 Перейти к содержанию
Перейти к содержанию 

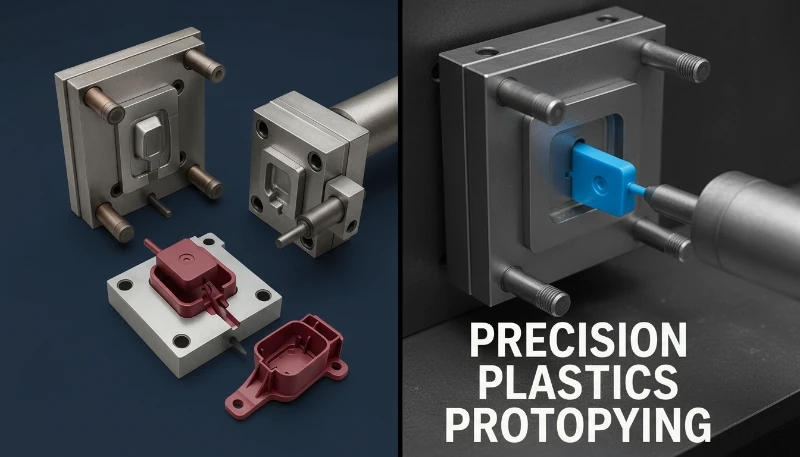
Прототипирование и разработка:
– Single-cavity molds offer the highest precision and are ideal for prototyping and low-volume production, while multi-cavity molds maximize efficiency for high-volume runs.
– Mold type selection directly impacts part quality, cycle time, tooling cost, and per-unit pricing — choosing the right mold type is critical for project economics.
– Stack molds and family molds provide specialized solutions for space-constrained applications or when multiple related parts must be produced simultaneously.
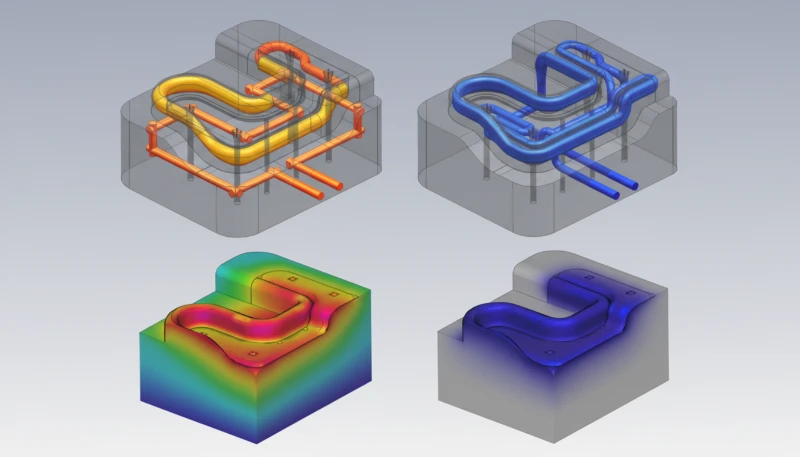
– Proper mold maintenance and design considerations — including cooling channels, venting, and ejection systems — ensure consistent quality across all mold types.
What Is an Injection Mold and Why Is It Critical to Manufacturing?
An injection mold is a precision-engineered tool used in the литьё под давлением1 process to shape molten plastic into a desired form by injecting it into a closed cavity and cooling it until solid. The mold is essentially the negative of the final part — every feature, texture, and dimension of the product is carved into the mold’s surfaces in reverse. In our factory at ZetarMold, we’ve seen that the mold quality determines over 80% of the final part quality; even the most precisely controlled molding process cannot compensate for a poorly designed or worn mold.
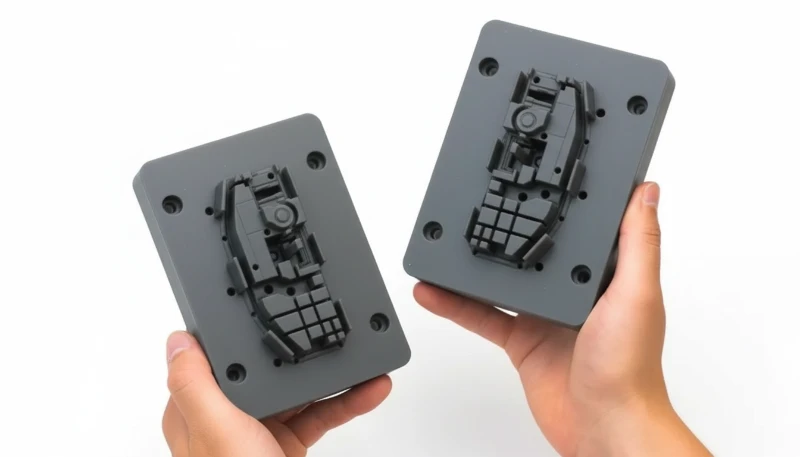
The critical nature of injection molds stems from three factors: they define dimensional accuracy, surface finish quality, and production efficiency. A mold with improperly spaced cavities or misaligned cores will produce out-of-spec parts regardless of machine parameters. Surface textures — from high-gloss Class A finishes to matte textures like VDI 3400 — are physically etched into the mold steel and directly transferred to every part. And mold design determines cycle time through cooling channel layout, cavity balance, and ejection efficiency. Getting the mold type right for your application is not just a technical decision — it’s a strategic business decision that affects tooling cost, per-part pricing, production flexibility, and time-to-market.
