 Przejdź do treści
Przejdź do treści 
Niestandardowa usługa formowania wtryskowego ciekłej gumy silikonowej (LSR)
Poznaj zaawansowane metody formowania wtryskowego płynnej gumy silikonowej, aby uzyskać precyzyjne i trwałe produkty. Ulepsz swoją produkcję dzięki innowacyjnym rozwiązaniom Zetar Mold.

Kompletny przewodnik po modelowaniu wtryskowym ciekłej gumy silikonowej (LSR)
Czym jest formowanie wtryskowe z ciekłego kauczuku silikonowego (LSR)?
Formowanie wtryskowe ciekłej gumy silikonowej, często określane skrótem LSR Molding lub LIM (Liquid Injection Molding), to proces produkcyjny wykorzystywany do tworzenia trwałych, elastycznych i precyzyjnych części z ciekłej gumy silikonowej.
W swej istocie jest to proces termoutwardzalny. To odróżnia go zasadniczo od termoplastycznego formowania wtryskowego. Podczas gdy tworzywa termoplastyczne są podgrzewane do stanu stopionego, wtryskiwane do chłodnej formy w celu zestalenia i mogą być ponownie stopione, termoutwardzalne działają odwrotnie. W przypadku formowania LSR dwuskładnikowy płynny związek jest mieszany, a następnie wtryskiwany do rozgrzanej formy. Ciepło wyzwala nieodwracalną reakcję chemiczną zwaną utwardzaniem lub wulkanizacją, która przekształca ciecz w stałą, stabilną i elastyczną część gumową.
Jakie są klasyfikacje i rodzaje LSR?
LSR nie jest materiałem uniwersalnym. Jest dostępny w wielu gatunkach i może być przetwarzany przy użyciu kilku zaawansowanych technik, co pozwala na wysoki stopień dostosowania.
1. Klasyfikacja według klasy materiału:
① Klasa ogólnego zastosowania: Standardowa formuła oferująca dobrą równowagę właściwości fizycznych dla szerokiej gamy uszczelnień przemysłowych, uszczelek i produktów konsumenckich.
② Klasa medyczna: Gatunki te są biokompatybilne i spełniają rygorystyczne normy, takie jak USP Class VI i ISO 10993. Są one stosowane w maskach oddechowych, narzędziach chirurgicznych, uszczelnieniach urządzeń medycznych i implantach krótkoterminowych.
③ Klasa spożywcza: Zgodny z przepisami FDA (np. 21 CFR 177.2600) do stosowania w artykułach mających kontakt z żywnością, takich jak formy do pieczenia, smoczki do butelek dla niemowląt i przybory kuchenne.
④ Klasa optyczna: Charakteryzując się wysoką przezroczystością i przepuszczalnością światła, gatunek ten jest idealny do produkcji soczewek, światłowodów i osłon do diod LED i czujników, w których najważniejsza jest przejrzystość optyczna.

⑤ Klasa przewodzenia: Dzięki zastosowaniu przewodzących wypełniaczy, takich jak sadza, te materiały LSR mogą być wykorzystywane w zastosowaniach wymagających przewodności elektrycznej, takich jak uszczelki ekranujące EMI/RFI, podkładki przewodzące i złącza elektryczne.
⑥ Klasa samosmarująca: Materiał ten z czasem wydziela niewielką ilość oleju silikonowego na swoją powierzchnię, zmniejszając współczynnik tarcia. Jest idealny do tworzenia uszczelek o niskim współczynniku tarcia, O-ringów i uszczelek złączy, które muszą być łatwe w montażu.
⑦ Fluorosilikon (F-LSR): Oferuje zwiększoną odporność na niepolarne rozpuszczalniki, paliwa, oleje i agresywne chemikalia, dzięki czemu jest preferowanym wyborem dla uszczelek samochodowych i lotniczych narażonych na działanie trudnych płynów.
2. Klasyfikacja według zmienności procesu:
① Standardowe formowanie LSR: Podstawowy proces tworzenia jednomateriałowej części LSR.
