 İçeriğe geç
İçeriğe geç 

Modern yüksek hızlı enjeksiyon kalıplama ekipmanları, hassas kalıplanmış plastik parçaları tutarlı bir şekilde üretebilir. Süreç, aynı kalitede, sıkı toleranslara sahip ve boyutsal olarak kararlı bileşenler yapmada çok başarılıdır. Dişliler ve bağlayıcılar gibi gerçekten hassas olması gereken uygulamalar için plastik enjeksiyon kalıplama genellikle en iyi yoldur. +/-0.0002” kadar yüksek toleranslar elde edebilirsiniz. enjeksiyon kalıbıing is a manufacturing process that is used in a lot of different industries. If you want to know what injection molding is, then you’re in the right place.

In this article, we’re going to talk about the conditions for injection molding, the steps in the injection molding process, the pros and cons of injection molding. And we’re going to talk about what injection molding is used for.
Enjeksiyon Kalıplama Nedir?
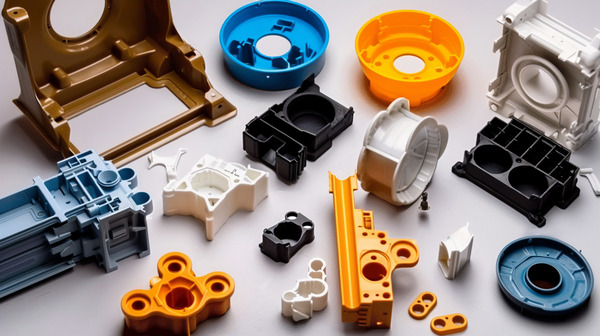
Enjeksiyon kalıplama bir şeyler yapmanın bir yoludur. Eritilmiş malzemenin bir kalıba enjekte edildiği, ardından soğuyup kalıbın şekline dönüştüğü bir süreçtir. Sonra kalıptan çıkarırsınız. Enjeksiyon kalıplamayı tek bir şey yapmak için kullanabilirsiniz, ancak genellikle aynı şeyden bir demet yapmak için kullanırsınız. Enjeksiyon kalıplama için kullandığınız malzeme genellikle plastik veya kauçuktur.

Enjeksiyon kalıplama birçok endüstride elektrikli bileşenler, otomotiv parçaları, tüketici plastikleri, mobilya parçaları ve daha fazlasını yapmak için kullanılır. Popülerdir çünkü hızlıdır ve iyi şeyler yapar.
Enjeksiyon Kalıplama Proses Parametreleri Nelerdir?
Enjeksiyon Basıncı
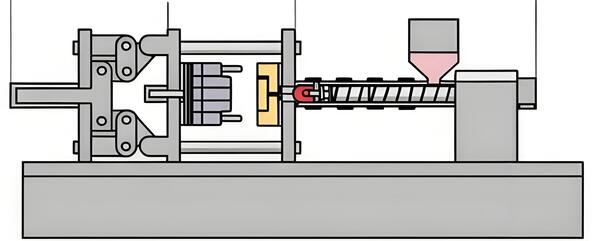
Enjeksiyon kalıplama sisteminin hidrolik sistemi enjeksiyon basıncını sağlar. Hidrolik silindirin basıncı, elektrikli enjeksiyon kalıplama makinelerinin vidası aracılığıyla plastik eriyiğe iletilir.

Basınç altında, plastik eriyik dikey akış kanalına (aynı zamanda bazı kalıplar için ana akış kanalı), ana akış kanalına, enjeksiyon kalıplama makinesinin nozulundan kalıbın dal akış kanalına girer ve kapıdan kalıp boşluğuna girer.
Bu süreç enjeksiyon kalıplama süreci veya dolum sürecidir. Basınç, eriyiğin akış sürecindeki direncin üstesinden gelmek için mevcuttur veya tersine, akış sürecindeki direncin, sorunsuz doldurma işlemini sağlamak için enjeksiyon kalıplama makinesinin basıncı ile dengelenmesi gerekir.

Enjeksiyon kalıplama yaparken, enjeksiyon kalıplama makinesinin nozulundaki basınç en yüksektir çünkü tüm süreç boyunca eriyiğin akış direncinin üstesinden gelmeniz gerekir.
Daha sonra basınç, akış uzunluğu boyunca eriyik dalgası cephesinin ön ucuna doğru kademeli olarak azalır. Kalıp boşluğu içindeki egzoz iyi ise, eriyiğin ön ucundaki nihai basınç atmosferik basınçtır.