What Are the Main Types of Injection Molds?
Injection molds are categorized by cavity configuration, production strategy, and application requirements. Understanding each type helps manufacturers select the optimal tool for their specific production goals.

| Тип пресс-формы | Configuration | Лучшее для | Cavities | Typical Cost |
|---|---|---|---|---|
| Однополостная пресс-форма | One cavity per shot | Prototyping, low volume, high precision | 1 | Low ($3k-$15k) |
| Multi-Cavity Mold | Multiple identical cavities | High-volume production runs | 2-100+ | High ($20k-$200k+) |
| Family Mold | Multiple different parts | Related parts in one tool | 2-8 parts | Medium ($15k-$60k) |
| Stack Mold | Multiple levels stacked | Space efficiency, high output | 2x-4x standard | Very High ($50k-$500k+) |
| Overmolding Mold | Two-shot or insert molding | Multi-material parts | 1-4 cavities | High ($25k-$150k) |
“Multi-cavity molds always produce lower per-part costs regardless of production volume.”Ложь
Multi-cavity molds only offer economic advantages when production volume justifies the higher tooling cost. For runs under 50,000-100,000 parts, the per-part cost savings from reduced cycle time and labor often fail to offset the mold’s higher initial investment. Single-cavity molds may actually be more economical for medium volumes when you factor in mold maintenance and cavity-to-cavity quality consistency requirements.
“Cavity balance — achieving identical fill conditions across all cavities — is more challenging in multi-cavity molds than single-cavity molds.”Правда
Balancing a single cavity is straightforward: tune melt temperature, injection speed, and pressure until the part is acceptable. With multiple cavities, the runner system must deliver equal melt volume, temperature, and pressure to each cavity simultaneously. Uneven runner length, subtle temperature gradients, or slight machining variations can cause cavity-to-cavity variations in weight, dimensions, and cosmetic quality. This balancing challenge increases exponentially with cavity count.
When Should You Choose a Single-Cavity Mold?
Single-cavity molds are the foundational mold type — one part is produced per machine cycle. Despite their simplicity, they offer distinct advantages that make them the optimal choice for many applications.
At ZetarMold, we recommend single-cavity molds for:
- Prototyping and development: Все полости равноудалены от литника, что улучшает баланс по сравнению с традиционной многополостной компоновкой.
- Low to medium volume production: Annual volumes under 50,000-100,000 parts rarely justify multi-cavity tooling costs.
- High-precision applications: Tight tolerances (±0.05mm or tighter) are easier to maintain with one cavity. Прецизионное литье под давлением2 benefits from focused attention on cavity quality.
- Large or complex parts: Parts larger than 200mm or with complex geometries often consume the entire machine’s clamping force and shot capacity.
- Future design uncertainty: If part design may change, single-cavity molds are easier and cheaper to modify or replace.
The tradeoff is higher per-part cost for production runs — but when flexibility, precision, or lower tooling investment are priorities, single-cavity molds deliver the best overall economics.
When Do Multi-Cavity Molds Make Economic Sense?
Multi-cavity molds produce two, four, eight, or even hundreds of identical parts per machine cycle. The primary advantage is dramatically lower per-part cost through production efficiency — but this advantage only materializes at sufficient volume.
Use multi-cavity molds when:
- Annual volume exceeds 100,000 parts: The break-even point varies by part size and complexity, but 100,000+ parts per year is a common threshold.
- Part design is stable: Multi-cavity tools are expensive to modify. Ensure the design is production-ready before investing.
- Consistent quality is required: High-volume products need consistent part-to-part quality across cavities.
- Machine capacity allows: Ensure your molding machine has enough clamping force (multiply single-cavity force by cavity count) and shot capacity.
- Per-part cost is critical: Consumer products and automotive components often require multi-cavity molds to achieve target pricing.
