 İçeriğe geç
İçeriğe geç 

Giriş:Enjeksiyon kalıplı parçalar tasarlarken pek çok şeyi düşünmeniz gerekir. Tüm bu şeyler parçanızı bozabilir ve çöp gibi görünmesine neden olabilir. Büzülme izleri, çökme, eğrilme ve diğer her türlü sorunla karşılaşabilirsiniz. Dolayısıyla, iyi parçalar yapmak istiyorsanız enjeksiyon kalıplı parçalar tasarlamanın kurallarını bilmeniz gerekir.
Bu makale, en iyi plastik parçaları elde etmenize yardımcı olabilecek nihai enjeksiyon kalıplama tasarım kurallarına sahiptir. Ayrıca süreç kontrolü hakkında ayrıntılı bilgiler, kalıp tasarımı için önemli yönergeler ve yaygın tasarım sorunlarından nasıl kaçınılacağına dair ipuçları da öğreneceksiniz.
Enjeksiyon Kalıplama Tasarımının Önemi
Enjeksiyon Kalıp Tasarımı için Talimatlar | ZetarMold
Üretimin Karmaşıklığının Belirlenmesi
Ürün tasarımcıları ve mühendisler, tasarımı analiz ederek üretim sürecinde ortaya çıkabilecek çeşitli karmaşık durumları öngörebilirler. Bu tasarım, üretim aşamasından önce belirsizliği azaltmak için ayrıntılı talimatlar sağlar.

Buna ek olarak, karmaşıklığın önceden anlaşılması kalıbın şeklini ve yapısını netleştirebilir. Bu, gerekli ürünler için uygun kalıpların tasarlanmasına ve üretilmesine yardımcı olacaktır.
Üretim Fizibilitesini Sağlayın
Plastik bir parça tasarlarken ve üretirken, tasarladığınız parçanın üretilebilir olup olmayacağından emin olamazsınız. Enjeksiyon kalıplama tasarımı, üretilebilirliği en baştan belirleyebilir.

Böylece, parçaların kalıpta sıkışacağı üretim sorunları yaşayıp yaşamayacağınızı öğrenebilirsiniz. Daha da önemlisi, size zaman ve para kazandırır, böylece makul parça fiyatlarına sahip olabilir ve parçaları daha kısa bir döngü süresinde üretebilirsiniz.
Bileşen Arızalarını Önleyin
Enjeksiyon kalıplı parçanızı doğru tasarlamazsanız, berbat bir parça elde edersiniz. Doğru çalışmaz, doğru görünmez ve büyük bir baş belası olur. Parçanızın yapması gerekeni yapmasını engelleyecek enjeksiyon kalıplama kusurları ve diğer mekanik arızalarla uğraşmak zorunda kalacaksınız.
Enjeksiyon kalıplama tasarım kılavuzları, doğru kalıplama parametrelerini seçmenize ve parçanızın çalışmasını engelleyecek büyük hatalardan kaçınmanıza yardımcı olacaktır.
Enjeksiyon Kalıplı Parçalar için Tasarım Hususları
Enjeksiyon kalıplama, doğru yapıldığından emin olmak için dikkatli bir tasarım değerlendirmesi gerektiren karmaşık bir süreçtir. Tasarımı berbat ederseniz, bunun bedelini daha sonra ödemek zorunda kalırsınız. Bu nedenle, çuvallamaktan kaçınmak için doğru enjeksiyon kalıplama tasarım yönergelerini izlemeniz gerekir. İşte enjeksiyon kalıplı parçalar tasarlarken düşünmeniz gereken bazı şeyler.

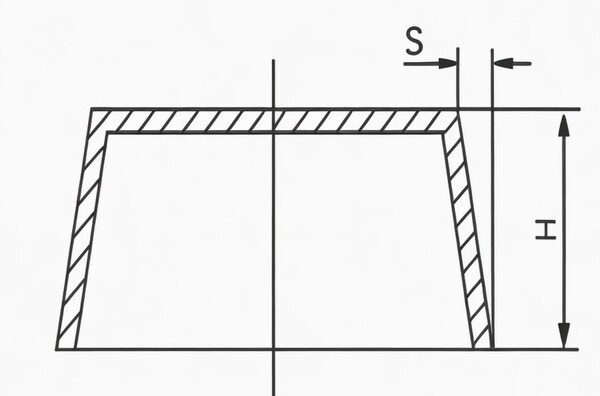
Duvar Kalınlığı
Bu, enjeksiyon kalıplı parçaların tasarım aşamasında dikkate alınması gereken önemli faktörlerden biridir. Duvar kalınlığı, bileşenin performansı, estetiği ve maliyeti dahil olmak üzere birçok temel özelliğini etkileyebilir.
Bu nedenle, nominal et kalınlığı işlevsel performans gereksinimlerine göre belirlenmelidir. Minimum et kalınlığını belirlemek için izin verilen gerilimi ve kalıplanmış parçaların beklenen kullanım ömrünü göz önünde bulundurmalısınız.
Genel kural, duvar kalınlığını tüm enjeksiyon kalıplı parça boyunca tutarlı tutmaktır. İdeal olarak, tek tip duvar kalınlığını 1,2 mm ile 3 mm arasında tutmak istersiniz. İnce duvarlar yüksek plastik basıncı gerektirir ve hava ceplerine neden olabilir. Kalın duvarlar size daha pahalıya mal olur çünkü soğumaları daha uzun sürer ve daha fazla malzeme kullanırlar.

