

In addition to the single tooling, the литьевая формаing machine also offers the option of multiple molds by retrofitting so that the number of molds can be increased from five to six or more. This greatly improves the production efficiency of the injection molding machine, which meets the needs of modern industry for increased productivity. The function of a multi-mold injection machine that uses several molds to work at the same time is called multi-mold injection molding production, which achieves high speed, low cost, and ultimately, increased productivity.
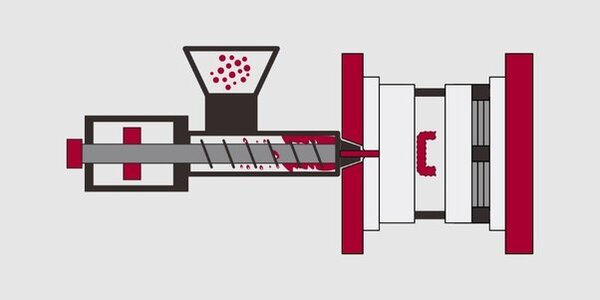
Литье под давлением - один из способов изготовления пластиковых деталей. Это процесс, в ходе которого мы расплавляем пластиковый материал, впрыскиваем его в полость пресс-формы, даем ему остыть и затвердеть в форме, заданной пресс-формой. Один из самых распространенных вопросов, который я получаю, рассказывая о литье под давлением, - может ли машина работать с несколькими пресс-формами одновременно. В этой статье я расскажу о том, как запустить несколько пресс-форм на машине для литья под давлением: Возможно ли это? Каковы преимущества? С какими проблемами вы можете столкнуться? И что нужно учитывать?
Целесообразность поддержки нескольких пресс-форм на машине для литья под давлением
Способность термопластавтомата работать с несколькими пресс-формами зависит от таких факторов, как производительность машины, размер пресс-формы и сложность производимых деталей. Многие современные термопластавтоматы оснащены мультиформами, которые могут обрабатывать более одной детали. К таким функциям относятся CME, поворотный стол и периодически заменяемые формообразующие детали.
Преимущества и недостатки использования нескольких пресс-форм
Преимущества
1. Повышенная эффективность производства: Используя одну машину для литья под давлением для производства отдельных деталей, вы можете оптимизировать время, затрачиваемое на многоступенчатые операции, что повышает эффективность производства. Использование поворотной пресс-формы позволяет изготавливать несколько форм и вариантов в разных положениях, что в конечном итоге улучшает производство нескольких моделей и спецификаций.
2. Экономия средств: Используя несколько пресс-форм для производства продукции, вы можете сэкономить на покупке других машин для литья под давлением, что также снижает капитальные вложения.
3. Снижение производственных затрат: Преимущество многозаходного литья под давлением заключается в одновременном изготовлении нескольких форм, что позволяет сократить время простоя и стоимость производства бракованной продукции, тем самым снижая производственные затраты.

4. Улучшенное качество продукции: Характеристики нескольких пресс-форм обеспечивают более равномерное трение, что снижает необходимость механического износа при открытии и закрытии пресс-формы, повышает стабильность пресс-формы в процессе производства и продлевает срок ее службы.
5. Снижение требований к оборудованию для литья под давлением: Литье в несколько пресс-форм - это процесс, который позволяет полностью использовать производственные мощности термопластавтоматов, сократить производственные циклы и продлить срок службы машины.
Недостатки
1. Длительное время переключения пресс-формы: Когда у вас есть разные формы, вам приходится переключаться между ними, а это требует времени.
2. Повышенная частота отказов: Когда в процессе литья под давлением используется более одной пресс-формы, увеличивается нагрузка на машины, а это может привести к серьезным сбоям в системах технического обслуживания и ремонта.
Соображения при использовании нескольких форм
1. Требуются квалифицированные операторы: Использование нескольких пресс-форм в процессе литья под давлением усложняет управление термопластавтоматом, поэтому во избежание несчастных случаев требуются опытные операторы.
2. Обслуживание оборудования: Использование нескольких пресс-форм означает, что изготовитель пресс-формы должен уделять больше внимания обслуживанию термопластавтомата и нормальной работе пресс-формы, чтобы избежать частых перерывов в производстве и увеличить срок службы пресс-формы.
3. Планирование производства: В этом случае важно использовать несколько пресс-форм для производства продукции с опережением графика, чтобы производственный план шел гладко.
4. Совместимость с машинами: Не все термопластавтоматы оснащены оборудованием для одновременной работы с несколькими пресс-формами. Производителям необходимо проверить, может ли их оборудование, например термопластавтоматы, выполнять все задачи, необходимые для работы с несколькими пресс-формами.
