 İçeriğe geç
İçeriğe geç 


Enjeksiyon kalıplama optimizasyonu, üretim verimliliğini artırmanın, maliyetleri düşürmenin ve çeşitli sektörlerde yüksek kaliteli çıktı sağlamanın anahtarıdır.
Enjeksiyon kalıplama döngü süresinin optimize edilmesi, gelişmiş teknolojiler, malzemeler ve makineler kullanarak kaliteyi artırırken üretim süresini ve maliyetleri azaltmak için sıcaklık, basınç ve soğutma süresinin ayarlanmasını içerir.
Bu özet, döngü süresi optimizasyonunun temellerini özetlese de, belirli teknik ve teknolojileri incelemek üretim sürecinizi önemli ölçüde geliştirebilir. Hedeflenen ayarlamaların tesisinizin çıktı verimliliğinde nasıl önemli iyileştirmeler sağlayabileceğini keşfedin.
Çevrim süresinin optimize edilmesi üretim maliyetlerini azaltır ve verimliliği artırır.Doğru
Döngü süresini azaltarak, üreticiler daha kısa sürede daha fazla parça üretebilir ve birim başına maliyetleri etkili bir şekilde düşürebilir.
Tüm döngü süresi optimizasyonları pahalı ekipman yükseltmeleri gerektirir.Yanlış
Yeni ekipmana önemli bir yatırım yapmadan proses ayarlamaları ve parametre ayarlamaları yoluyla birçok optimizasyon gerçekleştirilebilir.
Enjeksiyon Kalıplama Makinesi Çevrim Süresi Kavramı Nedir?
Enjeksiyon kalıplama makinesi döngü süresi, üretim verimliliğinde çok önemli bir faktördür ve çeşitli sektörlerde hem üretim hızını hem de maliyet etkinliğini etkiler.
Enjeksiyon kalıplamada döngü süresi enjeksiyon, soğutma ve çıkarma aşamalarını kapsar. Ekipman ayarları, malzeme seçimi ve kalıp tasarımından etkilenen bu sürenin azaltılması verimliliği artırır ve maliyetleri düşürür.

Bir enjeksiyon kalıplama makinesi için döngü süresi, makinenin tipik olarak enjeksiyon, tutma basıncı, soğutma ve diğer adımları içeren her bir enjeksiyon kalıplama işlemini tamamlaması için geçen süredir. Makinenin üretim verimliliğini ve ürün kalitesini doğrudan etkiler. Dolayısıyla, ayarlama döngü süresi1 bir enjeksiyon kalıplama makinesinin üretimini optimize etmenin önemli bir parçasıdır.
Çevrim süresinin azaltılması her zaman nihai ürünün kalitesini artırır.Yanlış
Çevrim süresinin azaltılması verimliliği artırabilir, ancak diğer proses parametrelerine de bağlı olan ürün kalitesini her zaman artırmaz.
Çevrim süresinin kısalması, üretim maliyetlerinin düşmesini sağlar.Doğru
Verimli döngü süreleri üretim oranlarını artırır, böylece parça başına işçilik ve genel gider maliyetlerini azaltır.
Enjeksiyon Kalıplama Döngü Sürelerinin Adımları Nelerdir?
Enjeksiyon kalıplama döngü süreleri, üretim hızından bitmiş ürünün kalitesine kadar her şeyi etkileyerek üretimin verimliliğini ve üretkenliğini belirler.
Enjeksiyon kalıplama döngü süreleri doldurma, paketleme, soğutma ve çıkarma işlemlerini içerir. Bu adımları optimize etmek, verimliliği artırmak ve üretim maliyetlerini düşürmek için çok önemlidir.

-
Enjeksiyon aşaması: Isıtılan malzeme basınçla kalıbın ve boşluğun içine itilir.
-
Doldurma aşaması:Bir döngünün tüm malzemesi kalıba itildiğinde ve boşluğun tamamen doldurulduğundan emin olmak ve malzeme verimli bir şekilde soğurken meydana gelebilecek büzülmeyi çözmek için sürekli basınç uygulanır.
-
Soğutma aşaması: Malzeme katı bir formda soğuduğunda ve dışarı itilmeye hazır olduğunda Bu adımların her biri, genel döngü süresini azaltabilecek potansiyel verimliliklere sahiptir. Soğutma aşaması, enjeksiyon kalıplama sürecinde açık ara en çok zaman alan adımdır, bu nedenle bu sürelerin azaltılmasında önemli bir etki yaratılabilir.