Et kalınlığı değişen bir parçanız olduğunda, her parça arasında yumuşak bir geçiş olduğundan emin olmanız gerekir. Bunu eğimli kenarlara veya köşelere pah ekleyerek yapabilirsiniz. Benzer şekilde, yuvarlatılmış köşeler veya kenarlar için yuvarlatılmış köşeler kullanmak, erimiş plastiğin kalıbı tamamen doldurmasını ve eşit şekilde soğumasını sağlayacaktır.
Sınıflandırma Hattı
Ayırma çizgisi, kalıbın iki yarısının nihai ürünü oluşturmak için birleştiği yerdir. Ayırma çizgisinin tasarımında herhangi bir uyumsuzluk veya yanlış hizalama varsa, kalıplanan parçalarda parlama kusurlarına neden olabilir.

Bu nedenle, bu kusurları mümkün olduğunca en aza indirmek için basit ve düz bir ayırma hattı tasarlamak önemlidir. Basit ayırma hatlarının yapımı daha kolaydır, daha az bakım gerektirir ve nihai ürüne daha iyi bir genel pürüzsüzlük kazandırabilir.
Ayırma çizgilerini tasarlarken, bunları yuvarlak yüzeyler yerine keskin kenarlara yerleştirmek genellikle en iyisidir. Bu, üretim maliyetini artıran sıkı toleranslara sahip kalıplara olan ihtiyacı azaltmaya yardımcı olur. Ayrıca ayırma çizgisinin nihai ürün üzerinde nasıl görüneceğini de düşünmeniz gerekir.

Çizginin tasarımı mümkün olduğunca görünmez olmalı ve herhangi bir kritik yüzey veya özellikten (metin veya logolar gibi) geçmemelidir. Bu, nihai ürünün olması gerektiği gibi görünmesini sağlamaya yardımcı olur ve ürünün genel kalitesini artırır. enjeksiyon kalıplama süreci.
Çekim Açısı
Enjeksiyonla kalıplanmış parçaların yüzeyindeki kalıptan çıkarma açısı, hasara neden olmadan kalıptan kolayca çıkarılmasını sağlar. Gerekli çekim açısı, duvar kalınlığı, malzeme çekme oranı ve işlem sonrası ve son işlem gereksinimleri gibi faktörlere bağlıdır.

Ortalama çekim açısı her inç derinlik için 1 derece artmalıdır, ancak çoğu parça için en az 1,5 ila 2 derece genellikle güvenlidir. Ağır dokulama için inç başına maksimum 5 derece gerekebilir. Yeterli çekiş olmaması sürtünme izleri gibi kozmetik kusurlara neden olabilir.
CAD sistemlerini kullanarak enjeksiyon kalıplı parçalar tasarlarken taslak açıları ekleyebilirsiniz, ancak işleri olabildiğince basit tutmak için bunu tasarım sürecinin sonunda yapmak en iyisidir.
Kaburgalar ve Çıkıntılar
Nervürler, iki duvarın 90 derecelik bir açıyla birleştiği duvarları güçlendirmek için kullanılır. Parçanın daha güçlü olmasına ve daha fazla ağırlık taşıyabilmesine yardımcı olurlar. Tümsekler ayrıca parçaları hizalamanıza ve takmanıza yardımcı olur. Ayrıca vida delikleri ve yuvalar gibi yerlerde parçayı daha güçlü hale getirirler.

Destek nervürünün alt kısmının maksimum kalınlığı, bitişik duvarın kalınlığının 2/3'ü kadar olmalıdır. Takviye çubuklarının yüksekliği nominal duvar kalınlığının 2,5 katını (2,5T) geçmemelidir. Büzülmeyi dikkate almak önemlidir. Büzülme izlerini önlemek için, çıkıntının kalınlığı toplam duvar kalınlığının 60%'sini geçmemelidir.
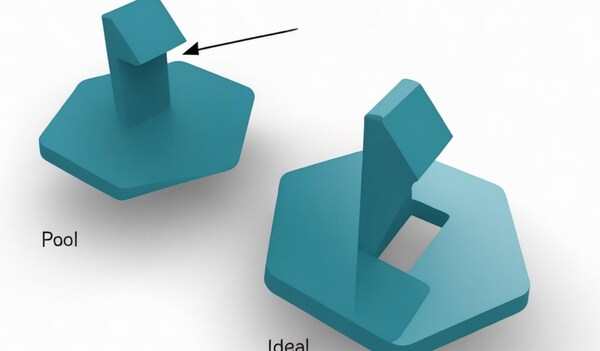
Kapı Konumu ve Tipi
Yolluk, enjeksiyon kalıplama sürecinin çok önemli bir parçasıdır. Plastik parçaya doğrudan bağlı olan ve erimiş plastik reçinenin kalıp boşluğuna akışını kontrol eden parçadır. Geçidin boyutu, şekli ve konumu bitmiş ürün üzerinde büyük bir etkiye sahiptir. Parçanın ne kadar güçlü olduğunu ve nasıl göründüğünü etkileyecektir.

