 İçeriğe geç
İçeriğe geç 
Sıcak Yolluk Enjeksiyon Kalıbı
Sıcak Yolluk Enjeksiyon Kalıbı İmalat ve Tasarım Kılavuzu

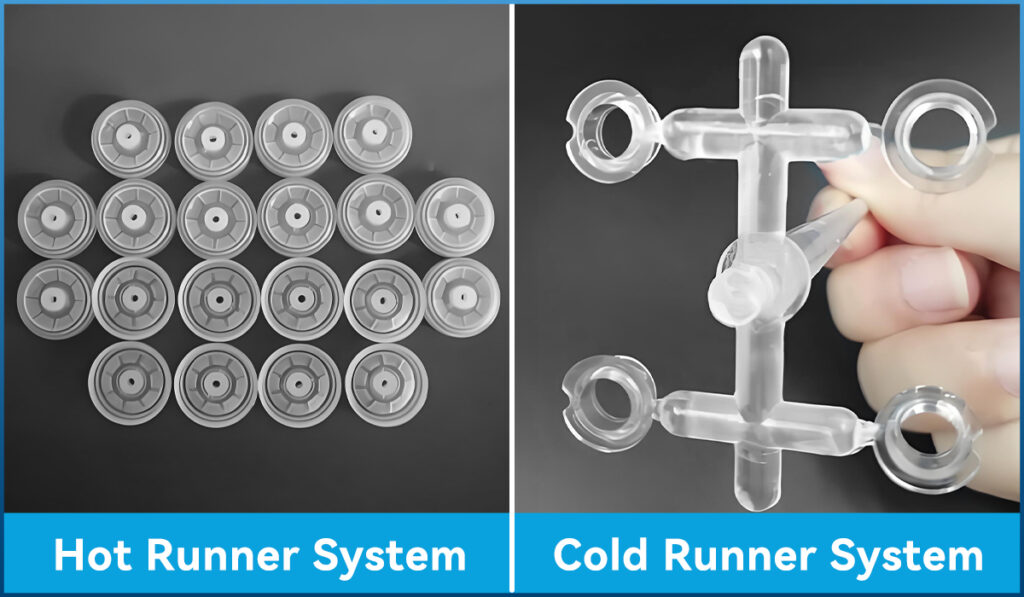
Sıcak Koşucu VS. Soğuk Yolluk Sistemi
Sıcak yolluk kalıpları plastiği yolluk içinde sıcak tutar, böylece erimiş halde kalır ve yeniden kullanılabilir,
azaltılması Atık. Soğuk yolluk kalıpları, yollukların soğumasına ve katılaşmasına izin vererek
olmak Her döngüden sonra çıkarılır. İki ana enjeksiyon kalıbı türü şunlardır sıcak koşucu ve soğuk
koşucu sistemleri.
Sıcak Yolluk Enjeksiyon Kalıbı

Soğuk Yolluk Enjeksiyon Kalıbı
Sıcak Yolluk Enjeksiyon Kalıbı
Sıcak yolluk kalıpları ve soğuk yolluk kalıpları, plastik parçalar yapmak için kullanılan ve her biri ihtiyaçlarınıza bağlı olarak farklı faydalar sağlayan iki tür enjeksiyon kalıplama sistemidir.

Sıcak Yolluk Enjeksiyon Kalıbı Hakkında Bilmeniz Gereken Her Şey
Sıcak Yolluk Enjeksiyon Kalıbı Nedir?
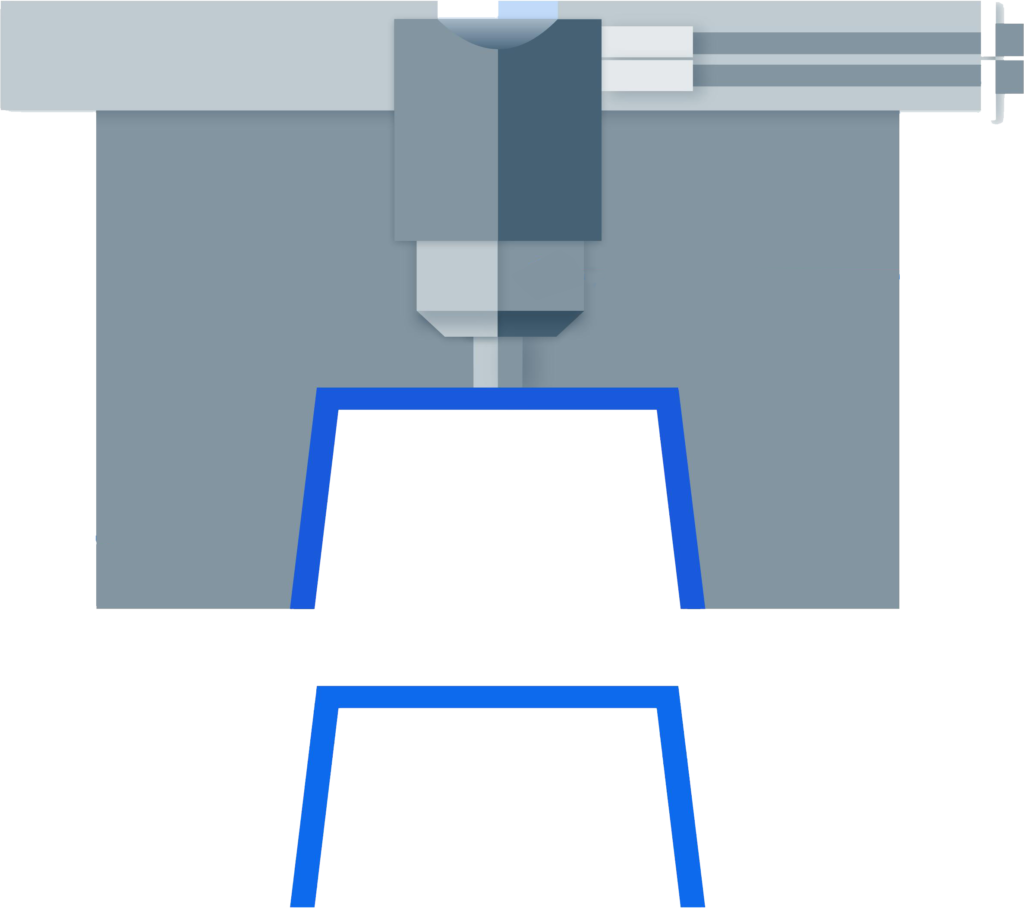
Sıcak yolluk sistemleri, eritilmiş plastik peletlerin kalıp boşluğuna enjekte edilmesi için enjeksiyon kalıplarında kullanılan ısıtıcı bileşen sistemleridir. Sıcak yolluk kalıpları, geleneksel kalıpların veya üç plakalı kalıpların yolluk ve kapağını ısıtan ve her şekillendirme döngüsü sırasında yolluk ve kapağın çıkarılması ihtiyacını ortadan kaldıran yeni bir yapıdır.
