 İçeriğe geç
İçeriğe geç 

Teslim süresi plasti̇k enjeksi̇yon kaliplari birçok adım ve çok sayıda parametre içeren karmaşık bir süreçtir. Teslim süresinin tamamını anlamak için, açıklanan aşamaların her birinin içeriğini ve karşılaşılabilecek değişkenleri ve zorlukları tanımlamak da gereklidir. Bu makale bu aşamaları derinlemesine açıklayacak ve ayrıca teslim süresini etkileyen faktörler ve teslim süresini artırma yöntemleri ile ilgili bilgileri açıklayacaktır.
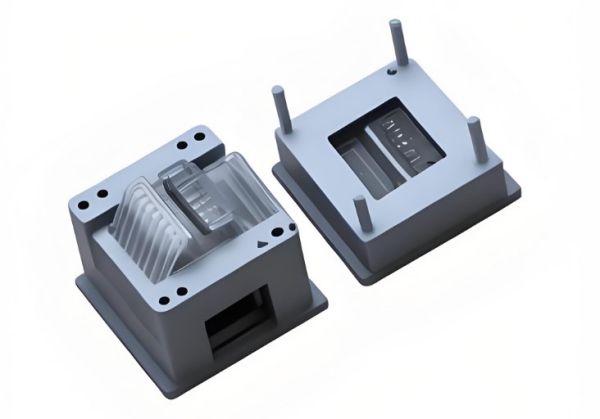
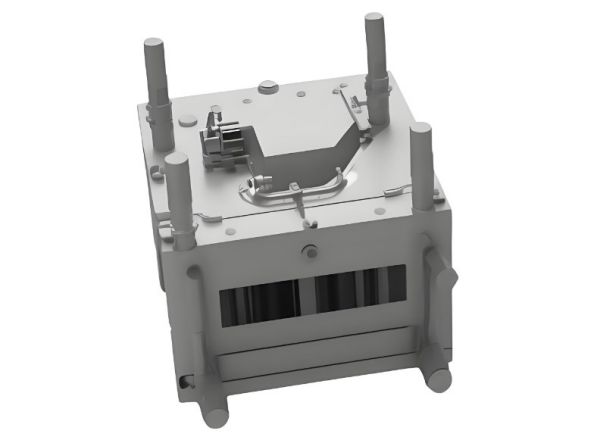
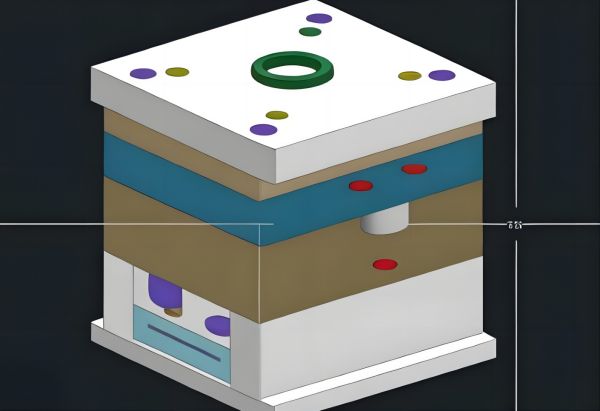
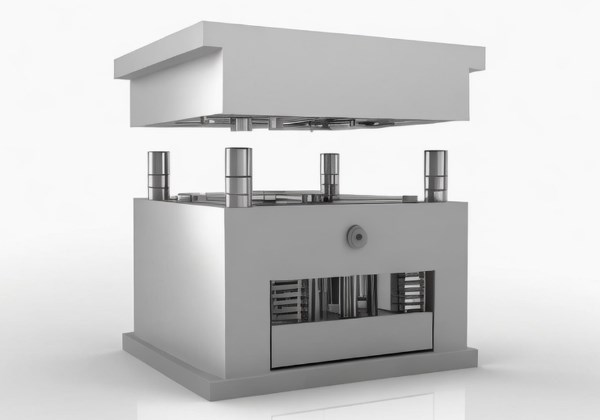
Enjeksiyon Kalıbının Komple Üretim Süreci
Gereksinim Analizi ve Proje Planlama
1. Gereksinim Analizi: Talep analizi süreci, plastik enjeksiyon kalıplarının teslim edilmesindeki ilk adımdır. Bu aşamada, müşterinin tasarım gereksinimlerini, işlevsel gereksinimlerini, malzeme seçimini, talep miktarını, kalite standartlarını vb. ayrıntılı olarak anlamak gerekir. Uygulama sırasında herhangi bir yanlış anlamayı önlemek için müşterilerle tam olarak iletişim kurun ve tartışın. Talep analizinin doğruluğu ve titizliği, tüm projenin sorunsuz ilerlemesini belirler.