In our experience, 4-cavity and 8-cavity molds are the most common configurations for mid-range production (100,000-1,000,000 parts annually). Higher cavity counts (16, 32, 64+) are typically reserved for very small parts like bottle caps, electrical connectors, and fasteners.
What Are Family Molds and When Are They Useful?
Family molds produce multiple different parts in the same mold, typically 2-8 related components that will be assembled together. This approach offers unique advantages for specific applications.

Family molds excel when:
- Parts form an assembly set: A housing, lid, and internal bracket produced together eliminates inventory mismatches and simplifies assembly logistics.
- Material is identical: All cavities must use the same plastic resin — different materials require separate molds.
- Part sizes are similar: Large variations in part volume cause cavity imbalance and filling issues.
- Volume is moderate: Production volume should be high enough to justify the family mold but low enough that dedicated molds for each part would be wasteful.
- Color matching is critical: Producing all components together ensures perfect color consistency.
The challenges include: cavity balance is more difficult due to differing part geometries; if one cavity wears or requires maintenance, the entire mold must be removed from the machine; and cycle time is limited by the slowest-filling cavity. Despite these challenges, family molds can reduce overall tooling costs by 40-60% compared to separate molds for each component.
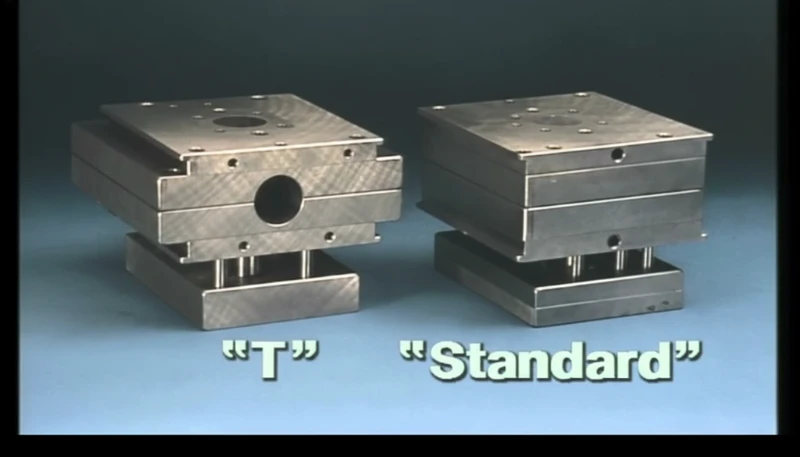
How Do Stack Molds Improve Production Efficiency?
Stack molds feature multiple levels (usually 2 or 4) of mold cavities stacked vertically within a single mold base. Each level operates independently, essentially doubling or quadrupling output without increasing machine footprint.
Stack mold advantages:
- Double or quadruple output: A 2-level stack produces 2x parts per cycle; a 4-level stack produces 4x.
- Space efficiency: Same machine footprint, twice the output. Critical for facilities with limited floor space.
- Lower per-part cost: Machine time is amortized across more parts per cycle.
- Improved cavity balance: All cavities are equidistant from the sprue, improving balance compared to traditional multi-cavity layouts.
Детали с толстыми сечениями или сложной геометрией могут требовать более длительного времени охлаждения, что снижает преимущество многополостного производства.
- Higher tooling cost: Stack molds cost 2-3x more than equivalent conventional multi-cavity molds.
- Increased mold height: Requires machines with larger daylight (mold opening stroke) and sufficient clamping force.
- Complex maintenance: More components mean more potential failure points and longer maintenance downtime.
- Longer cycle times: Stack molds often require additional time for layer separation and ejection between levels.
In our factory, we’ve successfully used 2-level stack molds for high-volume consumer products and automotive interior components. The investment is substantial but justified when production volumes exceed 500,000 parts annually.
What Are Overmolding Molds and How Do They Work?
Overmolding molds produce parts with two or more materials or colors in a single integrated process. Common applications include soft-touch handles, multi-color housings, and parts with rigid cores and flexible exteriors.
Two overmolding approaches:
- Two-shot molding: A rotary mold with two separate molding stations. First shot produces the substrate; then the mold rotates 180°, and the second shot molds the overmold material onto the substrate. Highest quality but requires specialized machine and mold.
- Insert molding: A pre-molded substrate (or metal insert) is manually or robotically placed into a single-shot mold, then the overmold material is injected around it. Lower tooling cost but higher labor cost and cycle time.