Eriyik dolum basıncını etkileyen birçok faktör vardır. Bunlar üç kategoride özetlenebilir: malzeme faktörleri, yapısal faktörler ve kalıplama süreci unsurları. Malzeme faktörleri arasında plastiğin türü ve viskozitesi yer alır.
Yapısal faktörler arasında yolluk sisteminin tipi, sayısı ve konumu, kalıbın boşluk şekli ve ürünün kalınlığı yer alır. Kalıplama süreci unsurları arasında enjeksiyon hızı, enjeksiyon basıncı ve tutma basıncı yer alır.

Enjeksiyon Süresi
Burada enjeksiyon süresi, kalıbın açılması ve kapatılması için geçen süre hariç, plastiğin kalıbı doldurması için geçen süre anlamına gelir. Enjeksiyon süresi çok kısa olmasına ve kalıplama döngüsü üzerinde çok az etkiye sahip olmasına rağmen, enjeksiyon süresinin ayarlanması kapı, yolluk ve kalıp boşluğunun basıncının kontrol edilmesinde büyük bir etkiye sahiptir.
Makul bir enjeksiyon süresi plastiğin kalıbı iyi doldurmasına yardımcı olur, bu da ürünün yüzey kalitesini iyileştirmek ve boyut toleransını azaltmak için çok önemlidir.

Enjeksiyon süresi soğutma süresinden çok daha düşük, soğutma süresinin yaklaşık 1/10 ila 1/15'i kadar olmalıdır. Bu kural, plastik parçaların toplam kalıplama süresini tahmin etmek için bir temel olarak kullanılabilir.
Kalıp akış analizi gerçekleştirilirken, analiz sonucundaki enjeksiyon süresi, yalnızca eriyik vida tarafından boşluğu doldurmak için tamamen itildiğinde proses koşullarında ayarlanan enjeksiyon süresine eşittir.

Vida basıncı tutma anahtarı boşluk doldurulmadan önce gerçekleşirse, analiz sonucu proses koşullarının ayarından daha büyük olacaktır.
Enjeksiyon Sıcaklığı
Enjeksiyon sıcaklığı, enjeksiyon basıncını etkileyen önemli bir faktördür. Enjeksiyon kalıplama makinesinin namlusunda 5 ila 6 ısıtma bölümü vardır ve her hammaddenin uygun işleme sıcaklığı vardır (ayrıntılı işleme sıcaklıkları için lütfen malzeme tedarikçisi tarafından sağlanan verilere bakın). Enjeksiyon kalıplama sıcaklığı belirli bir aralıkta kontrol edilmelidir.
Sıcaklık çok düşükse, erimiş malzeme iyi plastikleşmeyecek, bu da kalıplanmış parçaların kalitesini etkileyecek ve işlemin zorluğunu artıracaktır; sıcaklık çok yüksekse, hammaddeler kolayca ayrışacaktır.
Gerçek enjeksiyon kalıplama işleminde, enjeksiyon kalıplama sıcaklığı genellikle varil sıcaklığından daha yüksektir. Daha yüksek değer, enjeksiyon kalıplama hızı ve malzemenin performansı ile ilgilidir ve 30°C'ye kadar çıkabilir.

Bu, enjeksiyon portundan geçerken erimiş malzemenin kesilmesiyle oluşan yüksek ısıdan kaynaklanır. Kalıp akış analizi gerçekleştirirken bu farkı telafi etmenin iki yolu vardır. Birincisi, havaya enjekte ederken erimiş malzemenin sıcaklığını ölçmeye çalışmak, diğeri ise modelleme sırasında nozulu dahil etmektir.
Tutma Basıncı ve Süresi
Enjeksiyon kalıplama işlemi sona ermek üzereyken, vida dönmeyi durdurur ve sadece ileri doğru hareket eder. Bu sırada, enjeksiyon kalıplama tutma basıncı aşamasına girer. Bekletme basıncı işlemi sırasında, enjeksiyon kalıplama makinesinin nozulu, parçanın büzülmesiyle boşalan hacmi doldurmak için boşluğa sürekli olarak malzeme ekler.