② LSR Overmolding (2-Shot Molding): Wieloetapowy proces, w którym LSR jest formowany na wstępnie uformowanym podłożu. Może to być:
- LSR na tworzywie termoplastycznym: Zaprojektowana część z tworzywa sztucznego (np. PBT, nylon) jest umieszczana w drugiej formie, a LSR jest wtryskiwany wokół niej w celu stworzenia zintegrowanej części o cechach zarówno sztywnych, jak i miękkich (np. wodoodporna obudowa z wbudowaną uszczelką).
- LSR na metalu: LSR jest formowany na metalowym elemencie (np. stal nierdzewna, aluminium) w celu stworzenia uchwytów, izolatorów lub elementów tłumiących drgania.
③ Mikroformowanie z użyciem LSR: Niezwykle precyzyjna wersja procesu wykorzystywana do produkcji części o cechach w skali mikro lub wadze mniejszej niż gram, często stosowana w urządzeniach medycznych i mikroelektronice.

Jakie są typowe scenariusze zastosowań LSR?
Unikalne właściwości LSR sprawiają, że jest to materiał wybierany w zastosowaniach, w których wydajność i niezawodność nie podlegają negocjacjom.
1. Medycyna i opieka zdrowotna:
Ze względu na doskonałą biokompatybilność, sterylność i obojętność, LSR jest wszechobecny w medycynie.
Przykłady: Maski oddechowe, elastyczne uszczelki do urządzeń do podawania leków, zatyczki do strzykawek, cewniki, elementy zaworów do systemów zarządzania płynami oraz miękkie, giętkie elementy narzędzi chirurgicznych.
2. Przemysł motoryzacyjny:
Środowisko motoryzacyjne wymaga odporności na ekstremalne temperatury, wibracje i płyny.
Przykłady: Uszczelki złączy do wiązek przewodów, uszczelki do elementów silnika i skrzyni biegów, osłony ochronne czujników, tłumiki drgań i elastyczne membrany do systemów regulacji ciśnienia.
3. Dobra konsumpcyjne i elektronika:
LSR zapewnia wodoodporność, trwałość i miękkość w dotyku.
Przykłady: Uszczelki i uszczelnienia do smartwatchów i wzmocnionych telefonów, miękkie przyciski na pilotach, elastyczne klawiatury, smoczki i smoczki dla niemowląt oraz wysokiej klasy przybory kuchenne, takie jak szpatułki i formy do pieczenia.
4. Zastosowania przemysłowe:
W wymagających warunkach przemysłowych LSR zapewnia długotrwałą stabilność i szczelność.
Przykłady: Uszczelki do zewnętrznych opraw oświetleniowych LED, uszczelki do pomp przemysłowych, membrany do zaworów ciśnieniowych i osłony ochronne do wrażliwych urządzeń.

Jakie są zalety formowania wtryskowego LSR?
1. Wysoka precyzja i swoboda projektowania: Niska lepkość ciekłego silikonu pozwala mu łatwo przepływać przez cienkie ścianki i wypełniać skomplikowane, złożone wnęki formy, umożliwiając produkcję bardzo szczegółowych części, co byłoby niemożliwe w przypadku innych elastomerów.
2. Doskonałe właściwości materiału: LSR oferuje niezrównaną kombinację cech:
Biokompatybilność: Z natury obojętny i hipoalergiczny.
② Odporność na temperaturę: Stabilność w szerokim zakresie temperatur, zazwyczaj od -50°C do +200°C, przy czym specjalne odmiany mogą pracować w jeszcze wyższych temperaturach.

③ Stabilność chemiczna i UV: Odporność na wodę, ozon, promieniowanie UV i szeroką gamę chemikaliów.
④ Zestaw o niskiej kompresji: Części powracają do swojego pierwotnego kształtu po długotrwałym ściskaniu, dzięki czemu doskonale nadają się do uszczelnień i uszczelek.
⑤ Izolacja elektryczna: Posiada wysoką wytrzymałość dielektryczną.
3. Automatyzacja dużych serii i krótkie czasy cykli: Proces ten jest wysoce zautomatyzowany. Czasy utwardzania są bardzo szybkie, często od 20 do 60 sekund, co ułatwia wydajną produkcję na dużą skalę przy minimalnym nakładzie pracy.
