 İçeriğe geç
İçeriğe geç 
Darbeye Dayanıklı Tokluk Kalıp Çelik Çözümleri
Darbe direncini ve tokluğu artıran dayanıklı çelik çözümlerini keşfedin. Kalıcı performans için ZetarMold'un yenilikçi çözümlerini keşfedin.

Darbeye Dayanıklı Tokluk için Kaynaklar Kalıp Çeliği Çözümleri
Enjeksiyon Kalıp Çeliğine Giriş
Enjeksiyon kalıp çeliği, enjeksiyon kalıplama sürecinin temel taşıdır ve otomotivden tıbbi cihazlara kadar çeşitli sektörlerde kullanılan hassas, yüksek kaliteli plastik parçaların üretilmesini sağlar. Bu çelikler, yüksek basınçlar, yüksek sıcaklıklar ve tekrarlayan döngüler dahil olmak üzere enjeksiyon kalıplamanın aşırı koşullarına dayanacak şekilde özel olarak tasarlanmıştır. Doğru kalıp çeliği dayanıklılık, hassasiyet ve maliyet verimliliği sağlayarak nihai ürünün kalitesini doğrudan etkiler.
Kalıp çelikleri, erimiş plastik enjeksiyonu ve soğutma döngülerinin stresiyle başa çıkabilmek için sertlik, tokluk, aşınma direnci ve termal iletkenlik gibi özelliklerin bir kombinasyonuna sahip olmalıdır. Örneğin, S7 veya H13 gibi darbeye dayanıklı çelikler, kalıpların milyonlarca döngü boyunca dayanmasını sağlamak için şokları emme ve çatlamaya direnme yetenekleri nedeniyle seçilir. Kalıp çeliğinin rolünü anlamak, üretimi optimize etmeyi ve arıza süresini en aza indirmeyi amaçlayan üreticiler için kritik önem taşır.

1. Enjeksiyon Kalıp Çeliği Neden Önemlidir?
Doğru çelik, kalıpların zaman içinde etkili bir şekilde çalışmasını sağlar. Temel nedenler şunlardır:
① Dayanıklılık: H13 veya S7 gibi çelikler, aşındırıcı plastiklerden ve yüksek hacimli üretimden kaynaklanan aşınmaya karşı direnç göstererek kalıp ömrünü uzatır.
Hassasiyet: P20 gibi seçenekler mükemmel işlenebilirlik sağlayarak karmaşık kalıp tasarımlarına olanak tanır.
③ Maliyet Verimliliği: Düşük hacimli çalışmalar için 4140 gibi uygun bir çeliğin seçilmesi, başlangıç maliyetleri ile uzun vadeli performansı dengeler.
2. Yaygın Enjeksiyon Kalıp Çeliği Türleri:
Farklı çelikler farklı ihtiyaçlara uygundur. İşte yaygın olarak kullanılan bazı türler:
① P20: İşlenmesi kolay, uygun fiyatlı, genel amaçlı bir çeliktir ve daha basit kalıplar veya düşük bütçeli projeler için idealdir.
② H13: Yüksek hacimli üretim veya yüksek sıcaklık içeren uygulamalar için mükemmel, üstün ısı ve aşınma direncine sahip bir sıcak iş takım çeliği.
③ S7: Yüksek darbe kuvvetleriyle karşılaşan kalıplar için uygun, tokluk ve güvenilirlik sunan darbeye dayanıklı bir çelik.
3. Doğru Çelik Seçimi?
Enjeksiyon kalıp çeliğinin seçilmesi çeşitli faktörlere bağlıdır:
① Plastik Türü: Aşındırıcı veya korozif plastikler daha dayanıklı çelikler gerektirebilir.
② Üretim Hacmi: Yüksek hacimli çalışmalar H13 gibi aşınmaya dayanıklı çeliklerden yararlanırken, düşük hacimli çalışmalar P20 veya 4140 kullanabilir.
③ Kalıp Tasarımı: Karmaşık tasarımlar, iyi işlenebilirliğe sahip çeliklere ihtiyaç duyar.
Bütçe: Maliyet hususları, birinci sınıf veya ekonomik bir çeliğin seçilip seçilmeyeceğini belirleyebilir.
Kalıp Çeliğinde Darbe Dayanımı ve Tokluğun Önemi
Darbe direnci ve tokluk, enjeksiyon kalıp çeliğinde kalıbın dayanıklılığını, performansını ve kalıplanan parçaların kalitesini doğrudan etkileyen kritik özelliklerdir. Bu özellikler, kalıpların enjeksiyon kalıplama sürecinin zorlu koşullarına dayanabilmesini sağlayarak onları verimli ve uygun maliyetli üretim için gerekli kılar.
1. Darbe Direnci ve Tokluğu Anlamak:
① Darbe Dayanımı: Bu, kalıp çeliğinin çatlamadan veya deforme olmadan ani, yüksek kuvvetli darbelere dayanma kabiliyetidir. Enjeksiyon kalıplamada, kalıplar erimiş plastiğin enjeksiyonundan kaynaklanan yoğun basınçla karşı karşıya kalır ve bu da uygun şekilde yönetilmezse bir çekiç darbesi gibi hareket edebilir.
Sertlik: Bu, çeliğin enerjiyi absorbe etme ve kırılmadan plastik olarak deforme olma kapasitesini ifade eder. Tokluk, kalıbın zaman içinde bozulmadan tekrarlanan stres döngülerine dayanabilmesini sağlar.
Bu özellikler birlikte kalıp çeliğini enjeksiyon kalıplamanın mekanik ve termal zorluklarının üstesinden gelecek şekilde donatır.
2. Enjeksiyon Kalıplamada Bu Özellikler Neden Önemlidir?
Enjeksiyon kalıplama, kalıpları esnekliklerini test eden bir stres kombinasyonuna maruz bırakır:
① Yüksek Sıkıştırma Kuvvetleri: Enjeksiyon sırasında sızıntıyı önlemek için kalıp yarıları önemli bir kuvvetle birbirine kenetlenir. Zayıf çelik bu basınç altında çatlayabilir.
② Hızlı Sıcaklık Değişimleri: Kalıplar, erimiş plastik enjekte edildiğinde ısınır ve parça çıkarma sırasında soğuyarak yorulmaya yol açabilecek termal genleşme ve büzülmeye neden olur.
③ Aşındırıcı Plastikler: Cam elyaf takviyeli plastikler gibi malzemeler kalıp yüzeylerini aşındırabilir, bu da aşınma ve yıpranmaya karşı dirençli çelik gerektirir.
Yeterli darbe direnci olmayan bir kalıp kırılabilir veya çatlayabilir, bu da kusurlu parçalara veya tamamen arızaya yol açabilir. Düşük tokluk, kalıbın daha az döngüden sonra bozulmasına neden olarak uzun ömürlülüğünü tehlikeye atabilir. Bu özellikler, bir kalıbın zaman içinde güvenilir bir şekilde performans gösterme kabiliyetinin bel kemiğidir.
3. Darbe Direnci ve Tokluğun Temel Faydaları:
① Uzatılmış Kalıp Ömrü: Yüksek darbe direncine ve tokluğa sahip çelik, aşınma belirtileri göstermeden önce binlerce hatta milyonlarca kalıplama döngüsüne dayanabilir. Bu da kalıp değiştirme sıklığını azaltır.