Enjeksiyon kalıplama döngü süreleri soğutma aşamasını da içerir.Doğru
Soğutma aşaması, kalıplanan parçanın katılaşmasını ve deformasyon veya kusur olmaksızın dışarı atılabilmesini sağlar.
Enjeksiyon kalıplama döngü sürelerinin azaltılması her zaman ürün kalitesinden ödün verir.Yanlış
Döngü sürelerinin dikkatli bir şekilde optimize edilmesi, verimliliği artırırken ürün kalitesini koruyabilir ve hatta geliştirebilir.
Kalıplama Döngü Süresini Optimize Ederken Dikkate Alınması Gereken Parametreler Nelerdir?
Kalıplama döngü süresinin optimize edilmesi, tüm sektörlerde enjeksiyon kalıplama sürecinde verimliliğin en üst düzeye çıkarılması ve maliyetlerin düşürülmesi için çok önemlidir.
Kalıplama döngü süresinin optimize edilmesi kalıp sıcaklığı, soğutma hızı, malzeme seçimi ve ekipman verimliliğine bağlıdır ve üretim hızını, kalitesini ve maliyetlerini etkiler. Bu alanlarda yapılacak ayarlamalar döngü verimliliğini büyük ölçüde artırabilir.

Soğutma Süresi
Döngünüzü optimize etmenin en kolay yollarından biri soğutma süresidir. Çoğu kalıplama senaryosunda, soğutma süresi vida dönüş süresinden 1,5 ila 2 saniye daha uzun olacak şekilde ayarlanır. Bazı durumların daha uzun bir soğutma döngüsü gerektirebileceğini unutmamak önemlidir (boyutsal gereksinimler veya parça yapıştırma gibi), ancak genel bir kural olarak, vida dönüş süresi soğutma süresini belirler.
Bekleme Süresi
Döngü sürenizi en üst düzeye çıkarmanıza yardımcı olacak bir diğer önemli şey de bekletme süresidir. Bunu yapmanın en iyi yolu bir kapı mühür çalışması2. Kapı contası, yolluk ucunu sabit bir duruma soğutmak için gereken süredir. Bu, plastiğin yolluktan dışarı sızmasını önler, bu da kalıplama tutarsızlıklarına neden olabilir.
Bir kapı contası çalışması yapmak kolaydır. Ayrıştırılmış prosesinizi kurduktan sonra, bekleme sürenizi çalıştığınız malzeme ve parça boyutu için normalde ayarladığınızdan çok daha yüksek bir değere ayarlayın. Çalışırken bekleme sürenizi azaltın ve her bir parçayı varyasyonla ilişkili olarak tartın. Ağırlığın düştüğünü görürseniz, ağırlık düştüğünde bekletme sürenizi 1 saniye artırın ve işiniz biter.
Doldurma Süresi
Çevrim süresini etkileyen bir diğer şey de dolum süresidir. Dolum süresi, malzemenin kalıba ne kadar hızlı veya yavaş girdiğidir. Dolum süresi enjeksiyon hızı tarafından kontrol edilir. Dolum süresi ayrıca malzemenin türü ve kalıbın karmaşıklığı ile de sınırlıdır. Doldurma süresini optimize etmenin amacı, yaptığınız parçanın görünümünü ve işlevini etkilemeden malzemeyi mümkün olduğunca hızlı çekmektir.
Erime Sıcaklığı
İşlemi ayarlarken, en düşük sıcaklığı kullanmak aşağıdakileri azaltmaya yardımcı olabilir soğutma süresi3Bu da döngü süresini azaltmaya yardımcı olabilir. Her işleme yönteminin farklı olduğuna dikkat etmek önemlidir, bu nedenle düşük eriyik sıcaklıklarında daha yüksek viskozite kusurlara neden olabilir. Prosesinize eriyik penceresinin alt ucundan başlayın ve ayarlamalar yaptıkça proses stabilitesine ulaşana kadar sıcaklığı artırın.
Kalıp Sıcaklığı
Kalıp sıcaklığı da soğutma süresini etkiler. Ayarlama yaparken kalıp sıcaklığı4Malzeme tedarikçisi tarafından önerilen normal işleme aralığının düşük ucundan başlayın. Görünümü iyileştirmek ve hatta parçayı çıkarmak için daha yüksek sıcaklıklar gerekebilir. Kalıp sıcaklığı boyutsal özellikleri de etkileyebilir, bu nedenle bu durum göz önünde bulundurulmalıdır.
