 Przejdź do treści
Przejdź do treści 

Dzięki możliwości wpływania na integralność strukturalną i atrakcyjność kosmetyczną części formowanych wtryskowo, kąt pochylenia odgrywa kluczową rolę w projektowaniu.
Zapewniając kątowy stożek na ściankach prostopadłych do kierunku otwierania/zamykania formy, pomiar ten może zapewnić estetyczne rezultaty przy jednoczesnym zachowaniu wytrzymałości części.
Mierzony w stopniach, zrozumienie, jak najlepiej uwzględnić kąt pochylenia w rozwoju produktu, jest kluczem do osiągnięcia doskonałych wyników.
1. Dlaczego produkty do formowania wtryskowego tworzyw sztucznych mają kąty pochylenia?
The formowanie wtryskowe Proces ten wymaga specjalistycznych form do formowania części. Po uformowaniu i utwardzeniu produktu musi on zostać usunięty z wnęki tych form - etap ten znany jest również jako "wyjmowanie z formy".
Bez udanego wyjmowania z formy, ciasne plastikowe owijki na rdzeniach lub uwięzienie w zagłębieniach może wystąpić z powodu skurczu podczas forma wtryskowa formacja.
Aby zapewnić płynne usuwanie i zapobiec uszkodzeniom podczas wyjmowania produktów z odpowiednich form, często konieczna jest interwencja ręczna.

Podczas projektowania formy wtryskoweW tym przypadku najważniejsze jest przemyślane rozważenie kąta zanurzenia. Kąty pochylenia mają zasadnicze znaczenie dla wydajnego wyjmowania części z tworzyw sztucznych z oprzyrządowania do formowania i powinny zapewniać wystarczający prześwit, aby zapobiec uszkodzeniu części lub narzędzia z powodu sił wyciągających. Właściwe rozważania projektowe mogą pomóc w upewnieniu się, że sukces produktu nie jest uwięziony przez niego samego.

2. Jakie czynniki wpływają na wielkość kąta zanurzenia?
Formowanie wtryskowe wymaga kilku czynników, które należy wziąć pod uwagę, aby osiągnąć optymalne wyniki. Czynniki takie jak materiał termoplastyczny, wykończenie powierzchni formy i złożoność projektu części mają wpływ na wymagane kąty ciągu dla uzyskania optymalnych wyników.
a. Kąt zanurzenia jest kluczowym czynnikiem w osiągnięciu sukcesu Produkty formowane wtryskowo. Jego rozmiar zależy od kilku elementów konstrukcyjnych, takich jak geometria i grubość ścianki produktu; co więcej, mogą na niego silnie wpływać czynniki wtórne, takie jak chropowatość powierzchni lub linie kawitacyjne pozostałe po obróbce.
b. Twarde tworzywa sztuczne wymagają większego kąta zanurzenia niż bardziej miękkie materiały podczas procesu produkcyjnego, aby osiągnąć wiarygodne wyniki.
c. Produkty formowane wtryskowo o złożonych kształtach i z wieloma otworami do formowania wymagają większego nachylenia w celu zapewnienia płynnego procesu produkcji.
d. Dla dużych produkty do formowania wtryskowego w przypadku głębokich otworów należy użyć łagodniejszego kąta podczas rozformowywania, aby uzyskać optymalne rezultaty.
e. Wraz ze wzrostem grubości ścianki dla formowanie wtryskowe produktów, siła wymagana do zabezpieczenia rdzenia jest większa. Wymaga to większego kąta zanurzenia podczas projektowania produktu.
Jeśli chodzi o materiały do formowania, sztywność i złożoność są kluczowe: twarde elementy, takie jak formy metalowe lub tworzywa sztuczne, wymagają większych kątów zanurzenia dla skutecznego uwalniania niż bardziej elastyczne elementy, takie jak guma.
Złożone części z cechami geometrycznymi, w tym występami i podcięciami, również wymagają strategicznego zwiększenia kąta w celu zapewnienia, że forma wtryskowa nie jest prawidłowo ustawiona.
3. Jak określić odpowiedni kąt zanurzenia?
Z Części formowane wtryskowoProducenci muszą ocenić odpowiedni kąt pochylenia dla prawidłowego uwalniania części. Aby zmaksymalizować wydajność i dokładność tego procesu decyzyjnego, dostępne są dwie metody: dane empiryczne / standardy branżowe lub symulacja oprogramowania do projektowania wspomaganego komputerowo (CAD).
Pierwsza z nich zapewnia przybliżone szacunki w oparciu o specyfikę materiału i projektu, podczas gdy druga wykorzystuje technologię do określenia bardziej precyzyjnych specyfikacji w celu zagwarantowania prawidłowych wyników.
4. Jaka jest zasada zgodności kąta pochylenia?
a. Aby zapewnić optymalne projektowanie produktu, należy zminimalizować użycie tworzyw sztucznych. (Patrz rysunek 1).

