla, konseptten bitmiş parçaya kadar geçen süre, daha hızlı prototipleme yöntemlerine göre daha uzun olabilir.

Dayanıklılık
Enjeksiyon kalıplı parçalar sağlamdır. Güçlü olmak için üretilirler. Süreç, malzemenin eşit şekilde yayılmasını sağlar, böylece parçalar sağlamdır ve dayak yiyebilir. Kolayca aşınmazlar. Darbe almaya dayanabilirler. Hava koşullarına dayanabilirler. Bu yüzden onları her türlü endüstride her türlü şey için kullanabilirsiniz.
Otomasyon
Enjeksiyon kalıplama süper otomatiktir, bu da hızlı gitmesini sağlar ve insanlardan tasarruf sağlar. Otomatik enjeksiyon kalıplama makineleri neredeyse hiç insan olmadan her zaman çalışabilir, bu nedenle parçalar her zaman iyi çıkar ve bunlardan çok sayıda yapabilirsiniz. Bu aynı zamanda çok sayıda parçayı gerçekten hızlı bir şekilde yapabileceğiniz anlamına gelir, böylece bunları zamanında yapabilir ve gerekirse çok sayıda yapabilirsiniz.
Enjeksiyon Kalıplamanın Dezavantajları Nelerdir?
Yüksek İlk Kalıp Maliyetleri
Enjeksiyon kalıplamanın en büyük dezavantajlarından biri kalıp yapmanın yüksek maliyetidir. Belirli bir parça şekline uyacak bir kalıp tasarlamak ve yapmak, özellikle karmaşık veya süslü tasarımlar için gerçekten pahalı olabilir. Bu ön maliyet, daha küçük üretim çalışmaları veya sınırlı bütçeleri olan şirketler için bir anlaşma kırıcı olabilir.
Boyut Sınırlamaları
Enjeksiyon kalıplama özellikle büyük parçalar için boyut sınırlamalarına sahip olabilir. Enjeksiyon kalıplama makinesinin boyutu ve boşlukların kapasitesi, üretilebilecek parçanın maksimum boyutunu sınırlayabilir. Büyük boyutlu parçaların üretilmesi özel ekipman veya birden fazla kalıp boşluğu gerektirebilir, bu da maliyeti ve karmaşıklığı artırır.

Tasarım Sınırlamaları
Enjeksiyon kalıplama her türlü şekil ve detayı yapmak için çok yönlüdür, ancak yine de parçanızı tasarlarken düşünmeniz gereken bazı şeyler vardır. Keskin köşeler, ince duvarlar veya derin delikler gibi bazı şekiller kalıbı doldurmayı, parçayı soğutmayı veya kalıptan çıkarmayı zorlaştırabilir.

Enjeksiyon kalıplı bir parça tasarlarken, parçanızın yapılabileceğinden ve kaliteli olacağından emin olmak için taslak açıları, duvar kalınlığı ve diğer tasarım kuralları gibi şeyleri düşünmeniz gerekir. Bazen parçanızın içinde alt kesimler veya garip şekiller varsa, parçanızı yapmak için kalıpta ekstra şeylere veya ekstra adımlara ihtiyacınız olabilir ve bu da onu daha pahalı ve yapımı daha zor hale getirebilir.
Enjeksiyon Kalıplamada Sık Karşılaşılan Bazı Kusurlar Nelerdir?
Çarpıklık
Enjeksiyon kalıplamada çarpılma, parçanızın eğilmiş veya bükülmüş olarak çıkmasıdır. Bunun nedeni plastiğin soğurken düzensiz bir şekilde büzülmesidir. Bu durum, parça üzerinde baskı oluşturan kalıp içindeki düzensiz soğumadan kaynaklanabilir.

Çarpılmayı önlemek için, kalıbınızın duvarlarının her yerde aynı kalınlıkta olduğundan emin olun ve parçanıza yavaşça soğuması için yeterli zaman verin. Yarı kristal yapıya sahip malzemeler özellikle çarpılmaya yatkındır.
Yüzey Delaminasyonu
Yüzey delaminasyonu, bir parçanın yüzeyinin soyulabilir bir kaplamaya benzer şekilde ince katmanlara ayrılmasıdır. Bu soruna malzemedeki kirleticiler veya çok fazla kalıp ayırıcı madde kullanılması neden olur.
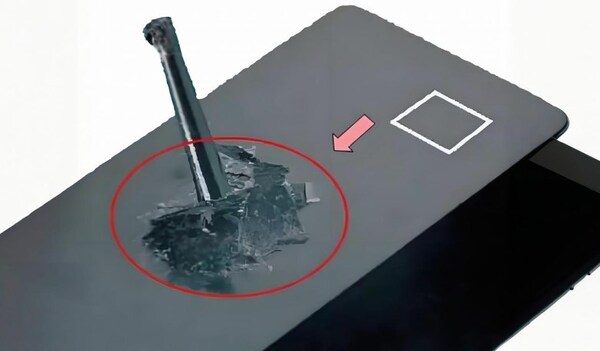
Delaminasyon, malzemenizin görünümünü ve ne kadar güçlü olduğunu bozabilir. Kalıbın sıcaklığını değiştirerek, daha az kalıp ayırıcı kullanarak ve kalıplamadan önce plastiğin kuru olduğundan emin olarak bunun olmasını engelleyebilirsiniz.
Lavabo İşaretleri
Çöküntü izleri, bazen kalıplanmış bir parçanın yüzeyinde gördüğünüz küçük çukurlar veya çöküntülerdir. Düzensiz soğumadan veya malzemenin kalıbı tamamen doldurmamasından kaynaklanırlar. Bu makalede, çukur izlerinin ne olduğunu, nedenlerini ve pürüzsüz, mükemmel bir yüzeye sahip olabilmeniz için bunları nasıl düzelteceğinizi açıklayacağız.