Geri Basınç
Geri basınç ne kadar yüksek olursa vida o kadar uzun süre döner ve bu da minimum soğutma süresini etkiler. Eriyik kıvamını elde etmek için yeterli geri basınç kullanın, ancak vida dönüş süresini azaltmak için mümkün olduğunca düşük tutun.
Kalıp Açma/Kapama
Kalıp açık kalma süresini en aza indirmek için kalıp açma ve kapama hızlarını en üst düzeye çıkarın. Kalıp ayırma ve kalıp kapatma hızlarının kızakların, parlama pimlerinin vb. karmaşıklığından etkilendiğini unutmayın, bu nedenle kalıbı kurarken önce güvenli kalıp çalışmasına sahip olduğunuzdan emin olun.
Ayrıca, düşük basınçlı kapatmaya dikkat edin - kalıp koruması için mümkün olduğunca düşük tutmak istersiniz, ancak çok düşük hız/basınç ayarlarının genel döngü süresini artırabileceğini unutmayın. Tekrar: güvenlik ve kalıp koruması önce gelir, sonra optimizasyon.

Fırlatma
Ejeksiyonunuzu doğru ayarlamazsanız, döngünüzü gerçekten yavaşlatabilir. Ejeksiyonunuzu ayarlarken, sadece parçayı kalıba yapıştırmadan kalıptan çıkarmak için ihtiyaç duyduğunuz kadar strok kullanın.
Fırlatma hızı ve basıncı da daha hızlı fırlatma süreleri için önemlidir, ancak hız/basınç ayarlarınızı artırmaya başladığınızda pimin itilmesine veya çatlamasına dikkat edin. Genel olarak, minimum basınç ve maksimum hız size en iyi sonuçları verecektir.
Robotik
Robotik işlev de döngüyü etkileyebilir. Optimize edilebilecek iki ana etki vardır. Birincisi, kalıp açma süresinin artmasını önlemek için robotun kalıba hızlı bir şekilde girip çıkması gerekir. İkincisi: Robotun kalıbın açılmasını bekleyecek pozisyonda olması gerekir. Mümkün olduğunda, robotun Y eksenindeki bekleme konumunu, çıkarma süresini kısaltmak için mümkün olduğunca düşük ayarlayın.
Kalıp sıcaklığının ayarlanması döngü süresini azaltabilir.Doğru
Uygun kalıp sıcaklığı kontrolü, daha hızlı soğuma ve katılaşmaya yol açarak döngü süresini doğrudan azaltır.
Çevrim süresi optimizasyonunun ürün kalitesiyle ilgisi yoktur.Yanlış
Optimum döngü süreleri, hassas malzeme soğutması ve şekillendirme sağlayarak tutarlı ürün kalitesinin korunmasına yardımcı olur.
Enjeksiyon Kalıplama Döngü Süresi Nasıl Optimize Edilir?
Enjeksiyon kalıplamada döngü süresinin düzene sokulması, verimliliğin artırılması ve üretim maliyetlerinin azaltılması için çok önemlidir. Etkili döngü süresi yönetimi, daha hızlı üretim çalışmaları ve gelişmiş çıktı kalitesi sağlar.
Sıcaklık kontrolü, kalıp tasarımı ve otomasyon yoluyla enjeksiyon kalıplama döngü süresinin optimize edilmesi verimliliği artırır ve maliyetleri düşürerek otomotiv ve tüketim malları üretimi gibi sektörlere fayda sağlar.

Plastik parça yapımında tasarruf etmek istiyorsanız, kendi enjeksi̇yon kaliplama maki̇nesi̇5 daha hızlı çalışır. Daha hızlı çalıştığında, aynı anda daha fazla parça üretir ve aynı miktarda elektrik kullanır. İşte enjeksiyon kalıplama makinenizin daha hızlı çalışmasını sağlamanın bazı yolları.
Enjeksiyon Kalıplama Makinesi
Enjeksiyon Kalıplama Makinesinin Bakımı
Enjeksiyon kalıplama makinesinin kendisini kontrol edin ve bakımını yapın. Enjeksiyon kalıplama makinesinin yapısında herhangi bir kusur veya hasar olup olmadığını düzenli olarak kontrol edin ve üretim sürecinde arızaları önlemek için bunları zamanında onarın.