4. Czysty i bezodpadowy proces: System zamkniętej pętli, od wiader z materiałem do uszczelnionej formy, minimalizuje narażenie na zanieczyszczenia. Ma to kluczowe znaczenie dla zastosowań medycznych i spożywczych. Ponadto, precyzyjne techniki formowania "flashless" znacznie zmniejszają ilość odpadów materiałowych i etapów przetwarzania końcowego.
Jakie są wady formowania wtryskowego LSR?
1. Wysoka inwestycja początkowa: Formy LSR wymagają niezwykle wąskich tolerancji i specjalistycznych funkcji (takich jak systemy zimnokanałowe) do zarządzania materiałem o niskiej lepkości. Zarówno oprzyrządowanie, jak i specjalistyczne maszyny do formowania wtryskowego stanowią znaczny początkowy wydatek kapitałowy.
2. Wyższy koszt materiałów: W przeliczeniu na kilogram LSR jest generalnie droższy niż wiele popularnych tworzyw termoplastycznych i niektóre kauczuki syntetyczne. Można to jednak zrównoważyć krótszym czasem cyklu i niższymi kosztami pracy w produkcji wielkoseryjnej.
3. Charakter termoutwardzalny: Jako materiał termoutwardzalny, LSR nie może być topiony i poddawany recyklingowi w taki sam sposób jak tworzywa termoplastyczne. Chociaż złom można zmielić i wykorzystać jako wypełniacz w niektórych zastosowaniach, nie jest to proces recyklingu w obiegu zamkniętym.
4. Złożoność oprzyrządowania: Projektowanie i wytwarzanie form LSR jest bardziej złożone niż w przypadku tworzyw termoplastycznych. Muszą one wytrzymywać wysokie temperatury, jednocześnie utrzymując system dostarczania materiału w niskiej temperaturze, i wymagają wyjątkowego uszczelnienia, aby zapobiec wypływaniu.
Jak formowanie LSR wypada na tle innych procesów?
vs. Termoplastyczne formowanie wtryskowe:
Podstawową różnicą jest termoutwardzalność i termoplastyczność. LSR obejmuje chemiczną reakcję utwardzania w gorącej formie, podczas gdy tworzywa termoplastyczne topią się i krzepną w chłodnej formie. Części LSR są elastyczne i odporne na temperaturę, podczas gdy tworzywa termoplastyczne oferują sztywność i wytrzymałość.
vs. formowanie tłoczne (z HCR):
Formowanie tłoczne zazwyczaj wykorzystuje gumę o wysokiej konsystencji (HCR), ciało stałe podobne do gliny. Jest to wolniejszy, bardziej pracochłonny proces z mniej precyzyjną kontrolą materiału, co prowadzi do większych strat materiału i większej ilości wypływek. Formowanie LSR jest zautomatyzowane, szybsze, czystsze i lepiej nadaje się do złożonych geometrii i produkcji wielkoseryjnej.
Formowanie wtryskowe ciekłej gumy silikonowej (LSR)
Zapoznaj się z naszym szczegółowym przewodnikiem po formowaniu wtryskowym z ciekłej gumy silikonowej (LSR). Dowiedz się o podstawowym procesie, materiałach, zaletach, kluczowych zastosowaniach w medycynie i motoryzacji oraz najlepszych praktykach projektowych.

Kompletny przewodnik po modelowaniu wtryskowym ciekłej gumy silikonowej (LSR)
Jakie są kluczowe cechy i właściwości LSR?