Sıcak yolluk teknolojisi otomotiv, tıp, tüketim malları ve havacılık dahil olmak üzere birçok sektörde kullanılmaktadır. Özellikle şişe kapakları ve elektronik muhafazalar gibi hassas ve verimli olmanız gereken şeyleri yapmak için iyidir.
Sıcak yolluklar, yolluk ve kapı içindeki plastiğin ısıtılarak erimiş halde kalmasını sağlar. Isıtma çubukları ve ısıtma halkaları yollukların yakınına veya ortasına yerleştirilir. Enjeksiyon makinesinin nozulundan kapısına kadar tüm yolluk sıcak tutulur, böylece plastik erimiş halde kalır. Makineyi durdurduğunuzda, katı malzemeden kurtulmak için genellikle yolluk açmak zorunda kalmazsınız. Makineyi tekrar çalıştırdığınızda, sadece yollukları doğru sıcaklığa kadar ısıtmanız gerekir. Bu yüzden bazı insanlar sıcak yolluk işlemine sıcak manifold sistemi veya yolluksuz kalıp adını verir.
Sıcak Yolluk Sistemlerinin Çeşitleri Nelerdir?
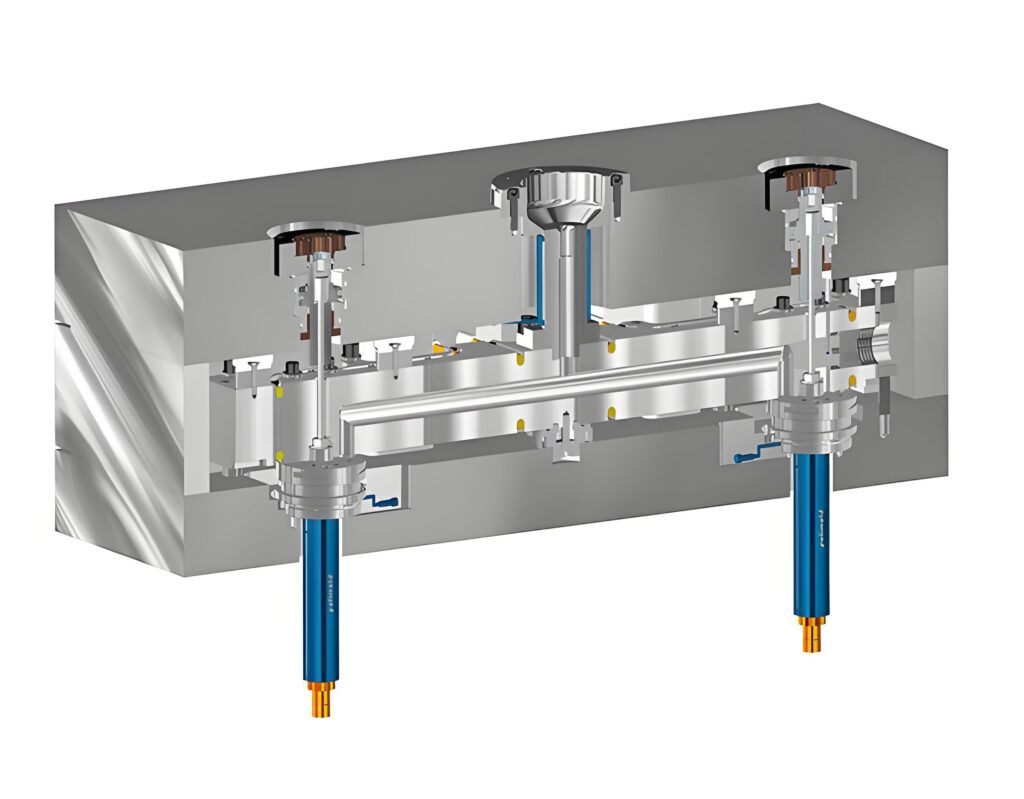
Sıcak yolluk sistemleri plastik enjeksiyon kalıplamada olmazsa olmazdır. Plastiği kalıba girerken sıcak tutarlar. Sıcak yolluk sistemlerinin birkaç farklı türü vardır. Bunlar temel olarak plastiğin kalıba girme şekline göre sınıflandırılır. İşte ana sıcak yolluk sistemleri türleri:
1. Valf Kapısı Sıcak Yolluk Sistemi:
Bu sistem, erimiş plastiğin kalıp boşluğuna akışını hassas bir şekilde kontrol etmek, kapı izlerini ortadan kaldırmak ve yüzey kalitesini artırmak için pnömatik veya hidrolik olarak kontrol edilen valf pimleri kullanır. Çok boşluklu kalıplar ve yüksek hassasiyetli ürünler için idealdir. Sistem karmaşık, maliyetli ve daha fazla bakım gerektirmesine rağmen, parlak yüzeyli ürünler, otomotiv parçaları ve diğer hassas bileşenlerin üretiminde mükemmeldir.