② Tutarlı Parça Kalitesi: Deformasyona ve çatlamaya karşı direnç gösteren bu özellikler, üretilen her parçanın tıbbi cihazlar veya havacılık gibi hassasiyet gerektiren endüstriler için kritik olan tam spesifikasyonları karşılamasını sağlar.
③ Maliyet Verimliliği: Dayanıklı kalıplar, onarımlar için duruş süresini en aza indirir ve bakım maliyetlerini düşürerek özellikle yüksek hacimli üretimde karlılığı artırır.
④ Çok yönlülük: Sert, darbeye dayanıklı çelik, yumuşak polimerlerden aşındırıcı, yüksek sıcaklık malzemelerine kadar çeşitli plastikleri işleyebilir ve uygulanabilirliğini genişletir.
Darbe Dayanımı ve Tokluk için Kalıp Çeliğinin Temel Özellikleri
Enjeksiyon kalıbı çeliği, yapısal bütünlüğü ve uzun ömürlülüğü korurken yüksek basınçlara, sıcaklıklara ve tekrarlayan döngülere dayanmalıdır. İki kritik özellik - darbe direnci (kırılmadan enerjiyi emme yeteneği) ve tokluk (çatlak yayılmasına direnme yeteneği) - yüksek performanslı kalıplar için gereklidir. Aşağıda bu özelliklere katkıda bulunan temel özellikler ve bunların enjeksiyon kalıplama sürecindeki önemi yer almaktadır.
1. Sertlik:
Açıklama: Sertlik, çeliğin yüksek basınç altında aşınma, deformasyon ve girintiye karşı direncidir.
Katkı: Kalıbı aşındırıcı plastiklerden ve yüksek sıkıştırma kuvvetlerinden koruyarak dayanıklılık sağlar.
Denge: Aşırı sertlik kırılganlığı artırabilir, bu nedenle tokluğu korumak için genellikle optimize edilir (örneğin, H13 çeliği için 48-52 HRC).
Önemliymiş: Kalıbın zaman içinde şeklini ve yüzey kalitesini korumasını sağlar.
2. Süneklik:
Açıklama: Süneklik, çeliğin stres altında kırılmadan hafifçe deforme olmasını sağlar.
Katkı: Yüksek hızlı enjeksiyon sırasında darbe enerjisini emerek ani kırılma riskini azaltır.
Önemliymiş: Beklenmedik gerilimleri veya yanlış hizalamaları karşılayarak yıkıcı arızaları önler.
3. Sertlik:
Açıklama: Tokluk, mukavemet ve sünekliği birleştirerek çeliğin enerjiyi absorbe etmesini ve çatlak büyümesine direnmesini sağlar.
Ölçüm: Gerilme-gerinim eğrisi veya darbe testleri (örn. Charpy testi) aracılığıyla değerlendirilir.
Önemliymiş: Kalıbın, yüksek hacimli üretim için hayati önem taşıyan mikro çatlaklar olmadan tekrarlanan döngülere dayanmasını sağlar.
4. Yorulma Direnci:
Açıklama: Yorulma direnci, çeliğin çatlamadan tekrarlanan stres döngülerine dayanmasını sağlar.
Katkı: Binlerce veya milyonlarca döngüden geçen kalıplar için kritik öneme sahiptir.
Önemliymiş: Kalıp ömrünü uzatarak bakım ve değiştirme maliyetlerini azaltır.
5. Alaşım Elementleri:
Açıklama: Krom, molibden, nikel ve vanadyum gibi elementler çeliğin özelliklerini geliştirir.
Krom/Molibden: Sertliği, aşınma direncini ve korozyon direncini artırır. Nikel: Tokluğu ve darbe direncini artırır.
Vanadyum: Daha iyi mukavemet ve tokluk için tane yapısını iyileştirir.
Önemliymiş: Çeliği, yüksek darbe veya yüksek sıcaklık koşulları gibi özel kalıplama taleplerine göre uyarlar.
6. Isıl İşlem:
Açıklama: Su verme ve temperleme gibi işlemler çeliğin mikro yapısını optimize eder.
Söndürme: Hızlı soğutma ile sertliği artırır.
Temperleme: Mukavemeti korurken kırılganlığı azaltır.
Katkı: Mekanik ve termal gerilimlere dayanmak için sertlik ve tokluğu dengeler.
Önemliymiş: Çalışma sırasında çatlama veya deformasyonu önler.
7. Yüzey İşlemleri:
Açıklama: Nitrürleme veya PVD kaplama gibi işlemler yüzey sertliğini artırır ve sürtünmeyi azaltır.
Katkı: Aşındırıcı plastiklerden veya yüksek hızlı enjeksiyondan kaynaklanan erozyona karşı korur.
Önemliymiş: Kalıp ömrünü uzatır ve parça kalitesini korur.
8. Boyutsal Kararlılık:
Açıklama: Değişen sıcaklık ve basınçlar altında şekil ve boyutunu koruyabilme yeteneği.
Katkı: Sıkı toleranslarla tutarlı parça üretimi sağlar.
Önemliymiş: Kusurları ve üretim israfını azaltır.
9. Termal İletkenlik:
Açıklama: Verimli ısı transferi, eşit kalıp sıcaklıklarını korur.
Katkı: Termal gerilimleri azaltır ve soğutma sürelerini kısaltır.
Önemliymiş: Döngü verimliliğini ve üretkenliği artırır.
10. Korozyon Direnci:
Açıklama: Aşındırıcı plastiklerden (örn. PVC) veya nemli koşullardan kaynaklanan bozulmaya karşı direnç.
Katkı: Paslanmayı ve yüzey çukurlaşmasını önler.
Önemliymiş: Agresif ortamlardaki küfler için gereklidir.
11. İşlenebilirlik:
Açıklama: Çeliği karmaşık kalıp tasarımlarına göre şekillendirme kolaylığı.
Katkı: İmalat süresini ve maliyetlerini azaltır.
Önemliymiş: Sıkı teslim tarihlerini karşılayarak kalıp üretimini hızlandırır.
Yüksek Darbe Dayanımı ve Tokluk için Kalıp Çeliği Türleri
Enjeksiyon kalıplama, yüksek basınca, termal döngüye ve mekanik strese dayanması gereken kalıpları kullanarak erimiş plastiği parçalara şekillendirmeyi içerir. Yüksek darbe direnci ve tokluk gerektiren uygulamalar için çeliğin çatlamaya direnmesi, şokları emmesi ve tekrarlanan kullanımda dayanıklılığını koruması gerekir. Yaygın kalıp çeliklerinin analizine dayanarak, aşağıdaki seçenekler öne çıkmaktadır:
1. S7 Takım Çeliği:
① Özellikler: S7, olağanüstü tokluğu ve mekanik darbelere dayanma kabiliyeti ile bilinen darbeye dayanıklı bir takım çeliğidir. Yüksek mukavemet ve dayanıklılığına katkıda bulunan krom, molibden ve vanadyum içerir.
② Avantajlar:
- Mükemmel darbe direnci sayesinde önemli mekanik şoklara maruz kalan kalıplar için idealdir (örn. ejektör pimleri, kızaklar veya yüksek enjeksiyon basınçları).
- Sertlik (tipik olarak 54-58 HRC) ve tokluk dengesi elde etmek için ısıl işlem uygulanabilir.
Uygulamalar: Hareketli parçalara, ince kesitlere veya stres altında çatlamaya eğilimli keskin köşelere sahip kalıplar için en iyisidir.