Enjeksiyon kalıplama makinesinin enjeksiyon sistemi, eriyiğin kalıba hızlı ve istikrarlı bir şekilde girebilmesini sağlamak için engelsiz tutulmalıdır. Ayrıca mekanik parçaların düzenli olarak temizlenmesi ve yağlanması mekanik arızaları azaltabilir ve arızalardan kaynaklanan üretim gecikmelerini önleyebilir.
Enjeksiyon kalıplama döngü süresini ve üretim verimliliğini artırmak için gelişmiş enjeksiyon kalıplama makinesi ekipmanı ve teknolojisi kullanmanız gerekir. Büyük enjeksiyon kalıplama makinelerinin seçimi ve kullanımı, enjeksiyon kalıplama işleminin verimliliğini ve etkisini doğrudan etkiler.
Gelişmiş enjeksiyon kalıplama makineleri, daha hızlı tepki hızına ve daha yüksek hassasiyete sahip yüksek performanslı motorlar ve hidrolik sistemlerle donatılmıştır, böylece enjeksiyon kalıplama döngü süresi daha hızlı ve üretim verimliliği daha yüksektir.
Aynı zamanda, otomatik ve akıllı kontrol sistemlerinin kullanılması, hassas parametre ayarı ve izleme sağlayabilir, enjeksiyon kalıplama sürecinin kararlılığını ve tutarlılığını artırabilir.

Enjeksiyon Kalıplama Makinesinde İnce Ayar
Eski enjeksiyon kalıplama makinelerinde tutarsız enjeksiyon basıncı ve hızı gibi performans sorunları olabilir. Bu da yeni bir makine veya daha iyi bakımlı bir makine ile aynı miktarda malzemeyi enjekte etmenin daha uzun sürmesi anlamına gelir. Basınç veya dolum süresi hataları da parçaların hurdaya çıkmasına neden olabilir, bu da toplam üretim süresini artırır (ve daha uzun etkili döngü süreleri sağlar).
Enjeksiyon kalıplama uzmanı. İyi bir enjeksiyon kalıplama, makineyi kurup çalışmasına izin vermekten daha fazlasıdır. Bir enjeksiyon kalıplama uzmanı, parça kalitesi ve döngü süresi üzerinde büyük etkisi olabilecek enjeksiyon hızı, tampon, bekletme süresi vb. değişkenlerdeki ince ayarlamaları belirleyebilecektir.
Yüksek Hızlı Enjeksiyon Kalıplama Makinelerinin Kullanımı
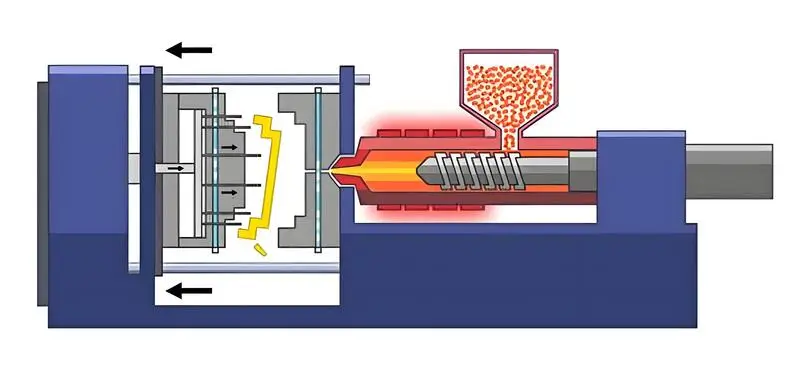
Enjeksiyon kalıplama makineleri şu adımlardan geçer: plastiğin eritilmesi, enjeksiyon, kalıp açma, kalıp kapatma ve kalıptan çıkarma. Enjeksiyon kalıplama makinesinin işlevi, enjeksiyon kalıplama döngü süresini etkileyen ana nedenlerden biridir. Yüksek hızlı enjeksiyon kalıplama makinelerinin hız açısından birçok avantajı vardır.

Kalıp yapısının basit ve kolay işlenebilir olduğundan emin olun, başka bir deyişle kalıp tasarımını mümkün olduğunca zorlaştırın. Çoğu kalıp farklı şekillerde tasarlanabilir ve kalıptan çıkarmanın birçok yolu vardır. Basitleştirilmiş kalıp tasarımı6 enjeksiyon kalıplamanın döngü süresini azaltabilir.