Boşluk doldurulursa ve basınç korunmazsa, parça yaklaşık 25% kadar küçülecektir. Özellikle nervürler çok fazla küçülecek ve büzülme izleri oluşacaktır. Tutma basıncı genellikle maksimum doldurma basıncının yaklaşık 85%'si kadardır. Bu gerçek duruma göre belirlenmelidir.
Geri Basınç
Geri basınç, vidanın malzemeyi depolamak için geri döndüğünde ve geri çekildiğinde üstesinden gelmesi gereken basınçtır. Yüksek geri basınç, renk dağılımı ve plastik eritme için iyidir,

But it also prolongs the screw retraction time, reduces the length of plastic fibers, and increases the pressure of the injection molding machine. Therefore, the back pressure should be lower, generally not exceeding 20% of the injection pressure.
Köpük plastikleri enjekte ederken, geri basınç gazın oluşturduğu basınçtan daha yüksek olmalıdır, aksi takdirde vida namludan dışarı itilecektir. Bazı enjeksiyon kalıplama makineleri, eritme sırasında vida uzunluğundaki azalmayı telafi etmek için geri basıncı programlayabilir, bu da giriş ısısını azaltacak ve sıcaklığı düşürecektir.

Ancak, bu değişikliğin sonucunu tahmin etmek zor olduğundan, makinede buna uygun ayarlamalar yapmak kolay değildir.
Enjeksiyon Kalıplama için Proses Koşulları Nelerdir?
Enjeksiyon kalıplama için en önemli proses koşulları sıcaklık, basınç ve plastikleşmeyi, akışı ve soğutmayı etkileyen ilgili eylem süresidir.
Sıcaklık Koşulları
Enjeksiyon kalıplama yapmak için plastik peletleri eriyene kadar ısıtmanız gerekir. Enjeksiyon kalıplama makinesi, ısıtma koşullarını sağlamak için ısıtma varilini, varili ve kalıp ısıtıcısını ayarlayacaktır. Farklı plastik malzemeler farklı ısıtma sıcaklıklarına ihtiyaç duyar. Genellikle, doğru sıcaklık koşullarını bulmak için üretimden önce bir deneme kalıbı hata ayıklaması yapmanız gerekir.

Basınç Koşulları
Enjeksiyon kalıplama, plastiğin kalıbın boşluğunu tamamen doldurabilmesi ve büzülme delikleri ve kabarcıklar gibi kusurları önlemek için belirli bir basınç süresini koruyabilmesi için kalıba belirli bir miktar basınç uygulanmasını gerektirir. Basıncın boyutu, enjeksiyon kalıplama makinesinin basınç aralığına ve ürünün şekline ve boyutuna göre makul bir şekilde ayarlanmalıdır.
Enjeksiyon Hızı Koşulları
Enjeksiyon hızı, plastiğin kalıba girme hızıdır. Enjeksiyon hızının çok yüksek olması kabarcıklar, akış izleri ve zayıf kaynak gibi kusurlara neden olacaktır. Enjeksiyon hızı çok yavaşsa, ürünün yüzeyi pürüzlü olacak ve enjeksiyon kalıplama döngüsü kısalacaktır. Bu nedenle, enjeksiyon hızının kalıp denemesi sırasında ayarlanması gerekir.

Soğutma Süresi Koşulları
Soğutma süresi, kalıpta oluşan plastik ürünlerin deformasyon ve büzülme gibi kusurlardan kaçınmak için kalıptan çıkarılmadan önce kalıp içinde soğuması için geçen süredir. Soğutma süresinin uzunluğu, ürünün boyutuna ve kalınlığına göre ayarlanmalıdır ve üretim süreci boyunca ayarlanması gerekir.
Enjeksiyon Kalıplama Malzeme Koşulları
Enjeksiyon kalıplama söz konusu olduğunda, doğru plastiği seçmeniz ve sıcaklık, basınç, enjeksiyon hızı ve diğer ayarları plastiğin özelliklerine göre ayarlamanız gerekir. Farklı plastiklerin farklı erime noktaları ve akış hızları vardır, bu nedenle ayarları buna göre yapmanız gerekir.

Küf Koşulları
Kalıp, enjeksiyon kalıplama sürecinin en önemli parçasıdır. Ürünün şekil, boyut, yüzey kalitesi vb. gibi gereksinimlerini karşılaması gerekir. Aynı zamanda, aşınma direncini, korozyon direncini ve hassasiyetini sağlamak için kalıbın malzemesi ve üretim sürecinin de dikkate alınması gerekir.
Plastik Enjeksiyon Kalıplama Sürecinin Aşamaları Nelerdir?
Artık enjeksiyon kalıplamanın tarihçesi ve imalat endüstrisinde neden bu kadar önemli olduğu hakkında bilgi sahibi olduğunuza göre, projenizden en iyi şekilde yararlanabilmeniz için adım adım süreci öğrenmenin zamanı geldi.