④ Sınırlamalar: Yaklaşık 425°C'ye (800°F) kadar sıcaklıkların üstesinden gelse de, termal yorulma direnci bazı alternatiflere göre daha düşüktür, bu da yoğun termal döngüye sahip yüksek hacimli üretimde önemli olabilir.
2. H13 Takım Çeliği:
① Özellikler: H13, yüksek tokluğu, termal yorulma direnci ve yüksek sıcaklıklarda (540°C veya 1000°F'ye kadar) performans gösterme kabiliyetiyle tanınan bir krom-molibden-vanadyum sıcak iş çeliğidir.
② Avantajlar:
- Termal döngüye karşı üstün direnç, erimiş plastik nedeniyle kalıpların ısındığı yüksek hacimli enjeksiyon kalıplama için uygun hale getirir.
- İyi genel tokluk ve termal iletkenlik, verimli kalıp soğutmasına yardımcı olur.
- Kalıp üreticilerinin yaygın olarak kullanması ve aşina olması, pratikliğini artırır.
③ Uygulamalar: Yüksek hızlı üretimde veya tekrarlanan ısıtma ve soğutma altında dayanıklılık gerektiren kalıplar için idealdir.
④ Sınırlamalar: Sağlam olmakla birlikte, termal stresten ziyade mekanik şokların hakim olduğu senaryolarda darbe direnci S7'den biraz daha düşüktür.
Diğer Önemli Seçenekler:
① Nimax (Tescilli Çelik): Uddeholm'den enjeksiyon kalıpları için tasarlanmış yüksek sertlikte bir çelik. S7'nin şok direnci veya H13'ün termal özellikleriyle eşleşmese de iyi cilalanabilirlik ve tokluk sunar.
② NAK55/NAK80: Yüksek mukavemet ve tokluğa sahip çökelme ile sertleştirilmiş çelikler. İşlenmesi ve parlatılması kolaydır ancak S7 veya H13'e kıyasla aşırı darbe direnci konusunda daha az uzmanlaşmışlardır.
③ 4140 Çelik: İyi tokluğa sahip bir krom-molibden alaşımı, S7 veya H13'e kıyasla daha düşük sertliği nedeniyle genellikle boşluklardan ziyade kalıp tabanları için kullanılır.
S7 ve H13 Arasında Seçim Yapmak:
① S7: Kalıp, yüksek enjeksiyon basınçları veya hareketli bileşenlerden kaynaklanan dinamik stresler gibi önemli mekanik etkilerle karşı karşıya kaldığında S7 kullanın. Şok direnci, bu koşullar için tercih edilmesini sağlar.
② H13: H13'ü yüksek hacimli üretimdeki kalıplar veya ısı direnci ve tokluğunun öne çıktığı önemli termal döngüye sahip uygulamalar için kullanın.
Ek Hususlar:
① Parça Tasarımı: Karmaşık parçalara yönelik kalıplar (örn. alttan kesmeli veya ince duvarlı) çatlamayı önlemek için S7'nin tokluğundan faydalanabilir.
② Plastik Türü: Polikarbonat veya naylon gibi daha yüksek basınçlar içerebilen mühendislik plastikleri, S7'nin darbe direncinden veya H13'ün dayanıklılığından yararlanabilir.
③ Maliyet ve Bulunabilirlik: H13 enjeksiyon kalıplamada daha yaygın olarak kullanılır, bu da potansiyel olarak daha uygun maliyetli ve daha kolay tedarik edilebilir olmasını sağlar.
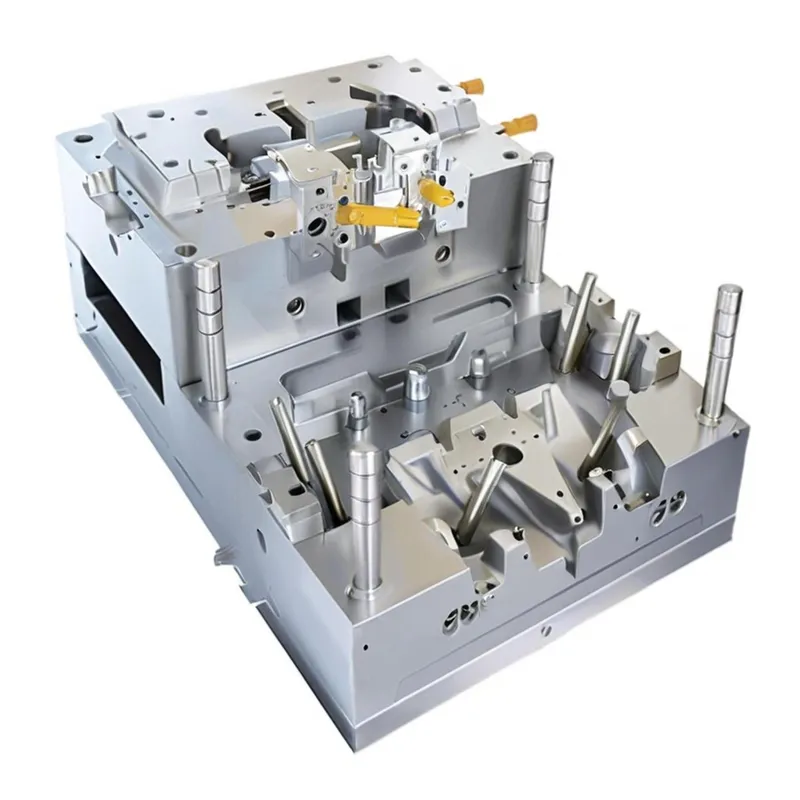
Darbe Dayanımı Kalıp Tasarımını ve Performansını Nasıl Etkiler?
Enjeksiyon kalıbı tasarımında, darbe direnci hem kalıbın hem de nihai ürünün dayanıklılığını sağlamada kilit faktörlerden biridir. Özellikle yüksek performanslı uygulamalarda daha güçlü ve daha dayanıklı malzemelere yönelik taleplerin artmasıyla birlikte, kalıbın darbe direnci üretim verimliliğini, parça kalitesini ve kalıbın kullanım ömrünü doğrudan etkilemektedir. Otomotiv bileşenlerinden endüstriyel ekipmanlara kadar, güçlü darbe direncine sahip kalıplar yalnızca ürünün fiziksel özelliklerini geliştirmekle kalmaz, aynı zamanda zorlu üretim ortamlarında yüksek performans seviyelerini korur.
Darbe Dayanımı Kalıp Tasarımını Nasıl Etkiler?
Bir enjeksiyon kalıbının tasarlanması, prosesin mekanik ve termal taleplerini karşılayabilmesini sağlamak için çeliğin darbe direncinin dikkatle değerlendirilmesini gerektirir. İşte temel tasarım yönlerini nasıl etkilediği:
1. Çelik Seçimi: Çelik seçimi temeldir. S7 gibi çelikler şok emiliminde üstündür, bu da onları hareketli parçalara sahip kalıplar veya mekanik darbelere eğilimli ince bölümler için uygun hale getirir. H13, darbeye karşı biraz daha az dirençli olsa da, termal yorgunluğa karşı mükemmel direnç sunar ve önemli termal döngüye sahip yüksek hacimli üretim için idealdir. Yüksek darbe direncine sahip bir çeliğin seçilmesi, kalıbın prosesin gerilimlerine dayanabilmesini sağlar.
2. Isıl İşlem: Isıl işlem çeliğin tokluğunu ve darbe direncini optimize eder. Su verme (hızlı soğutma) gibi işlemler sertliği artırırken, temperleme kırılganlığı azaltır ve çeliğin çatlamadan darbeleri emme yeteneğini geliştirir. Uygun ısıl işlem, kalıbın çok kırılgan hale gelmesini önleyerek stres altında arıza riskini azaltır.