2. Nozul Kapısı Sıcak Yolluk Sistemi:
Bu sistemde, erimiş plastik bir nozül aracılığıyla doğrudan kalıp boşluğuna enjekte edilir ve bu da onu küçük ila orta ölçekli parçalar için uygun hale getirir. Basit bir tasarıma, düşük maliyete sahiptir ve bakımı daha kolaydır, ancak kapı izleri daha görünür olabilir, bu da görünümün kritik bir faktör olmadığı ürünler için idealdir.
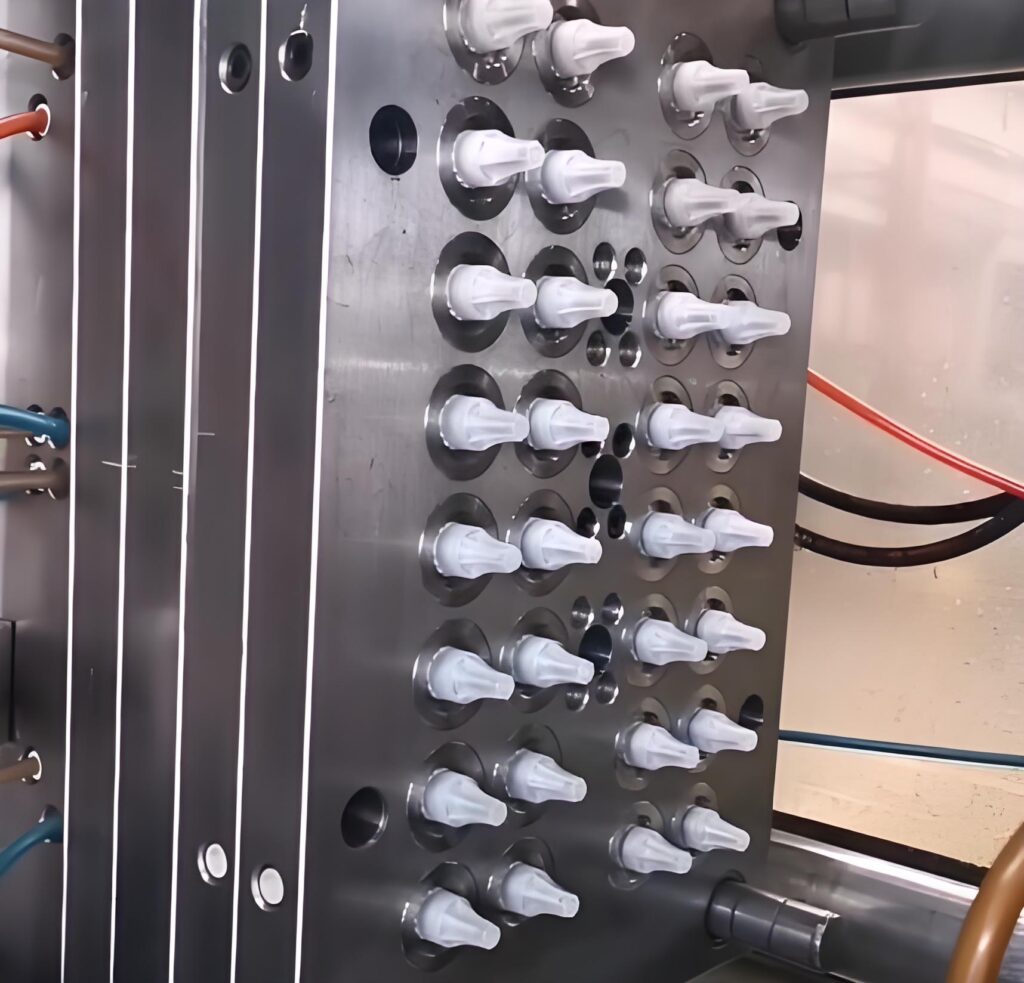
3. Çok Noktalı Sıcak Yolluk Sistemi:
Bu sistem, plastiği birden fazla kapıdan birden fazla boşluğa enjekte ederek birden fazla parçanın aynı anda üretilmesini sağlar. Üretim verimliliğini önemli ölçüde artırarak yüksek hacimli, karmaşık parçalar için uygun hale getirir. Bununla birlikte, karmaşık ve pahalıdır ve sıkı sıcaklık kontrolü gerektirir.
4. Tek Noktalı Sıcak Yolluk Sistemi:
Bu sistem plastiği tek bir kapıdan tek bir boşluğa atar, bu da onu tek boşluklu kalıplar için mükemmel hale getirir. Basit bir tasarıma, düşük maliyete sahiptir ve kullanımı ve bakımı kolaydır, ancak büyük parçalar veya çok boşluklu kalıplar için o kadar verimli değildir. Genellikle küçük ve orta ölçekli parçalar için kullanılır.
5. Eş Enjeksiyonlu Sıcak Yolluk Sistemi:
Bu sistem iki farklı plastik malzemenin aynı anda enjekte edilmesini sağlayarak çok malzemeli veya çok renkli ürünler için uygun hale getirir. Karmaşık ve pahalı olmasına rağmen, genellikle çift renkli enjeksiyon kalıplama veya çok malzemeli bileşenler için kullanılan ürün işlevselliğini ve tasarım esnekliğini artırır.
6. Yarı Sıcak Yolluk Sistemi:
Bu sistem, bazı alanlarda sıcak yolluk ve diğer alanlarda soğuk yolluk kullanarak sıcak yolluk ve soğuk yolluk teknolojilerinin avantajlarını birleştirir. Yüksek hassasiyetli ürünler için daha az etkili olsa da, belirli bir düzeyde kalıplama hassasiyetini korurken daha düşük maliyetler sunar. Orta karmaşıklıktaki kalıplar ve ürünler için uygundur.
7. Yalıtımlı Yolluk Sistemi:
Bu sistem plastiği sıcak tutmak için kalın yolluk kanalları kullanır ve doğrudan ısıtma yerine yalıtıma dayanır. Belirli termoplastikler, özellikle de ısıyı iyi iletmeyenler için iyidir. Çok fazla kontrole sahip değildir ve çok fazla malzeme ile kullanılamaz, ancak ısıyı iyi iletmeyen malzemelerden yapılan özel ürünler için harikadır.