2. Proje Planlama: Ayrıntılı proje planı, bu gereksinime göre gereksinim analizinin sonuçlarından çıkarılır. Proje planlaması, zamanlama, kaynakların atanması, risklerin planlanması vb. içerir. Her aşama için başlangıç ve bitiş zamanının çizelgesidir ve kaynaklar personel, ekipman ve malzemeleri içeren makul olmalıdır ve risk yönetimi planı potansiyel riskleri tanımlamalı ve karşı önlemler geliştirmelidir. Bilimsel proje planlaması, projenin planlandığı gibi sorunsuz ilerlemesini sağlar.
Kalıp Tasarımı
1. Ön Tasarım: Belirlenen ürün tasarım gereksinimlerine göre kalıbın ön tasarımı gerçekleştirilir. Esas olarak kalıp yapısı tasarımını, soğutma kanalları tasarımını, dökme sistemi tasarımını içerir ve bunların hepsi kalıpta dikkate alınmalıdır. Ön tasarım aşamasında, tasarımcıların kalıp tasarımının makul ve uygulanabilir olmasını sağlamak için ürünün geometrik şekli, boyutsal toleransı, yüzey kalitesi vb. gibi faktörleri tam olarak dikkate alması gerekir.
2. Tasarım Doğrulaması: Ön tasarım tamamlandıktan sonra, tasarlanan kalıbın makul ve uygulanabilir olup olmadığını kontrol etmek için genellikle bilgisayar destekli tasarım (CAD) yazılımı kullanılarak ön tasarımın doğrulanması gerekir. Tasarım doğrulamasının amacı, diğer aşamalarda kalıpta büyük değişiklikler yapılmasını önlemek için tasarımdaki olası sorunları keşfetmek ve ortadan kaldırmaktır.
3. Detaylı Tasarım: Tasarım doğrulamasından geçildikten sonra kalıbın ayrıntılı olarak tasarlanması gerekir. Ayrıntılı tasarım, kalıp malzemelerinin seçimi ve farklı bileşenlerin boyutu ve toleransı gibi ürünün tüm ayrıntılarını içerir. Bu adımın doğruluğu ve kalitesi, kalıbın imalat doğruluğunu ve hizmet ömrünü doğrudan etkiler.
Malzeme Tedariki
1. Malzeme Seçimi: Kalıp malzemesinin, kalıp tasarımının gerekliliklerine göre özel olarak seçilmesi gerekir. Farklı malzemeler sertlik, aşınma direnci, termal iletkenlik ve diğer ilgili yönlerden farklılık gösterir. Doğru malzemenin seçilmesi kalıbın performansı ve ömrü için çok önemlidir. Kullanılacak malzeme için maliyet ve tedarik koşulları da göz önünde bulundurulmalıdır.
2. Malzeme Temini: Malzeme belirlendikten sonra malzeme tedariki gerçekleştirilir. Tedarik döngüsü genellikle tedarikçinin teslimat süresine ve malzeme envanterine bağlıdır. Tedarik süreci boyunca, hammaddelerin zamanında tedarik edilmesini sağlamak için tedarikçi ile yakın iletişimin sürdürülmesi gerekir.

