 Przejdź do treści
Przejdź do treści 

Wzmocnienie jest istotną częścią części z tworzyw sztucznych. Wzmocnienie jest skuteczne jako kształt "I", zwiększając sztywność i wytrzymałość produktu bez znacznego zwiększania jego powierzchni, ale bez kształtu "I" odwrócona struktura byłaby trudna do formowania, szczególnie w przypadku produktów z tworzyw sztucznych, które często podlegają naciskowi, momentowi obrotowemu i zginaniu.
Ponadto wzmocnienie może również działać jako wewnętrzna prowadnica, aby pomóc wypełnić forma wtryskowa wgłębienie, które jest bardzo przydatne w ułatwianiu przepływu tworzywa sztucznego do odgałęzionej części części.
Wzmocnienie jest zazwyczaj umieszczane po bezkontaktowej stronie produktu z tworzywa sztucznego, a jego kierunek rozciągania powinien być zgodny z kierunkiem maksymalnego naprężenia i maksymalnego ugięcia produktu. Umiejscowienie wzmocnienia podlega również pewnym względom produkcyjnym, takim jak wypełnienie wnęki, skurcz i rozformowanie.
Długość wzmocnienia może być taka sama jak długość produktu, z oboma końcami przymocowanymi do zewnętrznej ściany produktu lub może zajmować tylko część produktu, aby częściowo zwiększyć sztywność części produktu.
Jeśli wzmocnienie nie jest przymocowane do zewnętrznej ściany produktu, sekcja końcowa nie powinna być gwałtownie zakończona, ale powinna być stopniowo zmniejszana aż do jej ukończenia, zmniejszając w ten sposób problemy z uwięzieniem powietrza, niedopełnieniem i śladami przypalenia, które często występują w niedostatecznie wentylowanych lub zamkniętych lokalizacjach.
Najprostszym kształtem zbrojenia jest prostokątna kolumna przymocowana do powierzchni produktu, ale aby spełnić niektóre wymagania produkcyjne lub strukturalne, kształt i rozmiar zbrojenia muszą zostać zmienione.
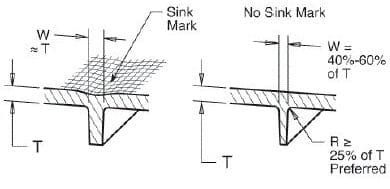
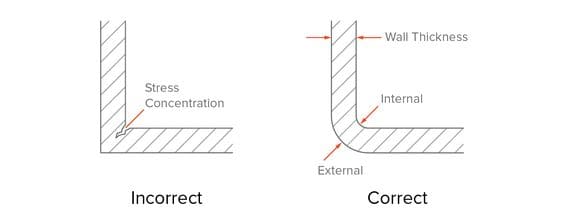
Dno wzmocnienia musi być zaokrąglone, aby wyeliminować nadmierną koncentrację naprężeń. Zaokrąglone ostre rogi nadają również kanałowi przepływowemu stopniowy kształt, dzięki czemu wnęka wypełnia się płynniej.
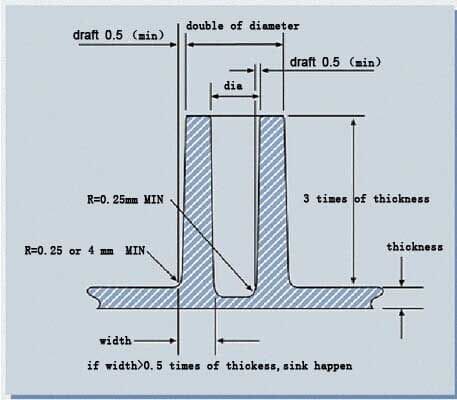
Jeśli szerokość dolnej części wzmocnienia zostanie zmniejszona o połowę w stosunku do grubości produktu (rysunek b), wzrost grubości w stosunku do pozycji zostanie zmniejszony do około 20%, a ryzyko skurczu zostanie znacznie zmniejszone.
