 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Formowanie wtryskowe jest świetnym procesem produkcyjnym do tworzenia pięknych szybkich prototypów i plastikowych części formowanych wtryskowo. Jednak bez ścisłego systemu kontroli procesu produkcyjnego, części formowane z tworzyw sztucznych mogą wykazywać wady, takie jak ślady zatopienia.

Czym więc są znaczniki zlewu w formowanie wtryskowe? Dlaczego tak się dzieje i jak producent może temu zapobiec? Czytaj dalej, aby poznać odpowiedzi na te pytania i ważne informacje, które musisz wiedzieć o znacznikach zlewu.
Czym są ślady zatopienia w formowaniu wtryskowym?
Ślad zapadnięcia to wada na powierzchni części formowanych wtryskowo, która zmienia się wraz z grubością ścianki. Innymi słowy, ślady zapadania występują w grubszych częściach formowanej części, a wada ta wygląda bardziej jak wgłębienie lub rowek na jej powierzchni.

Im grubsza część produktu, tym więcej części zawiera. Ponadto te grubsze obszary wydłużają czas chłodzenia. W przeciwieństwie do tego, zewnętrzna część plastikowej części, która styka się ze stalą formy, zwykle chłodzi się bardzo szybko.

Zatem różnica w czasie chłodzenia między zewnętrzną i wewnętrzną częścią wypraski powoduje wadę. W jaki sposób? Gdy cząsteczki w grubszej części części zaczynają się ochładzać, kurczą się, powodując kurczenie się części zewnętrznej do wewnątrz, tworząc ślad zapadnięcia. Jeśli jednak część zewnętrzna jest wystarczająco mocna, skurcz spowoduje powstanie pustych przestrzeni.

Widoczność zlewu zależy od jego głębokości, koloru i tekstury produktu. Należy jednak pamiętać, że małe ślady zlewu są często widoczne, ponieważ są w stanie odbijać światło w różnych kierunkach.
Przyczyny i środki zaradcze w przypadku śladów po formowaniu wtryskowym tworzyw sztucznych
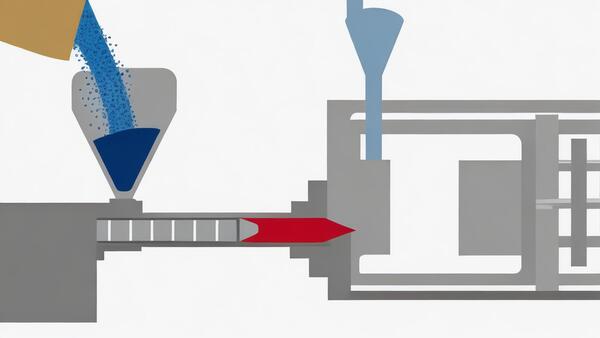
Podczas produkcji części metodą formowania wtryskowego roztopiony materiał jest wtryskiwany do formy. Materiał stygnie i zmienia się w wybraną część. Następnie należy ją wyjąć.

Ślady zatopienia w formowaniu wtryskowym zwykle występują, gdy formowana część jest zbyt gruba dla używanej żywicy. Istnieją jednak inne powody powstawania śladów zatopienia. Przyjrzyjmy się, co je powoduje i jak zmniejszyć ślady zapadania się w formowaniu wtryskowym.
Nieprawidłowa temperatura topnienia
Używanie niewłaściwych temperatur podczas topienia żywicy może powodować ślady zapadania się na powierzchni gotowego plastiku. Zazwyczaj ślady zacieków są spowodowane niską temperaturą wkładki, a jeśli tak jest, zwiększenie temperatury może rozwiązać te problemy.
Aby tego uniknąć, należy ustawić temperaturę stopionej żywicy w zakresie zalecanym przez producenta. Przed wstrzyknięciem żywicy do formy należy sprawdzić temperaturę topnienia.
Krótki czas utrzymywania
Jeśli czas wstrzymania jest zbyt krótki, może to również spowodować wgłębienia na powierzchni części. W idealnej sytuacji czasy pakowania i przytrzymania powinny być długie. Zapewnia to, że brama części jest odpowiednio uszczelniona, co zapobiega przepływowi żywicy z tworzywa sztucznego do lub z gniazda formy. Jeśli brama nie jest prawidłowo uszczelniona, żywica z tworzywa sztucznego wypłynie z wnęki, gdy jest nieruchoma.