Kalıp İmalatı
1. İşleme Hazırlığı: Kalıp imalatından önce, makinelerin, aletlerin, işleme prosedürlerinin vb. hazırlanması dahil olmak üzere belirli işleme hazırlığı gereklidir. İşleme hazırlığının yeterliliği de kalıp işleme etkisini etkileyen bir diğer faktördür.
2. Kalıp İşleme: Kalıp işleme, tüm teslimat zincirindeki en önemli süreçlerden biridir. Kalıp işleme temel olarak frezeleme, elektro-aşındırma, ısıl işlem ve diğer işlemleri içerir. Kalıp imalatındaki her bir sürecin doğruluğu ve verimliliği, kalıbın kalitesini ve teslimat döngüsünü doğrudan etkiler. İşleme sırasında, işleme doğruluğunu ve yüzey kalitesini sağlamak için işleme sürecindeki çeşitli parametrelerin sıkı bir şekilde kontrol edilmesi gerekir.
3. Montaj ve Hata Ayıklama: Sonra enjeksi̇yon kalip üreti̇mi̇ tamamlandıktan sonraki adımlar montaj ve hata ayıklamadır. Montaj, çeşitli parçaların birleştirilmesi yoluyla tüm kalıbın bir araya getirilmesi işlemiyken, hata ayıklama, düzgün çalışıp çalışmadığını veya nihai ürünün istenildiği gibi üretilip üretilmediğini kontrol etmek için kalıbın toplam üretimini alma işlemidir. Montaj ve hata ayıklama sırasında kalıbın tüm parçalarının iyi oturduğundan ve sorunsuz çalıştığından emin olmak için dikkatli bir çalışma gerekir.

Kalıp Doğrulama
1. Kalıp Denemesi: Kalıp denemesi, montaj ve hata ayıklama aşamasından sonra gereklidir. Kalıp denemesi, kalıp performansını değerlendirmek ve kalıbın çalışma performansını ve ürün kalitesini doğrulamak için üretilen kalıbın deneme üretimi için plastik enjeksiyon kalıplama makinesine yerleştirilmesini ifade eder. Kalıp denemesi sırasında, enjeksiyon kalıplama parametrelerini, üretilen ürünün kalitesini ve sorun teşhisini kaydetmek gerekir.
2. Ürün Denetimi: Kalıp denemesi sırasında üretilen ürünlerin denetlenmesi gerekir. Spesifik denetimler arasında boyut denetimi, görünüm denetimi, performans denetimi vb. yer alır. Kalıp ancak bu denetimleri geçtikten sonra bir sonraki aşamaya geçebilir. Ürün denetiminin önemi açıktır ve kalıbın kalitesini ve müşteri memnuniyetini doğrudan etkileyecektir.

Kalıp Optimizasyonu ve İyileştirme
1. Problem Analizi: Bu durumda, kalıp denemesi sırasında sorunların tespit edilmesi halinde sorun analizi yapılması gerekir. Genel olarak, sorun analizi kalıp yapısı analizi, işleme analizi, malzeme analizi vb. içerir. Bu çalışma, sorunun temel nedenini belirlemeyi ve daha fazla iyileştirme için temel oluşturmayı amaçlamaktadır.
2. Sorun Çözümü: Sorun analizinin sonuçlarına dayanarak, sorun çözücü çözümler geliştirin. Problem çözme genellikle kalıp modifikasyonu, yeniden işleme, malzeme değişimi vb. içerir. Bu sorunları çözerken, sorunun nedenini ve sorunu tamamen çözmenin pratik olasılığını derinlemesine tanımlamak gerekir.

Kalıp Kabulü
1. Kalıp Kabul Standartları: Kalıp kabulü, kalıp boyutsal doğruluğu, işleme kalitesi, performans vb. dahil olmak üzere katı kabul standartlarına sahiptir. Kabul standartlarının formülasyonu, standartların bilimsel ve makul olmasını sağlamak için müşteri gereksinimlerini ve kalıbın gerçek durumunu kapsamlı bir şekilde dikkate almalıdır.