Prowadzi to do zastosowania dwóch lub więcej krótkich prętów zbrojeniowych niż użycie pojedynczego wysokiego pręta zbrojeniowego, ale w przypadku zastosowania wielu prętów zbrojeniowych odległość między prętami zbrojeniowymi musi być większa niż grubość sąsiedniej ściany zewnętrznej.
Kształt prętów zbrojeniowych jest ogólnie cienki i długi, a ogólna konstrukcja prętów zbrojeniowych ilustruje podstawowe zasady projektowania prętów zbrojeniowych.
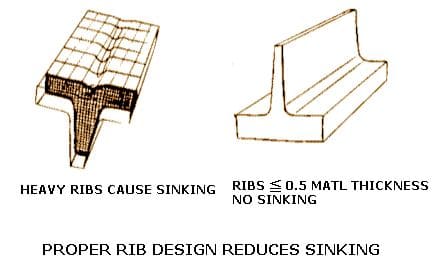
Należy pamiętać, że zbyt grube zbrojenie może powodować powstawanie rys skurczowych, wgłębień, odkształceń, uszczypnięć i innych problemów, co również wydłuży cykl produkcyjny i zwiększy koszty produkcji.

Rola wzmocnienia z tworzywa sztucznego
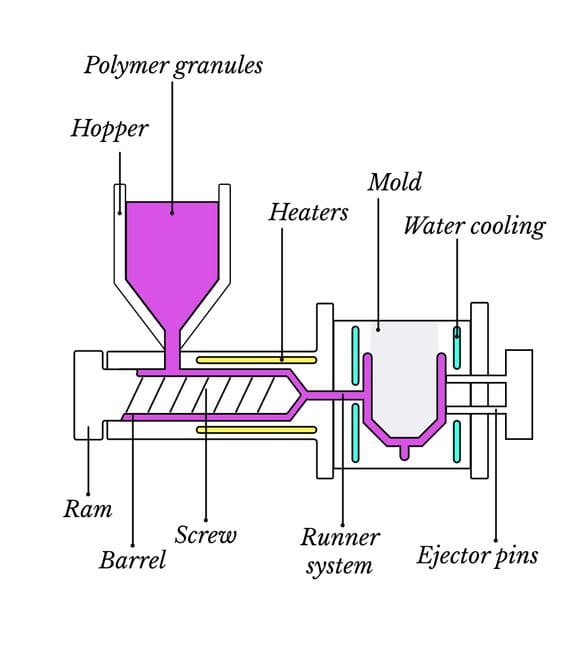
Wzmocnienie jest nieodzowną częścią funkcji formowanych wtryskowo części z tworzyw sztucznych.
(1) Zwiększenie wytrzymałości i sztywności produktu bez zwiększania grubości ścianki produktu z tworzywa sztucznego, aby uniknąć marnowania plastiku w produkcie. formowanie wtryskowe proces, zwiększyć wagę i obniżyć koszty.
(2) Może powstrzymać zniekształcenia i deformacje produktów spowodowane nierównomierną siłą spowodowaną różnicą grubości ścianek plastikowych butelek.
(3) Ułatwiają działanie stopionego tworzywa sztucznego i zapewniają kanały do wypełniania stopu w niektórych cienkich ściankach części formowane wtryskowo z tworzyw sztucznych plastikowego korpusu butelki.
Czynniki, które należy wziąć pod uwagę przy projektowaniu wzmocnienia z tworzywa sztucznego
(1) Konstrukcja wzmocnienia jest również związana z zastosowanym tworzywem sztucznym. Z punktu widzenia produkcji, właściwości fizyczne materiału, takie jak lepkość stopu i skurcz, mają znaczący wpływ na projekt wzmocnienia.
(2) Właściwości pełzania tworzywa sztucznego są również ważnym czynnikiem z konstrukcyjnego punktu widzenia. Na przykład, z punktu widzenia produkcji, wysokość zbrojenia jest ograniczona przez przepływ stopu i charakterystykę wyrzutu (skurcz, współczynnik tarcia i stabilność).
