 Przejdź do treści
Przejdź do treści 

Formowanie wtryskowe jest jednym z najważniejszych procesów produkcji wyrobów z tworzyw sztucznych i jest szeroko stosowane w przemyśle motoryzacyjnym, elektronicznym, AGD, zabawkarskim i innych. Mimo że technologia ta jest bardzo dojrzała, w procesie produkcyjnym czasami pojawiają się problemy z jakością, w tym wybielanie powierzchni produktu. Wybielenie powierzchni nie tylko wpływa na wygląd, ale także na wydajność produktu i zmniejsza wydajność produkcji. Dlatego ważne jest, aby rozwiązać ten problem, ponieważ utrudnia on jakość produktu i wydajność produkcji.

Przyczyny wybielania produktów formowanych wtryskowo
Stopień białości zależy od materiału użytego do formowania wtryskowego, struktury konkretnych form, parametrów procesu, specyficznej obróbki wytwarzanych produktów oraz warunków panujących w obszarze produkcji. Jeśli chodzi o te aspekty, poniżej przedstawimy osobną analizę.
Wybór materiału
Wybór materiału do formowania wtryskowego ma znaczący wpływ na jakość powierzchni. Produkty formowane wtryskowo. Z tego powodu różne rodzaje tworzyw sztucznych wykazują unikalne właściwości fizyczne i chemiczne podczas procesu formowania wtryskowego, co z kolei wpływa na wykończenie powierzchni produktu końcowego.
1. Właściwości materiału

Niektóre tworzywa sztuczne, takie jak polistyren (PS), polipropylen (PP) i polichlorek winylu (PVC), wytwarzają gazy lub pozostałości po podgrzaniu, które pozostają na powierzchni produktu po zestaleniu i tworzą białe plamy. Ponadto niektóre wypełniacze i środki wybielające stosowane w produkcji mogą również powodować wybielanie. Na przykład, zastosowanie dwutlenku tytanu może zwiększyć biel produktu, ale niewłaściwe użycie może powodować powstawanie białych osadów na powierzchni.
2. Mieszanie materiałów
Ważne jest również, aby pamiętać, że gdy do formowania wtryskowego miesza się kilka materiałów, niekompatybilność między tymi materiałami może powodować separację faz, co może prowadzić do wybielenia powierzchni. Na przykład, gdy stosowane są różne rodzaje tworzyw sztucznych, różne materiały mają różne temperatury topnienia i właściwości płynięcia, więc oddzielają się od siebie podczas chłodzenia i powodują powstawanie białych plam. Rozwiązaniem jest użycie kompatybilnych materiałów lub dodanie odpowiednich kompatybilizatorów do mieszanki, aby zmniejszyć prawdopodobieństwo wystąpienia takich zdarzeń.

3. Wykorzystanie materiałów z recyklingu
Korzystanie z materiałów pochodzących z recyklingu w Produkcja form wtryskowych może obniżyć koszty zakupu. Jednak w przypadku korzystania z materiałów pochodzących z recyklingu, mogą one zawierać zanieczyszczenia lub inne produkty degradacji, które mogą zmienić jakość powierzchni i spowodować wybielenie. Dlatego udział materiałów pochodzących z recyklingu powinien być ściśle ograniczony, a przed użyciem należy je dokładnie wyczyścić i przesiać.

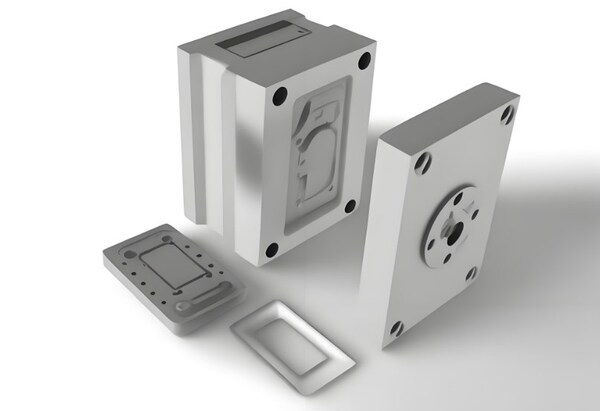
Projektowanie form
Projektowanie formy wtryskowej jest niezbędnym etapem, który ma bezpośredni wpływ na jakość powierzchni produktów formowanych wtryskowo. Wybielanie powierzchni elementu jest również spowodowane niewłaściwą konstrukcją formy.
1. Obróbka powierzchni formy
Wykończenie i obróbka powierzchni formy będą miały wpływ na wykończenie produktu końcowego. Jeśli na powierzchni formy znajdują się zadrapania, wgniecenia, zabrudzenia itp., produkt odczuje wpływ tych wad podczas formowania wtryskowego, co spowoduje nierówną powierzchnię i wybielenie. Zaleca się odpowiednie czyszczenie i polerowanie formy.
2. Konstrukcja bramki
Brama jest wejściem dla tworzywa sztucznego do formy, co w dużej mierze decyduje o jakości formowania. Nierozsądna konstrukcja bramy wpłynie również na rozkład przepływu tworzywa sztucznego, spowoduje koncentrację naprężeń i może spowodować wybielenie powierzchni. Optymalizacja konstrukcji bramy w celu zapewnienia równomiernego przepływu tworzywa sztucznego może zmniejszyć zjawisko wybielania.
3. Konstrukcja układu chłodzenia
Konstrukcja układu chłodzenia będzie miała wpływ na proces kontroli temperatury formy. Jeśli chłodzenie formy jest niespójne, spowoduje to różne szybkości chłodzenia tworzywa sztucznego, wygeneruje wewnętrzne naprężenia i spowoduje wybielenie powierzchni. Nierównomierne chłodzenie można zminimalizować poprzez rozsądne zaprojektowanie układu chłodzenia.

