 İçeriğe geç
İçeriğe geç 

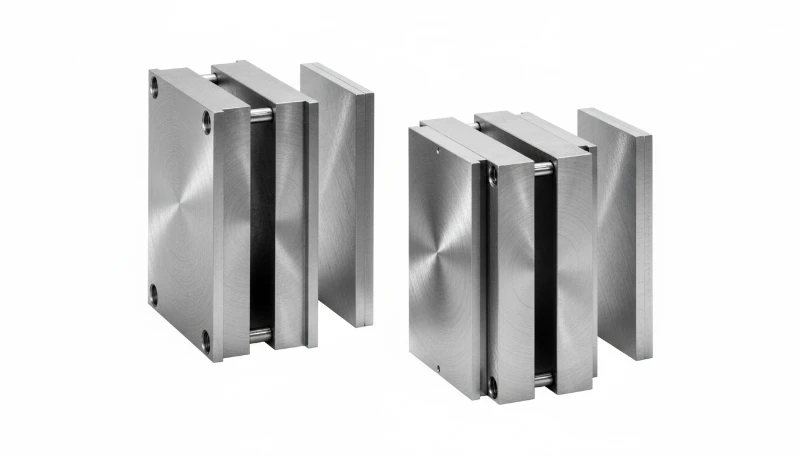
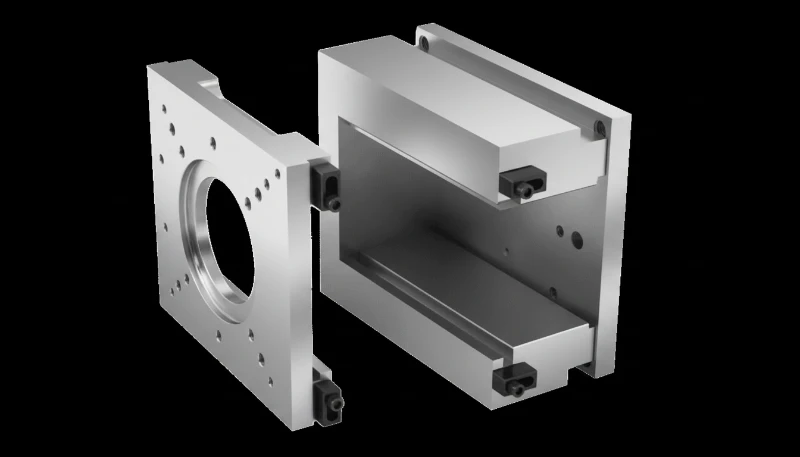
MIM'e özgü en önemli maliyet belirleyici, enjeksiyon kalıbıMetal enjeksiyon kalıplama (MIM), çoğu ikincil işlemeyi ortadan kaldırarak, ±0,3% kadar dar toleranslarla karmaşık, neredeyse net şekilli metal parçalar üretir.
– MIM delivers material densities of 95–99% of wrought metal, giving parts mechanical properties comparable to machined or forged equivalents
– High-volume MIM runs dramatically reduce per-part cost compared to CNC machining, die casting, or powder metallurgy for intricate geometries
– MIM supports a wide range of alloys including stainless steel, titanium, and superalloys, making it ideal for medical, aerospace, and consumer electronics
What Exactly Is Metal Injection Molding and How Does It Work?
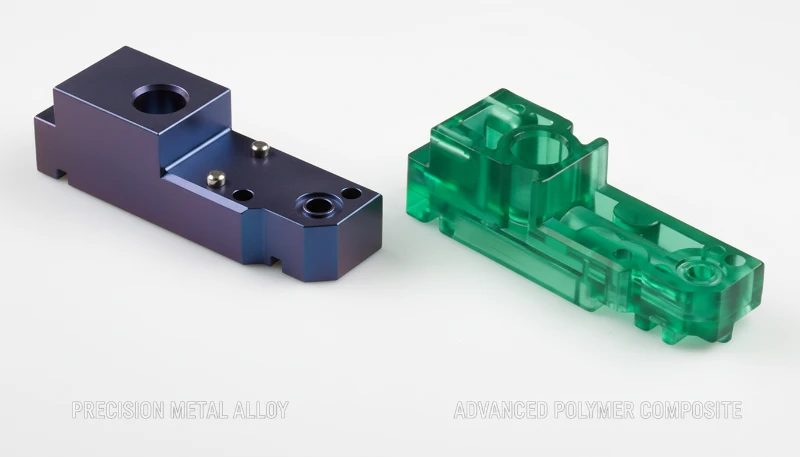
Metal injection molding (MIM)1 is a near-net-shape manufacturing process that combines the design freedom of plastic injection molding with the material performance of wrought metals. In our factory, we start by blending fine metal powder—typically 2–15 µm particle size—with a thermoplastic and wax binder system to create a homogeneous feedstock. That feedstock is injected under pressure into precision steel tooling, producing a “green part” that holds exact geometric details. We then remove the binder through a debinding stage, leaving a porous “brown part,” which is finally sintered at high temperature to produce a fully dense metal component.