Küf
Kalıp Tasarımını Düşünün
Malzemenin yanı sıra kalıp da soğutma süresinde büyük bir faktördür. İyi bir kalıp, suyun ve havanın (iki yaygın soğutucu) içinden iyi bir şekilde akmasına izin verecektir. Bu da soğutma kanalları7 temiz ve açık tutulmalıdır, böylece parçalar mümkün olduğunca hızlı ve eşit şekilde soğur. Parçalar eşit olmayan bir şekilde soğursa eğrilecek ve hurdaya çıkacaktır.
Kalıpları tasarlarken ve üretirken, soğutma kanalları, yeterli soğutma suyu akışını sağlamak, kalıp yüzey yapışmasını en aza indirmek, kalıp yüzeyinin pürüzsüzlüğünü sağlamak vb. için mevcut üretim ihtiyaçlarına göre makul bir şekilde düzenlenmelidir.
Kalıp Sıcaklığını Ayarlama
Kalıp sıcaklığını değiştirmenin döngü süresi üzerinde büyük bir etkisi olabilir. Kalıp sıcaklığını düşürmek soğutma süresini artırabilir ve döngü süresini uzatabilir. Isıtıcının sıcaklığını ayarlayarak kalıp sıcaklığını kontrol edebilirsiniz.
Kalıp Tasarım Optimizasyonu
Kalıp tasarımını optimize etmek, kalıplama süresini kısaltmanın harika bir yoludur. Akış yolunu kısaltmak ve dolumu hızlandırmak için yolluk tasarımı mümkün olduğunca basit olmalıdır. Ayrıca, iyi bir soğutma sistemi tasarımı plastik parçanın soğumasını hızlandırabilir. Ancak dikkatli olun, çok fazla soğutursanız, soğuması daha uzun sürer, bu nedenle soğutma verimliliği ile döngü süresini dengelemeniz gerekir.

Kalıp yapısını, soğutma sistemini ve yolluk düzenini, soğutma süresini ve plastik akış direncini azaltacak ve böylece döngüyü kısaltacak şekilde tasarlayın.
Malzeme
Doğru Plastik Malzemeyi Seçin
Bazı malzemeler daha yüksek bir dolum basıncı derecesine veya daha yüksek bir akış hızına sahip olacaktır. Bu, kalıba daha hızlı girebilecekleri ve tüm boşlukları daha hızlı doldurabilecekleri anlamına gelir. Malzeme seçimi genellikle göz ardı edilir veya ihmal edilir, ancak farklı reçine özelliklerinin parçalarınız için uygun olup olmadığını göz önünde bulundurduğunuzdan emin olun.
Doğru seçimi yapmak plasti̇k malzeme8 döngüde büyük bir fark yaratabilir. Parçayı üretirken iyi hammaddeler kullanmak ve farklı üretim koşulları için farklı malzemeler seçmek istersiniz. Düşük erime noktasına ve yüksek akışkanlığa sahip malzemeler kalıbı daha hızlı doldurabilir ve daha hızlı soğuyup katılaşabilir, böylece parçayı daha hızlı yapabilirsiniz.
Akması Kolay ve Çabuk Katılaşan Reçineler Kullanın
Kolay akan ve hızlı katılaşan reçinelerin kullanılması, doldurma ve soğutma sürelerini büyük ölçüde azaltabilir. Örneğin, düşük viskoziteli reçineler kalıbı daha hızlı doldurabilirken, yüksek termal iletkenliğe sahip reçineler soğutma sürecini hızlandırmaya yardımcı olabilir. Bununla birlikte, malzeme seçerken bitmiş ürünün mukavemet, sıcaklık direnci ve kimyasal direnç gibi gereksinimlerini de göz önünde bulundurmalısınız.

Enjeksiyon Kalıplama Süreci
Enjeksiyon Kalıplama Sürecinin Optimize Edilmesi
Üretim sırasında döngü süresini kısaltmak için farklı proses parametrelerini analiz edebilir ve ayarlayabilirsiniz. Örneğin, enjeksiyon hızını, enjeksiyon basıncını ve bekletme süresini ayarlayabilirsiniz.
Enjeksiyon kalıplama döngü süresini ve üretim verimliliğini iyileştirmek için enjeksiyon kalıplama süreci9. Enjeksiyon kalıplama sürecini tasarlayarak ve optimize ederek, enjeksiyon kalıplama döngü süresini azaltabilir ve üretim verimliliğini artırabilirsiniz.
