 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Precyzyjne formowanie wtryskowe to metoda formowania wtryskowego tworzyw sztucznych, która wymaga precyzyjnych form i precyzyjnych maszyn. Treść tego bloga obejmuje pojęcia, cechy, czynniki wpływające, wybór materiałów z tworzyw sztucznych, precyzyjne formy i cechy precyzyjnych wtryskarek do tworzyw sztucznych.

Koncepcja precyzyjnego formowania wtryskowego
Precyzyjne formowanie wtryskowe jest metodą formowanie wtryskowe gdzie powtarzalność wymiarowa formowanych części jest tak wysoka, że trudno jest spełnić wymagania przy użyciu wtryskarki ogólnego przeznaczenia i konwencjonalnych procesów formowania wtryskowego.
Precyzyjne formowanie wtryskowe różni się od konwencjonalnego formowania wtryskowego. Opiera się na szybkim rozwoju materiałów polimerowych i wykorzystuje precyzyjne części z tworzyw sztucznych do zastąpienia precyzyjnych części metalowych w dziedzinie oprzyrządowania i elektroniki.

Obecnie definiowane wskaźniki dla precyzyjnych produktów wtryskowych obejmują powtarzalność rozmiaru produktu i powtarzalność jakości produktu.

Ścisłe tolerancje
Podczas projektowania i produkcji części przy użyciu formowania wtryskowego kluczowe znaczenie ma uzyskanie odpowiednich wymiarów i tolerancji. W przeciwnym razie części mogą nie działać lub ulec awarii. Jest to szczególnie ważne w przypadku skomplikowanych części wykonanych metodą formowania wtryskowego tworzyw sztucznych.

Wąskie tolerancje to poważna sprawa. W przypadku formowania wtryskowego typowe tolerancje wynoszą +/-0,1 mm, z bardzo wąskimi tolerancjami +/-0,025 mm. Zgodnie z ogólną zasadą, tolerancja wymiarowa precyzyjnej formy wtryskowej powinna być kontrolowana tak, aby była mniejsza niż 1/3 tolerancji wymiarowej produktu.
Wybór materiału
Wybór tworzyw sztucznych do precyzyjnego formowania wtryskowego może być trudny. Stopień skurczu produktów z tworzyw sztucznych może się znacznie różnić podczas formowania. Różne rodzaje tworzyw sztucznych mają różne właściwości przepływu i proporcje podczas formowania wtryskowego ze względu na rodzaje i ilości zastosowanych polimerów i dodatków.

Oznacza to, że nawet jeśli używasz tego samego plastiku z taką samą ilością tego samego materiału, produkty, które z niego wykonasz, mogą mieć różne kształty i rozmiary. Mogą one również mieć różne kształty i rozmiary ze względu na takie czynniki jak to, kto wyprodukował plastik, jaka jest pora roku i jaka jest pogoda.

Tak więc, oprócz dobrych właściwości płynięcia i formowania, tworzywa sztuczne do precyzyjnego formowania wtryskowego muszą również tworzyć produkty, które zachowują swój kształt i rozmiar. W przeciwnym razie nie można mieć pewności, że produkt ma odpowiedni rozmiar.
Dlatego też, gdy wytwarzasz precyzyjne produkty z tworzyw sztucznych za pomocą formowania wtryskowego, musisz naprawdę dobrze przemyśleć, jakiego rodzaju plastiku używasz i jak działa on podczas formowania. Powinieneś spróbować użyć tworzyw sztucznych, które nie kurczą się zbytnio i które pozostają w tym samym kształcie i rozmiarze przez długi czas.

Wybierając materiały do precyzyjnego formowania wtryskowego, należy wybierać te, które mają wysoką wytrzymałość mechaniczną, dobrą stabilność wymiarową, dobrą odporność na zużycie i mogą dostosować się do szerokiego zakresu środowisk.