4. Konstrukcja odpowietrznika
Powietrze i inne gazy muszą być odprowadzane podczas formowania wtryskowego, w przeciwnym razie podczas procesu produkcyjnego na powierzchni produktu będą tworzyć się osady lub białe plamy. Nierozsądna konstrukcja portu wylotowego i niewystarczająca liczba otworów wylotowych spowoduje zatrzymanie gazu i wpłynie na jakość powierzchni. Optymalizacja konstrukcji portu wydechowego w celu zapewnienia płynnego wydechu może zmniejszyć ilość białych plam.

Parametry procesu
Wszystkie czynniki kontroli, które są stosowane w formowaniu wtryskowym, w tym temperatura, prędkość wtrysku, ciśnienie, a także czas, mają zasadnicze znaczenie dla określenia jakości produktu. Niewłaściwie ustawione parametry wpływają na system i powodują, że powierzchnia staje się biała.
1. Kontrola temperatury
Zarządzanie temperaturą jest bardzo ważne podczas Proces formowania wtryskowego. Gdy temperatura jest zbyt wysoka, zastosowane tworzywo sztuczne rozkłada się, uwalniając gaz lub wytwarzając pozostałości, powodując wybielenie powierzchni. Z drugiej strony, zbyt niska temperatura może zmniejszyć szybkość przepływu tworzywa sztucznego i powodować powstawanie śladów chłodzenia. Dokładna kontrola temperatury cylindra i formy może zmniejszyć wybielanie.
2. Kontrola ciśnienia
Wady na powierzchni wypraski zależą również od ciśnienia wtrysku oraz ciśnienia utrzymywania. Bardzo wysokie ciśnienie wtrysku może spowodować przepełnienie formy, rozwój naprężeń wewnętrznych, a tym samym wybielenie. Prawidłowe zmniejszenie ciśnienia wtrysku do odpowiedniego poziomu i utrzymanie ciśnienia może pomóc poprawić jakość powierzchni.
3. Kontrola czasu
Czas wtrysku, czas przetrzymywania i czas chłodzenia muszą być utrzymywane na optymalnym poziomie. Krótki czas wtrysku spowoduje niedostateczne wypełnienie gniazda formy tworzywem sztucznym, co może skutkować różnymi formami wad. Krótki czas przetrzymywania doprowadzi do skurczu i wybielenia produktu. Dlatego precyzyjna kontrola czasu wtrysku, czasu przetrzymywania i czasu chłodzenia pomoże poprawić jakość powierzchni.