Zrozumienie tych właściwości jest kluczem do wyboru odpowiedniego gatunku LSR do danego zastosowania.
| Własność | Opis i znaczenie | Typowy zakres/wartość |
|---|---|---|
| Twardość (Durometr) | Mierzy odporność materiału na wgniecenia, wskazując jego miękkość lub twardość. Brzeg A jest standardową skalą dla elastycznych gum. | 5 do 80 Shore A |
| Wytrzymałość na rozciąganie | Maksymalne naprężenie, jakie materiał może wytrzymać podczas ciągnięcia lub rozciągania przed zerwaniem. Mierzone w megapaskalach (MPa). | 5 - 11 MPa |
| Wydłużenie przy zerwaniu | Procentowy wzrost długości, jaki materiał może osiągnąć przed pęknięciem. Wskazuje na elastyczność i rozciągliwość materiału. | 200% – 900% |
| Wytrzymałość na rozerwanie | Mierzy odporność materiału na rozprzestrzenianie się rozdarcia. Ma kluczowe znaczenie w przypadku części, które mogą zostać nacięte lub przecięte podczas użytkowania. | 20 - 50 kN/m |
| Zestaw kompresyjny | Procent trwałego odkształcenia pozostałego po ściśnięciu materiału przez określony czas w określonej temperaturze. Niska wartość ma kluczowe znaczenie dla uszczelek. | 10% - 25% (w temperaturze 150°C przez 22 godziny) |
| Temperatura pracy | Zakres temperatur, w którym materiał zachowuje swoje kluczowe właściwości bez degradacji. | -50°C do 200°C (-60°F do 390°F) |
| Wytrzymałość dielektryczna | Zdolność materiału do działania jako izolator elektryczny, mierzona jako maksymalne napięcie, które może wytrzymać przed przebiciem. | ~20 kV/mm |
Na czym polega podstawowy proces formowania wtryskowego LSR?
Proces formowania LSR to symfonia precyzji i kontroli. Poniżej przedstawiamy krok po kroku jego przebieg:
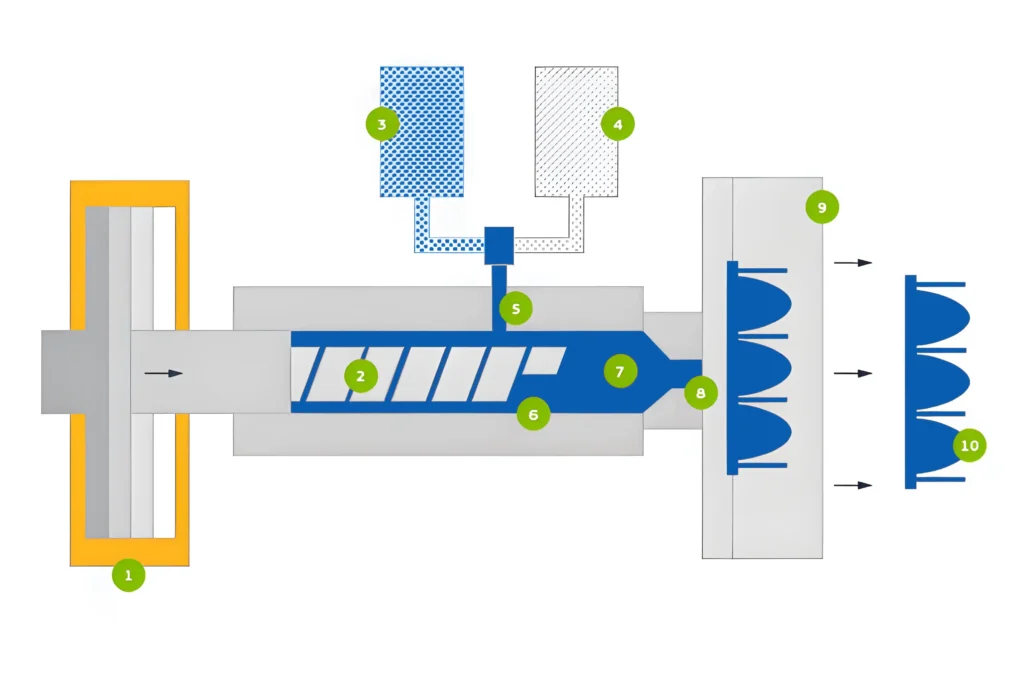
1. Dostawa materiałów: Proces rozpoczyna się od dwóch oddzielnych pojemników, zwykle 20-litrowych wiader lub 200-litrowych beczek, zawierających część A i część B ciekłego silikonu.
