 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Ślimak wtryskarki jest kluczowym elementem w procesie formowania wtryskowego. Odpowiada za topienie, mieszanie i ściskanie tworzywa sztucznego. W tym artykule omówimy rolę ślimaka w maszynie do formowania wtryskowego.
Czym są śruby do formowania wtryskowego?
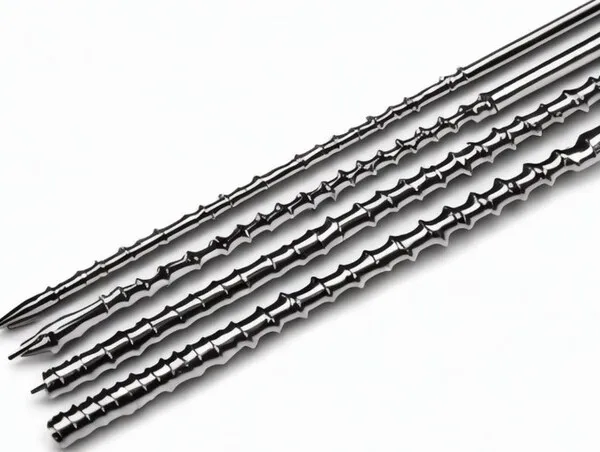
The formowanie wtryskowe Ślimak jest bardzo ważną częścią wtryskarki. Pełni on funkcje przenoszenia, zagęszczania, topienia, mieszania i zwiększania ciśnienia tworzywa sztucznego. Wszystko to odbywa się poprzez obrót ślimaka w cylindrze.

Gdy śruba się obraca, tworzywo sztuczne ociera się i ślizga o wnętrze cylindra, dno gwintu śruby, krawędź dociskową śruby i między tworzywami sztucznymi. Plastik przesuwa się do przodu z powodu wszystkich tych ruchów, a ciepło z tarcia jest również pochłaniane przez plastik, co powoduje, że plastik jest gorętszy i topi się.
Jakie są różnice między śrubami wtryskarki?
Ślimak jest bardzo ważną częścią wtryskarki, odpowiedzialną za przenoszenie, zagęszczanie, topienie, mieszanie i zwiększanie ciśnienia tworzywa sztucznego podczas produkcji.

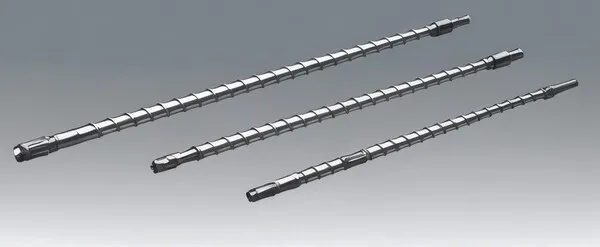
Śruby do wtryskarek można podzielić na trzy typy: stopniowe, nagłe i uniwersalne. Te trzy typy śrub mają swoje własne kształty i funkcje. Stopniowa śruba jest używana głównie do przetwarzania niekrystalicznych tworzyw sztucznych o szerokim zakresie temperatur mięknienia i wysokiej lepkości.
Szybki ślimak jest używany głównie do przetwarzania tworzyw sztucznych, które są krystaliczne i mają wyraźną lepkość i temperaturę topnienia; ogólny ślimak jest używany głównie do przetwarzania tworzyw sztucznych, które są krystaliczne i niekrystaliczne.

Śruba jest najważniejszą częścią wtryskarki. Można go podzielić na różne typy w zależności od różnych funkcji i wymagań.
Klasyfikacja według funkcji
W zależności od funkcji, ślimak plastyfikujący można podzielić na cztery strefy, którymi są strefa przenoszenia substancji stałych, strefa opóźnienia topienia, strefa roztworu substancji stałych i strefa przenoszenia stopionego materiału.

Ślimaki w tych czterech obszarach działają niezależnie, ale także współpracują ze sobą. Ślimak w obszarze transportu materiałów stałych jest połączony z lejem zasypowym, aby przesuwać tworzywo sztuczne do przodu wraz ze wzrostem temperatury.
Śruba w strefie opóźnienia topnienia sprawia, że zol gromadzi się w rowku śruby, tworząc basen topnienia. Śruba w strefie roztworu stałego ma dwie funkcje. Jedną z nich jest pomoc w uplastycznieniu stopionego materiału, a drugą jest transport stopionego tworzywa sztucznego do basenu topnienia.