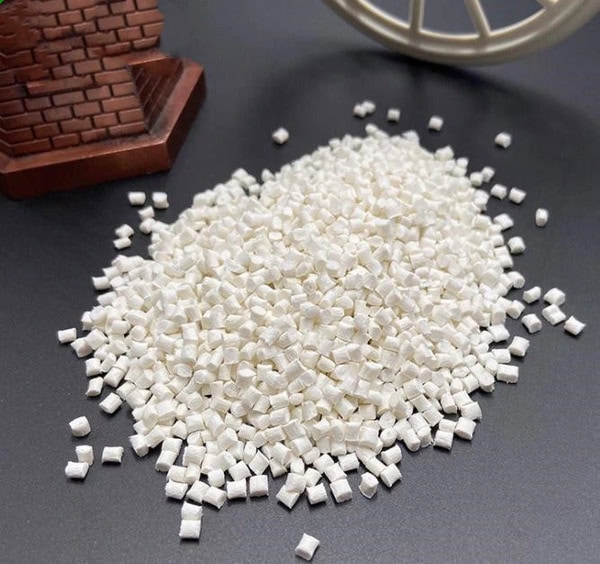
Istnieją cztery powszechnie stosowane materiały
POM i wzmocniony włóknem węglowym (CF) lub wzmocniony włóknem szklanym (GF). Materiał ten ma dobrą odporność na pełzanie, dobrą odporność na zmęczenie, dobrą odporność na warunki atmosferyczne, dobre właściwości dielektryczne, nie jest łatwy do spalenia i łatwo uwalnia smary.

PA i PA66 wzmocniony włóknem szklanym. Charakteryzuje się dużą odpornością na uderzenia i zużycie, dobrą płynnością i może tworzyć produkty o grubości ścianki 0,4 mm. PA66 wzmocniony włóknem szklanym jest odporny na ciepło (temperatura topnienia 250°C). Jego wadą jest to, że pochłania wilgoć. Zasadniczo należy go wysuszyć po formowaniu.

Poliester wzmocniony PBT. Ma krótki czas formowania. Czas formowania jest następujący: PBT=POM=PA66=PA6.