Sıcak Yolluklu ve Soğuk Yolluklu Enjeksiyon Kalıbı Arasındaki Fark Nedir?
Sıcak yolluklar ve soğuk yolluklar, plastik parçaların enjeksiyonla kalıplanması için kullanılan iki ana sistemdir. Aralarındaki temel fark, plastik malzemenin kalıp boşluğuna nasıl enjekte edildiğidir.
1. Sıcak Yolluk Sistemi:
Sıcak yolluk sisteminde, plastik malzeme ısıtılmış bir yolluk sistemi aracılığıyla doğrudan boşluğa enjekte edilir. Bu sistem, malzemenin akmasını ve boşluğu eşit şekilde doldurmasını sağlamak için genellikle 150-200°C (302-392°F) arasında sabit bir sıcaklık sağlar.
Avantajlar:
① Azaltılmış malzeme israfı: Sıcak yolluk sistemi soğutma yolluklarına ihtiyaç duymaz, bu da daha az malzeme israfı ve maliyet tasarrufu anlamına gelir.
② Geliştirilmiş parça kalitesi: Sıcak yolluk sistemi enjeksiyon sürecini daha iyi kontrol eder, bu da daha az kusurlu daha iyi parçalar anlamına gelir.
③ Artan üretim verimliliği: Sıcak yolluk sistemleri, soğuk yolluk sistemlerine göre parçaları daha hızlı ve daha verimli bir şekilde üretebilir.
Dezavantajlar:
① Daha yüksek başlangıç maliyetleri: Sıcak yolluk sistemleri, daha karmaşık oldukları için soğuk yolluk sistemlerinden daha maliyetlidir.
② Daha yüksek bakım maliyetleri: Sıcak yolluk sistemlerinin tıkanmasını önlemek ve doğru çalışmasını sağlamak için düzenli olarak temizlenmesi ve bakımının yapılması gerekir. Bu da bakım için daha fazla para harcanması anlamına gelir.
2. Soğuk Yolluk Sistemi:
Soğuk yolluk sistemi, plastiği ısıtılmamış yolluklar aracılığıyla boşluğa fırlatır ve plastik burada yollukların içinde soğur.
Avantajlar:
① Daha düşük başlangıç maliyetleri: Soğuk yolluk sistemlerinin yapımı daha basit ve daha ucuzdur.
② Daha düşük bakım maliyetleri: Soğuk yolluk sistemlerinin tıkanma olasılığı daha düşüktür, bu nedenle daha az bakıma ihtiyaç duyar ve temizlenmesi daha kolaydır.
Dezavantajlar:
① Daha fazla malzeme atığı: Soğutulmuş yolluklardaki malzemenin çıkarılması veya geri dönüştürülmesi gerekir, bu da daha fazla atık ve daha yüksek maliyet anlamına gelir.
② Daha düşük parça kalitesi: Akış kısıtlamaları ve tutarsız enjeksiyon basıncı nedeniyle, soğuk yolluk sistemleriyle yapılan parçaların kalitesi daha düşük ve kusurları daha fazla olabilir.

3. Uygulamalar:
Sıcak Koşucu:
① Büyük ölçekli üretim için uygundur.
② Karmaşık ve sıkı toleranslı parçalar için idealdir.
③ Enjeksiyon sürecinin hassas kontrolünü gerektiren ürünler.
Cold Runner:
① Küçük seri üretim için uygundur.
② Daha gevşek toleranslara sahip basit parçalar için idealdir.
③ Enjeksiyon sürecinin hassas bir şekilde kontrol edilmesini gerektirmeyen ürünler.
Neden Sıcak Yolluk Enjeksiyon Kalıbını Seçmelisiniz?
Sıcak yolluklu enjeksiyon kalıpları, plastik şeyler yapmak istiyorsanız gitmeniz gereken yoldur. İşleri daha hızlı yaparlar, plastikten tasarruf sağlarlar ve daha iyi parçalar yaparlar. İşte neden onları kullanmanız gerektiği:
1. Azaltılmış Malzeme Atığı:
Sıcak yolluk sistemi soğuk yolluk atığı üretmez, bu da yolluklardan kaynaklanan malzeme atıklarından kurtulduğu anlamına gelir. Bu sadece üretim maliyetlerini düşürmekle kalmaz, aynı zamanda özellikle çok sayıda parça üretiyorsanız uğraşmanız gereken atık miktarını da azaltır.
2. Geliştirilmiş Parça Kalitesi:
Sıcak yolluk sistemi, enjeksiyon işleminin sıcaklığını ve basıncını daha hassas bir şekilde kontrol edebilir, bu da parçaları daha tutarlı hale getirir, çökme izleri veya eğrilme gibi yüzey kusurlarını azaltır ve mekanik özellikleri iyileştirir. Bu, tüm parçaların iyi kalitede olduğundan emin olmak için özellikle çok boşluklu kalıplar için iyidir.
3. Artan Üretim Verimliliği:
Sıcak yolluk kalıpları daha hızlıdır çünkü plastik erimiş halde kalır, bu nedenle tüm o ekstra yollukları soğutmanız gerekmez. Ayrıca, tüm bu yolluk bölümlerini işlemek zorunda değilsiniz. Ve sıcak yolluk kalıpları enjeksiyon makinesinin daha az ileri geri gitmesini sağlar, böylece parçaları daha hızlı üretebilirsiniz.
4. Geliştirilmiş Yüzey İşlemi ve Mekanik Özellikler:
Erimiş plastik doğrudan kalıba püskürtüldüğünden, sıcak yolluk sistemi parçaların yüzeyini daha iyi hale getirir, bu da parçaların daha iyi görünmesini ve daha iyi çalışmasını sağlar. Özellikle ince ve şekli bozulabilecek parçalar için iyidir.