Śruba w ostatniej strefie topienia pomoże utrzymać tworzywo sztuczne w tej samej temperaturze i zapewni jego płynny przepływ.
Różnicowanie według kształtu geometrycznego
Na podstawie kształtu można go podzielić na trzy części: strefę podawania, strefę kompresji i strefę dozowania. Strefa podawania służy do ustalenia głębokości rowka rowka ślimaka, który służy do popychania plastikowego ciała stałego, aby rozpocząć topienie przed końcem podawania.
Śruba w strefie ściskania to głębokość rowka stożkowego rowka śruby, który może pomóc w topieniu, mieszaniu, ścinaniu i wyciskaniu pod ciśnieniem surowców z tworzyw sztucznych.
Strefa dozowania to stała głębokość rowka ślimaka. Oprócz ściskania tworzywa sztucznego, zapewnia również większy nacisk, aby zapewnić, że tworzywo sztuczne ma jednolitą temperaturę i jest stabilne.
Jaka jest zasada działania ślimaka wtryskarki?
Zasada działania
Śruba wytłaczająca topi materiał podczas ciągłego popychania go i wytwarza dość wysokie ciśnienie w głowicy matrycy, a następnie stale wytłacza produkty przez głowicę matrycy formującej.
Projektując ślimak do wytłaczania, należy wziąć pod uwagę trzy kwestie: ilość tworzywa sztucznego, jaką może on przepchnąć, spójność tego przepływu oraz jakość topienia tworzywa sztucznego.

Ślimak wtryskowy wykonuje dwie czynności: wstępnie uplastycznia materiały stałe i wtryskuje stopione materiały do procesu wtrysku. Nie musi on stale wytłaczać.
Wstępna plastyfikacja ślimaka wtryskowego jest tylko procesem wstępnym. formowanie wtryskowe co nie jest dużym problemem w porównaniu ze ślimakiem do wytłaczania.

Ogrzewanie materiału
Oprócz ciepła generowanego przez efekt ścinania, podobnie jak w przypadku ślimaka wytłaczającego podczas plastyfikacji, wstępnie uplastyczniony materiał w cylindrze wtryskarki jest ogrzewany przez więcej zewnętrznych grzejników, ponieważ pozostaje w cylindrze dłużej.
Ponadto, gdy materiał jest wtryskiwany do formy, przepływa on przez dyszę z dużą prędkością i doświadcza dużego ścinania, które wytwarza ciepło.

W zakresie regulacji ciśnienia plastyfikacji
Podczas produkcji trudno jest zmienić stopień zgniatania plastiku przez ślimak wytłaczający, ale ślimak wtryskowy może zmienić stopień zgniatania plastiku poprzez zmianę ciśnienia wstecznego, dzięki czemu łatwo jest kontrolować stopień zgniatania plastiku.
Pod względem zmiany długości śruby
Podczas wstępnej plastyfikacji ślimak wtryskowy obraca się i cofa, powodując zmianę efektywnej długości roboczej. Ślimak wytłaczający musi mieć stałą temperaturę, stałe ciśnienie, stałą ilość i stale wytłaczać.

Musi on być pozycjonowany i obracany podczas wytłaczania, a efektywna długość robocza ślimaka nie może ulec zmianie.
Pod względem wpływu zdolności plastyfikacji na zdolność produkcyjną
Wydajność uplastyczniania ślimaka wytłaczającego bezpośrednio wpływa na wydajność produkcji, podczas gdy czas wstępnego uplastyczniania ślimaka wtryskowego jest krótszy niż czas chłodzenia produktu w gnieździe formy.

Dlatego też zdolność uplastyczniania ślimaka wtryskowego nie jest głównym czynnikiem wpływającym na wydajność produkcji.
Pod względem struktury łba śruby
Łeb śruby wtryskowej różni się od łba śruby wytłaczającej. Łeb śruby wytłaczającej jest przeważnie okrągły lub tępy, a łeb śruby wtryskowej jest przeważnie spiczasty, a łeb ma specjalną strukturę.