Farklı tipte enjeksiyon kalıpları için kullanılan dört yaygın geçit tasarımı vardır: kenar, denizaltı, sıcak uç ve yolluk. Adından da anlaşılacağı gibi, kenar kapısı düz bir parçanın kenarında bulunur ve ayırma çizgisinde izler bırakır.
Denizaltı geçitleri çok yaygındır ve Banana Gate, Smile Gate ve Tunnel Gate gibi farklı çeşitleri vardır. Bir üst pim ile otomatik düzeltme gerektirirler ve daha iyi dolum için geçit konumunu ayırma çizgisinden uzaklaştırmaya yardımcı olurlar.

Sıcak uç kapıları sadece sıcak yolluklu enjeksiyon kalıpları için kullanılır. Genellikle yuvarlak veya konik şekilli kalıpların üst kısmında bulunurlar. Öte yandan, yolluk büyük silindirik tek boşluklu kalıplar için iyi bir seçimdir. Genellikle dokundukları yerde büyük izler bırakırlar, ancak yapımı ve bakımı kolaydır.
Geçit tasarımı ve tipi parça tasarımına, malzeme seçimine, boyut gereksinimlerine ve nihai ürünün estetik ihtiyaçlarına bağlı olacaktır. Tasarımda dikkat edilmesi gereken önemli bir husus, kusur riskini en aza indirmek için geçidin yüksek gerilimli veya yüksek darbeli alanlardan uzağa yerleştirilmesidir.

İkincil kapak çıkarma işlemlerini ortadan kaldırmak ve optimum dolum için kapakları en kalın alanlara yerleştirmek de önemlidir. Bazı durumlarda, parçanın boyutuna, geometrisine ve plastik polimer türüne bağlı olarak birden fazla kapak gerekebilir.
Üst İğne
Bu, parçanın yeterince soğuduktan sonra kalıptan dışarı itilmesine yardımcı olan enjeksiyon kalıplama düzeneğinin önemli bir parçasıdır. Genellikle parçalar üzerinde iz bırakırlar. Bu nedenle, bunları pim hareket yönüne dik bir düzlemde tasarlamanız gerekir.

Parçanın şekli, çekim açısı, duvar derinliği ve duvar dokusu pimlerin sayısını ve konumunu belirleyecektir. Bu faktörler parçaların kalıp duvarına nasıl yapışacağını etkileyecektir. Seçtiğiniz malzeme de bu pimlerin boyutunu ve konumunu etkileyecektir.
Örneğin, daha yüksek viskoziteye sahip reçinelerin çıkarılması için daha fazla kuvvet gerekecektir. Benzer şekilde, daha yumuşak plastik polimerler, kuvvetin yayılmasına yardımcı olmak ve kalıplama kusurlarını önlemek için daha geniş veya daha fazla pim gerektirecektir.

Alt Kesme ve Diş Açma
Alt kesikler ve dişler, plastik parçaların kalıptan tek bir çekme ile çıkarılmasını zorlaştıran içbükey veya asılı özelliklerdir. Tasarım, parçaların tek bir tek yönlü çekme ile çıkarılabilmesini sağlamalıdır. Bu, daha düşük enjeksiyon kalıplama maliyetlerinin korunmasına yardımcı olacaktır. Bu nedenle, enjeksiyon kalıplı parçalar tasarlanırken diş açma ve alttan kesmeden kaçınmak çok önemlidir.
Alt kesimleri önlemek için, özellikleri ayırma çizgisine paralel olarak yönlendirebilir ve kaldırıcıları ve kızakları tasarıma dahil edebilirsiniz. Kaldırıcılar, taslak olmadan iç alt kesimleri serbest bırakmaya yardımcı olur. Parçalar soğuduktan sonra, alt kesimi kalıptan çıkarmak için kaldırıcı bir açıyla yukarı itilebilir. Buna karşılık, kızak, dış alt kesimleri serbest bırakmak için çekirdek kalıba bağlı açılı pimler kullanır.
Fileto
Enjeksiyon kalıplamayı daha iyi hale getirmek için keskin köşeler ve kenarlar yerine yuvarlak özelliklere sahip olmak istersiniz. Keskin kenarların doldurulması için daha fazla basınç gerekir, bu da parçaya zarar verebilir ve çıkardığınızda kusurlara neden olabilir. Yuvarlatılmış iç ve dış köşeler plastiğin daha iyi akmasına yardımcı olur, bu da gerilimi ve çatlamayı azaltır.

İç köşe yarıçapı, bitişik duvar kalınlığının en az 50%'si kadar olmalıdır. Öte yandan, dış köşe bitişik duvar kalınlığının 150%'si olmalıdır. Çıkıntılar ve geçme gibi dikey özellikler için taban dairesel olmalıdır. Çıkıntının yarıçapı, minimum 0,381 mm (0,015 inç) yarıçap ile bitişik duvarın 25%'si olmalıdır.
Yüzey İşlemleri
Plastik parçalar, nasıl göründüklerini, hissettiklerini ve dokunduklarını etkileyen farklı yüzey işlemlerine sahip olabilir. Doğru finisajı seçmek önemlidir çünkü hangi alet ve malzemelere ihtiyacınız olduğunu belirler. Kaba yüzeyler daha fazla taslak gerektirir ve hangi malzemeyi kullanabileceğinizi etkiler.