3. Stresi Azaltmak için Tasarım Özellikleri: Darbe direnci, çatlama veya deformasyonu en aza indirmek için kalıpların nasıl tasarlandığını şekillendirir:
- Yarıçaplar ve Dolgular: Keskin kenarlar yerine yuvarlatılmış köşeler ve cömert filetolar kullanmak, darbe altında çatlakları başlatabilecek gerilim yoğunlaşmalarını azaltır.
- İnce Kesitlerden Kaçınma: Daha kalın, daha sağlam bölümler deformasyona ve çatlamaya ince alanlardan daha iyi direnç göstererek genel dayanıklılığı artırır.
- Güçlendirme: Yüksek stresli bölgelere nervür veya destek eklemek kuvvetleri eşit şekilde dağıtarak darbe direncini artırır.
4. Yüzey İşlemleri: Nitrürleme veya kaplama gibi işlemler yüzey sertliğini artırır ve aşınmayı azaltır. Darbe direncini doğrudan artırmasalar da, darbe altında yayılabilecek yüzey mikro çatlaklarını önleyerek dolaylı olarak kalıbın esnekliğini artırırlar.

Darbe Dayanımı Kalıp Performansını Nasıl Etkiler?
Kalıbın darbelere karşı koyma kabiliyeti, performansını çeşitli şekillerde doğrudan etkiler:
1. Uzatılmış Kalıp Ömrü: S7 veya H13 gibi darbeye dayanıklı çeliklerden yapılan kalıplar, önemli bir hasar olmaksızın binlerce veya milyonlarca çevrime dayanabilir. Bu dayanıklılık, onarım veya değiştirme sıklığını azaltarak uzun vadeli maliyetleri düşürür ve kalıbın hizmet ömrünü uzatır.
2. Tutarlı Parça Kalitesi: Darbeye dayanıklı bir kalıp, şeklini ve yüzey bütünlüğünü koruyarak tutarlı parça üretimi sağlar. Zayıf darbe direnci şunlara yol açabilir:
- Flaş: Hasarlı bir kalıptan sızan fazla plastik.
- Çarpıklık: Kalıp deformasyonundan kaynaklanan boyutsal yanlışlıklar.
- Yüzey Kusurları: Parça yüzeyini etkileyen çatlaklar veya aşınma. Yüksek darbe direnci kalıp hassasiyetini koruyarak hatasız parçalar sunar.
3. Geliştirilmiş Üretim Verimliliği: Darbeye dayanıklı kalıplar daha az arıza yaşar ve onarım veya bakım için duruş süresini en aza indirir. Ayrıca termal döngüyü etkili bir şekilde idare ederek daha hızlı döngü sürelerini ve daha yüksek üretkenliği desteklerler. Bu güvenilirlik, sürekli ve yüksek hızlı üretim için çok önemlidir.
4. Uygulamalarda Çok Yönlülük: Güçlü darbe direncine sahip kalıplar, aşağıdakiler gibi çeşitli koşulları yönetebilir:
- Büyük veya karmaşık parçalar için yüksek basınçlı enjeksiyon.
- Aşınmayı artıran aşındırıcı plastikler (örn. cam dolgulu polimerler).
- Yüksek hızlı üretimde hızlı çevrim. Bu uyarlanabilirlik otomotiv, medikal ve elektronik gibi zorlu endüstrilere uygundur.
Darbeye Dayanıklı Kalıp Çeliği Seçim Kriterleri
Darbeye dayanıklı enjeksiyon kalıp çeliği seçimi, yüksek stresli enjeksiyon kalıplama uygulamalarında kullanılan kalıpların dayanıklılığını, performansını ve uzun ömürlülüğünü sağlamak için kritik öneme sahiptir. Kalıp çeliğindeki darbe direnci, ani kuvvetlere, mekanik şoklara ve yüksek basınç koşullarına çatlamadan, deforme olmadan veya bozulmadan dayanma kabiliyetini ifade eder. Bu özellik, tekrarlayan döngülere, yüksek enjeksiyon basınçlarına ve termal gerilimlere maruz kalan kalıplar için gereklidir. Aşağıda, darbeye dayanıklı enjeksiyon kalıpları için doğru çeliği seçmeye yönelik temel kriterlere ilişkin ayrıntılı bir kılavuz yer almaktadır.
1. Sertlik:
Tanım: Çeliğin enerjiyi absorbe etme ve kırılmadan deforme olma kabiliyeti.
Önemliymiş: Kalıplar sıkıştırma, enjeksiyon ve çıkarma kuvvetlerinden kaynaklanan mekanik şoklara maruz kalır. Yüksek tokluk, özellikle karmaşık geometrilere veya ince kesitlere sahip kalıplarda çatlamayı önler.
Dikkate alın: S7 ve H13 gibi çelikler mükemmel tokluklarıyla bilinir, bu da onları yüksek darbeli uygulamalar için ideal hale getirir.
2. Sertlik:
Tanım: Aşınma, deformasyon ve çentiklenmeye karşı direnç.
Önemliymiş: Sertlik, kalıbın aşındırıcı plastiklere (örn. cam dolgulu polimerler) dayanabilmesini ve yüksek basınç altında şeklini koruyabilmesini sağlar.
Denge: Kırılganlığı önlemek için sertlik tokluk ile dengelenmelidir. Kalıp çelikleri için tipik sertlik aralıkları 48-58 HRC'dir (Rockwell Sertliği).
3. Yorulma Direnci:
Tanım: Çatlak oluşmadan tekrarlanan stres döngülerine dayanma kabiliyeti.
Önemliymiş: Kalıpların binlerce veya milyonlarca döngüden geçtiği yüksek hacimli üretim için gereklidir.
Dikkate alın: Uzun süreli üretim kalıpları için H13 gibi yorulma direnci yüksek çelikler tercih edilir.
4. Termal Kararlılık:
Tanım: Yüksek sıcaklıklarda yumuşamaya veya boyutsal değişikliklere karşı direnç.
Önemliymiş: Kalıplar erimiş plastikten kaynaklanan yüksek sıcaklıklara maruz kalır ve şekillerini ve güçlerini korumalıdır.
Dikkate alın: H13 termal stabilite açısından üstündür, bu da onu yüksek sıcaklıklarda çalışan kalıplar için uygun hale getirir.
5. Korozyon Direnci:
Tanım: Aşındırıcı plastiklere (örn. PVC) veya nemli ortamlara maruz kalma sonucu bozulmaya karşı koruma.
Önemliymiş: Kalıp bütünlüğünü tehlikeye atabilecek paslanmayı ve yüzey çukurlaşmasını önler.
Dikkate alın: 420 paslanmaz çelik, S7 veya H13'e göre daha düşük darbe direncine sahip olsa da iyi bir korozyon direnci sunar.
Darbeye Dayanıklı Tokluk Kalıp Çelik Çözümleri
Dayanıklı, yüksek performanslı kalıplar için en iyi darbeye dayanıklı ve sert enjeksiyon kalıp çeliği çözümlerini keşfedin.