5. Выравнивание и синхронизация пресс-форм: Точная подгонка и соединение пресс-формы важны для достижения стабильного размера детали, предотвращения таких дефектов, как вспышки, коробление и т.д.
6. Затраты на плесень: Стоимость приобретения комплекта пресс-форм для сложной или высокоточной детали может быть очень высокой. Заводы должны учитывать основные показатели целесообразности, срок службы пресс-формы и коэффициенты амортизации.
7. Техническое обслуживание и простои: Одновременная эксплуатация нескольких пресс-форм на одной машине повышает вероятность их износа, что может привести к более частому техническому обслуживанию и потенциальным простоям в связи с ремонтом и обслуживанием.

Конкретный пример: Решение для литья под давлением Tandem Molding
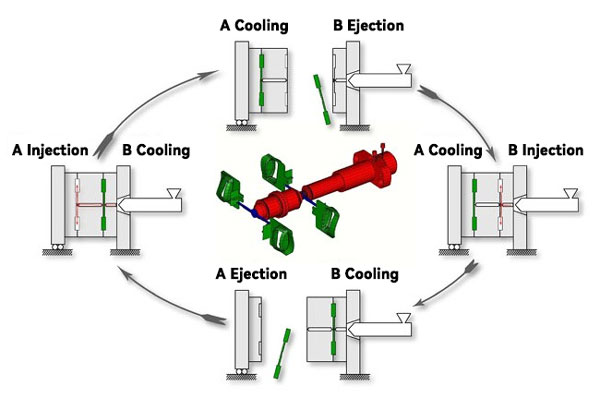
Технология тандемного формования - это процесс, в котором используются две одинаковые или похожие формы, установленные на одной литьевой машине. Они работают одновременно для достижения желаемого результата. Заданный промежуток времени между установкой изделий на одну форму и на другую используется для процесса литья изделий из другой формы, а машина использует промежуточное время для балансировки между двумя формами, максимизируя производительность в час работы.
Эффективность технологии тандемного формования обычно не имеет себе равных, она позволяет увеличить выпуск продукции на 40-80% и сэкономить 30-40% на инвестициях в оборудование и автоматизацию, если условия процесса и конфигурация оборудования соответствуют требованиям.
Применимые сценарии
Вы можете использовать технологию тандемного формования в изделиях с временем цикла 30+ секунд, одинаковыми комбинациями материалов, близкими размерами или парными молекулярными структурами. Мы применяли эту технологию при изготовлении деталей типа "передняя рама - корпус с винтом" и "крышка - нижнее основание" для симметричных изделий, деталей системной инженерии, которые стандартизированы и включают несколько комплектов пресс-форм, а также плоских крупных рамных деталей, включающих полую структуру с легкой установкой проточных каналов. Вы можете комбинировать эти детали и пресс-формы и эффективно производить их, используя неглубокие полости.

Требования к пресс-формам
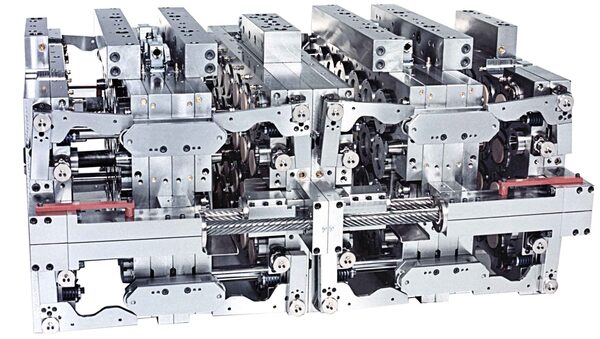
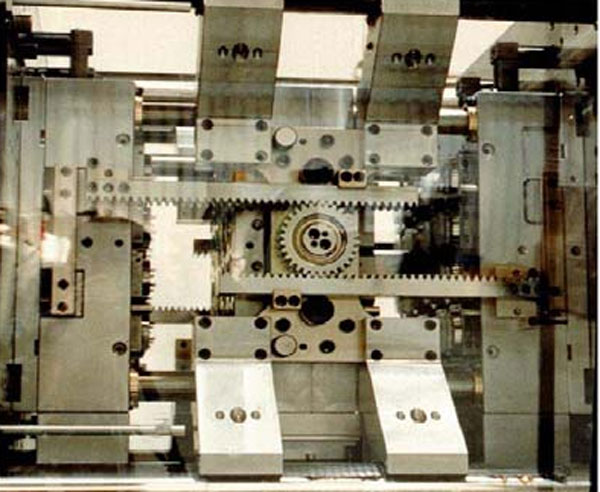
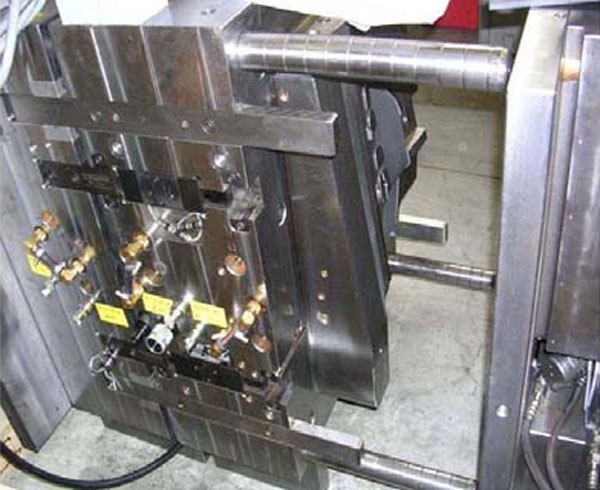
При тандемном формовании пресс-форма состоит из двух частей: одна - система горячего бега, которая чередует впрыски между передней и задней пресс-формами, а другая - система запирания, которая чередует открытие и закрытие пресс-форм. С другой стороны, конструкция Tandem Molding основана на двух пресс-формах, в которые производится совместный впрыск. Самый простой способ чередовать переднюю и заднюю пресс-формы - использовать переднюю и заднюю системы горячего хода.