Anahtar enjeksi̇yon kaliplama i̇şlem parametreleri̇10 enjeksiyon hızı, enjeksiyon basıncı, soğutma süresi vb. Bu parametreleri ayarlayarak ve optimize ederek, en iyi enjeksiyon kalıplama etkisini ve döngü süresini elde edebilirsiniz. Buna ek olarak, enjeksiyon kalıplama malzemelerinin makul seçimi ve kalıp tasarımı da enjeksiyon kalıplama döngü süresi ve üretim verimliliği üzerinde önemli bir etkiye sahiptir.
Enjeksiyon Kalıplama için Proses Parametrelerinin Ayarlanması
Enjeksiyon kalıplama için proses parametrelerini değiştirmek, kalıplama döngüsünü kısaltmanın iyi bir yoludur. Enjeksiyon hızını artırırsanız, kalıbı daha hızlı doldurabilirsiniz, ancak çok hızlı giderseniz, flaş veya kısa çekimler elde edebilirsiniz, bu nedenle doğru dengeyi bulmanız gerekir.

Kalıp sıcaklığını ve kovan sıcaklığını artırırsanız, eriyik daha iyi akacaktır, ancak çok yükseğe çıkarsanız, malzemeyi bozabilir veya parçaya çok fazla iç gerilim uygulayabilirsiniz, bu da kaliteyi etkileyecektir. Ayrıca, bekletme süresini ve bekletme basıncını optimize ederseniz, parçanın tamamen katılaştığından emin olabilir ve gereksiz gecikmelerden kurtulabilirsiniz.
Duvar Kalınlığı
Duvar Kalınlığı Minimum Kalınlıkta Tutulur
Parça tasarımına yönelik bu minimalist yaklaşım, kalıp boşluğuna daha az malzeme enjekte edilmesi gerektiği anlamına gelir, böylece enjeksiyon süresini kademeli olarak azaltır (bu da birçok döngüde malzeme süresinden tasarruf sağlayabilir). Ürün duvarı için gereken mukavemeti göz önünde bulundurmayı ve duvar kalınlığını en aza indirmek için en iyi tasarım uygulamalarını takip etmeyi unutmayın.
Duvar Kalınlığını Azaltın
Çeperi inceltmek sadece parçanızın enjeksiyon aşamasından daha hızlı geçmesini sağlamakla kalmaz, aynı zamanda soğutma süresini de doğrudan etkiler. Daha az kalınlık daha az soğutma süresi anlamına gelir.
Buna ek olarak, en iyi doldurma etkisini elde etmek, aşırı doldurma ve eksik doldurma sorunlarını önlemek için enjeksiyon hızı ve basıncının makul kontrolünü de içerir ve böylece döngü süresini azaltın11.
Soğutmayı daha eşit hale getirmek ve sıcak noktalardan kaçınmak için iyi bir soğutma si̇stemi̇12. Bu, daha hızlı soğumanıza ve daha fazla parça yapmanıza yardımcı olacaktır. Ayrıca ne kadar süre enjekte ettiğinizi ve kalıbı açmadan önce ne kadar beklediğinizi kontrol ederek döngüyü kısaltabilirsiniz.

Kalıbı açmadan önce ne kadar süre enjekte ettiğinizi ve ne kadar beklediğinizi izlemek için bir sensör kullanabilirsiniz. Daha sonra ne kadar süre enjekte ettiğinizi ve kalıbı açmadan önce ne kadar beklediğinizi değiştirebilirsiniz.
Robot kolları gibi otomatik ekipmanlar kullandığınızda, işleri elle yapmak için gereken süreyi kısaltabilir ve operasyonunuzu daha verimli hale getirebilirsiniz. Bu da döngünüzü kısaltabileceğiniz anlamına gelir.
Enjeksiyon kalıplama yaparken meydana gelen tüm farklı şeyleri gerçek zamanlı olarak izlemek için gelişmiş izleme sistemleri ve veri analizi teknolojisini kullanın. Bu şekilde, sorunları oluştukları anda yakalayabilir ve döngünüzü daha iyi hale getirmek için değişiklikler yapabilirsiniz.
Operatörlerin enjeksiyon kalıplama becerilerini ve bilgi düzeylerini geliştirmeleri için eğitilmeleri, ekipmanı daha iyi kullanmalarına ve daha hızlı bir döngü elde etmek için çeşitli parametreleri daha makul bir şekilde kontrol etmelerine yardımcı olabilir.