Darbeye Dayanıklı Tokluk için Kaynaklar Kalıp Çeliği Çözümleri
Sert Kalıp Çeliği için Isıl İşlem ve Sertleştirme Prosesleri
S7 ve H13 gibi enjeksiyon kalıp çelikleri toklukları ve darbe dirençleri için seçilir, ancak performansları özel ısıl işlem ve sertleştirme işlemleriyle optimize edilir. Bu işlemler çeliğin enjeksiyon kalıplamanın mekanik ve termal streslerine dayanma kabiliyetini artırarak dayanıklılık ve uzun ömürlülük sağlar. Aşağıda, sert kalıp çelikleri için kullanılan temel ısıl işlem ve sertleştirme tekniklerinin ayrıntılı bir açıklaması yer almaktadır.
1. Isıl İşlem Prosesleri
Isıl işlem, çeliğin mikro yapısını değiştirmek ve mekanik özelliklerini iyileştirmek için kontrollü ısıtma ve soğutmayı içerir. Sert kalıp çelikleri için hedefler sertlik, tokluk ve boyutsal kararlılık dengesini sağlamaktır.
① Tavlama:
Amacımız: Daha kolay işleme için çeliği yumuşatır ve iç gerilimleri azaltır.
Süreç:
- Belirli bir sıcaklığa kadar ısıtın (örneğin, S7 için 845-870°C).
- Belirli bir süre beklettikten sonra fırında yavaşça soğutun.
Sonuç: Tane yapısını iyileştirir, sünekliği artırır ve çeliği daha ileri işlemler için hazırlar.
Söndürme:
Amacımız: Yüksek sıcaklıktan hızla soğuyarak sertliği ve mukavemeti artırır.
Süreç:
- Östenitleme sıcaklığına kadar ısıtın (örneğin, S7 için 940-980°C).
- Sert, kırılgan bir martensitik yapı oluşturmak için yağda veya havada hızla soğutun.
Sonuç: Mikroyapıyı martenzite dönüştürerek kırılganlığı azaltmak için temperleme gerektirir.
Temperleme:
Amacımız: Sertliği korurken ve tokluğu artırırken kırılganlığı azaltır.
Süreç:
- Su verilmiş çeliği daha düşük bir sıcaklığa yeniden ısıtın (örneğin, S7 için 200-600°C).
- İstenilen özellik dengesini elde etmek için tutun ve soğutun.
Sonuç: Çeliğin çatlamadan darbeleri emecek kadar sağlam olmasını sağlar.
2. Sertleştirme Süreçleri
Sertleştirme işlemleri çeliğin yüzey sertliğini artırırken aşınma ve aşınmaya karşı direnç için gerekli olan sert çekirdeği korur.
① İndüksiyonla Sertleştirme:
Amacımız: Belirli alanları (örn. boşluk veya çekirdek) seçici olarak sertleştirir.
Süreç:
- Yüzeyi ısıtmak için yüksek frekanslı akımlar kullanın.
- Sertleştirilmiş bir katman elde etmek için su verme.
Sonuç: Çekirdek tokluğunu korurken aşınmaya dayanıklı bir yüzey oluşturur.
② Alevle Sertleştirme:
Amacımız: İndüksiyonla sertleştirmeye benzer şekilde belirli alanları sertleştirir.
Süreç:
- Yüzeyi östenitleme sıcaklığına kadar ısıtmak için bir alev uygulayın.
- Bölgeyi sertleştirmek için su verin.
Sonuç: Büyük veya düzensiz şekilli kalıplar için uygun maliyetli.
③ Nitrürleme:
Amacımız: Sert, aşınmaya dayanıklı bir yüzey oluşturmak için nitrojen ekler.
Süreç:
- Çeliği 500-550°C'de azot bakımından zengin ortama maruz bırakın.
- Azot yüzeye difüze olarak sert nitrürler oluşturur.
Sonuç: Çekirdek tokluğunu etkilemeden aşınma direncini ve yorulma mukavemetini artırır.
Sert Kalıp Çeliğinin Bakımı ve Uzun Ömürlülüğü
Sert enjeksiyon kalıp çeliği, enjeksiyon kalıplama işlemlerinin doğasında bulunan aşırı basınçlara, sıcaklıklara ve tekrarlayan döngülere dayanacak şekilde tasarlanmıştır. Kırılmadan enerjiyi absorbe etme kabiliyeti ile tanımlanan tokluğu, yapısal bütünlüğü korurken yüksek hacimli plastik parçalar üretmek için idealdir. Bununla birlikte, en sağlam kalıp çelikleri bile uzun ömürlerini en üst düzeye çıkarmak ve tutarlı performans sağlamak için uygun bakım gerektirir.
1. Sert Enjeksiyon Kalıp Çeliği için Bakım Uygulamaları:
① Düzenli Temizlik:
Neden? Yüzey hasarına veya korozyona neden olabilecek plastik kalıntıları, döküntüleri ve kirleticileri temizler.
Nasıl? Kalıp yüzeyinin çizilmesini önlemek için hafif çözücüler veya ultrasonik temizleme sistemleri kullanın. Çeliği bozabilecek agresif kimyasallardan kaçının.
② Rutin Muayene:
Neden? Kalıp arızasına yol açmadan önce aşınma, çatlak veya deformasyonun erken belirtilerini tespit eder.
Nasıl? Her üretim çalışmasından sonra ayırma hatları, ejektör pimleri ve soğutma kanalları gibi yüksek stresli alanlara odaklanarak görsel denetimler gerçekleştirin. Ulaşılması zor alanlar için boreskop gibi araçlar kullanın.
③ Yağlama ve Korozyon Önleme:
Neden? Hareketli parçalardaki (örn. sürgüler, ejektör pimleri) sürtünmeyi azaltır ve nemli ortamlarda paslanmaya karşı korur.
Nasıl? Hareketli bileşenlere kalıba özgü yağlayıcılar uygulayın ve özellikle neme veya aşındırıcı plastiklere (örn. PVC) maruz kalan kalıplar için korozyon önleyiciler veya koruyucu kaplamalar kullanın.
④ Sıcaklık Kontrolü:
Neden? Tutarlı kalıp sıcaklıklarını koruyarak termal yorgunluğu önler.
Nasıl? Aşırı termal döngüden kaçınmak için verimli soğutma sistemleri kullanın ve üretim sırasında sıcaklık dalgalanmalarını izleyin.
⑤ Uygun Depolama:
Neden? Kalıpların kullanılmadığı zamanlarda çevreye zarar vermesini önler.
Nasıl? Kalıpları kuru, kontrollü ve ideal olarak pas önleyici sprey veya yağ ile kaplanmış bir ortamda saklayın.

2. Sert Enjeksiyon Kalıp Çeliğinin Uzun Ömürlülüğünü Etkileyen Faktörler:
① Çelik Kalitesi: H13 veya S7 gibi yüksek dereceli çelikler, P20 gibi genel amaçlı çeliklere kıyasla üstün tokluk ve aşınma direnci sunar. Birinci sınıf çeliğe yatırım yapmak kalıp ömrünü önemli ölçüde uzatabilir.
② Kalıp Tasarımı: Cömert filetolar kullanmak, keskin köşelerden kaçınmak ve eşit duvar kalınlığı sağlamak gibi gerilim yoğunlaşmalarını en aza indiren tasarımlar çatlama riskini azaltır ve uzun ömürlülüğü uzatır.
③ Plastik Türü: Aşındırıcı plastikler (örn. cam dolgulu polimerler) aşınmayı hızlandırırken, korozif plastikler (örn. PVC) çeliği bozabilir. Çeliğin plastik türüyle eşleştirilmesi uzun ömürlülük için çok önemlidir.