(3) Zwiększenie kąta wyjścia długiego wzmocnienia ogólnie pomaga w wyrzucaniu produktu, jednak gdy kąt wyjścia wzrasta, a szerokość dna pozostaje taka sama, sztywność, wytrzymałość i obszar wyrzucania produktu są zmniejszone.
Problem zmniejszonego obszaru wyrzutu można rozwiązać poprzez dodanie kilku wypustek do części wzmacniającej produktu lub użycie droższych płaskich trzpieni wyrzutnika, a polerowanie w kierunku wyrzutu również pomoże w łatwym wyrzucaniu produktu.
(4) Z konstrukcyjnego punktu widzenia, głębsze wzmocnienie może zwiększyć sztywność i wytrzymałość produktu bez znaczącego wzrostu wagi, ale jednocześnie wzrasta naprężenie zginające w najwyższych i najniższych punktach produktu, projektant produktu musi obliczyć i upewnić się, że naprężenie zginające w tej części nie przekroczy dopuszczalnego zakresu.
(5) Z punktu widzenia produkcji lepiej jest użyć dużej liczby krótkich i wąskich prętów zbrojeniowych niż kilku głębokich i szerokich prętów zbrojeniowych.
(6) Gdy produkcja form (szczególnie w przypadku form z płytami ręcznymi): szerokość (i ewentualnie głębokość) oraz kilka usztywnień należy pozostawić w jak największym stopniu, aby można je było odpowiednio zwiększyć, gdy sztywność i wytrzymałość produktu okażą się niewystarczające podczas testowania formy, ponieważ łatwiej i taniej jest usunąć stal z formy niż stosować metody takie jak spawanie lub dodawanie wkładek w celu zwiększenia stali.
Punkty projektowe dla różnych materiałów
ABS
Aby zmniejszyć skurcz na głównych powierzchniach komponentów, grubość żeber nie powinna przekraczać 50% grubości przecinającej się gumy i do 70% grubości żeber na niektórych nieokreślonych powierzchniach. W cienkich plastikowych elementach z pianki strukturalnej żebro może osiągnąć 80% grubości przecinającego się materiału. Grube gumowe żebra mogą osiągnąć 100%.
Wysokość żeber nie powinna być większa niż trzykrotna grubość kleju. W przypadku więcej niż dwóch żeber, odległość między żebrami nie powinna być mniejsza niż dwukrotna grubość gumy. Kąt wyjścia żeber powinien znajdować się między jedną stroną a drugą, aby ułatwić uwalnianie.
PA
Wysokość poszczególnych żeber nie powinna być trzykrotnie lub więcej większa niż grubość dolnej części żeber. Za każdym z żeber powinny znajdować się małe żebra lub rowki, ponieważ żebra spowodują wgłębienia na tylnej stronie podczas chłodzenia.

PBT
W miarę możliwości unika się grubych żeber, aby uniknąć pęcherzyków powietrza, skurczów i koncentracji naprężeń. Rozważanym sposobem jest ograniczenie rozmiaru żeber. Grubość żeber nie powinna przekraczać 60% grubości ścianki poniżej 3,2 mm (1/8 cala). Żebra o grubości ścianki większej niż 3,2 mm nie powinny przekraczać 40%.
Wysokość żebra nie powinna przekraczać 3-krotności grubości kości. Żebra są połączone ze ścianą ze stopionego tworzywa sztucznego za pomocą 0,5 mm (0,02 cala) R po obu stronach, aby umożliwić płynny przepływ tworzywa sztucznego i zmniejszyć naprężenia wewnętrzne.
PC
Ogólna zalecana grubość żeber zależy od przepływu tworzywa sztucznego i grubości ścianki. Konstrukcję żeber PC można zobaczyć na poniższym rysunku dla żeber PS.