Yine de kalıp yüzeyini pürüzsüz hale getirmek için bir şeyler yapmanız gerekebilir. Kalıp yüzeyindeki küçük kusurlar parçalarda görünecektir. Parçalar kalıptan çıktıktan sonra ne kadar çok şey yapmanız gerekirse, maliyeti o kadar fazla olur ve kalıbı yapmak o kadar uzun sürer.
Malzeme Seçimi
When it comes to injection molding, you’ve got a bunch of different plastic resins to choose from. Each one has its own unique physical and mechanical properties. The material you pick is going to affect how well your parts work in the real world.

Enjeksiyon kalıplama için bir malzeme seçerken, malzemenin ne kadar küçüleceğini, parçaları nasıl bir araya getireceğinizi ve malzemenin ne kadara mal olacağını düşünmeniz gerekir.
Malzemelerin büzülme oranı, plastik türüne ve işleme koşullarına bağlı olarak değişir, bu da parçaların performansını ve geometrik şeklini etkileyebilir. Ayrıca, mekanik sabitleme ve kaynak gibi malzeme taşıma ve montaj işlemlerini gerçekleştirme becerisini de göz önünde bulundurmalısınız.

Plastik malzemelerin ideal özellikleri çok önemli olsa da, üretim maliyetlerini en aza indirmek için plastikleri satın alma, işleme ve bitirme maliyetlerini de göz önünde bulundurmalısınız.
Plastik Enjeksiyon Kalıpları Tasarım Kılavuzları
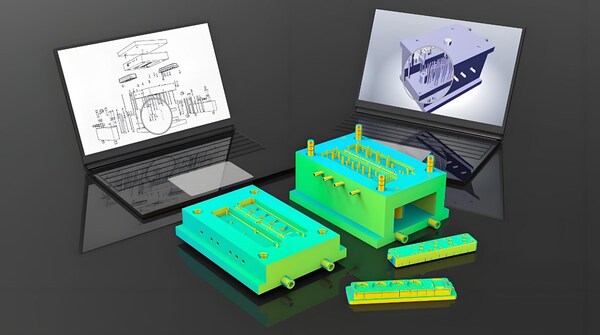
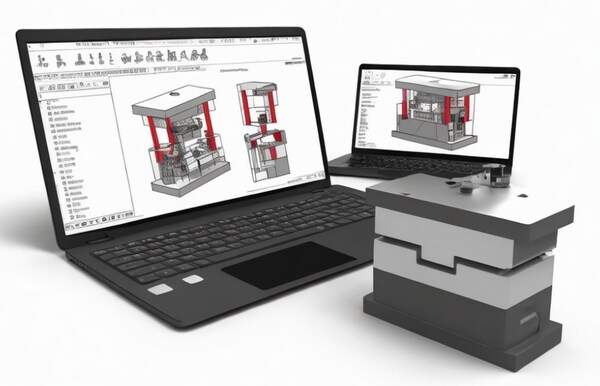
Enjeksiyon plastik kalıp tasarımı yapmak ve tasarlamak, plastik parça imalat dünyasında büyük bir meseledir. Kalıp araçları plastik parçaların şeklini tanımlamaya yardımcı olur. Bu nedenle, sorunsuz enjeksiyon kalıplama için tüm kalıp bileşenlerinin doğru durumda olması gerekir.

Örneğin, Gördüğünüz gibi, döküm kalıplarını planlarken, önemli noktanın döküm kalıp tasarımının çok önemli olduğunu ve aletin tasarımını geliştirme yeteneğine sahip olduğunu, ancak aynı zamanda sorunları önleme ve en yüksek kaliteyi sunma yeteneğine sahip olduğunu anlıyorsunuz.
Enjeksiyon kalıp yapım sürecini tasarlarken düşünmeniz gereken bazı hususlar şunlardır.
Kalıp Çerçevesi ve Boşluk Düzeni
Kalıp araçları kalıp tabanları, boşluklar, maça uçları ve diğer parçalardan oluşur. Kalıp tabanı kalıbın temelini oluştururken, boşluk ve maça uçları parçayı şekillendirir. Kalıp bileşenlerinin tasarımı, kalıplama sürecinin doğruluğunu ve tutarlılığını etkiler.

Kalıbın güçlü, sağlam, bakımı kolay ve tamir etmek ve bakımını yapmak için parçalara ayırması ve tekrar bir araya getirmesi kolay olmalıdır. Kalıp araçları çok dikkatli bir şekilde yapılmalıdır, böylece boşluk ve çekirdek doğru hizalanır. Kalıp çerçevesinin boşluk düzeni de, düzeltmek ve bakımını yapmak için oyuk ve maça eklerine ulaşmanıza izin vermelidir. Bu, sorun yaşama olasılığınızı azaltır ve parçaları daha iyi hale getirir.
Soğutma Sistemi Tasarımı
Soğutma sistemi, enjeksiyon kalıbı tasarımında büyük önem taşır. Kalıp boşluğunun ve plastik malzemenin sıcaklığını kontrol eder. Soğutma önemlidir çünkü plastiğin katılaşmasına ve büzülmenin kontrol edilmesine yardımcı olur.