D.PC i GFPC. Cechy: Dobra odporność na zużycie, zwiększona sztywność, dobra stabilność wymiarowa, odporność na warunki atmosferyczne, ognioodporność i formowalność.
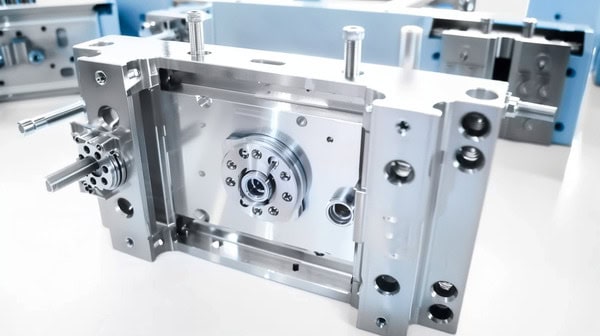
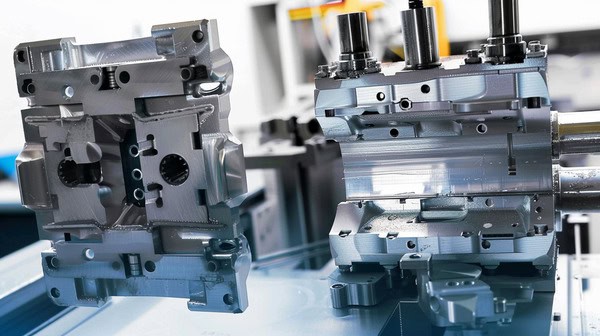
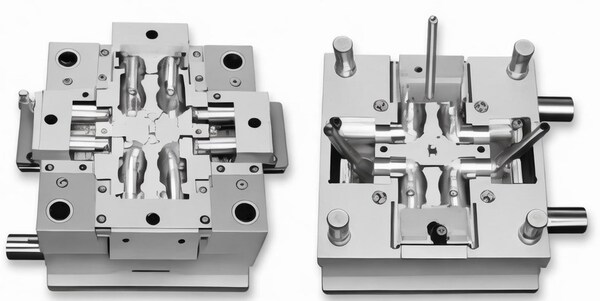
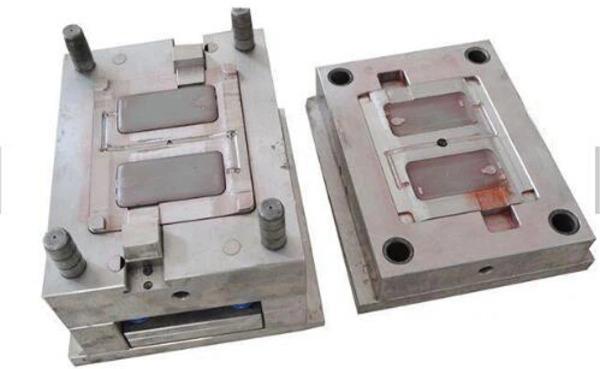
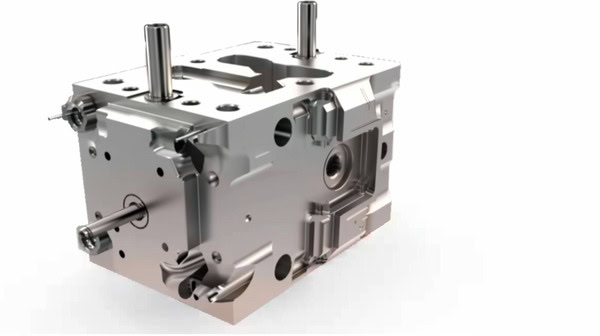
Precyzyjna forma wtryskowa
Forma musi być bardzo dokładna. Dokładność formy jest ściśle związana z technologią przetwarzania i montażu. Jeśli nie przedstawisz odpowiednich wymagań technicznych podczas projektowania lub jeśli projekt struktury formy nie jest dobry, bez względu na to, jak dobra jest technologia przetwarzania i montażu, nie możesz zagwarantować dokładności formy. Aby upewnić się, że na precyzję precyzyjnej formy wtryskowej nie mają wpływu kwestie projektowe, należy zwrócić uwagę na następujące cztery punkty:
Dokładność projektu i wymagania techniczne części powinny być zgodne z dokładnością produktu. Forma powinna zapewniać dokładność produktu. Po pierwsze, dokładność wnęki formy i dokładność powierzchni podziału muszą być zgodne z dokładnością produktu. Ogólnie rzecz biorąc, tolerancja wymiarowa wnęki precyzyjnej formy wtryskowej powinna być mniejsza niż jedna trzecia tolerancji produktu i musi być określona na podstawie rzeczywistej sytuacji produktu.