b. Aby zapewnić optymalne pozycjonowanie kości, jej zerowy kąt zanurzenia powinien zwykle wynosić od 0,25 do 1 - przy absolutnym minimalnym rozmiarze wierzchołka nie schodzącym poniżej 0,8 mm (Zdjęcie 2).
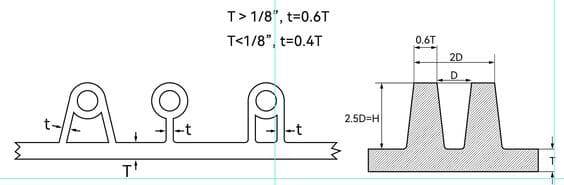
c. Głębokość powierzchni produktu jest starannie zaprojektowana, aby zapewnić, że materiały o wysokości mniejszej niż 40 mm mają kąt zanurzenia 1 stopień, a te większe mają kąt 0,5 stopnia dla uzyskania optymalnych rezultatów.
d. Przy odpowiednim kącie pochylenia, wytrawione produkty mogą osiągnąć swój pełny potencjał. Aby zapewnić, że ziarniste powierzchnie wyglądają i działają zgodnie z oczekiwaniami, należy wziąć pod uwagę modele i głębokości - na każde 0,001 głębokości na zewnętrznej ścianie sugerowany jest kąt ciągu 1-1,5°, podczas gdy większe kąty mogą być konieczne na wewnętrznych ścianach.
Ogólnie rzecz biorąc, na każde 0,001 głębokości ziarna na ścianie zewnętrznej wymagany jest kąt ciągu od 1 do 1,5°, a na ścianie wewnętrznej wymagany jest większy kąt ciągu.
(Rzeczywisty projekt wytrawiania można znaleźć w informacjach na temat projektu wytrawiania dostarczonych przez firmę wytrawiającą). As Zdjęcie 3.

e. Tam, gdzie dokładność nie jest najważniejsza, należy rozważyć dopuszczenie większej pobłażliwości w wersjach roboczych.
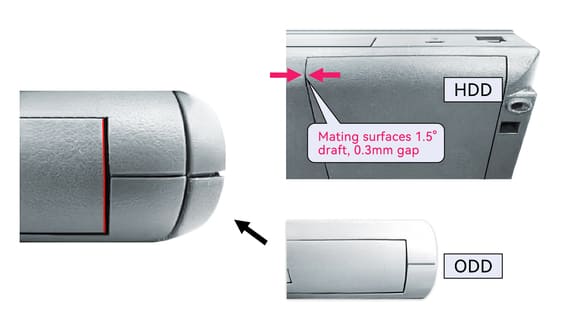
f. Podczas wprowadzania poprawek do wstępnej wersji produktu ważne jest, aby zarówno jego relacja montażowa, jak i wygląd fizyczny spełniały oczekiwania.
W szczególności, jeśli w grę wchodzą krytyczne wymiary, upewnij się, że pozostają one w pożądanym zakresie - w przeciwnym razie możesz potrzebować wyjaśnień od klienta, aby kontynuować. Zobacz Zdjęcie 4 dla dalszej ilustracji!
g. Małe produkty o gładkiej powierzchni zewnętrznej mają przeciąg ≥ 1°; duże produkty mają przeciąg ≥ 3°.
h. Nachylenie nakłucia i pozycja tarcia powinny być jak największe w dopuszczalnym zakresie. Jak na zdjęciu 5.

5. Jakie znaczenie ma kąt pochylenia?
a. Kąty zanurzenia mogą być mieczem obosiecznym - podczas gdy umożliwiają one łatwe zwolnienie Część formowana wtryskowoJeśli nie zostaną one prawidłowo obliczone, ich włączenie może prowadzić do deformacji lub uszkodzeń spowodowanych nadmiernym ciśnieniem i wąskimi tolerancjami. W takich przypadkach zarówno forma, jak i część są narażone na ryzyko uszkodzenia.
b. An formowanie wtryskowe Kąt pochylenia może okazać się przydatnym narzędziem do wielu celów, pozwalając osiągnąć większą wytrzymałość i stabilność części, zmniejszyć ryzyko wad, takich jak ślady zatopienia lub puste przestrzenie, oraz poprawić przepływ wtryskiwanego materiału. Wykorzystanie tej techniki jest nieocenione w tworzeniu wyprasek, które przekraczają oczekiwania!
c. Środki antyadhezyjne są niezbędne do formowanie wtryskowe proces. Bez nich bezpieczne i wydajne oddzielanie części od form byłoby niemożliwe - nie wspominając o zwiększonym zużyciu obu komponentów, które mogłoby zagrozić wydajności i jakości części.
Wnioski
Kąt zanurzenia jest istotnym elementem formowanie wtryskowe proces, ponieważ musi być dokładnie obliczony dla każdego unikalnego projektu części.
Obliczenia te wymagają uwzględnienia różnych czynników, w tym rodzaju materiału, wykończenia powierzchni i złożoności - aby zapewnić pomyślne wyrzucenie bez żadnych defektów kosmetycznych.
Podejmując wszelkie niezbędne środki ostrożności na samym etapie projektowania, można łatwo pokonać to wyzwanie, aby zapewnić wysoką jakość. Części formowane wtryskowo skutecznie!