Soğutma sistemi, enjeksiyon kalıbı tasarımında büyük önem taşır. Kalıp boşluğunun ve plastik malzemenin sıcaklığını kontrol eder. Soğutma önemlidir çünkü plastiğin katılaşmasına ve büzülmenin kontrol edilmesine yardımcı olur.
Soğutma sistemi tüm kalıp boşluğunu eşit şekilde soğutmalıdır. Soğutma kanalları, daha uzun soğutma sürelerine sahip alanlara yakın olmalıdır, böylece yolluk ve yolluk sistemleriyle etkileşime girmezler. Makine mühendisleri ayrıca mümkün olan en kısa döngü süresini elde etmek için tasarımı optimize etmelidir.

Akış Kanalı ve Kapı Tasarımı
Yolluk ve yolluk sistemi, enjeksiyon kalıbı tasarımında büyük önem taşır. Erimiş plastiğin kalıp boşluğuna akışını kontrol eder. Yolluk, plastiğin kalıp boşluğuna girişidir ve yolluk sistemi plastiği yolluklara yönlendirir. Geçit ve yolluk sistemlerinin tasarımı, kalıplama sürecinin verimliliğini ve bitmiş ürünün kalitesini etkiler.

Kapı önemlidir. Doğru boyutta, doğru yerde ve doğru şekle sahip olmalıdır. Plastiğin kalıba akmasına yardımcı olmalı ve herhangi bir soruna yol açmamalıdır. Yolluk sistemi de önemlidir. Plastiğin kalıba akmasına yardımcı olmalı ve herhangi bir soruna neden olmamalıdır.
Fırlatma Sistemi Tasarımı
Ejektör sistemi, parçaları kalıptan çıkaran şeydir. İtici sistemi tasarlarken parçaların şeklini, kaç tane alt kesime sahip olduğunuzu ve parçaların ne kadar sert olduğunu düşünmeniz gerekir. Parçaları çıkarırken zarar vermediğinizden emin olmak için ejektör pimleri, manşonlar veya hidrolik ejektör sistemleri kullanabilirsiniz.

Ayrıca ejektör sisteminin parçaları kalıptan dışarı itecek kadar güçlü olduğundan emin olmanız gerekir. Enjeksiyon sisteminin yolluk ve yolluk sistemine göre nerede olduğunu da düşünmeniz gerekir, böylece herhangi bir parazit oluşmaz.
Kalıp Malzemeleri ve Yüzey İşlemleri
Kalıbınızda kullandığınız malzemeler ne kadar uzun süre dayandığını ve parçalarınızın ne kadar iyi göründüğünü etkileyecektir. Isıya dayanabilen, ısıyı iyi ileten ve aşınmayan malzemeler istersiniz. Doğru malzemeleri seçmek parçaları daha hızlı yapmanıza, kalıplarınızın daha uzun süre dayanmasına ve daha iyi parçalar yapmanıza yardımcı olabilir.

Her kalıp farklıdır ve işleme sırasında dikkatlice düşünülmesi gerekir. Kullanılan malzemelerin, kalıplanmış parçalara aktarılabilecek yüzey kusurlarından kaçınmak için hassas bir şekilde işlenmesi gerekir.
Kumlama veya parlatma gibi ek hassas işleme yoluyla parmak frezelerin kalıp yüzeyinde bıraktığı görünür izlerden kurtulmak gerçekten önemlidir. Gerekli hassas işleme derecesi, kalıp işleme sürecinin maliyetini ve süresini etkileyecektir.

Enjeksiyon Kalıplama Sürecinin Kalite Kontrolü
Enjeksiyon kalıplama, plastik parçaların üretimi için yüksek hassasiyetli ve verimli bir yöntemdir. Yüksek kaliteli plastik ürünler sağlamak için, tüm üretim süreci boyunca sıkı süreç kontrolü uygulanmalıdır. Enjeksiyon kalıplama süreç kontrolünü uygulamanın kritik adımlarına geçmeden önce, enjeksiyon kalıplama sürecini kısaca özetleyelim.
Enjeksiyon Kalıplama Sürecine Genel Bakış
Enjeksiyon kalıplama, plastik polimerlerin eritilmesi ve ardından bileşene şekil vermek için bir kalıp içinde basınç altında katılaştırılması işlemidir. Bu sürekli döngü birçok adım içerir. Plastik reçineyi ısıttıktan sonra, kalıba uygun basınç uygulandığında kapı açılacaktır. Ardından eritilmiş plastik kalıba enjekte edilir.
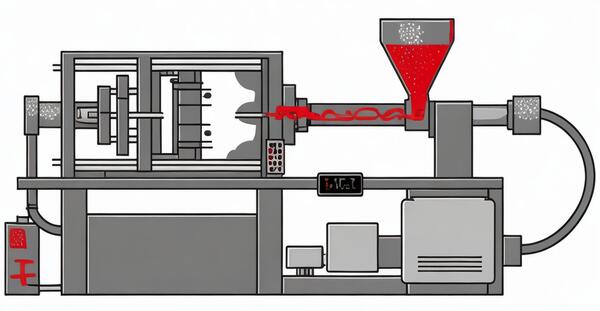
Erimiş reçine varilin sonuna ulaştığında, kapı kapanacaktır. Ardından kalıbın iki parçası aynı anda kapatılır ve sıkıştırma basıncı ile bir arada tutulur. Basınç tutma aşamasından sonra vida geri çekilir ve parçalar kalıp içinde soğur. Parçalar soğuduktan sonra kalıp açılır ve ejektör pimi veya üst plaka parçaları dışarı iter. Tamamlanan parçalar daha sonra hassas işleme için hazırdır.
Bunu göz önünde bulundurarak, enjeksiyon kalıplama süreci kontrolünün çeşitli yönlerini inceleyelim:
Makine Seçimi ve Ayarları
Doğru enjeksiyon kalıplama makinesini seçmek ve doğru şekilde ayarlamak, süreci kontrol etmenize ve her seferinde iyi parçalar yapmanıza yardımcı olacaktır.