Çevrim süresi optimizasyonu enjeksiyon kalıplamada maliyet tasarrufu sağlar.Doğru
Üreticiler genel döngü süresini azaltarak enerji tüketimini düşürebilir ve belirli bir sürede üretilen parça sayısını artırarak önemli maliyet tasarrufları sağlayabilir.
Çevrim süresinin azaltılması her zaman ürün kalitesinden ödün verilmesine neden olur.Yanlış
Döngü süresinin uygun şekilde optimize edilmesi, kalıplama parametrelerinin hassas kontrolü ve izlenmesi yoluyla ürün kalitesini koruyabilir ve hatta artırabilir.
Sonuç
Çevrim süresi ve üretim verimliliği, büyük enjeksiyon kalıplama makinelerinin performansını ölçmek için kilit faktörlerdir. Pazarın daha rekabetçi hale gelmesi ve müşterilerin daha fazlasını talep etmesiyle birlikte, enjeksiyon kalıplama şirketlerinin oyunda kalmak için döngü süresini ve üretim verimliliğini iyileştirmeleri gerekir.
Sonuç olarak, enjeksiyon kalıplama sürecini optimize ederek, gelişmiş ekipman ve teknoloji kullanarak, makul önlemler alarak ve sürekli iyileştirerek, büyük enjeksiyon kalıplama makinelerinin enjeksiyon kalıplama döngü süresi ve üretim verimliliği büyük ölçüde iyileştirilebilir.
Enjeksiyon kalıplama şirketleri, rekabet gücünü korumak ve sürdürülebilir kalkınmayı sağlamak için pazar talebine ve teknolojik gelişmeye çok dikkat etmeli, sürekli iyileştirme ve yenilik yapmalı ve enjeksiyon kalıplama döngü süresini ve üretim verimliliğini artırmalıdır.
-
Çevrim süresini anlamak, enjeksiyon kalıplama süreçlerinde üretim verimliliğini ve ürün kalitesini optimize etmek için çok önemlidir. ↩
-
Bir kapı contası çalışması, döngü süresini önemli ölçüde iyileştirebilir ve kalıplama tutarsızlıklarını azaltabilir, bu da onu üretim optimizasyonu için gerekli kılar. ↩
-
Soğutma süresi faktörlerinin araştırılması, enjeksiyon kalıplamada daha iyi döngü süresi yönetimi ve daha iyi ürün kalitesi sağlayabilir. ↩
-
Kalıp sıcaklığının döngü süresi üzerindeki etkisini anlamak, üretim verimliliğini ve parça kalitesini optimize etmeye yardımcı olabilir. ↩
-
Bakım uygulamaları hakkında bilgi edinmek arızaları önleyebilir ve enjeksiyon kalıplama makinenizin uzun ömürlülüğünü ve verimliliğini artırabilir. ↩
-
Kalıp tasarımını anlamak, döngü süresini optimize etmek için çok önemlidir; bu kaynak, etkili kalıp stratejileri hakkında bilgi sağlayacaktır. ↩
-
Soğutma kanalı tasarımının anlaşılması, kalıp verimliliğini önemli ölçüde artırabilir ve döngü sürelerini azaltabilir, bu da onu kalıp tasarımının çok önemli bir yönü haline getirir. ↩
-
Doğru plastik malzemeyi seçmek, üretim verimliliğini optimize etmek ve ürün kalitesini sağlamak için hayati önem taşır ve bu kaynağı üreticiler için vazgeçilmez kılar. ↩
-
Enjeksiyon kalıplama sürecinin optimize edilmesi, rekabetçi üretim için kritik öneme sahip olan döngü süresi ve üretim verimliliğinde önemli iyileştirmeler sağlayabilir. ↩
-
Bu parametreleri anlamak, üretim verimliliğini optimize etmek ve enjeksiyon kalıplamada yüksek kaliteli sonuçlar elde etmek için çok önemlidir. ↩
-
Döngü süresini azaltmaya yönelik stratejilerin keşfedilmesi, üretim süreçlerinde verimliliği önemli ölçüde artırabilir ve maliyetleri düşürebilir. ↩
-
Enjeksiyon kalıpları için kaç çeşit soğutma sistemi vardır? Enjeksiyon kalıplarının soğutma sistemi..... ortama bağlı olarak hava soğutma, su soğutma ve yağ soğutma olarak ayrılabilir. ↩