2. Dozowanie i odmierzanie: Specjalistyczna jednostka dozująca na maszynie formującej wykorzystuje pompy do pobierania składników A i B z ich pojemników w precyzyjnym stosunku objętościowym 1:1. Jeśli wymagany jest kolor, trzeci strumień pasty barwiącej jest dokładnie dozowany do systemu.
3. Mieszanie: Składniki A i B (oraz dowolny barwnik) są wprowadzane do mikser statyczny. Urządzenie to zawiera szereg spiralnych elementów, które wielokrotnie dzielą i ponownie łączą strumienie materiału, zapewniając idealnie jednorodną mieszankę bez wprowadzania ciepła lub powietrza.
4. Wstrzyknięcie: Wymieszany, nieutwardzony LSR jest podawany do cylindra wtryskowego, który jest chłodzony wodą, aby zapobiec przedwczesnemu utwardzeniu. Następnie ślimak lub tłok wtryskuje precyzyjny "zastrzyk" materiału przez chłodzoną dyszę i system kanałów do rozgrzanych gniazd formy.
5. Utwardzanie (wulkanizacja): Forma jest podgrzewana do temperatury od 150°C do 200°C (300°F - 390°F). To intensywne ciepło inicjuje katalizowaną platyną reakcję sieciowania. Płynny silikon szybko przekształca się w stałą, elastyczną część gumową w zaledwie 20-60 sekund.
6. Rozkładanie i wyrzucanie: Po zakończeniu utwardzania forma zostaje otwarta. Ze względu na elastyczność LSR, części mogą być często usuwane nawet z podcięciami, czasami wspomagane przez trzpienie wypychaczy lub zautomatyzowane roboty. Następny cykl rozpoczyna się natychmiast.

Jakie są kluczowe aspekty formowania LSR?
Skuteczne formowanie LSR zależy od zwrócenia szczególnej uwagi na trzy kluczowe obszary: projekt części, projekt formy i wybór materiału.
1. Uwagi dotyczące konstrukcji części:
① Grubość ścianki: Należy dążyć do uzyskania jednolitej grubości ścianki, aby zapewnić spójne utwardzanie i uniknąć śladów zacieków. Przejścia między różnymi grubościami powinny być stopniowe.
② Linia rozstania: Miejsce, w którym spotykają się dwie połówki formy. Jego umiejscowienie ma kluczowe znaczenie dla estetyki, funkcjonalności formy i zapobiegania powstawaniu wypływek.
③ Wentylacja: Ze względu na wyjątkowo niską lepkość LSR i dużą prędkość wtrysku, powietrze może łatwo zostać uwięzione. Otwory wentylacyjne to małe kanały (0,005 mm - 0,02 mm głębokości), które muszą być precyzyjnie obrobione w linii podziału, aby umożliwić ucieczkę powietrza, ale nie silikonu.
Kąty zanurzenia: Zaleca się lekkie zwężenie (1-2 stopnie) na pionowych ściankach, aby ułatwić wysuwanie części z formy.
2. Rozważania dotyczące konstrukcji formy:
① System Cold Runner: W przeciwieństwie do systemów gorącokanałowych do tworzyw termoplastycznych, formy LSR często wykorzystują system zimnokanałowy. Kanały dostarczające materiał do wnęk są utrzymywane w niskiej temperaturze, aby zapobiec utwardzeniu LSR przed dotarciem do części. Minimalizuje to straty materiału.
② Bramkowanie: Punkt, w którym materiał wchodzi do wnęki. Lokalizacja i rozmiar bramy muszą być zoptymalizowane, aby zapewnić gładkie, równomierne wypełnienie i uniknąć kosmetycznych skaz na końcowej części.
③ Uszczelnienie formy: Połówki formy muszą być idealnie uszczelnione, aby zapobiec wydostawaniu się LSR o niskiej lepkości, co powoduje zapłon. Wymaga to wyjątkowo precyzyjnej obróbki elementów formy.
3. Rozważania dotyczące wyboru materiału:
① Twardość: Dopasuj twardość do potrzeb aplikacji w zakresie elastyczności lub sztywności.