Aşağıdaki Faktörleri Göz Önünde Bulundurun
Kilitleme kuvveti: Enjeksiyon kalıplama yaparken, makinenin kalıbı bir arada tutmak için yeterli kilitleme kuvvetine sahip olduğundan emin olmanız gerekir.
Enjeksiyon ünitesi boyutu: Enjeksiyon ünitesinin, kalıbı aşırı doldurmadan veya az doldurmadan doldurmaya yetecek kadar plastik verecek kadar büyük olması gerekir.
Vida tipi ve boyutu: Vidanın size iyi bir eriyik kalitesi ve akış hızı sağlaması gerekir. Vida çapının da size doğru miktarda plastik ve eriyik yoğunluğu vermesi gerekir.

Sıcaklık sapması: Makine, sıcaklığı kalıbın her yerinde aynı tutmak için iyi bir sıcaklık kontrol sistemine sahip olmalıdır.
Malzeme taşıma: Makine ayrıca malzemeleri depolama alanından kirletmeden taşıyabilen iyi bir malzeme taşıma sistemine sahip olmalıdır. Genel olarak, sıcaklık, basınç ve ne kadar sürdüğü gibi önemli süreçleri takip etmek için yer olmalıdır. Makine mühendisleri, herhangi bir şeyin değişip değişmediğini görebilmeli ve hemen düzeltebilmelidir, böylece bitmiş şey herhangi bir sorun yaşamaz.

Proses Parametreleri ve Optimizasyon
Enjeksiyon kalıplama sürecini kontrol etmek söz konusu olduğunda, en iyi sonuçları aldığınızdan emin olmak için bir dizi farklı şeye dikkat etmeniz gerekir. İşte dikkat etmeniz gereken en önemli şeylerden bazıları:
Enjeksiyon basıncı ve hızı: Bu iki şey erimiş plastiğin kalıba ne kadar hızlı gireceğini kontrol eder. Basıncın kalıbı tamamen dolduracak kadar yüksek olmasını, ancak parlama veya eğilmeye neden olacak kadar yüksek olmamasını istersiniz. Ayrıca plastiğin dağılmadan mümkün olduğunca hızlı bir şekilde kalıba girdiğinden emin olmak istersiniz.

Enjeksiyon sıcaklığı: Enjeksiyon sıcaklığı plastiğin akışını ve viskozitesini etkiler. Plastik erime noktasına kadar ısıtılmalı ve enjeksiyon işlemi boyunca sabit bir sıcaklıkta tutulmalıdır. Mekanikçiler, kalıp boşluğunun farklı noktalarındaki sıcaklığı izlemek ve kontrol etmek için termokupllar kullanabilir.
Basınç tutma ve zaman: Basınç tutma, malzemenin enjeksiyon cihazına geri akmasını engelleyebilmelidir. Yalıtım süresi plastik malzemenin tamamen soğumasına ve katılaşmasına izin vermelidir. Zaman, parçaların duvar kalınlığına ve karmaşıklığına bağlı olacaktır.

Soğutma süresi: Soğutma süresinin seçimi, malzemenin termal özelliklerine ve bileşenin duvar kalınlığına göre yapılmalıdır. Termokupllar da soğutma süresinin izlenmesine yardımcı olabilir. Makine mühendisleri soğutma kanalının düzenini değiştirerek veya boyutunu artırarak süreyi ayarlayabilirler.
Fırlat: İtme sistemi, parçaların ve kalıpların sorunsuz ve tutarlı bir şekilde fırlatılarak hasar görmemesini sağlamalıdır. İtme kuvveti, parçaların ne kadar büyük ve karmaşık olduğuna da bağlı olmalıdır.

Kalite Kontrol ve Denetim
Kalite kontrol ve denetim, kalıplanmış parçaların iyi olduğundan emin olmak için önemlidir. Sürecin iyi olup olmadığını kontrol etmek, iyi görünüp görünmediklerini görmek için parçalara bakmak ve iyi çalışıp çalışmadıklarını görmek için parçaları test etmek gibi yaptığımız farklı şeyler var. Bunları, parçaları neyin iyi yapmadığını bulmak ve süreci daha iyi hale getirmeye yardımcı olmak için yapıyoruz.