Dokładność powierzchni podziału (równoległość powierzchni podziału) służy głównie do zapewnienia dokładności wnęki formy. W przypadku małych precyzyjnych form wtryskowych wymagania techniczne dotyczące równoległości powierzchni podziału wynoszą około 0,005 mm. Chociaż części konstrukcyjne w formie nie będą bezpośrednio uczestniczyć w formowanie wtryskoweBędą one miały wpływ na dokładność gniazda formy, a tym samym na dokładność produktu. Dlatego należy zapewnić odpowiednią i rozsądną dokładność ich części konstrukcyjnych.
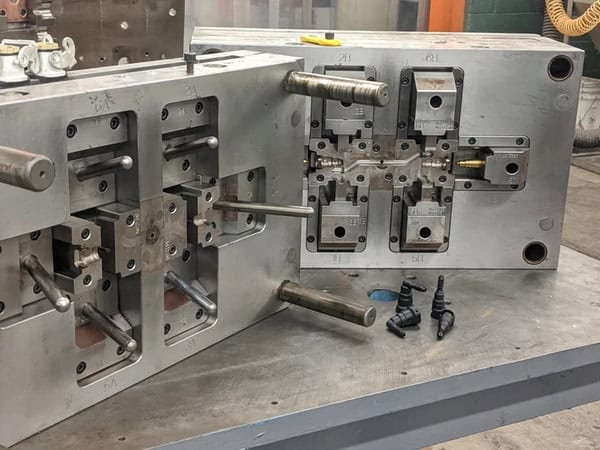
Sprawdź dokładność dopasowania form ruchomych i stałych. Ogólnie rzecz biorąc, zwykłe formy wtryskowe polegają głównie na mechanizmie prowadzącym słupka prowadzącego, aby zapewnić ich dokładność dopasowania. Jednak ze względu na dopasowanie luzu między kołkiem prowadzącym a otworem prowadzącym, zawsze istnieje pewna szczelina między nimi, zarówno duża, jak i mała. Szczelina ta często wpływa na dokładność instalacji formy na wtryskarce, powodując niewspółosiowość ruchomej formy i stałej formy, więc trudno jest jej używać do formowania wtryskowego precyzyjnych produktów.

Ponadto, w warunkach formowania wtryskowego w wysokiej temperaturze, rozszerzalność cieplna ruchomych i nieruchomych szablonów czasami powoduje niewspółosiowość między nimi, co ostatecznie prowadzi do zmian w dokładności produktu.
W precyzyjnych formach wtryskowych należy zminimalizować niewspółosiowość między ruchomymi i stałymi formami oraz dołożyć starań, aby zapewnić dokładność wyrównania ruchomych i stałych form. Można zaprojektować mechanizm pozycjonowania stożka lub cylindryczny mechanizm pozycjonowania sworznia prowadzącego i mechanizm prowadnicy słupka prowadzącego. Do użytku.

Struktura formy powinna być wystarczająco sztywna. Precyzyjne formy wtryskowe muszą być wystarczająco sztywne. W przeciwnym razie będą się bardzo wyginać, gdy zostanie zastosowane ciśnienie wtrysku lub siła zacisku formy. Spowoduje to zmianę dokładności formy, a następnie wpłynie na dokładność produktu.
W przypadku form, które są jednoczęściowe, ich kształt, rozmiar i materiał, z którego są wykonane, powinny zapewnić im wystarczającą sztywność. W przypadku form, które mają wkładki, ich sztywność często zależy od ramy formy, która utrzymuje wkładki na miejscu. Rama formy powinna być wykonana ze stali konstrukcyjnej stopu 40Cr. Powinna być poddana obróbce cieplnej do twardości około HRC30.

Ruch ruchomych części w formie powinien być dokładny. Formy wtryskowe często posiadają ruchome wkładki formujące lub ruchome rdzenie. Jeśli ruch tych ruchomych części jest niedokładny, to znaczy nie mogą one dokładnie powrócić do pierwotnej pozycji po każdym ruchu, to bez względu na to, jak wysoka jest dokładność przetwarzania części formy, dokładność strukturalna samej formy i dokładność produktu będzie się znacznie wahać. Aby rozwiązać ten problem, należy zastosować specjalne struktury pozycjonowania ruchu.

Precyzyjna maszyna wtryskowa
Precyzyjne wtryskarki to maszyny używane do formowania i produkcji precyzyjnych wyrobów z tworzyw sztucznych. Zazwyczaj istnieją dwa wskaźniki dla precyzyjnych wtryskarek: jeden to powtarzające się odchylenie rozmiaru produktu, a drugi to powtarzające się odchylenie wagi produktu. Pierwszy z nich jest trudny do porównania ze względu na różne rozmiary i grubości produktów, podczas gdy drugi reprezentuje ogólny poziom wtryskarki.