PS
Grubość żeber nie powinna przekraczać 50% grubości ścianki złącza. Doświadczenie mówi nam, że naruszenie powyższych wytycznych spowoduje niejednolity połysk na powierzchni.
ZASILACZ
RIBS może zwiększyć udarność produktu i osiągnąć skuteczne wyniki przy najbardziej ekonomicznych kosztach. Zły projekt może skutkować śladami skurczu i niepożądaną udarnością.

Punkty konstrukcyjne wzmocnienia
(1) Zastąpić pojedyncze wzmocnienie pojedynczym wzmocnieniem o większej wysokości z niższą wysokością i nieco większą liczbą prętów, aby uniknąć wgłębienia powierzchni, gdy spód grubych prętów ochładza się i kurczy. Gdy tylna część ścięgien wykazuje wgłębienie wpływające na estetykę, można zastosować dekoracyjną konstrukcję żebra wzmacniającego.
(2) Kierunek ułożenia cięgien powinien być taki sam jak kierunek napełniania stopionego materiału.
(3) Korzeń ścięgna z zaokrąglonym przejściem, aby uniknąć działania siły zewnętrznej podczas koncentracji naprężeń i zniszczenia. Jednak zbyt duży promień zaokrąglenia korzenia spowoduje depresję.
(4) Zasadniczo nie należy umieszczać żadnych części na ścięgnach.
(5) Wypustki umieszczone na wewnętrznej ściance plastikowej butelki nie powinny znajdować się zbyt blisko wewnętrznej ścianki, aby uniknąć niewystarczającego wypełnienia stopionego materiału w części wypustek w celu zwiększenia zastosowania ścięgien w celu uniknięcia deformacji produktu i zwiększenia sztywności plastikowej butelki.
Zasady projektowania wzmocnień:
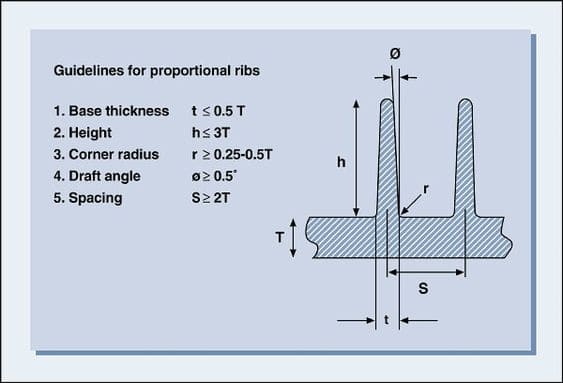
(1) Grubość zbrojenia powinna być mniejsza niż jednolita grubość ścianki wzmacnianego produktu, aby zapobiec wgłębieniu na połączeniu.
(2) Wysokość zbrojenia nie powinna być zbyt duża, w przeciwnym razie zbrojenie zostanie uszkodzone przez siłę i zmniejszy jego sztywność. Aby zwiększyć sztywność produktu, należy zwiększyć liczbę prętów zbrojeniowych, a nie ich wysokość.
(3) Nachylenie prętów wzmacniających może być większe i ogólnie powinno być większe niż 1,5 °, aby uniknąć obrażeń górnych, aby ułatwić uwalnianie formy.
(4) Wiele prętów zbrojeniowych powinno być odpowiednio rozmieszczonych i rozłożonych w celu zmniejszenia nierównomiernego skurczu.
(5) Ogólnie rzecz biorąc, wzmocnienie jest dodawane do kości skośnej, celem jest uniknięcie uwięzionego powietrza, sprzyjającego formowanie wtryskowe tworzyw sztucznych i siłę.
Rozmieszczenie prętów zbrojeniowych
Istnieją następujące kształty prętów zbrojeniowych: pręt, studnia, widelec, wachlarz, okrąg lub kształt zintegrowany
Kształt paska
Powłoka może być zaprojektowana na obszarze pręta wzmacniającego jest niewielka i nie musi przenosić dużego obciążenia, tylko w celu zwiększenia wytrzymałości pojedynczej powłoki, pręty wzmacniające nie są zbyt gęste, jeden ma wpływ na wytrzymałość formy, jeden jest łatwy do przyklejenia po formie po wyjęciu z formy.