Spiczasty łeb śruby lub łeb śruby z gwintem. Ten typ łba śruby jest używany głównie do przetwarzania materiałów o wysokiej lepkości i słabej stabilności termicznej. Może zapobiegać zjawisku stagnacji rozkładu materiału spowodowanego brudnym wyładowaniem podczas wtrysku.
Jaką funkcję pełni śruba wtryskarki?
Funkcja sekcji transportu ślimakowego
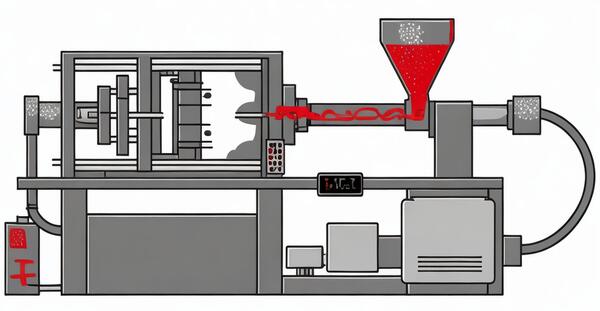
Jednostka wtryskowa odgrywa kluczową rolę we wtryskarce, odpowiadając za wpychanie roztopionego tworzywa sztucznego do gniazda formy w celu uformowania pożądanego produktu końcowego. Część ślimakowa wtryskarki odpowiada za przenoszenie, wpychanie i wstępne podgrzewanie tworzywa sztucznego.

Materiał powinien osiągnąć temperaturę topnienia po przejściu przez sekcję transportową. Zazwyczaj sekcja transportu ślimakowego wynosi około 50% całkowitej długości ślimaka.
Im głębszy rowek ślimaka w sekcji przenoszącej, tym więcej materiału może on przenieść, ale należy upewnić się, że ślimak jest wystarczająco mocny.
Funkcja sekcji ściskania śrubowego
Sekcja sprężania ślimakowego odpowiada za sprężanie, zwiększanie ciśnienia i odprowadzanie tworzywa sztucznego. Po przejściu przez tę sekcję materiał jest prawie całkowicie stopiony, ale nie jest równomiernie wymieszany. Zazwyczaj sekcja ściskania stanowi 20-25% całkowitej długości ślimaka.
W tej części tworzywo sztuczne powoli się topi, a objętość rowka śruby musi powoli się zmniejszać, w przeciwnym razie ciśnienie materiału nie będzie stałe, przenoszenie ciepła będzie powolne, wydech będzie zły, a także spowoduje, że obrabiany przedmiot będzie miał pory.

Współczynnik kompresji śruby to stosunek głębokości ostatniego rowka śruby sekcji podającej do głębokości pierwszego rowka śruby sekcji dozującej. Gdy współczynnik kompresji jest stały, im dłuższa sekcja kompresji śruby, tym mniejsze ciepło ścinania.
Ponadto, jeśli długość sekcji sprężania jest stała, im mniejszy stopień sprężania, tym mniejsze ciepło ścinania. Tak więc struktura sekcji ściskania jest główną rzeczą, która określa wielkość ciepła ścinania.
Zazwyczaj stosuje się śruby o niskiej temperaturze ścinania i współczynniku sprężania 1,8-2,2. Głębokość rowka śruby sekcji dozującej powinna być 0,09-0,1 razy większa od średnicy śruby.
Funkcja sekcji dozowania śrubowego
Sekcja dozująca ślimaka zwykle stanowi około 20-25% całkowitej długości ślimaka i jest głównie odpowiedzialna za równomierne mieszanie tworzywa sztucznego, aby upewnić się, że całe tworzywo sztuczne jest stopione.
Im dłuższa sekcja dozująca, tym lepszy efekt mieszania tworzywa sztucznego. Jeśli jest zbyt długa, stopiony materiał pozostanie zbyt długo i spowoduje rozkład termiczny, a jeśli jest zbyt krótka, temperatura nie będzie równomierna.
Ogólnie rzecz biorąc, kiedy wybieramy formowanie wtryskowe maszyna do przetwarzania produktów, najlepiej, aby masa produktu wynosiła 70%-80% objętości wtrysku.

Jeśli objętość wtrysku jest zbyt duża, stopiony materiał pozostanie w sekcji dozującej przez długi czas. Spowoduje to rozkład materiału pod wpływem ciepła, powstanie porów w produkcie końcowym, a nawet wpłynie na właściwości mechaniczne produktu.
Efekt plastyfikujący
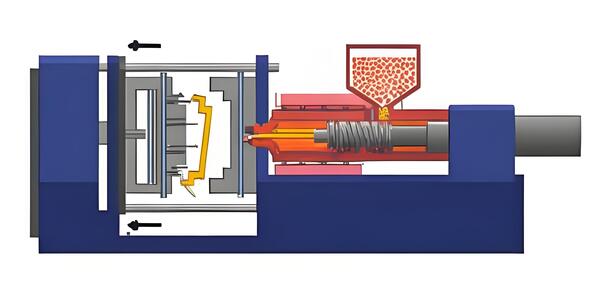
Główną funkcją ślimaka w procesie formowania wtryskowego jest stopienie stałego tworzywa sztucznego za pomocą ciepła, przekształcenie go w stan ciekły i wepchnięcie go bezpośrednio lub pośrednio do gniazda formy w celu wytworzenia produktu.