Ogólnie rzecz biorąc, błąd powtarzalności wagi zwykłej formowanie wtryskowe wynosi około 1%, a lepsze maszyny mogą osiągnąć 0,8%. Jeśli jest mniejsza niż 0,5%, jest to maszyna precyzyjna, a jeśli jest mniejsza niż 0,3%, jest to maszyna ultraprecyzyjna. Jak wspomniano wcześniej, precyzyjne wtryskarki wymagają dokładności wymiarowej produktu w zakresie 0,01 ~ 0,001 mm.
Charakterystyka precyzyjnych wtryskarek pod względem sterowania
W przypadku parametrów formowania wtryskowego o wysokich wymaganiach dotyczących dokładności powtórzeń (powtarzalności) należy stosować wielopoziomowe sterowanie wtryskiem ze sprzężeniem zwrotnym: wielopoziomowe sterowanie położeniem; wielopoziomowe sterowanie prędkością; wielopoziomowe sterowanie utrzymywaniem ciśnienia; wielopoziomowe sterowanie przeciwciśnieniem; wielopoziomowe sterowanie prędkością ślimaka.

Dokładność czujnika przemieszczenia musi wynosić 0,1 mm, co pozwala ściśle kontrolować skok dozowania, skok wtrysku i grubość pozostałego materiału (punkt monitorowania wtrysku), aby zapewnić dokładność każdego wtrysku i poprawić dokładność formowania produktu.
Kontrola temperatury cylindra i dyszy musi być precyzyjna, przeregulowanie podczas wzrostu temperatury musi być małe, a wahania temperatury muszą być niewielkie. Precyzyjne formowanie wtryskowe powinno wykorzystywać sterowanie PID, aby zapewnić dokładność temperatury w zakresie -0,5°C.

Wymagania dotyczące jakości plastyfikacji. Jednorodność plastyfikacji tworzywa sztucznego nie tylko wpływa na jakość formowania części formowanych wtryskowo, ale także wpływa na odporność stopionego tworzywa sztucznego podczas przechodzenia przez bramę. Aby uzyskać jednolitą plastyfikację, niezbędny jest specjalny ślimak i zastosowanie specjalistycznej technologii plastyfikacji.
Ponadto, temperatura cylindra powinna być również dokładnie kontrolowana. Obecnie temperatura ślimaka i cylindra jest najczęściej kontrolowana przez PID (proporcjonalny, różnicowy, całkujący). Dokładność może być kontrolowana w zakresie ±1°C, co zasadniczo spełnia wymagania precyzyjnego formowania wtryskowego. Jeśli używana jest kontrola FUZZY, metoda ta jest bardziej odpowiednia do precyzyjnego formowania wtryskowego.
Olej roboczy musi być utrzymywany w wysokiej temperaturze. Zmiana temperatury oleju spowoduje zmianę ciśnienia wtrysku. Aby utrzymać temperaturę oleju na poziomie 50-55°C, należy użyć systemu ogrzewania i chłodzenia, który może kontrolować temperaturę oleju.

Wpływ ciśnienia trzymania. Ciśnienie trzymania ma duży wpływ na jakość części plastikowych. Innymi słowy, docisk może pomóc w lepszym wypełnieniu plastikowych części, zmniejszyć ich deformację i kontrolować dokładność plastikowych części. Stabilność docisku decyduje o jakości plastikowych części. Pozycja ślimaka na końcu cyklu formowania wtryskowego i stabilność ciśnienia przytrzymującego to dwa najważniejsze czynniki, które decydują o jakości części z tworzyw sztucznych.
Jeśli wymagania dotyczące kontroli temperatury formy są takie same, jeśli czas chłodzenia jest taki sam, grubość produktu o niskiej temperaturze wnęki formy będzie większa niż produktu o wysokiej temperaturze. Na przykład w przypadku materiałów POM i PA grubość produktów o grubości 50-100 μm, gdy temperatura formy wynosi 50°C, zmniejsza się do 20-40 μm w temperaturze 80°C i do zaledwie 10 μm w temperaturze 100°C. Temperatura pokojowa wpływa również na tolerancje wymiarowe produktów precyzyjnych.