Aby uniknąć śladów zatopienia, po wypełnieniu formy należy przytrzymać ją wystarczająco długo, aby upewnić się, że brama zestaliła się. Pomoże to zapobiec wypływaniu stopionego materiału z formy, zapobiegając w ten sposób zatopieniu. Innymi słowy, tam gdzie występują ślady lub wgłębienia w pobliżu bramy, wydłużenie czasu przytrzymania pomoże je wyeliminować.
Żebro jest zbyt grube
Gdy żebro jest grubsze, połączenie żebra i głównej grubości ścianki jest również grubsze. Tworzywo sztuczne jest skoncentrowane w tym miejscu. Podczas chłodzenia najpierw zestala się powierzchnia żebra i głównej, grubszej części ścianki. Środek połączenia żebra i głównej grubości ścianki pozostaje stopiony.

Tworzywo, które zestala się później, kurczy się na tworzywie, które zestala się jako pierwsze, i wywiera siłę ssącą na otaczające je tworzywo. Jeśli jakieś miejsce ma słabszą warstwę krzepnącą (zwykle na powierzchni formy przeciwnej do żebra), powierzchnia może zapaść się w zagłębienie.
Ślady zapadania mogą być spowodowane właściwościami materiału, ciśnieniem trzymania i odległością od bramki. Czasami grubość żebra powinna wynosić 50% grubości głównej ścianki lub nawet być cieńsza. Ocena ludzkiego doświadczenia jest czasami niedokładna.

Zaleca się przeanalizowanie go za pomocą analizy przepływu formy CAE. Ryzyko można przewidzieć na podstawie wskaźnika skurczu analizy przepływu formy, aby zrozumieć wpływ różnych grubości żeber na skurcz. Ryzyko skurczu można również przewidzieć w ten sam sposób dla pozycji kolumny i narożnika produktu.
Rozmiar bieżni i bramy
Prowadnica i brama są zbyt małe, a opór przepływu materiału jest zbyt duży. Jeśli ciśnienie wtrysku i ciśnienie nie są wystarczające, wnęka formy nie może być wypełniona gęstym materiałem, a gęstość stopu jest niewielka, co może łatwo spowodować wgłębienie powierzchni i ślady skurczu.

Niektóre produkty mają nierównomierny lokalny przepływ kleju lub zbyt małe kanały przepływu, co może również powodować duży opór przepływu materiału i niewystarczające lokalne ciśnienie, a prawdopodobieństwo wystąpienia śladów skurczu również wzrośnie. Sugeruję użycie oprogramowania CAE do analizy przepływu w formie, aby przeanalizować przepływ materiału i ciśnienie przed zaprojektowaniem formy i zasymulować proces napełniania.
Oprogramowanie zapewni rozsądne dane, które pomogą nam rozsądnie zaprojektować rozmiar prowadnicy i bramy oraz przeanalizować obszar, w którym struktura produktu utrudnia przepływ. Zmodyfikuj produkt zgodnie z wynikami analizy, aby w pełni zapobiec kurczeniu się powierzchni produktu.

Wysoka temperatura formy
Wpływ temperatury formy na ślady skurczu lub otwory skurczowe jest względny. Gdy temperatura formy jest zbyt niska, warstwa powierzchniowa części ma tendencję do kondensacji i gęstnienia, grubość warstwy rdzenia jest stosunkowo zmniejszona, kanał utrzymujący ciśnienie i skurcz jest zwężony, a dalszy koniec części nie może uzyskać wystarczającego skurczu, tworząc ślady skurczu lub otwory skurczowe;
Niska temperatura formy powoduje również, że system wlewowy, zwłaszcza wlew, łatwo zamarza, a część nie uzyskuje wystarczającego ciśnienia trzymania i skurczu, co również powoduje wgłębienia skurczowe lub ślady skurczu.
Gdy temperatura formy jest zbyt wysoka, wydajność chłodzenia formy jest niska, a chłodzenie powolne. Ze względu na długi czas chłodzenia, skurcz jest również większy. Jeśli nie ma wystarczającego ciśnienia trzymania i skurczu, łatwo jest spowodować ślady skurczu lub wgłębienia skurczowe.
Ustawienie zbyt wysokiej temperatury może uniemożliwić prawidłowe i terminowe uszczelnienie bramy. Aby rozwiązać ten problem, należy użyć właściwego zakresu temperatury formy i zapewnić prawidłowy rurociąg.