Сегодня большинство производителей горячих бегунов разрабатывают свои изделия для тандемного формования, а также для недорогих форм для холодного бегуна, которые могут выполнять тандемное формование, или даже для существующих двух форм, которые могут быть переоборудованы для совместного использования. В целом, сложность заключается не в формовке, а в горячеканальной машине.
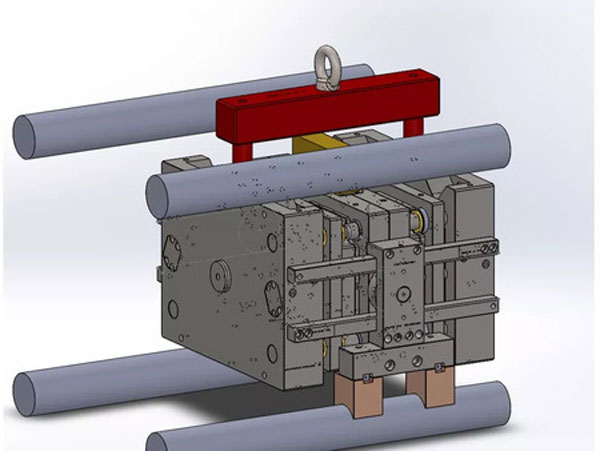
Требования к машинам для литья под давлением
При одностороннем формовании вам не придется вносить какие-либо сложные изменения в оборудование для изготовления пресс-форм. Вы просто вставляете в гидравлическую пресс-форму пластину, которая увеличивает толщину зажимной части ТПА, чтобы перекрывающиеся пресс-формы подошли друг к другу. Как правило, это означает увеличение толщины зажимной части пресс-формы примерно на 20-25% больше, чем мощность стандартной пресс-формы.
При тандемном формовании необходимо использовать управляющее программное обеспечение, которое включает в себя систему управления термопластавтоматом, чтобы учесть переменные, используемые при обработке пресс-формы А и пресс-формы В для производства различных изделий. Остановка и запуск расплава, количество или объем расплава - ключевые характеристики для повышения эффективности производства.
Если вам не хватает емкости для расплава, вы можете использовать независимые устройства для поддержания давления или закрыть клапаны форсунок, чтобы начать процесс пластификации раньше во время поддержания давления. Как правило, для этих целей не требуется самое дорогое оборудование, а последующие усовершенствования обычно увеличивают стоимость оборудования лишь на 5-10% по сравнению с тем, что у вас было раньше. Когда одна машина может работать с той же производительностью, что и две машины, вы получаете только экономию средств, как только формы могут идти в ногу со временем.