Cechy konstrukcyjne precyzyjnej wtryskarki do tworzyw sztucznych
Ponieważ precyzyjne wtryskarki mają wysokie ciśnienie wtrysku, system mocowania formy musi być sztywny. Równoległość ruchomych i stałych szablonów jest kontrolowana w zakresie 0,05 ~ 0,08 mm. Wymaga to niskociśnieniowej ochrony formy i dokładnej kontroli siły zacisku formy. Wielkość siły zacisku formy wpływa na stopień deformacji formy, co ostatecznie wpływa na tolerancję wymiarową części.

Prędkość otwierania i zamykania formy powinna być duża, zwykle około 60 mm/s. Elementy plastyfikujące, takie jak ślimak, łeb ślimaka, pierścień kontrolny i cylinder, powinny być zaprojektowane z konstrukcją, która ma silną zdolność plastyfikacji, dobrą homogenizację i wysoką wydajność wtrysku.
Moment napędowy śruby powinien być duży i umożliwiać bezstopniową regulację prędkości. Niezależnie od typu precyzyjnej wtryskarki, musi ona być w stanie stabilnie kontrolować powtarzalność wymiarową i jakościową produktu.

Problem skurczu w precyzyjnym formowaniu wtryskowym
Precyzyjne produkty formowane wtryskowo mają nie tylko koncepcje tolerancji wymiarowej, dokładności geometrycznej i wykończenia powierzchni, ale także koncepcję powtarzalności, stabilnej dokładności dla dnia, miesiąca, roku i środowiska aplikacji. Dokładność ta jest związana nie tylko z właściwościami gotowych materiałów i dokładnością formy, ale także z kurczliwością formowania, która wpływa na dokładność produkcji.

Istnieją cztery czynniki wpływające na skurcz: skurcz termiczny, skurcz związany ze zmianą fazy, skurcz związany z orientacją i skurcz związany z kompresją.
Skurcz termiczny
Jest to nieodłączna właściwość termofizyczna materiałów do formowania i materiałów do form. Jeśli temperatura formy jest wysoka, temperatura produktu również będzie wysoka, a rzeczywisty współczynnik skurczu wzrośnie. Dlatego temperatura formy do precyzyjnego wtrysku nie powinna być zbyt wysoka.
Skurcz związany ze zmianą fazy
Skurcz związany ze zmianą fazy jest spowodowany zmniejszeniem objętości właściwej w wyniku krystalizacji polimeru podczas procesu orientacji żywicy krystalicznej, co nazywane jest skurczem związanym ze zmianą fazy.
Temperatura formy jest wysoka, krystaliczność jest wysoka, a współczynnik skurczu jest duży; ale z drugiej strony, zwiększona krystaliczność zwiększy gęstość produktu, zmniejszy współczynnik rozszerzalności liniowej i zmniejszy współczynnik skurczu. Dlatego rzeczywisty współczynnik skurczu jest określany przez połączony efekt tych dwóch czynników.
Skurcz orientacyjny
Ze względu na wymuszone rozciąganie łańcuchów molekularnych w kierunku przepływu, makrocząsteczki mają tendencję do ponownego zwijania się i odzyskiwania po schłodzeniu, a skurcz wystąpi w kierunku orientacji. Stopień orientacji molekularnej jest związany z ciśnieniem wtrysku, prędkością wtrysku, temperaturą żywicy i temperaturą formy. Najważniejsza jest jednak prędkość wtrysku.
Skurcz spowodowany kompresją
kurczenie się pod wpływem ściskania i odzyskiwanie elastyczności. Tworzywa sztuczne są generalnie ściśliwe, co oznacza, że ich objętość właściwa zmienia się znacząco pod wpływem wysokiego ciśnienia. W normalnych temperaturach, zwiększenie ciśnienia na formowanym produkcie zmniejszy jego objętość właściwą, zwiększy jego gęstość, zmniejszy jego współczynnik rozszerzalności i znacznie zmniejszy jego współczynnik skurczu.
Odpowiadając tej ściśliwości, materiał formierski ma efekt elastycznego odzyskiwania, który zmniejsza skurcz produktu. Czynniki wpływające na skurcz formowania produktu są związane z warunkami formowania i warunkami pracy.
Charakterystyka precyzyjnego formowania wtryskowego
Cechy procesu precyzyjnego formowania wtryskowego to głównie wysokie ciśnienie wtrysku, duża prędkość wtrysku i precyzyjna kontrola temperatury.
Wysokie ciśnienie wtrysku
Testy wykazały, że dla różnych odmian tworzyw sztucznych, kształtów i rozmiarów, ciśnienie wymagane do precyzyjnego formowania wtryskowego powinno wynosić 180-250 MPa (ciśnienie wtrysku stosowane do zwykłego formowania wtryskowego wynosi zwykle 40-200 MPa). W niektórych szczególnych przypadkach wymagane jest wyższe ciśnienie. Najwyższe osiągnęło około 450 MPa.
Duża prędkość wtrysku
Prędkość wtrysku nie tylko znacząco wpływa na wydajność produktu, ale co ważniejsze, może zmniejszyć tolerancję wymiarową produktu. W celu poprawy dokładności części formowanych wtryskowo, szczególnie w przypadku formowania produktów o złożonych kształtach, w ostatnich latach opracowano wtrysk o zmiennej prędkości, to znaczy prędkość wtrysku zmienia się, a jej zmieniające się zasady są określane zgodnie ze strukturalnym kształtem części i wydajnością tworzywa sztucznego.