④ Çalışma Koşulları: Yüksek enjeksiyon basınçları, hızlı döngü süreleri ve aşırı sıcaklıklar kalıp üzerindeki baskıyı artırır. Çeliğin önerilen sınırlar dahilinde çalıştırılması ömrünü korur.
⑤ Bakım Sıklığı: Düzenli ve proaktif bakım, küçük sorunların büyük arızalara dönüşmesini önleyerek kalıbın uzun ömürlü olmasını doğrudan etkiler.
3. Sert Enjeksiyon Kalıp Çeliğinin Uzun Ömürlülüğünün Artırılması:
① Yüzey İşlemleri:
- Nitrürleme: Çelik yüzeyine nitrojen ekleyerek, çekirdek tokluğundan ödün vermeden dayanıklılığı artıran sert, aşınmaya dayanıklı bir katman oluşturur.
- PVD Kaplamalar: Titanyum nitrür (TiN) gibi Fiziksel Buhar Biriktirme (PVD) kaplamaları, özellikle yüksek hızlı veya aşındırıcı uygulamalarda sürtünmeyi ve aşınmayı azaltır.
② Gelişmiş Soğutma Teknolojileri: Konformal Soğutma: 3D baskılı soğutma kanalları kalıbın dış hatlarını takip ederek ısı dağılımını iyileştirir ve termal gerilimi azaltarak kalıp ömrünü uzatır.
Shot Peening: Bu işlem kalıp yüzeyini küçük metal taneciklerle bombardıman ederek yorulma direncini artıran ve çatlak oluşumunu geciktiren basınç gerilmelerine neden olur.
④ Düzenli Yenileme: Kalıp yüzeyinin periyodik olarak yeniden cilalanması veya parlatılması mikro çatlakları veya aşınma izlerini ortadan kaldırarak kalıbı orijinal haline yakın bir duruma getirebilir.
Yüksek Performanslı Kalıp Çeliği için Maliyet Değerlendirmeleri
S7, H13 ve P20 gibi yüksek performanslı enjeksiyon kalıp çelikleri, çok sayıda üretim döngüsü boyunca olağanüstü dayanıklılık, aşınma direnci ve hassasiyet sunmak üzere tasarlanmıştır. Bu özellikler onları zorlu kalıplama uygulamaları için ideal kılar, ancak ilk satın alma fiyatının ötesine geçen bir dizi maliyet değerlendirmesiyle birlikte gelirler.
1. Çeliğin İlk Maliyeti:
① Yüksek performanslı çelikler, gelişmiş alaşım bileşimleri ve üretim süreçleri nedeniyle tipik olarak daha pahalıdır.
② Örneğin, mükemmel ısı direncine sahip bir krom-molibden çeliği olan H13, genel amaçlı bir kalıp çeliği olan P20'den daha pahalıdır.
2. İşleme ve Isıl İşlem Maliyetleri:
① İşleme: S7 gibi çelikler daha sert ve işlenmesi daha zordur, bu da işçilik ve takım giderlerini artırır.
② Isıl İşlem: Yüksek performanslı çelikler genellikle özel prosesler gerektirir (örneğin, H13 için su verme ve temperleme), bu da harici tesislere ihtiyaç duyulması halinde maliyetleri artırabilir.

3. Kullanım Ömrü ve Değiştirme Sıklığı:
① Daha uzun ömürlü bir kalıp, değiştirme sıklığını azaltarak daha yüksek başlangıç maliyetlerini dengeler.
Örneğin ② H13 milyonlarca çevrime dayanabilirken, daha ucuz bir çeliğin daha erken değiştirilmesi gerekebilir ve bu da uzun vadeli masrafları artırır.
4. Bakım ve Onarım Maliyetleri:
① H13 gibi aşınmaya dayanıklı çelikler daha az sıklıkta bakım gerektirerek devam eden maliyetleri düşürür.
② Bazı çeliklerin onarımı da daha kolaydır ve zaman içinde masrafları daha da azaltır.
5. Belirli Plastikler için Uygunluk:
① Aşındırıcı plastikler (örn. cam dolgulu naylon), H13 gibi aşınmaya dayanıklı çelikler gerektirir; bu çelikler daha pahalıya mal olabilir ancak erken aşınmayı önler.
② Uygun olmayan bir çeliğin kullanılması daha hızlı bozulmaya ve daha yüksek değiştirme maliyetlerine yol açabilir.
6. Üretim Verimliliği Üzerindeki Etkisi:
① Termal İletkenlik: Daha iyi ısı dağılımına sahip H13 gibi çelikler soğutma sürelerini kısaltarak döngü sürelerini azaltabilir ve verimi artırabilir.
② Parça Kalitesi: Hassas tutma, hataları en aza indirerek israfı ve yeniden işleme maliyetlerini azaltır.
Ek Hususlar:
① Üretim Hacmi: Yüksek hacimli çalışmalar, arıza süresini ve değiştirmeleri azaltan dayanıklı çeliklerden yararlanırken, düşük hacimli projeler P20 gibi daha ucuz seçenekleri tercih edebilir.
② Kalıp Karmaşıklığı: Karmaşık tasarımlar, iyi işlenebilirliğe veya boyutsal kararlılığa sahip çelikler (örneğin, P20 veya NAK55) gerektirebilir ve bu da maliyetleri etkiler.
③ Yüzey Kaplaması: Yüksek parlaklıktaki parçalar için 420 paslanmaz çelik gibi üstün cilalanabilirlik sunan ancak fiyatı değişen çelikler gerekebilir.
Kalıp Çelik Kalitelerinin Karşılaştırmalı Analizi
Kalıp çeliği seçimi, kalıbın performansını, dayanıklılığını ve maliyet etkinliğini önemli ölçüde etkiler. Farklı çelik kaliteleri, parça karmaşıklığı, üretim hacmi ve kalıplanan plastik türü gibi faktörlere bağlı olarak belirli uygulamalar için uygun hale getiren çeşitli özellikler sunar.
1. Karşılaştırma Kriterleri:
Kalıp çeliği seçerken aşağıdaki özellikler önemlidir ve bu karşılaştırmanın temelini oluşturur:
① Sertlik: Aşınma ve deformasyona karşı direnç, tipik olarak Rockwell Sertlik Ölçeğinde (HRC) ölçülür.
Sertlik: Enerjiyi absorbe etme ve stres veya darbe altında çatlamaya direnme yeteneği.
③ Aşınma Direnci: Kalıplama işleminden ve plastik malzemelerden kaynaklanan aşınmaya dayanma yeteneği.
④ Korozyon Direnci: Özellikle PVC gibi aşındırıcı plastikler kalıplanırken paslanmaya ve bozulmaya karşı koruma.
⑤ İşlenebilirlik: Üretim süresini ve maliyetini etkileyen kalıbı işleme ve imal etme kolaylığı.
⑥ Maliyet: Hem malzeme hem de işleme maliyetleri dahil olmak üzere çeliğin göreceli maliyeti.