5. Daha Düşük Kalıp Bakım Maliyetleri:
Sıcak yolluklu kalıplar daha az hareketli parçaya sahip olacak şekilde tasarlanmıştır, bu da tıkanma olasılığının daha az olduğu ve daha az bakım gerektirdiği anlamına gelir. Sıcak yolluk kalıpları daha yüksek bir ön maliyete sahip olsa da, uzun vadeli bakım maliyetleri daha düşüktür ve daha uzun ömürlüdür.
6. Tasarım Esnekliği ve Üretim Tutarlılığı:
Sıcak yolluk sistemi, her boşlukta tutarlı plastik akışı sağlarken çeşitli şekil ve boyutlarda ürünler üretmek için uygun olan daha karmaşık kalıp tasarımlarını destekler, böylece parça tutarlılığını ve üretim kalitesini artırır.
7. Azaltılmış İşçilik Maliyetleri:
Sıcak yolluk enjeksiyon üretim süreçleri yüksek oranda otomatikleştirildiğinden, soğuk yollukların işlenmesi veya son işlemlerin gerçekleştirilmesi için manuel operasyonlara gerek yoktur. Bu da işçilik maliyetlerini önemli ölçüde azaltır.
8. Daha Düşük Enerji Tüketimi:
Sıcak yolluklu kalıplar enjeksiyon sürecinde daha verimlidir, ısı kaybını azaltır ve daha düşük enjeksiyon basınçları gerektirir, böylece enerji tasarrufu sağlar.
9. Çeşitli Malzeme ve Ürünlere Uygun:
Sıcak yolluk kalıpları çok çeşitli karmaşık ve ince ürünler üretebilir, bu da onları birden fazla sektörde büyük ölçekli üretim için uygun hale getirir. Özellikle ince duvarlı veya karmaşık parçaların üretiminde avantajlıdırlar.

Sıcak Yolluklu Enjeksiyon Kalıbı Kullanmak Ne Zaman Uygunsuzdur?
Sıcak yolluklu enjeksiyon kalıpları, erimiş plastiği önce plastiği soğutmadan bir kalıp boşluğuna enjekte etmek için tasarlanmıştır. Çeşitli avantajlar sunsalar da, sıcak yolluk enjeksiyon kalıbı kullanmanın en iyi fikir olmayabileceği durumlar vardır. İşte yeniden düşünmek isteyebileceğiniz bazı senaryolar:
1. Sıcak Yolluk Enjeksiyon Kalıplarının Kullanımına Uygun Olmayan Senaryolar:
Düşük İlk Yatırım ve Üretim Hacmi:
Sıcak yolluk sistemleri genellikle soğuk yolluk sistemlerinden daha pahalıdır. Çok fazla parça üretmiyorsanız, sıcak yolluk sisteminin yüksek maliyeti buna değmeyebilir, çünkü iyi bir maliyet-çıktı oranı elde edemezsiniz.
Sıcak Yolluk Kalıpları ile Deneyim Eksikliği:
Sıcak yolluk sistemlerinin çalıştırılması ve bakımı soğuk yolluk sistemlerine göre daha karmaşıktır. Yeni kullanıcılar bu teknolojide ustalaşmakta zorlanabilir ve yanlış kullanım uzun duruş sürelerine ve ekonomik kayıplara yol açabilir.
İşleme Sırasında Kararsız Sıcaklık Kontrolü:
Sıcak yolluk sistemleri hassas sıcaklık kontrolü gerektirir. Ekipman yetersizse veya yanlış ayarlanmışsa, tutarlı sıcaklık kontrolü sağlayamayabilir. Bu da parça kalitesinin düşmesine ve hurda oranlarının artmasına neden olabilir.
Büyük veya Karmaşık Parçaların Üretimi:
Sıcak yolluklar genellikle orta ila küçük parçalar için iyidir. Büyük veya karmaşık parçalar için soğuk yolluk sistemleri daha iyi olabilir çünkü sıcak yolluk sistemleri büyük kalıplarda sıcaklık sorunları yaşayabilir.
Küçük Seri Üretim:
Sıcak yolluk sistemleri soğuk yolluk sistemlerinden daha pahalıdır ve daha fazla bakım ve kalibrasyon gerektirir. Çok fazla parça çalıştırmıyorsanız, soğuk yolluk sistemi sizin için daha iyi bir seçim olabilir.
Hassas Uygulamalar:
Tıbbi cihazlar, havacılık ve uzay veya otomotiv gibi hassasiyetin önemli olduğu sektörlerde, üretim sürecinizin katı kalite standartlarını karşılaması gerekir. Soğuk yolluk sistemlerinin bu uygulamalarda size tutarlı ve öngörülebilir sonuçlar vermesi daha olasıdır.
Yüksek Hassasiyetli Tolerans Parçaları:
Sıcak yolluk sistemleri termal genleşme ve büzülmeden etkilenebilir, bu da parçaların tolerans sapmalarına sahip olmasına neden olabilir. Sıkı tolerans gereksinimleriniz varsa, ürününüzün tutarlı olduğundan emin olmak için bir soğuk yolluk sistemi kullanmayı düşünebilirsiniz.
Karmaşık Kalıp Tasarımları:
Sıcak yolluk sistemlerinin iyi çalışması için özel kalıp tasarımları gerekir. Kalıp tasarımı karmaşıksa veya çok sayıda kapıya sahipse, soğuk yolluk sistemleri daha iyi olabilir.
Sık Malzeme veya Renk Değişiklikleri:
Üretim sırasında sık sık malzeme veya renk değiştirmeniz gerekiyorsa, sıcak yolluk sistemi eski malzemeyi tutabilir ve bu da rengi kirletebilir veya değiştirebilir. Sıcak yolluk sisteminin temizlenmesi de pahalıdır ve çok zaman alır.