The process is particularly suited for parts that are small (typically under 100 g), geometrically complex, and required in high volumes. Components like surgical instrument tips, firearm triggers, orthodontic brackets, and turbine blades all benefit from MIM’s unique combination of precision and material density. We’ve found that once tooling is amortized, MIM consistently beats alternative metalworking processes on total cost per part for production runs exceeding 10,000 pieces.
What Are the Key Dimensional and Tolerance Advantages of MIM?
MIM achieves dimensional tolerances of ±0.3% on most features, and in tightly controlled conditions we regularly hold ±0.1 mm on critical dimensions. This rivals CNC machining accuracy for many applications while producing parts in a single shot rather than through progressive material removal. Compared to investment casting2, MIM delivers finer surface finishes (Ra 0.8–1.6 µm as-sintered) and tighter dimensional repeatability across millions of cycles.

One of the most practical advantages we’ve leveraged for customers is MIM’s ability to incorporate internal features—undercuts, threads, cross-holes, and thin walls—in a single molding operation. A stainless steel medical connector that previously required four separate machining operations and took 18 minutes per part was redesigned for MIM. The same part now cycles in under 30 seconds per cavity, with all internal geometry formed simultaneously. The table below shows how MIM compares to alternative processes on key dimensional metrics:
| Süreç | Typical Tolerance | Surface Finish (Ra) | Internal Features | Minimum Wall |
|---|---|---|---|---|
| MIM | ±0.3% | 0.8–1.6 µm | Mükemmel | 0,5 mm |
| Investment Casting | ±0.5–1.0% | 3.2–6.4 µm | Tüketici ürünleri için çeşitli renkli plastik kalıplanmış parçalar | 1.5 mm |
| CNC İşleme | ±0.025 mm | 0.4–1.6 µm | Difficult | 0,5 mm |
| Basınçlı Döküm | ±0.5% | 1.6–3.2 µm | Orta düzeyde | 1.0 mm |
| Powder Metallurgy | ±0.5% | 1.6–3.2 µm | Zayıf | 3.0 mm |
How Does MIM Compare to CNC Machining in Terms of Material Utilization?
Material utilization is one of MIM’s most compelling economic advantages. CNC machining is subtractive—starting from solid bar stock, chips and swarf account for 60–90% waste on complex parts. MIM is additive by nature: virtually all feedstock material ends up in the final part. In our production cells, we recover and recycle debinding by-products and even reuse gate and runner material as regrind feedstock, pushing overall material utilization above 98%. This is especially critical when working with expensive alloys like titanium (Ti-6Al-4V) or Inconel, where raw material cost is a major driver.
We recently ran a cost comparison for an aerospace customer producing 316L stainless steel brackets. CNC machining from bar stock generated 73% material waste and required 11 minutes of cycle time per part. The same bracket via MIM achieved 97% material utilization and a cycle time under 45 seconds per cavity at volume. When tooling cost was amortized over 50,000 parts, MIM delivered a 62% reduction in total part cost.
“MIM parts are weaker than machined metal parts because they start from powder.”Yanlış
This is incorrect. Properly sintered MIM parts achieve 95–99% of wrought metal density. Tensile strength, yield strength, and fatigue life of MIM 17-4PH stainless, for example, are virtually indistinguishable from machined bar stock of the same alloy. The sintering process at 1300–1400°C creates full metallurgical bonding between powder particles.