2. Müşteri Kabulü: Son aşamada ise enjeksiyon kalıp üreticisi kalıbı kabul için müşteriye teslim etmelidir. Müşteri, kalıbın gereksinimleri karşılayıp karşılamadığını teyit etmek için kalıbı kalıp tasarımı ve kalitesi için kabul kriterlerine göre inceler ve bu da kalıbın müşteriye başarıyla teslim edilmesinin temelini oluşturur.
Kalıp Teslimatı
1. Kalıp Ambalajı: Kabul gereklilikleri tamamlandıktan sonra kalıbın paketlenmesi gerekir. Ambalaj, nakliye sırasında zarar görmemesini sağlamalıdır. Ambalaj malzemelerinin seçimi ve ambalajlama yöntemlerinin belirlenmesi kalıbın boyutuna, ağırlığına ve taşıma şekline göre belirlenmelidir.
2. Kalıp Taşımacılığı: Kalıbın nakliye yöntemi, kalıbın boyutuna, ağırlığına ve gideceği yere bağlıdır. Kalıbın nakliye sırasında hasar görmesini önlemek için nakliye sırasında özel önlemler alınmalıdır.

Teslimat Döngüsünü Etkileyen Temel Faktörler
Tasarım Karmaşıklığı
Bir teslimat döngüsünün tamamı plasti̇k enjeksi̇yon kalibiEnjeksiyon kalıplama sürecinden ve kalıp çeliği veya alüminyum kalıp seçiminden, kalıp boşluğunun oluşturulmasına ve tüm sürecin tamamlanmasına kadar, enjeksiyon sürecinin özel gereksinimlerine ve karmaşıklıklarına bağlıdır.
Kalıp tasarımının karmaşıklığı, tasarım ve işleme aşamaları üzerinde doğrudan bir etkiye sahiptir. Kalıbın karmaşıklığı tasarım süresini ve doğrulama aşaması için gereken süreyi etkiler, çünkü karmaşık kalıp tasarımları çok fazla ayrıntı gerektirirken, nispeten basit kalıp tasarımları daha kısa tasarım ve doğrulama süresi gerektirir. Karmaşık kalıp yapıları işleme ve montaj için daha fazla zaman gerektirir ve bu da teslimat döngüsünü uzatır.
İşleme Ekipmanları
İşleme ekipmanı da kalıp işleme döngüsünü etkileyecektir. Gelişmiş işleme ekipmanı işleme hızını artırabilir ve işleme maliyetlerini azaltabilir. Ekipmanın otomasyon seviyesi ve işleme doğruluğu da önemlidir. Modern CNC takım tezgahları ve otomatik işleme makineleri işleme hızını artırabilir ve hata olasılığını azaltabilir.
Personel Deneyimi
Tasarım ve işleme personelinin deneyimi, teslimat döngüsünü etkileyen ana unsurlardan biridir. Güçlü tasarımcılar genellikle daha kısa tasarım süresine ve daha az tasarım hatasına ihtiyaç duyar. Deneyimli işleme personeli de kalıp üretimini daha hızlı tamamlayabilir. Personelin deneyimi ve beceri düzeyi, projenin sorunsuz ilerlemesini ve teslimat döngüsünün uzunluğunu doğrudan etkiler.

Tedarik Zinciri Yönetimi
Enjeksiyon kalıplarının teslimat döngüsü ile kalıp malzemeleri ve parçalarının tedariki arasında bir bağlantı vardır. İyi bir tedarik zinciri, malzeme ve parçaların zamanında tedarik edilmesini sağlayabilir ve malzeme eksikliğinden kaynaklanan teslimat gecikmelerini önleyebilir.