2. Sıcak Yolluk Enjeksiyon Kalıplarının Kullanımı İçin Uygun Olmayan Malzemeler:
Isıya Duyarlı Plastikler:
Bu malzemeler yüksek sıcaklıklarda ayrışmaya veya bozulmaya yatkındır ve kalıplama sırasında kalite sorunlarına yol açar. Yaygın ısıya duyarlı plastikler şunları içerir:
① PVC (Polivinil Klorür): Yüksek sıcaklıklarda kolayca ayrışır ve tehlikeli olabilecek zehirli gazlar açığa çıkarır.
② POM (Polioksimetilen): Yüksek sıcaklıklarda kolayca ayrışır, bu da düşük ürün kalitesine neden olur.
③ PU (Poliüretan): Yüksek sıcaklıklarda stabil değildir, bu da kabarcıklara veya bozulmaya neden olabilir.
④ PCT-G: Yüksek sıcaklıklarda bozulabilen ısıya duyarlı bir malzemedir. Sıcak yolluk sistemleri genellikle uzun süreli erimiş haller gerektirir, bu da sıcak yollukta aşırı bekleme süresine yol açarak bozulmaya veya renk değişikliğine neden olabilir ve nihai ürünün performansını ve görünümünü etkileyebilir.
Uçucu Maddeler İçeren Malzemeler:
Bazı malzemeler, uzun ısıtma sırasında sıcak yollukta birikebilecek uçucu bileşenlere sahiptir ve bu da tıkanmalara veya küf kontaminasyonuna neden olabilir. Yaygın malzemeler şunları içerir:
① ABS (Akrilonitril-Bütadien-Stiren Kopolimeri): Yüksek sıcaklıklarda uçucu maddeler açığa çıkarabilir ve bu da kalıplama sonuçlarını etkileyebilir.
② Takviyeli Plastikler (örn. Cam Elyaf Takviyeli Malzemeler): Yüksek sıcaklıklar reçinenin ayrışmasını hızlandırabilir, bu da uçucuların birikmesine neden olarak kalıp ömrünü ve kalitesini etkileyebilir.
Kristal Malzemeler:
Kristal malzemeler, çok dar bir sıcaklık penceresine sahip oldukları için sıcak yolluklarda işlemek için tam bir baş belasıdır. Bu da akışı ve soğutmayı kontrol etmeyi zorlaştırır ve kusurlara yol açar. Bazı yaygın kristalin malzemeler şunlardır:
① PBT (Polibütilen Tereftalat): Akması ve eşit şekilde soğuması zordur, bu nedenle kristalleşme kusurları oluşur.
② PA (Naylon): Eşit bir şekilde kristalleşmesi zordur, bu yüzden berbat yüzey kalitesi ve mekanik özellikler elde edersiniz.
Dolgulu Malzemeler:
Dolgu maddeleri içeren malzemeler (örn. cam elyaflar, mineral dolgu maddeleri) ısıtma ve akış sırasında sıcak yollukta birikerek tıkanmalara veya kalıp aşınmasına yol açabilir. Örnekler şunları içerir:
① Cam Elyaf Takviyeli Plastikler: Yüksek sıcaklıklarda birikme ve tıkanma eğilimi gösterir.
② Karbon Fiber Takviyeli Malzemeler: Yüksek sıcaklıklar kalıp aşınmasını daha da kötüleştirerek kalıp ömrünü etkiler.
Yüksek Viskoziteli Malzemeler:
Yüksek viskoziteli malzemeler sıcak yolluklarda çalışmak için tam bir baş belasıdır. İyi akmazlar, bu nedenle karmaşık boşlukları iyi doldurmazlar. Bu da kısa atışlara veya eksik parçalara yol açar. Bazı yaygın yüksek viskoziteli malzemeler şunlardır:
① PC (Polikarbonat): Yüksek viskozitesi ve zayıf akışı, boşlukları doldurmayı zorlaştırır.
② PMMA (Polymethyl Methacrylate/Acrylic): Yüksek viskozitesi ve uzun süre yüksek sıcaklıklarda kalması kalıplama hatalarına neden olabilir.
Higroskopik Malzemeler:
PA ve PC gibi bazı malzemeler sıcak yolluklarda nemi emebilir, bu da malzemeyi daha kötü hale getirebilir ve ürünün kalitesini etkileyebilir. Nemi iyi kontrol etmezseniz, bu malzemeleri sıcak yolluklarda kullandığınızda birçok soruna neden olabilir.
Geri Dönüştürülmüş Malzemeler:
Geri dönüştürülmüş plastikler birden fazla kez işlendikleri için biraz bozulmuş olabilir, bu da zayıf akmalarına ve sıcak yolluk sistemlerinde yeniden ısıtıldıklarında daha fazla bozulmalarına neden olabilir, bu da kalıplama sorunlarına neden olabilir.
Yüksek Sıcaklık Malzemeleri:
Yüksek sıcaklıklarda işlenmesi gereken bazı malzemeler sıcak yolluk sistemleri için uygun olmayabilir, çünkü soğuk yolluk sistemleri bu durumlarda gerekli sıcaklıkları korumada daha iyi olabilir.

Sıcak Yolluk Enjeksiyon Kalıbı Tasarım ve Seçim Kılavuzu
Sıcak yolluklu enjeksiyon kalıp sistemleri, modern üretimde, özellikle de termoplastiklerden bir şeyler yapmak söz konusu olduğunda çok önemlidir. Bu sistemleri tasarlama ve seçme şekliniz, ne kadar para harcadığınız, ürününüzün ne kadar iyi olduğu ve ne kadar hızlı yapabileceğiniz üzerinde büyük bir etkiye sahiptir.