“Any two plastic materials can be overmolded together without special considerations.”Ложь
Material compatibility is critical for successful overmolding. The substrate and overmold materials must bond chemically or mechanically. Materials with similar chemical structures (like two polypropylenes or two ABS grades) bond well. Dissimilar materials require special tie-layers, surface treatments, or mechanical interlocking features. Temperature differences also matter — if the overmold material’s melt temperature is too high, it can remelt or distort the substrate.
“Two-shot overmolding generally produces higher quality and stronger bonds than insert overmolding, but requires higher tooling and machine investment.”Правда
Two-shot molding bonds materials in their molten state, creating a molecular-level bond that is stronger than mechanical interlocking alone. The process eliminates human handling, reducing contamination and cycle time variability. However, two-shot molds cost 2-3x more than insert molds and require a rotary machine with synchronized injection units. Insert molding is more economical for lower volumes and when material compatibility allows simpler bonding strategies.
What Design Factors Affect Mold Type Selection?
Several design and production factors determine which mold type will deliver the best economics and quality. Analyzing these factors before tooling investment prevents costly mistakes.
| Фактор | Favors Single-Cavity | Favors Multi-Cavity | Favors Stack/Family |
|---|---|---|---|
| Annual Volume | < 50,000 parts | > 100,000 parts | > 200,000 parts |
| Part Stability | Design evolving | Design frozen | Design frozen |
| Tooling Budget | Lower ($3k-$15k) | Medium-High ($20k-$200k) | High ($50k-$500k) |
| Размер детали | Large (>150mm) | Small-Medium | Small (<50mm) |
| Tolerance | Tight (±0.05mm) | Moderate (±0.1mm) | Умеренный |
| Machine Capacity | Smaller machines OK | Needs larger tonnage | Needs larger daylight |
Additional considerations we evaluate at ZetarMold:
- Выбор материала: Some materials (filled nylons, glass-filled PPS) are abrasive and increase mold wear — multi-cavity tools may require more frequent maintenance.
- Cooling requirements: Parts with thick sections or challenging geometries may require longer cooling times, reducing the advantage of multi-cavity production.
- Прецизионная литьевая форма с одной полостью Medical and aerospace applications often require single-cavity molds for traceability and individual cavity validation.
- Future scalability: If volume may increase dramatically, designing a multi-cavity mold from the start (even if initially running fewer cavities) can be cost-effective.
How Do You Maintain Different Mold Types for Long Service Life?
Mold maintenance requirements vary by type but all molds benefit from regular care. A well-maintained mold can produce millions of quality parts; a neglected mold fails prematurely and produces defects.
Maintenance schedule by mold type:
- Single-cavity: Every 25,000-50,000 shots — clean cavities, check ejector pins, inspect cooling lines for leaks. Simpler mold = faster inspection.
- Multi-cavity: Every 10,000-25,000 shots — cavity balance shifts over time; check gate dimensions, runner wear, and individual cavity fill patterns. More cavities = more inspection points.
- Family mold: Every 15,000-30,000 shots — pay special attention to cavity balance as parts differ in volume. Monitor wear on larger vs. smaller cavities.
- Stack mold: Every 5,000-15,000 shots — more complex with more moving parts. Inspect rotary mechanism, alignment pins, and level synchronization. Stack molds fail catastrophically if alignment issues develop.
- Overmold: Every 10,000-20,000 shots — inspect bond areas for delamination, check for substrate damage during second-shot molding, verify material isolation.
Universal maintenance practices:
- Preventive cleaning: Remove material buildup from vents, cores, and cavities before it causes defects.
- Максимизируйте эффективность с системой выброса MUD: ключевые советы Keep slides, lifters, and ejector pins properly lubricated with high-temperature mold grease.
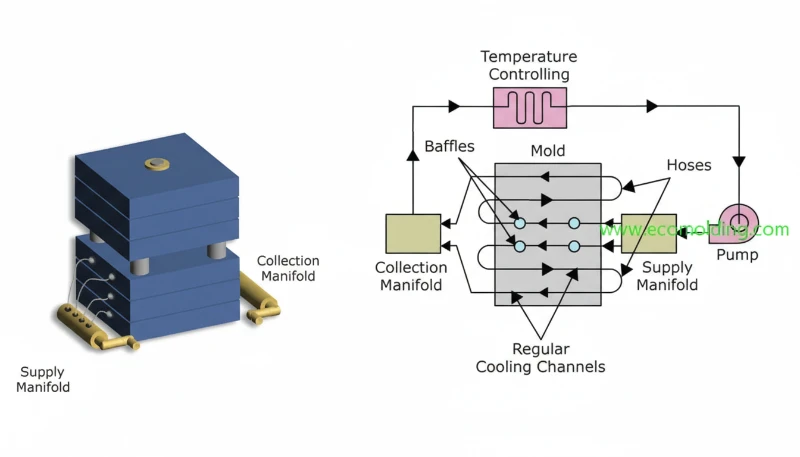
- Temperature monitoring: Verify cooling channel flow and temperature consistency across cavities.