Niewłaściwe ciśnienie trzymania lub ciśnienie trzymania
Inną przyczyną wgnieceń w formowanych częściach jest niewłaściwy rozkład nacisku. Innymi słowy, zastosowanie odpowiedniej siły docisku do różnych części produktu pomaga zachować jego kształt.
Aby uniknąć zapadania się lub wypaczania, typowy zakres ciśnienia we wnęce wynosi od 8 000 do 15 000 psi. Zasadą jest, że ciśnienie trzymania lub pakowania powinno wynosić 50-70% ciśnienia wtrysku.

Najlepszym sposobem wywierania nacisku jest pomiar grubości. Tak więc grubsze części formy wymagają więcej plastiku i nacisku, aby utrzymać kształt niż cieńsze części.
Ponieważ wada ta jest spowodowana kurczeniem się żywicy plastikowej i innych materiałów w grubym obszarze podczas procesu suszenia, umieszczenie wystarczającej ilości plastiku w grubym obszarze pod odpowiednim ciśnieniem może pomóc wyeliminować tę wadę.

Uszkodzenie zaworu zwrotnego maszyny do formowania wtryskowego
Technicy zajmujący się formowaniem wtryskowym wiedzą, że zawór zwrotny na formowanie wtryskowe Maszyna ma zapobiegać cofaniu się stopionego tworzywa sztucznego przed ślimakiem w rurze materiałowej podczas wtrysku i utrzymywania ciśnienia.
Jeśli zawór zwrotny wtryskarki jest zużyty i pęknięty podczas długotrwałego użytkowania, poważne uszkodzenie spowoduje przepływ tworzywa sztucznego z powrotem przez szczelinę, bufor i ciśnienie utrzymujące zostaną zmniejszone lub znikną, a produkt łatwo spowoduje obniżenie skurczu.

Należy więc często sprawdzać, konserwować i czyścić urządzenie. Ponadto należy utrzymywać plastikowe granulki w czystości i wolne od zanieczyszczeń, zwłaszcza wtórne materiały pochodzące z recyklingu nigdy nie powinny być mieszane z twardymi przedmiotami, takimi jak ostrza i ścinki żelaza. W przypadku stwierdzenia jakichkolwiek poważnych usterek, należy je natychmiast wymienić.
Temperatura cylindra wtryskarki jest zbyt wysoka
Jeśli temperatura formowanie wtryskowe zbyt wysoka, gęstość stopionego materiału zmniejszy się. Gdy produkt ostygnie, stopiony materiał stykający się z powierzchnią formy najpierw zestali się, tworząc warstwę kondensacyjną. Tworzywo sztuczne zmniejsza swoją objętość, powodując zmniejszenie gęstości stopu w środku wnęki.

Gdy rdzeń krzepnie powoli, w jego środku tworzy się pusta przestrzeń. Wewnętrzna ściana pustej przestrzeni utworzy naprężenie skurczowe. Jeśli wytrzymałość powierzchniowej warstwy krzepnięcia nie jest wystarczająca, powierzchnia produktu zostanie zagłębiona do wewnątrz, tworząc ślad skurczu.
Metodą poprawy jest ustawienie rozsądnej temperatury beczki. W zakresie dozwolonym przez materiał, staraj się nie używać wartości ekstremalnych tak bardzo, jak to możliwe, co może skutecznie zmniejszyć prawdopodobieństwo skurczu produktu. Analiza przepływu formy CAE może również analizować rozsądne wartości odniesienia, aby z wyprzedzeniem zapobiegać powstawaniu śladów skurczu w produkcie.