1. Sıcak Yolluk Enjeksiyon Kalıbı Nasıl Tasarlanır?
Doğru sıcak yolluk sistemini seçmek, ondan en iyi şekilde yararlanmak için çok önemlidir. İşte doğru sistemi seçmeye çalışırken düşünmeniz gereken bazı şeyler:
Enjeksiyon Basıncı:
Birçok insan sıcak yolluktaki plastik eriyiğinin her zaman sıcak olduğunu, bu nedenle basınç kaybının soğuk yolluktan daha düşük olduğunu düşünür. Aslında, sıcak yolluk daha uzun bir akış yoluna sahiptir, bu nedenle özellikle akışkanlığı zayıf olan malzemeler (PC veya POM gibi) işlenirken basınç kaybı büyüktür. Bu nedenle, uzun akış yollarına sahip büyük parçalar veya akışkanlığı zayıf reçineler için, doğru tasarım verilerini sağlamak üzere önceden kalıp akış analizi yapılması önerilir.
Isıtma Yöntemi:
Sıcak yolluk sistemlerini ısıtmanın iki ana yolu vardır:
① Dahili ısıtma: Isıtıcılar, malzemeyi ısıtmak için eriyik kanalının içine yerleştirilir.
② Harici ısıtma: Malzeme dışarıdan ısıtılır, bu da eriyiğin daha kolay akmasını sağlar. Bu yöntem ısıya duyarlı malzemeler için daha iyidir ve eriyiğin nasıl kesileceği üzerinde daha fazla kontrol sahibi olmanızı sağlar.
Kapı Tipi:
Farklı malzeme ve parça gereksinimleri için farklı tipte kapılar uygundur. Dikkate alınması gereken faktörler arasında geçit işaretleri, geçit konumu ve termoplastik malzemeler (kristalli veya kristalsiz) yer alır. Malzemeye uygun bir kapak tipi seçmek, ürün kalitesini ve dolum verimliliğini sağlamaya yardımcı olur.
Standart ve Özel Sıcak Yolluk Sistemleri:
Mümkün olduğunda standart sıcak yolluk sistemlerini tercih edin. Bu sistemlerde standart boyutlu nozullar, yolluk plakaları ve kapı ek parçaları kullanılır; bunlar yalnızca daha ucuz ve daha kısa teslimat sürelerine sahip olmakla kalmaz, aynı zamanda değiştirilebilir parçalar sayesinde bakımları da daha kolaydır. Özel sistemler daha pahalı olmakla birlikte, özel ihtiyaçlara göre kişiselleştirilmiş çözümler sağlayabilir.
Plastik Reçine Uyumluluğu:
Farklı reçineler farklı sıcak yolluk sistemlerine ihtiyaç duyar:
① Cam elyaf takviyeli malzemeler için (cam elyaf takviyeli naylon gibi), aşınmaya dayanabilecek bir geçit ek parçasına ihtiyacınız vardır.
② Kolay bozulan malzemelerde (PVC gibi), ölü noktaları önlemek için harici olarak ısıtılan bir sistem kullanmalısınız.
③ İyi akmayan reçineler için (PC gibi), daha iyi akmalarına yardımcı olmak için daha büyük nozul ve yolluk kesitlerine ihtiyacınız vardır.
Runner Boyutu:
En iyi performansı elde ettiğinizden emin olmak için akış indeksi, enjeksiyon süresi ve eriyik sıcaklığı gibi reçinenin özelliklerine göre eriyik kanalının boyutunu hesaplamanız gerekir. Doğru yolluk boyutuna sahip değilseniz, tamamen dolmayan veya bozulan parçalarla karşılaşabilirsiniz. Basınç kaybı, bekleme süresi ve kesme hızı gibi şeylere bakmanız gerekir.
Çok Bölgeli Sıcaklık Kontrolü:
Büyük veya karmaşık sıcak yolluk sistemleri için, özellikle de ısıya duyarlı malzemeleri işliyorsanız, çok bölgeli bir sıcaklık kontrol sistemine ihtiyacınız vardır. Farklı alanlardaki sıcaklığı ayarlamanıza olanak tanır, bu da hataları azaltır ve ısının eşit şekilde yayılmasını sağlar.
Soğutma Sistemi:
Soğutma tasarımı iyi parça kalitesi için önemlidir. Özellikle geçit alanında iyi soğutma, parçanın bükülmesini ve boyutsal dengesizliği önleyebilir.

2. Doğru Sıcak Yolluk Enjeksiyon Kalıbı Nasıl Seçilir?
Üretiminizden en iyi şekilde yararlanmak, iyi parçalar üretmek ve paradan tasarruf etmek istiyorsanız enjeksiyon kalıplama için doğru sıcak yolluk sistemini seçmek çok önemlidir. İşte bir sıcak yolluk sistemi seçerken düşünmeniz gereken bazı şeyler:
Gereksinimleri Tanımlayın:
Plastik malzeme türü, parça geometrisi ve üretim hacmi dahil olmak üzere projenin özel gereksinimlerini açıkça belirtin.
Kalıp Malzemesi Seçimi:
Bütçenize ve uygulamanıza uygun olduğundan emin olmak için çelik, alüminyum veya seramik gibi malzemeler kullanmayı düşünün.
Sıcak Yolluk Sistemlerini Değerlendirin:
Plastik ve parça tasarımınıza uygun bir sistem seçin.
Soğutma Sistemi:
Soğutma tasarımının sıcaklıkları sabit tutabildiğinden ve uygulama ihtiyaçlarınızı karşıladığından emin olun.
Bakım İhtiyaçları:
Arıza süresini minimumda tutmak için bakımı ve temizliği kolay kalıplar seçin.
Bütçe Değerlendirmesi:
Performans ve maliyeti bütçenize göre dengeleyin.
Teslimat Zaman Çizelgesi:
Kalıp üretim döngüsünü ve proje takvimi gereksinimlerini dikkate alın.
Kalıp Performansı:
Gerekli performans ve kaliteyi karşılayan parçalar üretebilecek kalıpları seçin.
Üretim Hacmi Ölçeklenebilirliği:
Kalıbın farklı üretim hacmi ihtiyaçlarını karşılayabildiğinden emin olun.
Özel Seçenekler:
Özel gereksinimlerinizi karşılamak için gerektiğinde özelleştirme hizmetleri sunan kalıpları seçin.
Garanti ve Destek:
Uzun vadeli güvenilirlik sağlamak için garanti ve teknik destek sağlayan tedarikçileri seçin.