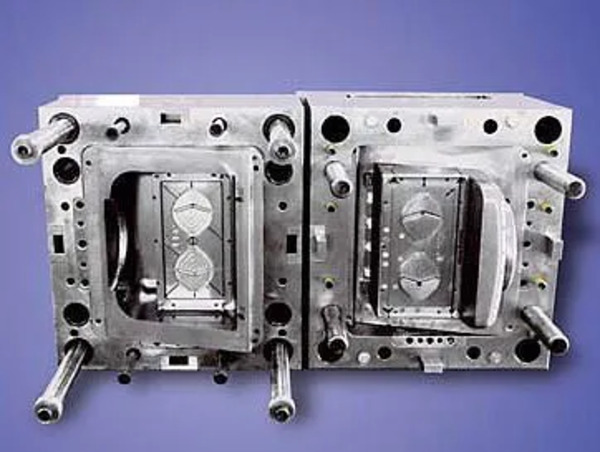
Различия между тандемным и штабельным формованием
Когда люди впервые начинают использовать штабельные формы вместо однолицевых, они часто спрашивают меня о разнице в том, что вы можете сделать с их помощью. Самая простая форма стекового формования - это поочередное изготовление деталей в форме А и форме В. Это используется в основном для технических деталей, которые должны быть толстыми. Это не похоже на флэш-формовку, когда вы делаете сложную деталь (и на ее изготовление уходит больше времени). Стопочное формование используется для изготовления тонких деталей или деталей с большим количеством полостей, где время цикла короткое (менее 10-15 секунд), а время охлаждения - менее 5-6 секунд.
Итак, штабельное формование - это процесс, требующий одновременного открытия форм A и B, подвески центральной формы на время открытия форм, а затем решения таких вопросов, как стабильность положения, поддержка и синхронизация при работе с конструкцией формы. Основная проблема заключается в необходимости обеспечения прочности, точности и долговечности механических деталей, используемых для изготовления деталей в условиях высокоскоростного производства. Формовщики, которые могут производить высококачественные, надежные и точные пресс-формы, не похожи на других мастеров. Они обычно берут за свои формы больше, чем за обычные пресс-формы.
С увеличением количества полостей возрастает стоимость. Высокая скорость производства приводит к чрезвычайно высоким затратам из-за баланса потока и последовательного управления клапанами. Для обеспечения качества и стабильности производства завод-изготовитель пресс-форм обычно выбирает такие марки горячеканальных пресс-форм, как Moldmaster или Husky, которые стоят дороже. В итоге высокая стоимость пресс-форм влияет на конкурентоспособность компании в проекте. Процесс тандемного формования позволяет в каждом цикле одновременно открывать только одну поверхность разъема пресс-формы, в то время как вторая половина остается в относительно фиксированном положении. Ценность этого метода заключается в том, что компоновка пресс-формы аналогична обычной пресс-форме, поэтому он не имеет проблемы высокой сложности конструкции пресс-формы.
Процесс штабельного формования требует более высоких критериев точности и обработки, более длительных циклов формования и более низкой скорости производства по сравнению с экономичным и более щадящим процессом формования. Кроме того, компания Tandem Molding не предпочитает использовать конструкции с высокими полостями, поэтому она полагается на более распространенные на рынке марки горячих бегунов.
Тандемное формование, имея только одну поверхность разъема пресс-формы, открывает только одну поверхность разъема за раз и одну поверхность разъема, в отличие от штабельного формования, где необходимо открывать и впрыскивать сразу в две поверхности разъема. Таким образом, необходимо, чтобы машина имела минимальное загрузочное пространство в зоне смыкания пресс-форм (параллельность) и производительность по расплаву и впрыску в части литья под давлением.
Термопластавтомат, обычно используемый при штабельном формовании, в большинстве случаев на 1-2 характеристики выше, чем тот, который используется при тандемном формовании для того же количества полостей. Тот факт, что тандемное гравитационное формование имеет большую длительность цикла, но при этом использует меньшую нагрузку на оборудование, чем штабельное формование, делает его идеальным для отечественной продукции, в то время как быстрое стабильное производство штабельного формования представляет большие трудности для отечественных брендов.

Производство методом тандемного литья является более гибким. Полуформы A и B могут производить различные изделия с разными процессами литья под давлением, в то время как штабельное литье обычно производит одно изделие с одинаковым количеством полостей формы и условиями впрыска. По сравнению с литьем в штабель тандемное литье находится в менее выгодном положении из-за различий в производственном оборудовании, пресс-формах и производственных процессах. Таким образом, этот метод является более простым, экономичным и практичным способом повышения производительности.
Заключение
В общем, целесообразность использования машины для литья под давлением, способной работать с несколькими пресс-формами, зависит от нескольких факторов, включая возможности машины, конструкцию пресс-формы и производственные требования. Работа с несколькими пресс-формами имеет множество преимуществ: это экономит время и трудозатраты, делает процесс более экономичным и позволяет изменять готовый продукт. Однако такая машина сложна в эксплуатации, требует времени и некоторого мастерства, чтобы выстроить ее в линию, и, наконец, нужно думать о техническом обслуживании. В общем, производители оборудования должны подумать о том, что им нужно и что они могут сделать, чтобы понять, является ли станок двойного назначения хорошим вариантом для более оптимизированного производственного процесса.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