Kalıbın Tasarlanması
Kalıbı yapmak büyük bir adımdır. Makinistler kalıbın boyut, şekil ve yüzey dokusu gibi ayrıntılarını belirlemek için CAD tasarımı ve CNC işlemeyi kullanır.
Kalıp, boşluk, maça, geçit, yolluk, yolluk, fırlatma sistemi ve hareketli parçalar gibi özelliklerle tasarlanmıştır. Boşluk, erimiş plastiğin enjekte edildiği sabit parçadır; maça ise nihai parçayı şekillendirmek için kullanılan hareketli parçadır.

Üreticiler, birden fazla üretim çalışmasını kaldırabilecek dayanıklı kalıplar yapmak için genellikle yüksek kaliteli çelik veya alüminyum kullanır. Kısa vadeli projeler için 3D baskı, üretim maliyetlerini düşürmeye yardımcı olabilir. Bu aşama, kalıbın belirli gereksinimleri karşıladığından emin olmak için titiz testler ve simülasyonlarla birlikte yüksek düzeyde beceri ve hassasiyet gerektirir.
Kalıbın tasarlanması, yapılması ve onaylanması genellikle enjeksiyon kalıplama sürecinin en çok zaman alan kısmıdır ve pahalı olabilir. Bazı yaygın kalıp araçları türleri şunlardır: tek boşluklu kalıplar, çok boşluklu kalıplar, yığın kalıpları, 2K enjeksiyon kalıpları.

Plastik Malzemenin Seçilmesi
Kalıplamaya başlamadan önce, parçanız için en iyi sonucu verecek plastik reçineyi seçmeniz gerekir. Seçim yaparken malzemenin ve kalıbın birlikte nasıl çalışacağını düşünmelisiniz, çünkü bazı reçineler belirli kalıp tasarımlarıyla çalışmayacaktır.
Nihai ürünün istediğiniz özelliklere sahip olacağından emin olmak için seçtiğiniz malzemeyi aletinizle test etmeniz önemlidir. Farklı plastikler farklı moleküler yapılara sahiptir ve bu da onlara farklı mekanik ve termal özellikler kazandırır. Bu özellikler, bir malzemenin kalıbınızda ve ürününüzde çalışıp çalışmayacağını belirleyecektir.

Makinenin Kurulumu
Kalıplama sürecindeki en önemli adımlardan biri enjeksiyon kalıplama makinesinin kurulmasıdır. Kalıbın takılması, kalıbın düzgün bir şekilde hizalandığından ve makine plakasına sabitlendiğinden emin olmak için ayrıntılara dikkat edilmesini gerektirir. Kalıbı kurmadan önce, kalıbın boyutunu ve ağırlığını kaldırabileceğinden emin olmak için makinenin özelliklerini kontrol etmek önemlidir.
Makine plakası temiz olmalı ve kalıplama işlemini engelleyebilecek veya kalıba zarar verebilecek kalıntı veya kirleticilerden arındırılmış olmalıdır. Makine hazır olduğunda, kalıp dikkatlice merdane üzerine yerleştirilir ve makinenin nozülü ile hizalanır. Erimiş plastik reçinenin kalıp boşluğuna eşit şekilde akmasını ve tutarlı boyutlara sahip yüksek kaliteli parçalar üretilmesini sağlamak için doğru hizalama gereklidir.

Yerine yerleştirdikten ve makine plakasına cıvataladıktan, kelepçeledikten veya başka bir şekilde bağladıktan sonra, doğru çalıştığından emin olmak için testler yapmanız gerekir. Test etmek, peletlerde herhangi bir tıkanıklık, sızıntı veya başka bir sorun olup olmadığını görmek için kalıplama makinesinden bir miktar erimiş reçine geçirmek anlamına gelir.
Bir enjeksiyon kalıplama makinesini kurmak beceri ve teknik bilgi gerektirir. Doğru şekilde kurarsanız, her seferinde aynı olan yüksek kaliteli parçalar elde edersiniz ve kalıba veya makineye zarar verme riskini azaltırsınız.