Dokuma veya Kaynak Hatları
Birleştirme çizgileri veya kaynak çizgileri, iki erimiş reçine akışının kalıp içindeki yolculukları sırasında karşılaştıkları çizgilerdir. Bu çizgiler genellikle geometrik şekildeki deliklerin etrafında oluşur. Plastik deliğin etrafından akarken, iki akışın kesişimi görünür bir çizgi oluşturur.
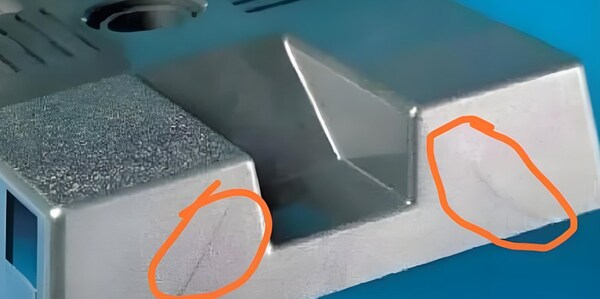
Kaynak hatları kötüdür. Parçanızı zayıf ve kırılabilir hale getirirler. Reçineniz çok soğuksa, çok yavaş enjekte ediyorsanız veya yeterli basınca sahip değilseniz kaynak çizgileri oluşabilir. Kaynak çizgilerini kalıbınızı değiştirerek düzeltebilirsiniz. Kaynak çizgilerini oluşturan şeyleri çıkarabilirsiniz.
Enjeksiyon Kalıplı Parçaların Başlıca Kullanım Alanları Nelerdir?
Otomotiv Endüstrisi
Plastik parçalar aracın gövdesini ve çeşitli parçalarını daha aerodinamik hale getirir. Bu endüstrinin değişen ihtiyaçlarıyla birlikte, otomotiv uygulamaları için enjeksiyon kalıplama, üreticilerin gittiği yoldur.

Ambalaj Endüstrisi
Ambalaj endüstrisi, müşterilere hitap eden yaratıcı ambalaj tasarımlarının geliştirilmesinde etkili olan bileşenler kullanır. Çekici görünüm ve estetiğin yanı sıra, ürünlerin sıkı güvenlik ve hijyen düzenlemelerine de uyması gerekir. Enjeksiyon kalıplama herhangi bir büyük soruna yol açmadan ürünün genel kalitesini artırabilir.
Medikal Endüstrisi
Tıbbi bileşenler genellikle mükemmel mekanik özelliklere ve sıkı toleranslara sahip özel plastik parçalar kullanır. Medikal endüstrisi hassasiyet ve sürdürülebilirlik konusunda ön plandadır. Medikal plastik parça üretimi son derece düzenlidir. Medikal parçaların dayanıklı olması ve daha yüksek sıcaklıklara dayanması için doğru bileşiklere ve yapısal özelliklere de ihtiyacı vardır.

Tüketim Malları Sektörü
Ev mobilyası imalat endüstrisi büyük ölçüde plastik kalıplama teknolojisine dayanır. Bu yöntemin tüketim malları için temel faydası, istenen yüzey ve estetiği sağlama yeteneğidir.
Özet
Enjeksiyon kalıplama, tek seferde çok sayıda plastik parça yapmanın harika bir yoludur. Hızlıdır ve aynı anda çok sayıda parça üretebilir. Ayrıca her seferinde aynı olan parçalar yapmakta da gerçekten iyidir. Ancak kalıbı yapmak pahalıdır ve başlamak uzun zaman alır.

Bazen parçalar iyi görünmez çünkü bükülürler veya içlerinde delikler olur. İnsanlar enjeksiyon kalıplamayı araba parçaları, paketler ve tıbbi malzemeler gibi pek çok şeyi yapmak için kullanıyor. Bu, bir şeyler yapmanın gerçekten önemli bir yoludur.