- Documentation: Track maintenance intervals, changes made, and production performance to identify trends.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
What is the most common mold type?
Single-cavity molds are the most common overall, especially for prototype development and lower-volume production. For high-volume commercial products, 4-cavity and 8-cavity multi-cavity molds are the most widely used configurations. At ZetarMold, approximately 60% of our mold builds are single-cavity, 30% are multi-cavity (4-8 cavities), and 10% are specialized types (family, stack, or overmolding).
How much does an injection mold cost?
Mold cost varies dramatically by type, size, complexity, and precision requirements. Single-cavity molds typically cost $3,000-$15,000 for simple parts and $15,000-$50,000 for complex parts with tight tolerances. Multi-cavity molds range from $20,000-$200,000+ depending on cavity count and complexity. Stack molds and complex overmolds can exceed $500,000 for large, intricate tools.
Can you change a single-cavity mold to a multi-cavity mold?
Generally no — converting requires designing and building an entirely new mold base and cavity set. However, some molds are designed with “cavity blocks” that can be swapped, allowing a mold base to be used for different cavities of similar size. This is more common in family molds than true multi-cavity to single-cavity conversions.
What is the lifespan of an injection mold?
Mold lifespan depends on mold steel grade, material molded, and maintenance. Aluminum molds last 10,000-50,000 shots (good for prototypes). P20 steel molds last 100,000-500,000 shots (good for low-to-medium volume). H13 hardened steel molds last 500,000-2,000,000+ shots (ideal for high-volume production). Proper maintenance can extend these numbers by 50-100%.
How do you choose between two-shot and insert overmolding?
Two-shot overmolding is better for high-volume production (>200,000 parts annually) where quality consistency and bond strength are critical. Insert overmolding is better for lower volumes (10,000-200,000 parts) where tooling cost is a major concern or when using metal inserts. The cost crossover point varies but is typically around 200,000-300,000 parts depending on part complexity.
What is cavity balance and why is it important?
Cavity balance is the design and tuning of the mold runner system to deliver equal melt volume, temperature, and pressure to all cavities simultaneously. Poor cavity balance causes variations in part weight, dimensions, and cosmetic quality between cavities. Multi-cavity molds require careful runner design and often use simulation software like Moldflow to achieve balance before machining.
How many cavities can a mold have?
Theoretically unlimited, but practical limits exist. Small parts like bottle caps often use 64-128 cavity molds. Medium-sized parts typically use 4-16 cavities. Large parts may be limited to 1-2 cavities due to machine clamping force and shot capacity constraints. The cavity count must balance production needs against mold complexity, maintenance requirements, and cavity balance challenges.
Резюме

Injection mold types — single-cavity, multi-cavity, family, stack, and overmolding — each serve specific production needs. Single-cavity molds offer flexibility, precision, and lower tooling costs for prototypes and low-volume production. Multi-cavity molds deliver dramatically lower per-part costs for high-volume runs when designed with proper cavity balance. Family molds efficiently produce related parts in one tool, while stack molds double output without increasing machine footprint. Overmolding enables multi-material parts with integrated bonds through two-shot or insert molding processes.
The key to successful mold type selection is matching your production volume, part complexity, quality requirements, and budget to the appropriate mold type. At ZetarMold, we’ve seen projects succeed and fail based on this foundational decision. Investing time upfront to analyze these factors — and consulting with experienced mold engineers — ensures your tooling delivers both quality parts and favorable economics across the product’s entire lifecycle.
-
Injection molding is a manufacturing process where molten thermoplastic material is injected under high pressure into a closed mold cavity, cooled to solidify into the desired shape, and then ejected as a finished part using the mold’s ejection system. ↩
-
Precision injection molding is a specialized injection molding process that achieves tight dimensional tolerances (typically ±0.05mm or better) through optimized mold design, controlled process parameters, and high-quality tooling materials, often used for medical, aerospace, and optical applications. ↩
-
Runner system in injection molding refers to the network of channels that deliver molten plastic from the machine nozzle to each mold cavity, designed to fill all cavities simultaneously with balanced flow and minimal pressure loss. ↩
-
Tie-layers in overmolding are specialized adhesive materials or surface treatments applied between dissimilar plastics to create a chemical bond where the base materials would otherwise be incompatible, enabling strong multi-material part construction. ↩