Plastik Enjeksiyon Kalıplama Süreci
Bu bir döngü. Kalıbı kapatır, plastik reçineyi ısıtır ve makineye beslersiniz. Alete ve vidaya doğru basıncı uygular, kapıyı açar ve vidayı ileri doğru hareket ettirirsiniz. Erimiş plastiği kalıba enjekte ederek kalıbı doldurursunuz.
Erimiş plastik varilin sonuna ulaştığında, plastiğin enjeksiyonunu kontrol eden kapıyı kapatırsınız. Vidayı geri hareket ettirir ve önceden belirlenmiş miktarda plastiği emerek enjeksiyon için vidada basınç yaratırsınız.
Aynı zamanda, sıkıştırma basıncı kalıbın iki parçasını bir arada tutmaya yardımcı olur. Enjeksiyon basıncı ve sıkıştırma basıncının dengelenmesi, parçanın düzgün bir şekilde kalıplandığından ve enjeksiyon işlemi sırasında aletten plastik kaçmadığından emin olmak için kritik öneme sahiptir.
Soğutma ve Katılaşma
Kalıp, yolluklar, yolluklar, kapılar ve diğer bileşenler dahil olmak üzere plastikle doldurulduktan sonra, malzemenin istenen parça şekline eşit olarak katılaşmasını sağlamak için belirli bir sıcaklıkta tutulur. Bu süre boyunca tutma basıncının korunması, kovana geri akışı önlemeye yardımcı olur ve büzülme etkilerini azaltır.

Tutma basıncı, plastiğin doğru paketlendiğinden ve kalıplandığından emin olmak için önemlidir, böylece iyi bir parça elde edersiniz. Parçanın boyutu ve karmaşıklığı, kullandığınız plastik türü ve diğer birkaç şey ne kadar süre tutacağınızı belirler.
Vida, tutma aşamasından sonra geri çekilerek basıncı serbest bırakır ve yeni kalıplanmış parçanın kalıpta soğumasını sağlar. Bu aşama sırasında parça kalıpta kalır ve parçanın eşit şekilde soğumasını sağlamak için kalıp sıcaklığı aynı kalır.
Soğutma süresi, plastik parçanın sertleştiğinden ve kalıpta yapıldığı şekli koruduğundan emin olmak için çok önemlidir. Parçayı çok erken çıkarırsanız, bükülebilir veya şekil değiştirebilir, bu da enjeksiyon kalıplama hatalarına neden olur.
Parçanın ne kadar büyük ve sert olduğuna bağlı olarak, bu süre birkaç saniye ila birkaç dakika arasında olabilir Enjeksiyon enjeksiyon ünitesi, ürünün kalıplanmasını ve soğutulmasını tamamlamak için erimiş plastiği kalıba verimli bir şekilde enjekte eder. Farklı üretim ihtiyaçlarını karşılamak için çeşitli endüstrilerde yaygın olarak kullanılmaktadır.

Parça Fırlatma
Plastik parça soğuduktan sonra kalıp açılır ve bir ejektör pimi veya ejektör plakası bitmiş parçayı kalıptan dışarı iter. Kalıplanmış parça bir bölmeye veya konveyöre yerleştirilerek son işlem için bekletilir. Son işlem cilalama, boyama veya spru giderme olabilir. Parlatma, parça üzerindeki pürüzlü yüzeylerin veya kusurların düzeltilmesine yardımcı olabilirken, boyama parçaya renk katabilir.
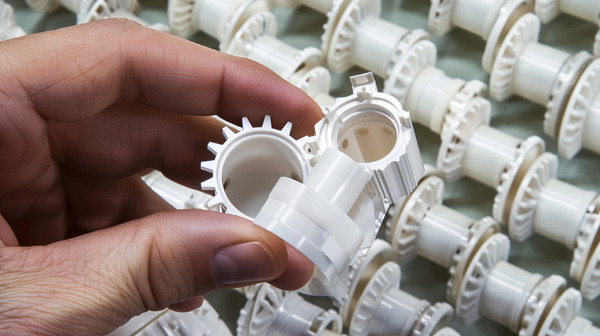
Denetim ve Kalite Kontrol
Parçalar tamamlandıktan sonra, doğru boyut ve şekilde olduklarından emin olmak için kontrol edilirler. Eğer değillerse, tamir edilmeleri ya da atılmaları gerekebilir. Doğru boyut ve şekle sahiplerse, kutulara konulup mağazalara ve onları satın almak isteyen kişilere gönderilebilirler.
Plastik enjeksiyon kalıplamanın avantajları nelerdir?
Paranızın Karşılığını Alıyor
Enjeksiyon kalıplama, geri dönüştürebileceğiniz malzemeleri kullandığı için fazla israf etmeyen ucuz bir işlemdir. Plastik genellikle metal ve kauçuk gibi diğer malzemelerden daha ucuzdur, bu nedenle insanlar onu pek çok şey için kullanmayı sever. Ayrıca, fazladan plastiği geri dönüştürebilir ve daha sonra tekrar kullanabilirsiniz, bu da daha fazla para tasarrufu sağlar.