② Środowisko: Czy część będzie narażona na działanie chemikaliów, światła UV lub ekstremalnych temperatur? Wybierz odpowiednio standardowy, fluorosilikonowy lub inny specjalistyczny gatunek.
③ Wymogi regulacyjne: Czy aplikacja wymaga zgodności z wymogami medycznymi (klasa VI USP) lub spożywczymi (FDA)?

Jakie są najlepsze praktyki projektowania części LSR?
Postępuj zgodnie z tymi wskazówkami, aby tworzyć części zoptymalizowane pod kątem możliwości produkcyjnych i wydajności.
1. Utrzymanie jednolitej grubości ścianki: Idealna grubość ścianki dla części LSR wynosi zazwyczaj od 0,5 mm do 3 mm. Jednorodność zapobiega nierównomiernemu skurczowi i naprężeniom wewnętrznym.
2. Używaj dużych promieni: Unikaj ostrych narożników wewnętrznych. Dodanie promienia (co najmniej 0,5x grubość ścianki) poprawia przepływ materiału, zmniejsza koncentrację naprężeń i zwiększa wytrzymałość części na rozdarcie.
3. Strategiczne rozmieszczenie linii podziału: Współpracuj z producentem, aby umieścić linię podziału na niekrytycznej lub ukrytej powierzchni, aby zminimalizować jej wpływ na estetykę.
4. Wykorzystaj elastyczność LSR do podcięć: Proste podcięcia mogą być często formowane bez skomplikowanych działań bocznych, ponieważ elastyczna część może zostać "wyjęta" z formy. Przedyskutuj złożone projekty podcięć ze swoją formierką, aby upewnić się, że są one wykonalne.
5. Konstrukcja zapewniająca prawidłową wentylację: Podczas projektowania części należy rozważyć, gdzie będą znajdować się ostatnie punkty napełniania. Są to naturalne lokalizacje dla otworów wentylacyjnych.
6. Włączenie wersji roboczej: Chociaż LSR jest elastyczny, kąt zanurzenia wynoszący co najmniej 1 stopień upraszcza wyrzucanie, skraca czas cyklu i minimalizuje naprężenia na części podczas usuwania.
Jakie są typowe problemy związane z formowaniem LSR i ich rozwiązania?
| Problem | Opis | Najczęstsze przyczyny | Rozwiązania |
|---|---|---|---|
| Flash | Cienka, niepożądana warstwa LSR na części wzdłuż linii podziału. | 1. Słabe uszczelnienie formy. 2. Nadmierne ciśnienie/prędkość wtrysku. 3. Niewystarczająca siła zacisku. | 1. Poprawa precyzji narzędzia do formowania. 2. Zmniejszyć ciśnienie wtrysku. 3. Zwiększenie tonażu zacisku maszyny. |
| Pułapki powietrzne (puste przestrzenie) | Pęcherzyki lub puste kieszenie uwięzione w części. | 1. Nieodpowiednie odpowietrzenie formy. 2. Turbulentny przepływ materiału. 3. Uwięziona wilgoć. | 1. Dodanie lub powiększenie otworów wentylacyjnych w punktach ostatniego napełnienia. 2. Optymalizacja położenia bramki i prędkości wtrysku. 3. Upewnić się, że materiał jest suchy. |
| Krótki strzał | Wnęka formy nie jest całkowicie wypełniona, co powoduje powstanie niekompletnej części. | 1. Wstrzyknięto niewystarczającą ilość materiału. 2. Przedwczesne utwardzanie. 3. Słabe odpowietrzenie (przeciwciśnienie). | 1. Zwiększenie rozmiaru strzału. 2. Nieznacznie obniżyć temperaturę formy lub zwiększyć prędkość wtrysku. 3. Poprawa wentylacji. |
| Znaki zlewu | Wgłębienia na powierzchni, zwykle naprzeciwko grubych sekcji, takich jak żebra. | 1. Kurczenie się materiału w grubych obszarach. 2. Niewystarczające ciśnienie uszczelnienia. | 1. Zaprojektować jednolitą grubość ścianki. 2. Optymalizacja fazy pakowania. 3. Wytnij grube sekcje. |
| Awaria klejenia (obtrysk) | Warstwa LSR odkleja się od plastikowego lub metalowego podłoża. | 1. Materiały niezgodne. 2. Zanieczyszczenie powierzchni (oleje, pleśń). 3. Niewystarczająca temperatura podłoża. | 1. Użycie podkładów lub obróbka powierzchni (plazma/korona). 2. Upewnij się, że podłoże jest czyste. 3. Używanie kompatybilnych materiałów (np. PBT). |
Jakie są powiązane technologie i koncepcje?