Kontrola temperatury musi być precyzyjna
Temperatura ma duży wpływ na jakość formowania produktu i jest jednym z trzech głównych warunków procesu formowania wtryskowego. W przypadku precyzyjnego formowania wtryskowego istnieją nie tylko kwestie temperatury, ale także kwestie dokładności kontroli temperatury.
Oczywiście podczas procesu precyzyjnego formowania wtryskowego, jeśli kontrola temperatury nie jest dokładna, płynność stopionego tworzywa sztucznego oraz wydajność formowania i szybkość skurczu produktu nie będą stabilne, więc nie można zagwarantować dokładności produktu.

Z tego punktu widzenia, podczas korzystania z precyzyjnego formowania wtryskowego, zakres temperatur cylindra i dyszy lub formy wtryskowej musi być ściśle kontrolowany. Na przykład, w precyzyjnym formowaniu wtryskowym, regulator PID jest używany do kontrolowania temperatury cylindra i dyszy, a zakres wahań temperatury jest kontrolowany w granicach 1°C, podczas gdy w przypadku zwykłych wtryskarek temperatura może osiągnąć od 20°C do 300°C.

Podczas produkcji precyzyjnych form wtryskowych, w celu zapewnienia dokładności produktu, oprócz ścisłej kontroli temperatury cylindra, dyszy i formy, musimy również zwrócić uwagę na wpływ temperatury otoczenia na dokładność produktu po rozformowaniu.