Kalıbı tasarlamanın ve yapmanın ilk maliyetini aştığınızda, işçilik maliyetleri genellikle düşüktür. Bu yüksek üretkenlikli bir süreçtir, bu nedenle kalıpların zaman içinde kendilerini amorti ettiğini söyleyebilirsiniz. Bu yüzden yüksek kaliteli, yüksek hacimli plastik parçalar yapmak için harika bir yoldur.
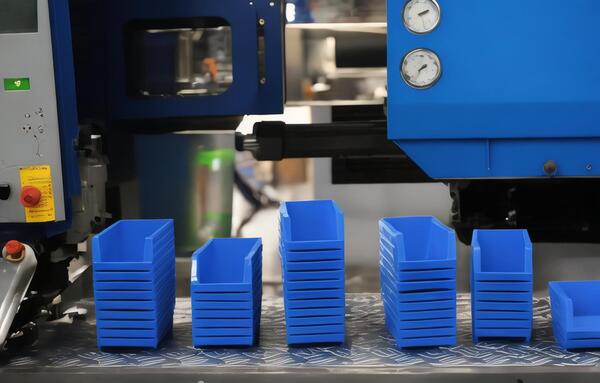
Yüksek Üretim Verimliliği
Plastik kalıplama hızlı ve verimlidir. Büyük işler için harikadır çünkü para tasarrufu sağlar. Aynı zamanda iyidir çünkü aynı şeyi tekrar tekrar yapar, böylece çok fazla israf etmezsiniz.

Tek bir kalıp, değiştirilmesi gerekmeden önce yüzlerce veya binlerce parça üretebilir. Birçok alüminyum kalıp 10.000 çevrime kadar dayanırken, çelik kalıplar 100.000'den fazla çevrime dayanabilir. Bu, tolerans ve estetik gereklilikleri karşılayan tekrarlanabilir, yüksek çıktılı bir süreç sağlar. Üretim hızlarının genellikle hedef enjeksiyon kalıplı parçanın boyutuna ve karmaşıklığına bağlı olduğunu unutmayın.
Yüksek Üretim Verimliliği
Modern high-speed injection molding equipment can consistently produce precision molded plastic parts. The process is great at making components that are the same quality, have tight tolerances, and are dimensionally stable. For applications that need to be really precise, like gears and connectors, plastic injection molding is often the best way to go. You can get tolerances as high as +/-0.0002”.

Ayrıca, üreticiler genellikle kalıplama makinelerine gelişmiş kontrol sistemleri koyarlar. Bu otomatik sistemler süreç parametrelerini gerçek zamanlı olarak izler ve değiştirir. Böylece plastik parçalar tam spesifikasyonlara göre kalıplanabilir.
Tasarım Çok Yönlülüğü
Enjeksiyon kalıplama, üreticilerin karmaşık şekillere sahip parçalar üretmesini sağlayan bir süreçtir. Parçaların istedikleri şekilde çıktığından emin olmak için üreticiler makine üzerindeki ayarları yaparlar. Plastiğin kalıba ne kadar hızlı girdiği, ne kadar sıcak olduğu ve ne kadar basınç kullandıkları gibi şeyleri değiştirirler.

Ayrıca, makinistler simülasyon yazılımı, otomasyon ve 3D baskı kullanabilirler. Bu teknolojiler kalıpların, proses parametrelerinin ve kalıplanmış parçaların tasarlanmasına ve test edilmesine yardımcı olur. Bununla birlikte, enjeksiyon kalıplamanın tasarım çok yönlülüğü plastik malzemeye, parça karmaşıklığına ve kalıp tasarımına bağlıdır.
Geniş Malzeme Yelpazesi
Daha önce de belirttiğim gibi, enjeksiyon kalıplama çok çeşitli malzeme ve renklerle uyumludur. Termoplastikler, termosetler, silikonlar, reçineler ve daha fazlası dahil olmak üzere 25.000'den fazla mühendislik malzemesi sunuyoruz. Bu seçenekler, malzemelerinizin mekanik, kimyasal ve fiziksel özellikleri arasında mükemmel bir denge kurmanızı sağlar.