İyi bir kalite kontrol, kalıplanmış parçalarda kusur ve yüzey sorunu olmadığından ve doğru toleransları ve işlevsel gereksinimleri karşıladığından emin olmak için önemlidir. Parçaların doğru kalite, güvenlik ve performans standartlarını karşıladığından emin olmak için düzenli kalite kontrol ve denetim yapmanız gerekir.
Yaygın Plastik Enjeksiyon Kalıplama Tasarım Sorunları ve Çözümleri
Parçalar üretilirken enjeksiyon kalıplama hataları meydana gelebilir ve bunlar ürünün işlevselliğini doğrudan etkileyebilir. Bu kusurlar, kalıplama parametreleri ve kullandığınız malzeme de dahil olmak üzere bir dizi farklı şeyden kaynaklanabilir.

Ancak kalıplama sürecini ayarlayarak tasarım hatalarını önleyebilirsiniz. Bazen sorunu çözmek için kalıbı yeniden tasarlamanız veya yeni üretim ekipmanı almanız gerekebilir.
Şimdi bazı yaygın enjeksiyon kalıplama tasarım sorunlarına ve bunların nasıl düzeltileceğine bakalım.
Büzülme ve eğrilme
Büzülme izleri, kalıplanmış parçanın yüzeyinde küçük çöküntüler olarak görünen bir tür enjeksiyon kalıplama hatasıdır. Tipik olarak, kalıplanan parçanın iç özelliklerinin büzülmesinden kaynaklanırlar, bu da malzemenin dışarıdan içeriye doğru batmasına neden olur.
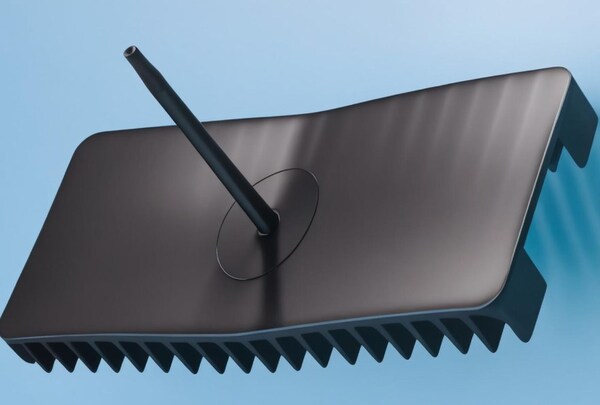
Çarpılma, soğutma işlemi sırasında eşit olmayan iç büzülme nedeniyle enjeksiyon kalıplı parçaların istenmeyen bir şekilde bükülmesi ve bükülmesidir. Bu, kalıplanmış parçanın farklı alanlarında eşit olmayan bir basınç yaratır. Bu baskı parçanın soğurken eğilmesine ve bükülmesine neden olur. Bunu düz olması gereken ancak düz bir yüzeye yerleştirildiğinde boşlukları olan parçalarda görebilirsiniz.
Sebep
Çok yüksek eriyik veya kalıp sıcaklığı; Çok düşük tutma veya enjeksiyon basıncı; Kalıp yapısı tasarımındaki kusurlar; Yeterli yalıtım veya soğutma süresi ve basıncı olmaması.

Çözüm
Yavaşça ve uzun süre soğuttuğunuzdan emin olun, böylece içeride tamamen gerilmez; Duvarların hepsinin aynı kalınlıkta olduğundan emin olun, böylece plastik kalıptan tek yönde akabilir; Parçanın dışının soğuması için onu basılı tutun ve soğutun; Kalıbı veya plastiği daha soğuk hale getirin.
Uçan Kenar ve Bileşen Yapışması
Parçanızın kenarlarında fazladan malzemeden oluşan ince çizgiler gördüğünüzde buna flashing denir. Bu, malzemenin bir kısmı olmaması gereken bir yere gittiğinde meydana gelir. Yanıp sönme küçük bir sorundur, ancak parçanızın doğru çalışmasını engelliyorsa büyük bir sorundur.

Parçanız kalıba yapıştığında ve onu çıkaramadığınızda, buna parça yapışması denir.
Sebep
Kötü egzoz sistemi tasarımı ve kontrolü; Yeterli sıkıştırma kuvveti olmaması; Kötü kalıp tasarımı ve kalıp koşullarının kötüye gitmesi; Çok fazla enjeksiyon basıncı veya kalıbın çok sıcak olması; Yeterli ayırıcı madde olmaması; Soğuması için yeterli zaman olmaması.

Çözüm
Egzoz geçişinin doğru olduğundan emin olun; Boşluk kalmaması için levhayı sert bir şekilde kelepçeleyin; Erimiş malzemenin düzgün akması ve yeterli hava olması için kalıbı yeniden yapın; Kalıbı doğru malzemeyle doğru şekilde yerleştirin, böylece çıkar; Kullandığınız malzeme için enjeksiyon basıncını, kalıp sıcaklığını ve soğutma süresini doğru ayarlayın.
Kısa Atış ve Yanık İzleri
Erimiş malzeme tüm kalıbı dolduramadığında, kısa bir atış elde edersiniz. Bu, parça soğuduğunda ve kalıptan çıkardığınızda tam olmadığı anlamına gelir. Kısa atışlar kötüdür çünkü parçanın görünüşünü ve çalışma şeklini bozabilir.