Ogólnie rzecz biorąc, odstępy między zbrojeniem są zaprojektowane tak, aby wzmocnić stałą grubość ścianki skorupy w miejscu zbrojenia 3 razy i więcej, wysokość zbrojenia zgodnie z rzeczywistymi potrzebami produktu i projektem, nie ma absolutu, aby być niższym niż ile, w zależności od formy ma przejść cięcie linii lub wykonać łączenie bloków.
Jednak w przypadku spełnienia potrzeb konstrukcyjnych produktu, im niższa wysokość wzmocnienia, tym lepsze wzmocnienie kolumny śrubowej, ponieważ po wzmocnieniu następuje kolumna śrubowa.
Dlatego wysokość pręta zbrojeniowego może być zaprojektowana znacznie wyżej niż zwykły pręt zbrojeniowy, specyficzny projekt konstrukcyjny pręta zbrojeniowego kolumny śrubowej, wprowadzony do projektu konstrukcyjnego wysokości pręta zbrojeniowego kolumny śrubowej jest zbyt wysoki, ma kilka problemów.

Problemy z formowaniem
Im wyższa wysokość zbrojenia, tym trudniej jest odtworzyć pełny klej, ogólna konstrukcja zbrojenia nie jest zaprojektowana, a grubość materiału skorupy jest gruba, grubość zbrojenia można zwiększyć lub zmniejszyć w zależności od rzeczywistych potrzeb produktu.
Problem poza formą: im wyższa wysokość wzmocnienia, tym większe prawdopodobieństwo, że przyklei się ono po wyjściu z formy.
Problem z wytrzymałością: im wyższa wysokość wzmocnienia, tym cieńsza górna część gumowej końcówki, tym niższa wytrzymałość.
Dobrze wyprofilowany, w kształcie widelca
Powłoka może być zaprojektowana z dużym obszarem wzmocnienia i musi wytrzymywać duże obciążenia.
Wachlarzowaty, okrągły
Powłoka może być zaprojektowana tak, aby obszar wzmocnienia był duży, w kształcie wachlarza, a okrągłe obciążenie jest punktem środkowym dla najsilniejszego punktu siły, dobrze ukształtowanego i widlastego obciążenia dla jednolitego punktu siły.
Zintegrowany kształt
Ponieważ wzmocnienie w kształcie studni i widelca jest zbyt grube w części poprzecznej ze względu na grubość materiału, istnieje ryzyko wad wgłębień na powierzchni skorupy, co wpływa na wygląd, więc okrągłe wzmocnienie jest dodawane do projektu, aby utworzyć kompleksowy rodzaj wzmocnienia.
Ponieważ liczba wzmocnień w kształcie studni i widelca jest zbyt duża, produkt będzie łatwo przyklejał się do tylnej formy, po dodaniu okrągłego wzmocnienia można go wyrzucić za pomocą trzpienia strzykawki, co pozwala uniknąć sytuacji lepkiej formy lub może być rozumiane jako takie.
Konieczne jest dodanie pewnej liczby kolumn w pozycji gęstego zbrojenia, aby pomóc produktowi wydostać się z formy, zwłaszcza gdy wysokość zbrojenia jest stosunkowo wysoka.
Podsumowanie
Podczas projektowania produktu, zoptymalizuj projekt wzmocnienia produktu zgodnie z powyższymi zasadami projektowania wzmocnienia, rola wzmocnienia produktu nie tylko może poprawić wytrzymałość i sztywność produktów z tworzyw sztucznych, zmniejszyć zjawisko skręcania, ale także może formowanie tworzyw sztucznych łatwe do wypełnienia forma wtryskowa wgłębienie, do optymalnego projektu produktu i najbardziej ekonomicznego sposobu realizacji projektu produktu.