Ürününüzü daha sert, daha güçlü veya darbelere karşı daha dayanıklı hale getirmek için malzemeleri kolayca birleştirebilirsiniz. Örneğin, üst kalıplama tasarımını kullanarak plastik malzemeleri metal bir alt tabaka üzerine kalıplayabilirsiniz.
Enjeksiyon kalıplamanın Dezavantajları Nelerdir?
Yüksek İlk Yatırım
Her kalıplanmış parçanın kendi kalıbına ihtiyacı vardır. Bu kalıpları yapmak enjeksiyon kalıplamanın ön maliyetini artırabilir. Ayrıca az sayıda parçanın ekonomik olarak üretilmesini de zorlaştırır. Basit parçalar ve küçük miktarlar için kalıp maliyetleri $5,000 kadar yüksek olabilir. Öte yandan, karmaşık parçalarla büyük üretim çalışmaları için kalıplar çok daha pahalıya mal olur.

Sınırlı Esneklik
Parçaların yazılım mühendisleri tarafından istenildiği zaman değiştirilebilen bilgisayar tasarım dosyalarından yapılabildiği CNC işlemenin aksine, plastik kalıplarda işlendikten sonra büyük değişiklikler yapmak zor olabilir. Plastik bir kalıbı değiştirmenin iki ana yolu vardır.

Bunun bir yolu, metal kalıbın parçalarını keserek kalıp boşluğunu büyütmektir. Bu, parçaya plastik ekleyebilir. Plastiği parçadan çıkarmak daha zor olabilir. Bazen boşluğa metal kaynak yapabilirsiniz, ancak her zaman değil. Bu yüzden yeni bir tür boşluk veya tamamen yeni bir kalıp yapmanız gerekebilir.
Uzun Teslim Süresi
CNC işleme size 5 ila 10 gün içinde parça sağlayabilirken, endüstriyel 3D baskı genellikle 3 ila 5 gün sürer. Öte yandan kalıplama işlemleri daha uzun sürer. Aleti yapmak için 5 ila 7 haftaya ve ardından üretip göndermek için 2 ila 4 haftaya bakıyorsunuz.

İyi plastik kalıplar uzun süre dayanır ve plastiğin daha hızlı akmasını ve soğumasını sağlamak için süslü yolluklara ve su soğutma sistemlerine sahiptir. Kalıpların tasarımı, prototipi, test edilmesi ve işlenmesi çok karmaşık olduğundan, bunları yapmak aylar sürebilir, bu da plastik yapmanın diğer yollarına kıyasla uzun bir süredir.
Ancak planlama ve işlemeyi yaptıktan sonra, bir kalıp kullanım ömrü boyunca milyonlarca parça üretebilir. Büyük miktarlarda parça üretme yeteneği, genellikle sürece önceden harcadığınız zaman ve parayı telafi eder.

Malzeme Atıkları
Atıklara neden olabilecek birkaç şey vardır enjeksiyon kalıplama süreci. Bunlardan biri de kalıp tasarımıdır. Kalıp doğru tasarlanmamış veya inşa edilmemişse, parçaların yanlış dolmasına, yanlış paketlenmesine veya yanlış soğumasına neden olabilir. Tüm bunlar israfa neden olabilir.
Aşırı yükleme: Kalıba çok fazla plastik koyduğunuzda, fazla plastiği kesmeniz gerekir. Bu da daha fazla atık ürettiğiniz anlamına gelir.

Kapı ve Yolluk Atıkları: Plastiğin içinden aktığı kanallar, yaptığınız parçadan daha büyüktür. Onları kestiğinizde atık yaparsınız.
Malzeme Taşıma: Ham plastik peletleri doğru şekilde kullanmazsanız, onları bozabilirsiniz ve çalışmazlar.
Çevresel Sorunlar
Diğer tüm endüstriyel süreçler gibi enjeksiyon kalıplamanın da bazı çevresel sorunları vardır. Kalıplama makineleri malzemeyi ısıtmak ve soğutmak, makineleri çalıştırmak ve yardımcı ekipmanlara güç sağlamak için çok fazla enerji kullanır. Tüm bu enerji kullanımı gaz emisyonları yoluyla hava kirliliğine katkıda bulunur. Proses sonucu ortaya çıkan atıklar da çöp sahalarına giderek çevre kirliliğine neden olabilir.

Enjeksiyon kalıplı parçaların ana kullanım alanları nelerdir?
Enjeksiyon kalıplama, her türlü şeyi yapmanın süper havalı bir yoludur. Tost makinesi, araba parçaları ve hatta tıbbi cihazlar gibi şeyler yapabilirsiniz. Bir şeyler yapmanın gerçekten önemli bir yoludur.