Yanık izleri, parçanın yüzeyinde veya kenarlarında oluşan siyah pas lekeleridir. Genellikle parçaya zarar vermezler, ancak parçayı yakarlarsa ve iyi çalışmamasına neden olurlarsa büyük bir sorun olabilirler.
Sebep
Yeterli basınç yok; Hava sıkışıyor ve plastiğin akmasını engelliyor; Gerçekten kalın malzemeler kullanın; Kapı ve yolluk sistemleri yanlış tasarlanmış; Sıcaklık çok yüksek.

Çözüm
Daha iyi havalandırma olduğundan emin olmak için daha fazla havalandırma deliği açın veya daha fazla havalandırma deliği ekleyin; Malzemenin çok hızlı ve düzensiz soğumasını önlemek için yeterli kalıp sıcaklığı kullanın; Havayı hapsetme olasılığını azaltmak için enjeksiyon hızını yavaşlatın; Malzemenin daha iyi akmasını sağlamak için enjeksiyon hızını ve basıncını artırın veya daha ince parçalar kullanın.
Hava Delikleri ve Boşluklar
Hava cepleri, hava kirliliğinin en ciddi sorunlarından biridir. enjeksiyon kalıplama. Kalıplanmış parçalarda sıkışmış hava veya kabarcıklar gibi görünürler. Bu sıkışmış kabarcıklar yapısal ve kozmetik sorunlara neden olabilir. Kalıptaki ilk hava ısınır ve yeterince sıkışırsa, patlayacak ve kalıplanmış parçalara ve kalıba zarar verecektir.

Vakum boşlukları enjeksiyonla kalıplanmış parçalardaki kabarcıklardır. Üreticiler bazen bu sorunları hava cepleri olarak adlandırır. Kalite kontrol çalışanları boşlukların küçük sorunlar olduğunu söylese de, daha fazla boşluk kalıplanmış parçaları zayıflatabilir.
Sebep
Kalıbın havalandırması kötüdür; Kalıp boşluğu eşit şekilde doldurulmamıştır; Hava sıkışır ve sıkışır, ardından tutuşur; Kalıplama basıncı yeterli değildir; Malzemede büyük yoğunluk değişiklikleri vardır, bu nedenle boşlukların olması kolaydır.

Çözüm
Kalıp sıcaklığını artırın; Yolluk sistemini ve kapı konumlandırmasını yeniden düzenleyin veya ayarlayın; Kabarcık oluşumunu önlemek için daha düşük viskoziteli malzemeler kullanın; Sıkışan havanın ezilmesini ve tutuşmasını önlemek için döngü süresini düşük tutun; Enjeksiyon basıncını artırın ve kalıp boşluğunda sıkışan havadan kurtulun.
Ayırma Çizgilerinin Uyumsuzluğu ve Sapması
Uyumsuz ayırma çizgileri, kalıbın iki yarısı doğru hizalanmadığında ortaya çıkan bir sorundur. Bu durum, kalıplanan parçanın ayırma çizgisinde dikişlerin veya boşlukların görünmesine neden olabilir. Kalıplanmış parçalar soğurken büküldüğünde veya şekil değiştirdiğinde, buna sapma denir. Bu sorunların her ikisi de parçaların olması gereken özellikleri karşılamamasına neden olabilir, bu da daha fazla parçanın atılması ve daha az ürün üretilmesi anlamına gelir.

Sebep
Sıkıştırma kuvveti eşit değil; Kalıp parçaları boyut değiştiriyor; Enjeksiyon basıncı ve sıcaklığı çok yüksek; Kalıp sıcakken genleşiyor; Kalıbın soğuması için yeterli zaman yok
Çözüm
Kalıbın doğru şekilde sıkıştırıldığından ve hizalandığından emin olun; Kalıbı tüm kalıplama süreci boyunca tutarlı bir sıcaklıkta tutun; Kullandığınız malzemeler için enjeksiyon kalıplama ayarlarını optimize edin; Kalıplamadan sonra ısıl işlem stresi azaltmaya yardımcı olabilir.

Sonuç
Enjeksiyon kalıplama tekniği, çeşitli endüstriler için yüksek kaliteli özel plastik parçalar üretebilen çok yönlü ve verimli bir teknolojidir. Bununla birlikte, bir dizi enjeksiyon kalıplama tasarım yönergesi izlenmeden süreç tamamlanamaz. Bu makale, neye ihtiyacınız olduğunu ve süreci nasıl tamamlayacağınızı kapsamlı bir şekilde anlamanızı sağlayacaktır.
Bu makalede ele alınan enjeksiyon kalıplama tasarım kuralları, süreci optimize etmenize, uygun maliyetli üretim sağlamanıza ve döngü süresini azaltmanıza yardımcı olacaktır. Tasarım hatalarının maliyeti yüksektir. Zetar Mold ile şimdi iletişime geçerek enjeksiyon kalıplama tasarım. Daha iyi sonuçlar elde etmenize yardımcı olmak için her zaman hazırız.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Mold Complete Guide for a comprehensive overview.