Tak więc ślimak we wtryskarce nazywany jest plastyfikatorem. Na proces plastyfikacji wpływa wiele czynników, takich jak długość i średnica ślimaka, skok, prędkość itp. Rozsądne dostosowanie tych czynników ma ogromny wpływ na efekt plastyfikacji.
Efekt zwiększania ciśnienia
Śruba we wtryskarce ma za zadanie wepchnięcie stopionego tworzywa sztucznego do gniazda formy. W tym celu śruba we wtryskarce wykorzystuje różne skoki śruby i dysze wysokociśnieniowe w zależności od potrzeb.

Ślimak z dyszą wysokociśnieniową może zwiększyć ciśnienie wtrysku tworzywa sztucznego, aby zapewnić gęstość i jakość produktu. Tak więc efekt zwiększania ciśnienia jest również jedną z ważnych funkcji ślimaka we wtryskarce.
Funkcja regulacji temperatury
Śruba jest zwykle wykonana z metalu, dzięki czemu można ją podgrzewać lub chłodzić w celu kontrolowania temperatury tworzywa sztucznego. Kontrola temperatury jest bardzo ważna w procesie formowania wtryskowego, ponieważ bezpośrednio wpływa na to, jak tworzywo sztuczne płynie i jak szybko twardnieje.

Śruba jest zwykle wykonana z metalu, dzięki czemu można ją podgrzewać lub chłodzić w celu kontrolowania temperatury tworzywa sztucznego. Kontrola temperatury jest bardzo ważna w procesie formowania wtryskowego, ponieważ bezpośrednio wpływa na to, jak tworzywo sztuczne płynie i jak szybko twardnieje.
Ślimak w maszynie do formowania wtryskowego ma zwykle system ogrzewania i chłodzenia, aby utrzymać stałą temperaturę podczas procesu formowania wtryskowego.

Gdy wtryskarka pracuje, sekcje wysokiej i niskiej temperatury ślimaka zmieniają się, aby upewnić się, że tworzywo sztuczne jest w pełni stopione, a proces formowania wtryskowego jest stabilny.
Funkcja czyszczenia
Ponieważ istnieje wiele różnych rodzajów tworzyw sztucznych stosowanych w formowaniu wtryskowym, a czasami trzeba do nich dodawać różne rzeczy, po uruchomieniu wtryskarki zawsze pozostanie trochę brudu.
Zanieczyszczenia te będą miały wpływ na produkt, a nawet uszkodzą formę. W takim przypadku śruba we wtryskarce będzie odgrywać rolę czyszczącą.
Wysoka temperatura i wysokie ciśnienie generowane przez tarcie obrotowe ślimaka mogą odprowadzać zanieczyszczenia i pozostałości, zapewniając jakość produktu.

Topienie i mieszanie tworzyw sztucznych
Gdy śruba wtryskarki porusza się, popycha również plastikowe granulki do przodu, powodując, że plastikowe granulki z przodu są popychane do tyłu, całkowicie mieszając stopione plastikowe granulki z niestopionymi plastikowymi granulkami.
Po zmieszaniu granulek tworzywa sztucznego ślimak wtryskarki przepycha granulki tworzywa sztucznego do strefy ogrzewania, a następnie przepycha je do strefy topienia po podgrzaniu.
W strefie topienia plastiku śruba wykonuje swoje główne zadanie, podgrzewając i topiąc plastik poprzez obracanie i popychanie go do przodu.
Wypełnianie wnęki formy
Śruba nie tylko popycha tworzywo sztuczne, ale także wywiera wysokie ciśnienie, aby upewnić się, że gniazdo formy jest wypełnione. Ciśnienie to pomaga pokonać grubość tworzywa sztucznego i upewnić się, że wypełnia ono każdą część formy.
Gdy tworzywo sztuczne zostanie stopione i wymieszane, ślimak wpycha je do wnęki wypełniającej formy. Pchające działanie ślimaka zapewnia, że tworzywo sztuczne wypełnia każdy szczegół wnęki formy, tworząc pożądany kształt produktu.
Stopiony plastik ze ślimaka wtryskarki jest wysyłany do gniazda formy w celu wytworzenia żądanego produktu końcowego. Można kontrolować szybkość obracania się ślimaka, aby wysłać odpowiednią ilość tworzywa sztucznego do gniazda formy. Daje to pewność, że uformowany produkt jest dobry i pomaga przyspieszyć produkcję.