Otomotiv Endüstrisi
Plastik parçalar arabaları daha aerodinamik hale getirir. Arabanın her yerinde kullanılırlar. Enjeksiyon kalıplama, araba parçaları yapmanın en iyi yoludur. Güçlü ama hafif parçalar yapar. Bu da benzin tasarrufu sağlar ve kirliliği azaltır. Parçalar çok fazla şekil değiştirmez. Hava koşullarından veya sürtünmeden zarar görmezler.

Arabalardaki enjeksiyon kalıplı parçaların bazı örnekleri gösterge panelleri, tamponlar ve ayna tutucular, bardak tutucular gibi küçük parçalar ve arabalarda gördüğünüz diğer birçok parçadır.
Ambalaj Endüstrisi
Ambalaj endüstrisi, müşterilere hitap eden yaratıcı ambalaj tasarımlarının geliştirilmesinde etkili olan bileşenler kullanır. Çekici görünüm ve estetiğin yanı sıra, ürünlerin sıkı güvenlik ve hijyen düzenlemelerine de uyması gerekir. Enjeksiyon kalıplama, herhangi bir büyük soruna yol açmadan ürünün genel kalitesini artırabilir.

Medikal Endüstrisi
Medikal bileşenler genellikle olağanüstü mekanik özellikler ve hassas boyutlar sunan özel plastik parçalar gerektirir. Medikal endüstrisi yüksek standartları ve sürdürülebilirliğe olan bağlılığıyla bilinir.
Tıbbi plastik parçaların imalatı son derece düzenlenmiş bir süreçtir. Dayanıklı olmalarının yanı sıra, tıbbi parçaların yüksek sıcaklıklara dayanabilen ve doğru kimyasal bileşime sahip malzemelerden yapılması gerekir.

Enjeksiyon kalıplama mükemmel bir seçimdir çünkü süper dayanıklı, esnek, güçlü ve modifiye edilmesi kolaydır. Sağlık sektörü için bir şeyler üretiyorsanız bunların hepsi ihtiyacınız olan şeylerdir. Takma dişler, cerrahi ekipmanlar, ameliyata hazırlanmak için kullandığınız malzemeler ve kırık kemikler için braketler gibi şeylerin tümü plastik enjeksiyon kalıplama kullanılarak yapılır.
Tüketim Malları Sektörü
Ev eşyaları imalat endüstrisi büyük ölçüde plastik kalıplama tekniklerine dayanır. Bu yöntemin tüketim malları için temel faydası, istediğiniz bitişi ve görünümü verme yeteneğidir.

Bu teknolojiyle üretilen parçalar hem güçlü hem de yüksek kalitelidir. Plastik ürünler popüler hale geldiğinden beri, ev eşyaları bu işlemi kullanarak ne kadar çok şey yapabileceğini göstermiştir. İnsanların satın aldığı ve bu şekilde üretilen eşyalar arasında pencere destekleri, çatal bıçak tutucuları, kulplar, raflar ve daha fazlası yer alıyor.
Havacılık ve Uzay Endüstrisi
Havacılık ve uzay endüstrisi, yapısal güç ve hassasiyet için katı düzenlemelere sahiptir. Plastik enjeksiyon kalıplama, günümüz uçaklarının çoğunun aerodinamik bileşenlerini üretmek için kullanılmaktadır. Havacılık ve uzay endüstrisi, parça üretimi için bu yöntemi benimsemek üzere paradigmayı değiştiriyor.

Küçük parçalardan karmaşık bileşenlere kadar sektördeki birçok üründe enjeksiyon kalıplama kullanılmaktadır. Bu tür parçalara örnek olarak türbin kanatları ve muhafazaları, paneller, şasi bileşenleri, paneller, muhafazalar vb. verilebilir.
Sonuç
Plastik enjeksiyon kalıplama plastik parçalar yapmak için iyi bir yoldur. Hızlıdır ve aynı anda çok sayıda parça üretebilir. Ayrıca ucuzdur. Enjeksiyon kalıplama pek çok şey yapmak için kullanılır. İyidir çünkü her seferinde aynı olan parçalar yapar.
Araba parçaları, eviniz için eşyalar, tıbbi malzemeler, her gün kullandığınız şeyler ve başka şeyleri tutan şeyler yapmak için kullanılır. İnsanlar enjeksiyon kalıplamayı her zaman daha iyi hale getiriyor. Onunla her zaman yeni şeyler yapıyorlar.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