Liczba i położenie wrót formy nie zostały zaprojektowane w rozsądny sposób
Pozycja i liczba bramek może również powodować ślady skurczu na produkcie. Oto parametr, który można udostępnić współpracownikom. Współczynnik długości przepływu materiału to stosunek długości przepływu materiału do grubości głównej ścianki produktu. Jest to dla nas ważna wartość odniesienia przy projektowaniu liczby i położenia bramek.
Należy zwrócić na to szczególną uwagę. Wartość referencyjną tych danych można znaleźć w zwykłej tabeli właściwości materiału, aby ocenić płynność materiału. Jeśli nieuzasadniona liczba i lokalizacja zasuw spowoduje, że stosunek długości przepływu materiału będzie zbyt duży, spowoduje to zbyt duży opór przepływu.
Jeśli ciśnienie wtrysku nie jest wystarczające, wnęka formy nie może być wypełniona gęstym materiałem, gęstość stopu jest niska, a prawdopodobieństwo obniżenia skurczu produktu jest wysokie.
Wielu starych formierów projektuje pozycję i liczbę bramek w oparciu o doświadczenie. Myślę, że obecnie nie zaleca się całkowitego polegania na doświadczeniu. Wyniki analizy symulacji komputerowej CAE mogą zapewnić nam, projektantom form, bardzo dokładne dane referencyjne.

Analiza przepływu w formie może kompleksowo analizować właściwości materiału, strukturę produktu, temperaturę formy, chłodzenie wodą itp. w celu uzyskania dokładniejszych wyników. Projektanci form muszą nauczyć się korzystać z narzędzi analizy naukowej, aby zmniejszyć liczbę błędów w projektowaniu form.
Zbyt krótki czas chłodzenia produktu
Jeśli czas chłodzenia produktu nie jest wystarczający, warstwa kondensacyjna na powierzchni produktu będzie zbyt cienka, a sztywność będzie niewystarczająca, aby wytrzymać naprężenia spowodowane kurczeniem się wewnętrznego stopu, co z łatwością utworzy wgłębienia skurczowe na powierzchni produktu.

Sposób ustawienia czasu chłodzenia może odnosić się do zalecanych wartości dostarczonych przez analizę przepływu formy CAE i tabelę właściwości materiału.
Ilu regulatorów maszyn spojrzało na tabelę właściwości materiału przed regulacją maszyny? Podczas regulacji maszyny należy ustawić czas chłodzenia w oparciu o zalecaną wartość z analizy i skrócić czas chłodzenia tak bardzo, jak to możliwe w dopuszczalnym zakresie jakości powierzchni produktu, aby skrócić cykl formowania.

Aby zredukować zapadnięcia podczas cyklu formowania wtryskowego, producenci powinni zoptymalizować czas chłodzenia i ustawienia ciśnienia utrzymywania, aby zapewnić równomierne chłodzenie części z tworzywa sztucznego podczas całego procesu formowania.
Niewłaściwa geometria części
Jeśli geometria części i projekt formy nie są prawidłowe, można również uzyskać ślady zapadnięć. Ważne jest, aby wiedzieć, że najczęstszymi miejscami, w których pojawiają się ślady zapadnięć, są żebra i występy.
Wnioski
Wady produktów mają wiele przyczyn. Musimy wziąć pod uwagę projekt produktu, projekt formy i proces formowania wtryskowego. Musimy przeanalizować i znaleźć przyczynę problemu. Musimy wziąć pod uwagę koszty, wydajność i jakość produktu. Czasami nie jesteśmy w stanie spełnić wszystkich wymagań. Musimy rozważyć i obliczyć oraz dokonać rozsądnych kompromisów.
Zasada działania form Zetar jest następująca: priorytetem są te, które można ulepszyć poprzez strukturę produktu, co jest pierwszym wyborem. Jeśli naprawdę nie jest to możliwe, zostanie to poprawione poprzez zaprojektowanie formy. Nawet jeśli koszt formy zostanie zwiększony, nie należy pozostawiać tego problemu regulacji formowania wtryskowego.

Ponieważ wzrost kosztów formy jest jednorazowy, a koszt formowania wtryskowego jest długoterminowy i na dużą skalę, oraz formowanie wtryskowe dokonuje jedynie rozsądnych, niewielkich korekt. Dlatego też rozważenie problemu wymaga systematycznej analizy, starannych obliczeń i rozsądnych kompromisów, aby być dobrym technikiem odlewniczym.