Deneyimli Üreticileri Seçin:
Kapsamlı üretim deneyimine sahip ve kapsamlı bakım hizmetleri sağlayabilen üreticilerle işbirliği yapın.

Sıcak Yolluk Enjeksiyon Kalıbının Bakımı ve Servisi Nasıl Yapılır?
Sıcak yolluklu enjeksiyon kalıplarınızın en iyi şekilde çalışmasını sağlamak, arıza sürelerini en aza indirmek ve mümkün olduğunca uzun süre dayanmalarını sağlamak için bakım ve servislerini yapmanız gerekir.
1. Düzenli Bakım için Temel Adımlar:
① Temizlik: Kirlenmeyi önlemek ve uygun ısı transferini sağlamak için kalıbı, özellikle de sıcak yolluk sistemini yumuşak fırçalar ve hafif deterjanlar kullanarak düzenli olarak temizleyin.
② Yağlama: Aşınmayı azaltmak ve kalıbın ömrünü uzatmak için kalıbın hareketli parçalarını (sıcak yolluk nozulları gibi) yağlayın.
③ Sıcaklık Kontrolü: Sıcak yolluk sisteminin ve kalıbın doğru sıcaklıklarda olduğundan emin olmak için sıcaklık kontrol sistemine göz kulak olun.
④ Aşınma Kontrolü: Kalıp bileşenlerini, özellikle hasara veya korozyona eğilimli olanları, sızıntı, çatlak vb. açısından düzenli olarak kontrol edin.
⑤ Sıcak Yolluk Sistemi Kontrolü: Nozül sıcaklığı, basınç ve akış hızı dahil olmak üzere sıcak yolluk sisteminin düzgün çalıştığından emin olun.
2. Bakım Sıklığı ve Servis Aralıkları:
① Her 1.000 ila 2.000 Atışta bir: İyi bir temizlik yapın ve kalıp ve sıcak yolluk sistemini kontrol edin.
② Her 5.000 ila 10.000 Atışta bir: Sıcak yolluk nozullarını değiştirin ve kalıbın içini temizleyin.
③ Her 20.000 ila 50.000 Atışta bir: Aşınmış parçaların değiştirilmesi, dış kısmın temizlenmesi ve sıcaklık kontrol sisteminin kontrol edilmesi dahil olmak üzere eksiksiz bir bakım yapın.
3. Bakım Görevlerine Genel Bakış:
① Nozul Değişimi: Nozullar aşındığında veya akış hızları düştüğünde ya da sıcaklıklar tuhaflaştığında değiştirin.
② Küf Temizliği: Kalıbın içini ve dışını, özellikle de sıcak yolluk sistemini temizlemek için özel kalıp temizleme malzemesi kullanın.
③ Sıcaklık Kontrol Sistemi Bakımı: Doğru çalıştığından emin olmak için sıcaklık kontrol sistemini kontrol edin ve ayarlayın.
④ Kalıp Hizalama: Kötü uyumdan kaynaklanan sorunları önlemek için kalıp hizalamasını sık sık kontrol edin.
⑥ Basınç Testi: Sızıntı olmadığından ve doğru çalıştığından emin olmak için sıcak yolluk sistemi üzerinde basınç testleri yapın.
4. Diğer Pratik İpuçları:
① Bakım Günlüğü: Yaptığınız tüm bakımların tarihini, ne yaptığınızı ve ne bulduğunuzu içeren bir kayıt tutun.
② Operatör Eğitimi: Operatörlerinizin kalıba nasıl bakacaklarını ve onu nasıl çalıştıracaklarını bildiklerinden emin olun.
③ Düzenli Bakım Programı: Bir programınız olsun ve sürprizlerle karşılaşmamak için buna sadık kalın.
④ Üretici Tavsiyelerine Uyun: Kalıp üreticisinin kılavuzda yapmanızı söylediği şeyi yapın.
5. Sıcak Yolluk Enjeksiyon Kalıplarının Bakımında Karşılaşılan Zorluklar:
① Karmaşık Geometriler: Bazı yüksek boşluklu kalıplar, temizliği zorlaştıran ve belki de özel temizleme yöntemlerine ihtiyaç duyan ince kanallara sahip süslü tasarımlara sahiptir.
② Malzeme Hassasiyeti: Bazı plastik malzemeler işleme sırasında bozulabilir, bu da kalıbın ve sıcak yolluk sisteminin ne sıklıkta ve nasıl temizleneceğini etkiler.


Çin Enjeksiyon Kalıplama Fabrikası Nasıl İncelenir
Bir Çin enjeksiyon kalıplama fabrikasından bir teklif aldınız ve fiyat neredeyse çok iyi görünüyor. ABD'de $25.000'e mal olacak bir üretim kalıbı için $8.000. Sizin

Bilimsel Enjeksiyon Kalıplama Nedir: Tam Kılavuz
Bilimsel Enjeksiyon Kalıplama Nedir: Kapsamlı Rehber Bilimsel enjeksiyon kalıplama, deneme-yanılma yöntemini veri odaklı hassasiyete dönüştürür. Sistematik süreç kontrolünün nasıl kusurları azalttığını, kaliteyi iyileştirdiğini ve her seferinde tutarlı parçalar ürettiğini öğrenin.

Enjeksiyon Kalıplamada Çökme İzleri Neden Ortaya Çıkar — ve Nasıl Düzeltilir?
Çökme izleri — aksi halde mükemmel şekilli bir parçanın yüzeyindeki o rahatsız edici çöküntüler — enjeksiyon kalıplamada en yaygın ve görünür kusurlardan biridir. Ortaya çıkarlar
Sağlanan Optimizasyon Çözümleri Ücretsiz
- Tasarım Geri Bildirimi ve Optimizasyon Çözümleri Sağlayın
- Yapıyı Optimize Edin ve Kalıp Maliyetlerini Azaltın
- Mühendislerle Doğrudan Bire Bir Görüşün