1. Technologie wyższego szczebla:
① Chemia silikonu (utwardzanie addycyjne vs. utwardzanie nadtlenkowe): LSR wykorzystuje katalizowany platyną system utwardzania addycyjnego. Proces ten jest bardzo czysty, szybki i nie wytwarza produktów ubocznych. Jest to lepsze rozwiązanie niż systemy utwardzania nadtlenkami stosowane w niektórych HCR, które mogą pozostawiać resztki i wymagać dokładniejszego procesu utwardzania końcowego.
② CAD/CAM: Oprogramowanie do projektowania wspomaganego komputerowo (CAD) służy do projektowania modelu 3D części. Oprogramowanie Computer-Aided Manufacturing (CAM) przekłada następnie ten projekt na instrukcje dla maszyn, które zbudują formę.
③ Produkcja form (CNC i EDM): Precyzyjne formy stalowe do LSR są produkowane przy użyciu obróbki CNC (Computer Numerical Control) do ogólnego kształtowania i EDM (Electrical Discharge Machining) do tworzenia drobnych szczegółów, ostrych narożników i złożonych tekstur, które są trudne do frezowania.
2. Procesy niższego szczebla:
① Po utwardzeniu: Chociaż LSR utwardza się całkowicie w formie, niektóre części, zwłaszcza do zastosowań medycznych i mających kontakt z żywnością, przechodzą etap utwardzania końcowego. Obejmuje to podgrzewanie części w piecu przez kilka godzin, aby usunąć wszelkie pozostałe lotne związki organiczne (LZO) i zapewnić maksymalną stabilność i obojętność.
② Kriogeniczne Usuwanie wypływek: W przypadku zastosowań wymagających idealnych, pozbawionych wypływek krawędzi, części mogą być bębnowane w ciekłym azocie. Ekstremalne zimno sprawia, że cienkie krawędzie stają się kruche, powodując ich czyste odłamanie, podczas gdy główny korpus części pozostaje elastyczny i nieuszkodzony.
③ Montaż i automatyzacja: Gotowe części LSR są często integrowane z większymi zespołami. Spójność i precyzja formowania wtryskowego sprawiają, że są one idealne dla zautomatyzowanych linii montażowych.
3. Procesy alternatywne i powiązane:
① Silikonowe formowanie tłoczne i transferowe: Procesy te wykorzystują gumę o wysokiej konsystencji (HCR) i lepiej nadają się do produkcji na mniejszą skalę, prostszych geometrii lub bardzo dużych części. Są one generalnie wolniejsze i mniej precyzyjne niż formowanie LSR.
② Drukowanie 3D przy użyciu silikonu: Nowa technologia, która pozwala na szybkie prototypowanie i tworzenie wysoce złożonych, niestandardowych części bez konieczności stosowania narzędzi. Choć obecnie jest wolniejsza i droższa w przypadku produkcji masowej, stanowi doskonałe narzędzie do walidacji projektu i produkcji małoseryjnej.


Zbliżenie na kolorowe plastikowe klocki konstrukcyjne w różnych barwach, w tym fioletowe, niebieskie, zielone i żółte, ułożone jeden na drugim.
Kluczowe wnioski – Wybór materiału i optymalizacja grubości ścianki są głównymi czynnikami wpływającymi na redukcję kosztów części. – Inwestowanie w wyższej jakości narzędzia (klasa 101/102) może obniżyć długoterminowe koszty jednostkowe poprzez

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Przeczytaj więcej o tym, Jak Poprawić Precyzję Form Wtryskowych?

Co to jest maszyna do formowania wtryskowego z dużą prędkością?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