2. Karşılaştırmalı Analiz Tablosu:
| Çelik Sınıfı | Sertlik (HRC) | Sertlik | Aşınma Direnci | Korozyon Direnci | İşlenebilirlik | Maliyet |
|---|---|---|---|---|---|---|
| P20 | 28-32 | Orta düzeyde | Orta düzeyde | Düşük | İyi | Orta düzeyde |
| H13 | 48-52 | Yüksek | Yüksek | Orta düzeyde | Orta düzeyde | Yüksek |
| S7 | 54-58 | Çok Yüksek | Yüksek | Düşük | Orta düzeyde | Yüksek |
| 420 Paslanmaz Çelik | 48-52 | Düşük | Orta düzeyde | Yüksek | Orta düzeyde | Yüksek |
3. Her Çelik Sınıfının Detaylı Analizi:
① P20 Çelik:
Genel bakış: P20, genel amaçlı enjeksiyon kalıpları için yaygın olarak kullanılan, önceden sertleştirilmiş, düşük karbonlu bir çeliktir. Genellikle özellik dengesi ve maliyet etkinliği nedeniyle seçilir.
Güçlü yönler:
- İyi İşlenebilirlik: Kolay işlenebilirlik, kalıp imalat süresini ve maliyetini azaltır.
- Orta Maliyet: H13 veya S7 gibi daha yüksek performanslı çeliklere göre daha ekonomiktir.
Zayıflıklar:
- Düşük Sertlik ve Aşınma Direnci: Yüksek hacimli üretim veya aşındırıcı plastikler için uygun değildir.
- Düşük Korozyon Direnci: Korozif malzemelerle kullanım için ek yüzey işlemleri gerektirir.
En iyisi: Düşük ila orta üretim hacimleri, basit parça geometrileri ve aşındırıcı olmayan plastikler.
② H13 Çelik:
Genel bakış: H13, mükemmel tokluk, aşınma direnci ve termal yorulma direnci kombinasyonuyla bilinen krom bazlı bir sıcak iş takım çeliğidir.
Güçlü yönler:
- Yüksek Aşınma Direnci: Aşındırıcı plastiklerin kalıplanması veya yüksek hacimli üretim için idealdir.
- Yüksek Tokluk: Termal ve mekanik stres altında çatlamaya karşı dayanıklıdır.
- Orta Korozyon Direnci: P20'den daha iyi ancak paslanmaz çelikler kadar yüksek değil.
Zayıflıklar:
- Daha Yüksek Maliyet: Gelişmiş özellikleri nedeniyle P20'den daha pahalıdır.
- Orta İşlenebilirlik: İşlemek için P20'den daha fazla çaba gerektirir.
En iyisi: Yüksek hacimli üretim, aşındırıcı plastikler için kalıplar ve önemli termal döngüye sahip uygulamalar.
③ S7 Çelik:
Genel bakış: S7, çok yüksek tokluk ve darbe direnci gerektiren uygulamalar için tasarlanmış darbeye dayanıklı bir takım çeliğidir.
Güçlü yönler:
- Çok Yüksek Tokluk: Karmaşık geometrilere, ince kesitlere sahip veya yüksek darbe kuvvetlerine maruz kalan kalıplarda üstündür.
- Yüksek Aşınma Direnci: Zorlu kalıplama koşulları için uygundur.
Zayıflıklar:
- Düşük Korozyon Direnci: Ek işlemler olmadan korozif ortamlar için ideal değildir.
- Yüksek Maliyet: H13'e benzer şekilde, genel amaçlı çeliklerden daha pahalıdır.
En iyisi: Karmaşık tasarımlı kalıplar, yüksek gerilimli alanlar veya mekanik şokun söz konusu olduğu uygulamalar.
④ 420 Paslanmaz Çelik:
Genel bakış: 420, yüksek korozyon direnci sunan martensitik bir paslanmaz çeliktir, bu da onu aşındırıcı plastiklerin kalıplanması veya nemli ortamlarda çalıştırılması için uygun hale getirir.
Güçlü yönler:
- Yüksek Korozyon Direnci: PVC gibi aşındırıcı plastiklerin paslanmasına ve bozulmasına karşı korur.
- Orta Sertlik ve Aşınma Direnci: Birçok kalıplama uygulaması için yeterlidir.
Zayıflıklar:
- Düşük Tokluk: H13 veya S7'den daha kırılgandır, bu da onu yüksek darbeli uygulamalar için daha az uygun hale getirir.
- Yüksek Maliyetli: H13 ve S7 ile karşılaştırılabilir, ancak farklı özelliklere sahiptir.
En iyisi: Korozif plastikler, tıbbi veya gıda sınıfı uygulamalar ve paslanmanın önlenmesinin kritik olduğu ortamlarda kullanılan kalıplar.

Darbeye Dayanıklı Kalıp Çeliği Teknolojilerinde Yenilikler
Darbe direnci, enjeksiyon kalıp çelikleri için kritik bir özelliktir, çünkü kalıplama işlemi sırasında yüksek basınçlara, hızlı soğumaya ve mekanik şoklara dayanmaları gerekir. Bu alandaki son yenilikler, bu malzemelerin dayanıklılığını ve performansını artırmaya odaklanmıştır.
1. Gelişmiş Alaşım Bileşimleri:
Tokluğu ve darbe direncini artırmak için vanadyum, molibden ve krom gibi elementlerle yeni çelik alaşımları geliştirilmektedir. Bu elementler çeliğin tane yapısını rafine eder ve stres altında sünekliği koruyarak güçlendirici karbürler oluşturur. H13 ve S7 gibi yüksek performanslı takım çelikleri, enjeksiyon kalıplama için özel olarak tasarlanmış mükemmel bir sertlik ve darbe direnci dengesi sunarak bu eğilimi örneklemektedir.
2. Optimize Edilmiş Isıl İşlem Prosesleri:
Kriyojenik işleme ve hassas su verme ve temperleme döngüleri dahil olmak üzere yenilikçi ısıl işlemler, kalıp çeliklerinin mikro yapısını geliştirir. Bu yöntemler ince, homojen bir tane yapısı oluşturarak iç gerilimleri azaltır ve çeliğin şokları absorbe etme ve çatlamaya karşı koyma kabiliyetini geliştirerek zorlu uygulamalarda daha dayanıklı olmasını sağlar.
3. Yüzey İşlemleri ve Kaplamalar:
Nitrürleme, Fiziksel Buhar Biriktirme (PVD) ve Kimyasal Buhar Biriktirme (CVD) kaplamaları gibi yüzey geliştirme teknikleri kalıp çeliklerine giderek daha fazla uygulanmaktadır. Bu işlemler, aşınma direncini artıran ve darbe altında yüzey çatlamasını azaltan sert, koruyucu bir tabaka oluşturarak aşındırıcı koşullarda kalıbın ömrünü uzatır.
4. Toz Metalurjisi (PM) Teknikleri:
Toz metalurjisi, üstün homojenliğe ve daha az kalıntıya sahip malzemeler sunarak kalıp çeliği üretiminde devrim yaratmıştır. Sıcak izostatik presleme (HIP) gibi yenilikler gözenekliliği ortadan kaldırarak tam yoğunluğa ulaşır ve tokluk ile darbe direncini artırır. Bu gelişmeler PM çeliklerini yüksek stresli enjeksiyon kalıplama ortamları için son derece uygun hale getirmektedir.
5. Katmanlı Üretim (3D Baskı):
Henüz ilk aşamalarında olmasına rağmen, karmaşık geometrilere ve entegre soğutma kanallarına sahip kalıplar oluşturmak için katmanlı üretim araştırılmaktadır. Devam eden araştırmalar, optimize edilmiş malzeme özellikleri ve tasarımları aracılığıyla 3D baskılı kalıpların darbe direncini artırmayı amaçlıyor ve geleneksel yöntemlere gelecek vaat eden bir tamamlayıcı sunuyor.