Trudności w precyzyjnym formowaniu wtryskowym
Współczynnik kurczliwości tworzyw sztucznych
Podczas projektowania precyzyjnych produktów z tworzyw sztucznych konieczne jest uwzględnienie współczynnika kurczenia się plastiku.
Wybór precyzyjnych tworzyw sztucznych do formowania wtryskowego
Stopień skurczu produktów z tworzyw sztucznych ulega znacznym wahaniom podczas procesu formowania. Ponadto, ze względu na różne rodzaje polimerów i dodatków stosowanych w różnych tworzywach sztucznych, ich właściwości płynięcia i formowania podczas formowania wtryskowego również będą się różnić.
Istnieją duże różnice , Ze względu na wpływ czynników, takich jak producent, sezon fabryczny i warunki środowiskowe, występują również problemy ze stabilnością kształtu i rozmiaru formowanych produktów.
Kształt i rozmiar produktu
Kształt i rozmiar plastikowych części ma ogromny wpływ na ich dokładność. Praktyka produkcyjna pokazuje, że im bardziej złożony kształt i rozmiar produktu, tym niższa precyzja.
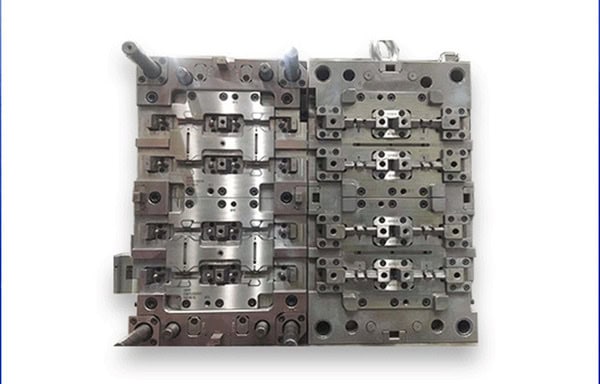
Struktura formy
Dokładność części formowanych wtryskowo jest ściśle związana z liczbą gniazd formy i partii produkcyjnych. Pokazuje również, że dokładność struktur form jednogniazdowych jest wyższa niż struktur form wielogniazdowych, a dokładność produkcji małoseryjnej jest wyższa niż dokładność produkcji wielkoseryjnej.
Dokładność przetwarzania form
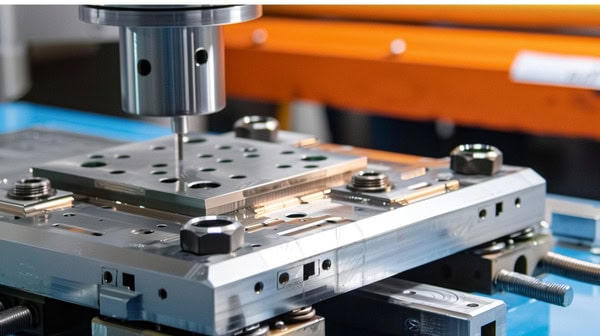
Podczas formowania wtryskowego produkty są formowane w gnieździe formy. Dokładność produktu nigdy nie przekroczy dokładności gniazda formy. Ogólnie rzecz biorąc, dokładność produktów formowanych wtryskowo jest o jeden do dwóch poziomów tolerancji niższa niż dokładność formy.
Jeśli chodzi o obecną technologię produkcji form, większość wnęk form jest wytwarzana przez frezowanie z dużą prędkością, szlifowanie, polerowanie lub obróbkę elektryczną, co pozwala osiągnąć najwyższą wymaganą precyzję.

Maszyna do formowania wtryskowego
Precyzyjne formowanie wtryskowe wymaga wysokiej dokładności produktów. W związku z tym zazwyczaj muszą być wykonywane na specjalnych, precyzyjnych maszynach. formowanie wtryskowe maszyny. Moc wtrysku precyzyjnej wtryskarki musi być duża, dokładność sterowania musi być wysoka, szybkość reakcji układu hydraulicznego musi być szybka, a system mocowania formy musi mieć wystarczającą sztywność.
Wnioski
Podsumowując, istnieje kilka kluczowych czynników wpływających na precyzyjne formowanie wtryskowe, takich jak wąskie tolerancje, dobór materiałów, precyzyjne formy wtryskowe, precyzyjne wtryskarki, kwestie skurczu w precyzyjnym formowaniu wtryskowym i tak dalej, które sprawiają, że precyzyjne formowanie wtryskowe jest wyzwaniem.