Metody stosowane po zakończeniu leczenia
Kolejnym czynnikiem decydującym o jakości powierzchni produktów formowanych wtryskowo są metody obróbki końcowej produktów formowanych wtryskowo. Jedną z wad, które można zaobserwować w przypadku nieprzestrzegania prawidłowej obróbki końcowej, jest wybielenie powierzchni.
1. Obróbka powierzchni
Niektóre produkty formowane wtryskowo mogą być sprzedawane po prostu po wyjęciu z formy, podczas gdy inne muszą być malowane lub galwanizowane po formowaniu. Jeśli proces obróbki powierzchni nie jest odpowiedni, powierzchnia stanie się biała. Na przykład zbyt intensywne lub nierównomierne malowanie spowoduje wybielenie. Optymalizacja procesu obróbki powierzchni może poprawić jej jakość.
2. Czyszczenie i pakowanie
Niektóre produkty formowane wtryskowo muszą być czyszczone i pakowane po formowaniu. Jeśli powierzchnia nie zostanie dokładnie wyczyszczona, pozostałości płynu czyszczącego lub wilgoci spowodują zabarwienie powierzchni na biało; niewłaściwe opakowanie może spowodować ocieranie się powierzchni o siebie, co spowoduje zabarwienie powierzchni na biało. Poprawa procesu czyszczenia i pakowania może zmniejszyć wybielanie.
Czynniki środowiskowe
Składniki wpływające na komponent formowany wtryskowo obejmują czynniki środowiskowe, które mogą również wpływać na rodzaj powierzchni produktów formowanych wtryskowo. Na przykład, wilgotność w warsztacie produkcyjnym jest stosunkowo wysoka, wilgoć może skraplać się na powierzchni produktu, powodując białe plamy i wybielanie, a kurz i zanieczyszczenia w powietrzu mogą przylegać do powierzchni produktu, powodując, że produkt staje się biały. Poprawa środowiska produkcyjnego oraz kontrola wilgotności i czystości w warsztacie może zmniejszyć problem wybielania.

Rozwiązania do wybielania produktów formowanych wtryskowo
Po zrozumieniu przyczyn wybielania produktów formowanych wtryskowo, omówmy kilka rozwiązań tego problemu.
Wybór odpowiednich materiałów
Wybór odpowiednich materiałów może pomóc w rozwiązaniu problemu wybielania produktów formowanych wtryskowo. Należy wybierać materiały, które są odporne na ciepło i mają wysokie temperatury rozkładu tworzyw sztucznych. Ponadto, nie należy używać materiałów, które wykazują separację faz; jeśli używany jest materiał łączony, należy dodać kompatybilne wypełniacze.

1. Wybór wysokiej jakości materiałów
Przed formowaniem wtryskowym należy przeprowadzić kontrolę surowców i wybrać surowce wysokiej jakości, aby były wolne od zanieczyszczeń, jednolite i spójne. Wysokiej jakości materiały nie są łatwe do degradacji lub pozostawienia pozostałości podczas przetwarzania, co może w pewnym stopniu uniknąć wystąpienia wybielania.
2. Kontrola proporcji materiałów pochodzących z recyklingu
Upewnij się, że wykorzystanie materiałów pochodzących z recyklingu powinno być ograniczone do określonego procentu, a materiały powinny być oczyszczone i przesiane przed użyciem, aby zminimalizować zanieczyszczenia i produkty degradacji. Może to również pomóc zminimalizować wpływ materiału pochodzącego z recyklingu na wykończenie powierzchni produkowanego elementu.

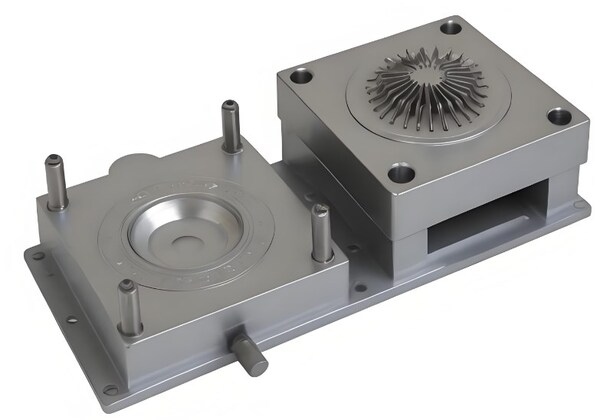
Ulepszony projekt formy
Poprawa jakości konstrukcji formy może również zmniejszyć liczbę białych plam. Aby utrzymać gładką powierzchnię formy, należy ją regularnie czyścić i polerować, upewnić się, że konstrukcja bramy jest rozsądna, a plastik jest równomiernie rozłożony. System chłodzenia powinien być również zaprojektowany tak, aby umożliwić równomierne chłodzenie.
1. Obróbka powierzchni formy
Regularnie czyść i poleruj formę, aby zapewnić gładkość powierzchni i zmniejszyć jej zużycie. formowanie wtryskowe wady powodujące wybielanie. Upewnienie się, że materiały form i powłoki powierzchniowe spełniają wysokie standardy w celu poprawy trwałości formy i wykończenia powierzchni produktu.
2. Optymalizacja projektu bramki
Konstrukcja wlewu powinna zapewniać równomierne rozprowadzenie tworzywa sztucznego bez koncentracji naprężeń. Położenie i liczba bramek powinny być rozsądnie określone na podstawie kształtu produktu, grubości ścianki i rozmiaru, aby uniknąć wybielenia spowodowanego przepełnieniem.
3. Ulepszenie systemu chłodzenia
Należy odpowiednio zaprojektować system chłodzenia formy, aby uzyskać prawidłowe krzepnięcie i zminimalizować naprężenia wewnętrzne. Używaj wielostopniowych obwodów chłodzenia lub zmiennych systemów kontroli temperatury, aby zwiększyć efekt procesu chłodzenia i zmniejszyć wybielanie.
4. Ulepszenie systemu wentylacji
Zmniejszenie ilości pęcherzyków i białych plam poprzez ulepszenie konstrukcji odpowietrznika formy w celu lepszego odprowadzania gazów. Zwiększenie liczby otworów wylotowych jest wykonalną metodą lub można zastosować technologię mikro-wydechu w celu poprawy wydajności wydechu.