“MIM reduces material waste by over 95% compared to CNC machining for complex geometries.”Doğru
MIM feedstock that doesn’t become product is nearly entirely recoverable and recyclable. Sprues, runners, and rejected green parts can all be reground and re-injected. This contrasts sharply with CNC machining, where metal chips—particularly from difficult-to-cut alloys—are often worth only scrap value.
What Material Options Are Available in Metal Injection Molding?
MIM supports an exceptionally broad material portfolio. In our facility, we regularly process stainless steels (316L, 17-4PH, 420), low-alloy steels (4140, 8620), tool steels (M2, H13), titanium alloys (Ti-6Al-4V), and cobalt-chromium for medical implants. We’ve also processed nickel superalloys and tungsten heavy alloys for specialty defense and energy applications. This breadth means engineers can specify the exact alloy needed for their performance requirements—corrosion resistance, hardness, biocompatibility, magnetic properties—rather than compromising for manufacturability.
Biocompatibility is a particular strength. We supply 316L stainless and Co-Cr MIM components to surgical instrument and orthodontic bracket manufacturers who require ISO 10993 compliance. These alloys sinter to dense, pore-free microstructures that pass sterilization protocols and long-term biocompatibility testing. The material versatility table below summarizes our standard MIM alloy families and their primary application domains:
| Alloy Family | Common Grades | Yoğunluk (g/cm³) | Çeşitli alaşım türleri için metal enjeksiyon kalıplama kalıpları |
|---|---|---|---|
| Austenitic Stainless | 316L, 304L | 7.9–8.0 | Medical, food, chemical |
| Precipitation Hardening SS | 17-4PH | 7.8 | Aerospace, firearms, industrial |
| Low-Alloy Steel | 4140, 8620 | 7.85 | Automotive, gears, structural |
| Titanium Alloys | Ti-6Al-4V | 4.4 | Aerospace, medical implants |
| Cobalt-Chromium | Co-Cr-Mo | 8.3 | Implants, dental, wear parts |
How Does MIM Perform on Production Volume and Cost Scaling?
MIM is most cost-effective at medium-to-high production volumes—typically above 5,000 parts per run, with optimal economics at 50,000+ per year. The initial tooling investment (typically $15,000–$80,000 depending on complexity) is amortized over large runs, bringing per-part costs down to levels that no other precision metal forming process can match for complex geometries. We’ve built tools for customers that have run over two million cycles with only minor maintenance interventions, demonstrating the long-term cost advantage of the upfront tooling investment.

For low-volume prototyping, MIM is less competitive due to tooling amortization, but we’ve helped customers bridge that gap by using standard tooling designs that minimize initial investment while still validating production-intent material and geometry. Once a design is frozen, transitioning from prototype to production requires no process change—the same tooling runs both.
“MIM is only suitable for simple, low-complexity metal shapes.”Yanlış
The opposite is true. MIM’s greatest advantage is its ability to produce highly complex geometries—internal undercuts, multi-axis cross-holes, fine surface textures, and thin walls—that are either impossible or prohibitively expensive to achieve by machining or casting. The injection molding stage allows essentially the same geometric freedom as plastic injection molding.
“MIM tooling can be amortized over millions of cycles, making it highly cost-effective at scale.”Doğru
MIM steel tooling, when properly designed and maintained, routinely achieves one to two million cycle lifetimes. Amortized over this volume, tooling cost becomes negligible per part, and MIM’s fast cycle times (30–90 seconds per shot) translate to extremely competitive unit economics for high-volume production.
What Industries Benefit Most from Metal Injection Molding?
In our years of MIM production at ZetarMold, we’ve seen the strongest adoption in five sectors: medical devices, firearms, consumer electronics, automotive, and aerospace. Medical is the largest segment—surgical scissors, endoscope components, orthopedic implants, and dental brackets all leverage MIM’s biocompatible alloy options and geometric freedom. Firearms manufacturers use MIM extensively for trigger components, safety mechanisms, and sights, where the combination of hardened steel properties and complex geometry is uniquely addressed by MIM.