Jakie są metody wyboru ślimaka wtryskarki?
Skok i typ gwintu
Skok to odległość, na jaką tworzywo sztuczne przesuwa się do przodu na obrót ślimaka. Im większy skok, tym mniejsza odległość, na jaką tworzywo sztuczne przesuwa się do przodu na obrót, co jest odpowiednie dla trudno topliwych tworzyw sztucznych. Rodzaje gwintu śruby to gwint z głębokim rowkiem i gwint z płytkim rowkiem.
Material Wybór
Śruby są wykonane z kilku różnych materiałów. Najpopularniejsze z nich to zwykła stal, wysokiej jakości stal stopowa i specjalne materiały odporne na zużycie. Zwykłe śruby stalowe nadają się do większości tworzyw sztucznych. Jeśli jednak używasz tworzyw konstrukcyjnych, które muszą być naprawdę wytrzymałe, powinieneś użyć śrub wykonanych z wysokiej jakości stali stopowej lub specjalnych materiałów odpornych na zużycie.

Średnica i długość
Wybierz średnicę i długość śruby zgodnie ze specyfikacją i wymaganiami produkcyjnymi. formowanie wtryskowe maszyna. Im większa średnica ślimaka, tym większa wydajność formowania wtryskowego i bardziej nadaje się do dużych form wtryskowych; im mniejsza średnica ślimaka, tym bardziej nadaje się do małych form wtryskowych.

Jeśli chodzi o długość, ogólnie rzecz biorąc, długość śruby powinna być 3-4 razy większa od średnicy, aby zapewnić pełne uplastycznienie tworzywa sztucznego.
Współczynnik kompresji
Współczynnik kompresji śruby odnosi się do stosunku głębokości i płytkości obszaru gwintu śruby, znanego również jako zdolność uplastyczniania.

Różne tworzywa sztuczne wymagają różnych współczynników kompresji, aby zapewnić pełne uplastycznienie tworzywa sztucznego bez nadmiernego uplastycznienia i spowodowania rozkładu termicznego.
Jak prawidłowo używać śruby wtryskarki?
Rozruchowe podgrzewanie wstępne
Przed uruchomieniem wtryskarki należy podgrzać ślimak. Celem podgrzewania wstępnego jest podgrzanie ślimaka do odpowiedniej temperatury roboczej i zmniejszenie chłodzenia tworzywa sztucznego w ślimaku, tak aby tworzywo sztuczne mogło zostać w pełni uplastycznione i uniknąć problemów spowodowanych niepełnym stopieniem tworzywa sztucznego.
Kontrola temperatury
Kluczem jest utrzymanie odpowiedniej temperatury ślimaka i cylindra wtryskarki do tworzyw sztucznych. Jeśli temperatura jest zbyt wysoka, tworzywo sztuczne ulegnie rozkładowi. Jeśli temperatura jest zbyt niska, tworzywo sztuczne nie zostanie uplastycznione. Dlatego temperatura ślimaka i cylindra powinna być dostosowana do różnych tworzyw sztucznych, aby zapewnić ich pracę w odpowiednim zakresie temperatur.
Czyszczenie i konserwacja
Utrzymuj śrubę w czystości i porządku, aby zapobiec wpływowi pozostałości plastiku i pyłu metalowego na jakość formowania wtryskowego. Do czyszczenia należy używać specjalnych środków czyszczących i narzędzi oraz unikać używania twardych przedmiotów do zarysowania powierzchni śruby, aby uniknąć jej uszkodzenia.
Unikaj nadużywania
Nie należy uruchamiać wtryskarek do tworzyw sztucznych na pełnych obrotach przez długi czas. Spowoduje to zużycie śruby i skróci jej żywotność. Należy opracować rozsądny plan produkcji, zapewnić odpowiedni odpoczynek i konserwację oraz przedłużyć żywotność śruby.

Wnioski
Krótko mówiąc, ślimak we wtryskarce ma wiele zadań do wykonania, a każde z nich ma duży wpływ na jakość produktu końcowego i szybkość jego wytworzenia. Tak więc, kiedy robisz formowanie wtryskoweTrzeba wiedzieć, jak prawidłowo używać śruby.