Kalite Kontrol
Sıkı kalite standartlarının korunması, işleme sırasında hataları ve yeniden çalışmayı azaltabilir ve böylece üretkenliği artırabilir. Kalite kontrol, tasarım doğrulama, işleme izleme ve ürün denetimi gibi birçok yönü içerir.
Teslimat Döngüsünü Optimize Etme Yöntemleri
Standartlaştırılmış Tasarım
Standartlaştırılmış tasarım, tasarım süresini kısaltabilir ve tasarım verimliliğini artırabilir. Standartlaştırılmış tasarım, kalıp tasarımında ve işlemede standart parçaların ve standart yapıların kullanılmasını içerir. Standartlaştırılmış tasarım süreçlerinin kullanılması tasarım döngüsünü kısaltabilir ve tasarım kalitesini artırabilir.
Gelişmiş Ekipman
Gelişmiş işleme ekipmanı ve teknolojisinin kullanılması işleme verimliliğini artırabilir ve işleme döngülerini kısaltabilir. Örneğin: CNC takım tezgahları, yüksek hızlı kesim ve diğer hassas işleme ekipmanları ve çeşitli test ekipmanları.
Eğitim ve Yönetim
Personel eğitiminin güçlendirilmesi, tasarımcıların ve işleme personelinin yeteneklerini geliştirebilir. Proje yönetiminin iyileştirilmesi, her aşamada zaman ve kaynakları makul ölçüde optimize edebilir. Proje eğitimi ve yönetiminin etkinliği, gereksiz harcamaları büyük ölçüde azaltabilir ve proje geliştirme süresini uzatabilir.
Tedarik Zinciri Optimizasyonu
Etkili bir tedarik zinciri yönetim sistemi, malzeme ve parçaların zamanında tedarik edilmesini sağlayabilir. Birden fazla istikrarlı tedarikçi ile uzun vadeli işbirliği ilişkileri kurmak faydalıdır ve tedarik risklerini azaltabilir. Tedarik zincirinin optimize ve stabilize edilmesi, proje yürütme verimliliğinin artırılması ve teslimat sürelerinin kısaltılması için esastır.
Kalite Güvence
Kalite kontrolün güçlendirilmesi, işleme sırasında hataları ve yeniden çalışmayı en aza indirebilir. Çeşitli kalite kontrol ekipmanlarının ve yüksek teknoloji yöntemlerinin uygulanması, denetimin doğruluğunu ve verimliliğini artırabilir. Kalitenin iyileştirilmesi, ürün kalitesini ve müşteri memnuniyetini artırmanın ve teslimat süresini kısaltmanın bir yoludur.
Sonuç
Teslimat döngüsü enjeksi̇yon kaliplari talep değerlendirmesi, kalıp tasarımı, malzeme tedariki, kalıp imalatı, kalıp tanımlama, kalıp optimizasyon ayarı, kalıp kabulü ve kalıp teslimi gibi çeşitli aşamaları içerir. Belirlenen her bir aşamanın zaman ve kalite unsurları kalıbın teslimat döngüsünü kontrol eder. Daha verimli kalıplar tasarlamak için gelişmiş ekipmanlar, ekip eğitimi ve yönetimi, tedarik zinciri yönetimi ve gelişmiş kalite kontrolü kullanılarak kalıp teslim döngüsü etkili bir şekilde kısaltılabilir ve kalıp kalitesi ve müşteri memnuniyeti iyileştirilebilir.

Gerçek uygulamalarda, çeşitli işletmelerin gerçek koşullarındaki farklılıklar nedeniyle, çeşitli optimizasyon yöntemlerini esnek bir şekilde uygulamak, proje yönetimi seviyesini iyileştirmek ve geliştirmek ve verimli kalıp teslimatı elde etmek gerekir. Herhangi bir yöntemi sıkı sıkıya takip etmek gerekli değildir. İşletmeler ancak bu şekilde pazardaki rekabet gücünü koruyabilir ve pazarın yüksek kaliteli ürün ve kısa teslimat gereksinimlerini karşılayabilir.