Consumer electronics—particularly smartphone hinges, watch cases, and laptop hinge brackets—have driven significant MIM growth over the past decade. These applications demand cosmetic surface finish, tight dimensional consistency, and high strength in compact geometry, all of which MIM delivers at the volumes smartphones require. The debinding3 and sintering process can be tuned to leave a bright, clean surface that accepts further finishing operations like PVD coating or electropolishing with minimal pre-treatment.

Frequently Asked Questions About Metal Injection Molding Advantages
- Q: What is the minimum viable production volume for MIM to be cost-effective?
- In our experience, MIM starts showing economic advantage over CNC machining at around 5,000 parts per year for complex geometries. For simpler shapes, the crossover may be higher—closer to 20,000 units. Below these thresholds, investment casting or CNC machining usually wins on total cost.
- Q: What surface finish can I expect from as-sintered MIM parts?
- As-sintered MIM parts typically achieve Ra 0.8–1.6 µm, which is a fine enough finish for many functional applications. Where cosmetic quality or tighter surface specifications are required, we can apply tumble finishing, electropolishing, shot peening, or PVD coating as secondary operations.
- Q: Can MIM produce parts with internal threads or hollow sections?
- Yes. Internal threads can be formed directly in the mold using collapsible cores, and through-holes as small as 0.5 mm diameter are routinely achieved. Hollow sections require more careful tooling design but are absolutely feasible, making MIM ideal for complex fluid-path components used in medical devices and valves.
- Q: How does MIM handle tight tolerances after sintering shrinkage?
- MIM parts shrink approximately 15–20% linearly during sintering as the binder is removed and powder particles densify. We compensate for this predictable, isotropic shrinkage at the tooling design stage by scaling mold dimensions accordingly. The shrinkage consistency—typically ±0.3%—means final parts reliably hit their design dimensions without additional machining.
- Q: Is MIM a good fit for titanium or high-temperature alloys?
- MIM of titanium (Ti-6Al-4V) is well-established, especially for medical implants and aerospace brackets. The challenge is oxygen pickup during sintering, which we control with vacuum or argon atmosphere sintering furnaces. Nickel superalloys like Inconel 718 are also processable but require careful atmosphere control and specialized feedstock binder systems.
- Q: How long does MIM tooling last?
- High-quality P20 or H13 steel MIM tooling typically achieves 500,000 to 2,000,000 cycles before requiring refurbishment. We factor this into total-cost-of-ownership models for customers, and in most high-volume programs, the tooling is still running strong well after the original production run concludes.

Özet
Metal enjeksiyon kalıplama, hiçbir rakip işlemin tam olarak taklit edemeyeceği benzersiz bir avantaj kombinasyonu sunar. MIM, plastik enjeksiyon kalıplamanın geometrik özgürlüğünü dövme metallerin mekanik performansıyla birleştirerek, katı yoğunluğunun –99'u oranında neredeyse net şekilli parçalar elde eder. ±0,3% boyutsal toleranslar, 'in üzerinde malzeme kullanımı ve geniş bir yüksek performanslı alaşım yelpazesiyle uyumluluk, MIM'i tıp, havacılık, ateşli silahlar ve tüketici elektroniği gibi alanlarda karmaşık, küçük, yüksek hacimli metal bileşenler için tercih edilen işlem haline getirir. Fabrikamızda, üretim hacimleri kalıp yatırımını haklı çıkardığında MIM'in parça maliyetlerini CNC işlemeye kıyasla –70 oranında azalttığını gördük. Uygulamanız yılda 5.000'den fazla üretilen karmaşık bir metal parça içeriyorsa, MIM ciddi bir değerlendirmeyi hak eder. Bkz. Injection Molding Complete Guide for a comprehensive overview. See our Injection Molding Complete Guide for a comprehensive overview.
-
Metal Enjeksiyon Kalıplama (MIM): A powder metallurgy process in which fine metal powder mixed with a thermoplastic binder is injection-molded, debound, and sintered to produce dense, complex metal components. ↩
-
Investment Casting: A metal forming process where a wax pattern is coated with refractory material, the wax is melted out, and molten metal is poured into the remaining shell; produces complex castings but with less dimensional precision than MIM. ↩
-
Debinding: The process step in MIM that removes the binder from the green part, either thermally, chemically (solvent), or catalytically, leaving a porous brown part ready for sintering. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.