6. Akıllı Kalıp Teknolojileri:
Sensörlerin ve gerçek zamanlı izleme sistemlerinin kalıplara entegre edilmesi yeni bir yaklaşımı temsil etmektedir. Bu "akıllı" teknolojiler aşırı gerilimi veya darbeyi tespit ederek hasarı önlemek için kalıplama parametrelerinde ayarlamalar yapılmasını sağlar. Çeliğin özelliklerini doğrudan değiştirmemekle birlikte, darbeyle ilgili riskleri azaltarak genel esnekliği ve uzun ömürlülüğü artırırlar.
Sert Kalıp Çeliğinin Çeşitli Sektörlerdeki Gerçek Dünya Uygulamaları
Sert enjeksiyon kalıp çeliği, dayanıklılığı, hassasiyeti ve yüksek hacimli üretimin streslerine dayanma kabiliyeti nedeniyle birçok sektörde hayati bir malzemedir.
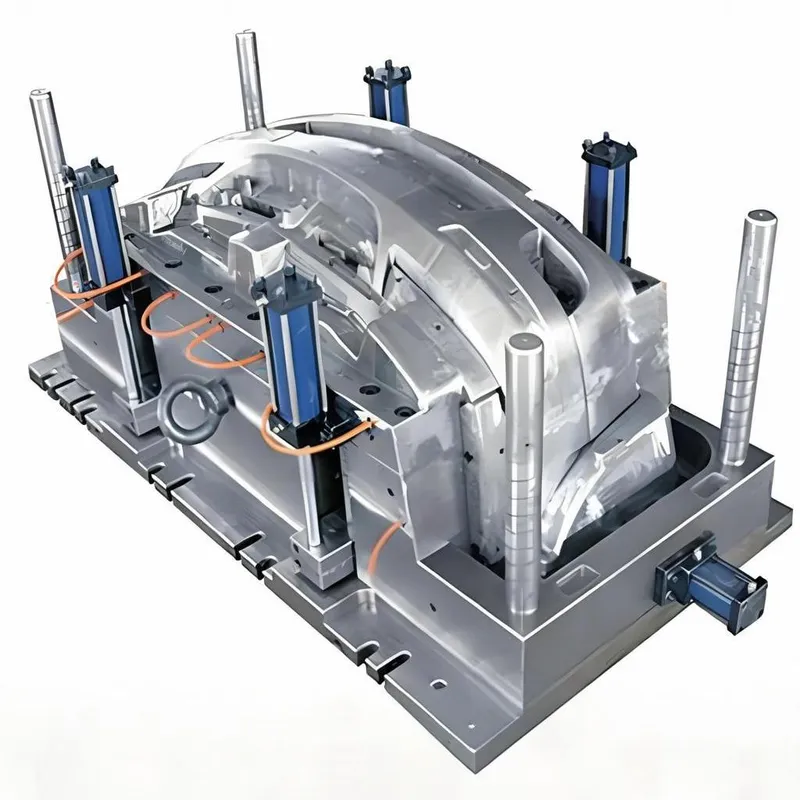
1. Otomotiv Endüstrisi:
Otomotiv endüstrisi, gösterge panelleri, tamponlar ve motor bileşenleri gibi karmaşık, yüksek kaliteli parçalar üretmek için büyük ölçüde enjeksiyon kalıplamaya güvenmektedir.
① Uygulama: İç paneller, dış ızgaralar ve kaput altı parçalar için kalıplar.
② Temel Özellikler: Yoğun basınç ve sıcaklıklara dayanmak için yüksek tokluk; cam dolgulu polimerler gibi aşındırıcı malzemelerden kaynaklanan aşınmaya karşı direnç.
Fayda: Parça tutarlılığını koruyan uzun ömürlü kalıplar sağlayarak seri üretimde duruş süresini en aza indirir.
2. Tıp Endüstrisi:
Tıp alanında, katı düzenleyici standartları karşılaması gereken cihazlar ve ekipmanlar için hassasiyet ve güvenilirlik tartışılmazdır.
① Uygulama: Cerrahi aletler, şırıngalar, teşhis araçları ve implante edilebilir cihazlar için kalıplar.
② Temel Özellikler: Dar toleranslar için aşınma direnci ve boyutsal kararlılık; karmaşık tasarımlar için tokluk.
Fayda: Güvenlik ve performans gerekliliklerine uygun, hatasız, steril bileşenler üretir.
3. Tüketim Malları Sektörü:
Mutfak aletlerinden oyuncaklara kadar, tüketim malları uygun fiyatlı, büyük ölçekli üretim için enjeksiyon kalıplamaya bağlıdır.
① Uygulama: Elektronik muhafazalar, ev eşyaları ve çocuk oyuncakları için kalıplar.
② Temel Özellikler: Yüksek hızlı kalıplamaya dayanacak dayanıklılık; aşındırıcı dolgu maddelerinden kaynaklanan aşınmaya karşı direnç.
Fayda: Tutarlı kalite ve daha az kalıp bakımı ile uygun maliyetli üretim sağlar.
4. Havacılık ve Uzay Sanayi:
Havacılık ve uzay üretimi, zorlu güvenlik standartlarını karşılarken aşırı koşullarla başa çıkabilen kalıplar gerektirir.
① Uygulama: Türbin kanatları, yapısal bileşenler ve kabin elemanları için kalıplar.
② Temel Özellikler: Yüksek sıcaklık prosesleri için mukavemet ve termal yorulma direnci; karmaşık geometriler için tokluk.
Fayda: Havacılık güvenliği ve verimliliği için kritik öneme sahip güvenilir, yüksek performanslı parçalar sunar.
5. Ambalaj Endüstrisi:
Ambalaj sektörü, şişe ve kap gibi ürünlerin hızlı ve yüksek hacimli üretimini destekleyen kalıplara ihtiyaç duyar.
① Uygulama: Gıda kapları, kozmetik ambalajlar ve ilaç şişeleri için kalıplar.
② Temel Özellikler: Milyonlarca döngü için tokluk ve aşınma direnci; ince duvarlı tasarımlar için hassasiyet.
Fayda: Duruş sürelerini ve maliyetleri azaltarak verimli ve sürekli üretim sağlar.
6. Elektronik Endüstrisi:
Elektronik üretimi, modern cihazlarda kullanılan küçük, karmaşık bileşenler için hassas kalıplar gerektirir.
① Uygulama: Konektörler, anahtarlar ve akıllı telefon kılıfları için kalıplar.
② Temel Özellikler: İnce detayları koruma yeteneği; yüksek hızlı üretim sırasında aşınmaya karşı dayanıklılık.
Fayda: Cihaz işlevselliği için gerekli olan tutarlı, yüksek hassasiyetli parçalar sağlar.

Mor, mavi, yeşil ve sarı gibi çeşitli renklerdeki renkli plastik yapı bloklarının bir araya istiflenmiş yakın çekimi.
Anahtar Çıkarımlar – Parça maliyetlerini düşürmenin temel unsurları malzeme seçimi ve duvar kalınlığı optimizasyonudur. – Daha yüksek kaliteli kalıplara (Sınıf 101/102) yatırım yapmak, uzun vadede birim maliyetleri düşürebilir.

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Anahtar Çıkarımlar – Kalıp hassasiyeti her aşamada belirlenir: parça tasarımı, kalıp tasarımı, çelik seçimi, işleme, montaj ve süreç kontrolü—herhangi bir aşamadaki zayıflık genel hassasiyeti sınırlar. – Doğru şekilde—

Yüksek Hızlı Enjeksiyon Makinesi Nedir?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