Optymalizacja parametrów procesu
Wybielania można również uniknąć poprzez precyzyjną regulację czynników procesowych i strategii kontroli. Należy dokładnie kontrolować temperaturę cylindra i formy wtryskarki, aby zapewnić, że tworzywo sztuczne jest formowane w odpowiedniej temperaturze, odpowiednio dostosować ciśnienie wtrysku i utrzymywania, aby uniknąć naprężeń wewnętrznych, oraz kontrolować czas wtrysku, utrzymywania i chłodzenia zgodnie z procesem formowania.

1. Kontrola temperatury
Precyzyjna kontrola temperatury cylindra, formy i materiału w celu zapewnienia, że tworzywo sztuczne jest formowane w idealnej temperaturze. Aby lepiej kontrolować temperaturę, można zastosować złożony system kontroli temperatury, taki jak regulator PID.
2. Kontrola ciśnienia
Dostosuj ciśnienie wtrysku do odpowiedniej wartości i wyreguluj ciśnienie podtrzymujące, aby uniknąć naprężeń wewnętrznych. Aby poprawić jakość powierzchni produktu, należy użyć czujników ciśnienia i kontrolerów do sterowania ciśnieniem wtrysku w czasie rzeczywistym i skutecznie kontrolować ciśnienie wtrysku.
3. Kontrola czasu
Właściwa kontrola czasu wtrysku, utrzymywania i chłodzenia w celu zapewnienia równomiernego formowania. Używaj zautomatyzowanych systemów sterowania, aby precyzyjnie kontrolować każdy parametr czasu, zwiększając wydajność produkcji i jakość produktu.

Poprawa metod postępowania po zakończeniu leczenia
Zwiększenie skuteczności metod obróbki końcowej może przyczynić się do dalszego zmniejszenia białości. Ulepszenie systemów malowania lub galwanizacji w celu pokrycia wszystkich części formowanych wtryskowo w równym stopniu; ulepszenie metod czyszczenia i pakowania w celu zmniejszenia efektu tarcia i agresji zewnętrznej.

1. Optymalizacja procesów obróbki powierzchni
Podczas obróbki powierzchni należy stosować umiarkowane zmiany parametrów procesu. Na przykład podczas malowania należy upewnić się, że ilość produktu i jego aplikacja są dobrze monitorowane, aby nie doprowadzić do wybielenia, ponieważ zbyt duża lub nierównomierna aplikacja farby może do tego doprowadzić.
2. Poprawa procesów czyszczenia i pakowania
Dokładnie wyczyść produkty po formowaniu, aby usunąć pozostałości środków czyszczących i wilgoci. Należy stosować odpowiednie materiały i metody pakowania, aby uniknąć tarcia i zanieczyszczenia podczas transportu i przechowywania.
Poprawa środowiska produkcyjnego
Poprawa środowiska produkcyjnego i kontrola wilgotności względnej oraz warunków sanitarnych w warsztacie. Używaj odkurzaczy i osuszaczy powietrza, aby zapewnić, że warsztat jest czysty i suchy, aby ograniczyć wpływ wilgoci i zanieczyszczeń na powierzchnie kontaktowe.

Wnioski
Niniejszy artykuł ma na celu pomóc praktykom z branży w przezwyciężeniu problemu wybielania powierzchni produktów formowanych wtryskowo i przyczynić się do rozwoju branży. Problem wybielania produktów formowanych wtryskowo jest złożonym problemem, na który wpływ mają materiały, konstrukcja formy, warunki procesu, obróbka końcowa i środowisko. Zrozumienie przyczyn i wdrożenie odpowiednich rozwiązań może przyczynić się do formowanie wtryskowe tworzyw sztucznych Proces może być analizowany i optymalizowany w celu poprawy jakości produktu końcowego i szybkości produkcji.







