 Przejdź do treści
Przejdź do treści 

Wprowadzenie: W Proces formowania wtryskowegoŻywica z tworzywa sztucznego jest głównym materiałem do produkcji części z tworzyw sztucznych. W procesie produkcyjnym stopione tworzywo sztuczne wpływa do połówek formy, wypełniając wnękę formy, tworząc pożądany kształt.
Różne tworzywa sztuczne i metody formowania wtryskowego gumy mogą zaspokoić potrzeby różnych zastosowań i zapewnić jakość i wydajność gotowego produktu.

Obróbka form jest bardzo ważna w projektach formowania wtryskowego tworzyw sztucznych. Decyduje ona o ostatecznym kształcie i jakości wytwarzanej części lub produktu. Ale forma wtryskowa to nie tylko jedna część, która utwardza strumień stopionego tworzywa sztucznego. Zamiast tego różne części formy wtryskowej wykonują różne czynności w ścisłej strukturze projektowej podczas całego procesu.
W tym artykule omówimy różne systemy i komponenty formy wtryskowej oraz ich wpływ na ogólną strukturę i funkcję formy.

Jakie jest znaczenie formy wtryskowej?
Forma wtryskowa to narzędzie do wytwarzania produktów z tworzyw sztucznych. Jest to również narzędzie, które nadaje produktom z tworzyw sztucznych pełną strukturę i precyzyjne wymiary. Ponieważ główną metodą produkcji jest wtryskiwanie stopionego tworzywa sztucznego o wysokiej temperaturze do formy za pomocą wysokiego ciśnienia i napędu mechanicznego, jest ona również nazywana plastikową formą wtryskową.
Jakie są materiały do form wtryskowych?
Istnieje wiele różnych metali i stopów, które można wykorzystać do produkcji form wtryskowych, takich jak stal węglowa, stal nierdzewna, aluminium, tytan, miedź berylowa i tak dalej. Ale można również użyć form ceramicznych do materiałów o naprawdę wysokich temperaturach topnienia.
Materiał użyty do wykonania formy zależy od wielu czynników, takich jak liczba produkowanych części, rodzaj używanego tworzywa sztucznego, stopień skomplikowania części, łatwość obróbki i wąskie tolerancje.
Na przykład stal nierdzewna może wytrzymać do miliona cykli, podczas gdy aluminium jest dobre dla kilku tysięcy cykli. Podsumowując, minimalnym wymaganiem dla materiałów do form jest to, aby ich temperatura topnienia była wyższa niż wtryskiwanego tworzywa sztucznego.
Oto krótki opis popularnych materiałów do form wtryskowych;
Żelazo
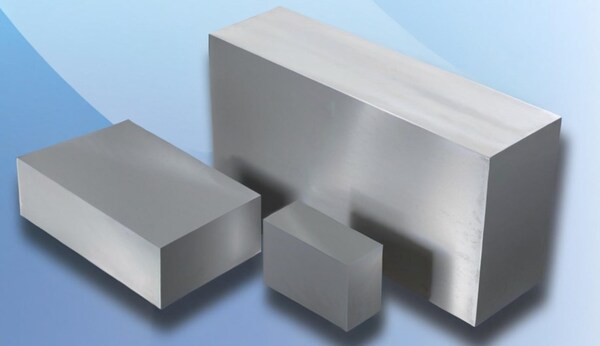
Stal jest doskonałym materiałem do produkcji form, ponieważ jest wytrzymała. Może wytrzymać 5000 cykli i współpracuje z ABS, nylonem, PP, PC, akrylem i wieloma innymi tworzywami sztucznymi. Do produkcji rdzeni, wnęk i innych części form wtryskowych można użyć stali A-2, D-2 i M-2.
Stal nierdzewna
Dodanie większej ilości chromu i węgla poprawia odporność na korozję, zużycie i ścieranie. Tak więc gatunki stali nierdzewnej, takie jak 420, 316-L, 174-PH mogą tworzyć bardziej złożone i trwałe formy. Ponieważ jednak szybkość rozkładu termicznego jest niska, czas cyklu może być dłuższy.

Stal narzędziowa
Stal narzędziowa to stop żeliwa zawierający węgiel i inne pierwiastki stopowe. Różne stopy i gatunki stali narzędziowej nadają formom maszynowym niestandardowe właściwości. Przykłady obejmują stale narzędziowe H-10, H-13, T-15, A6 i M2.
Materiały aluminiowe
Aluminium nie wytrzymuje wielokrotnych strzałów, ale jest popularnym materiałem do szybkiego tworzenia narzędzi. Oznacza to, że aluminiowe formy wtryskowe można wytwarzać tanio i szybko, ponieważ materiał ten jest tani i łatwy w obróbce. Ponadto wysoka przewodność cieplna materiałów 6061 i 7075 skraca czas cyklu.
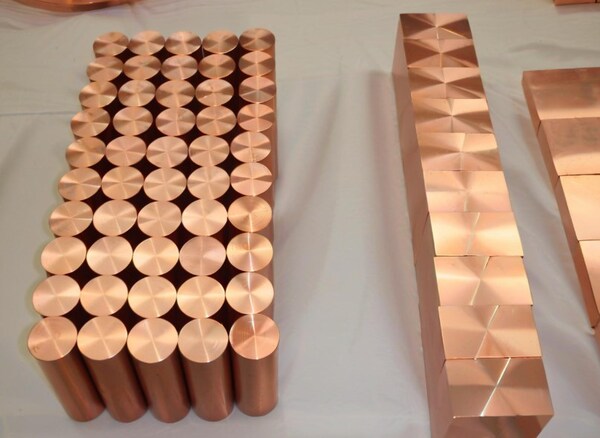
Miedź berylowa
Ten stop miedzi znany jest z doskonałej przewodności cieplnej i odporności na korozję, co czyni go doskonałym materiałem na formy do precyzyjnych części z tworzyw sztucznych. Producenci wykorzystują ten metal do produkcji gorących kanałów, wkładek do form, rdzeni i innych elementów.
Jakie są podstawowe elementy formy wtryskowej?
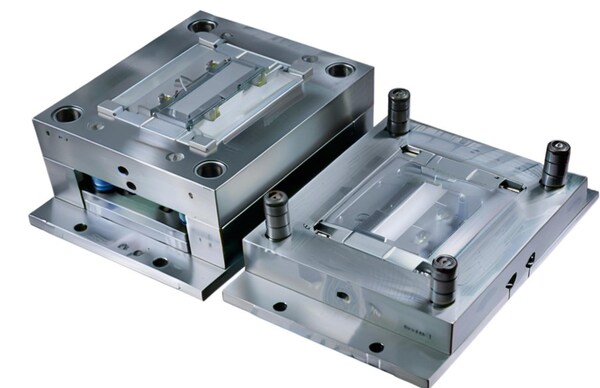
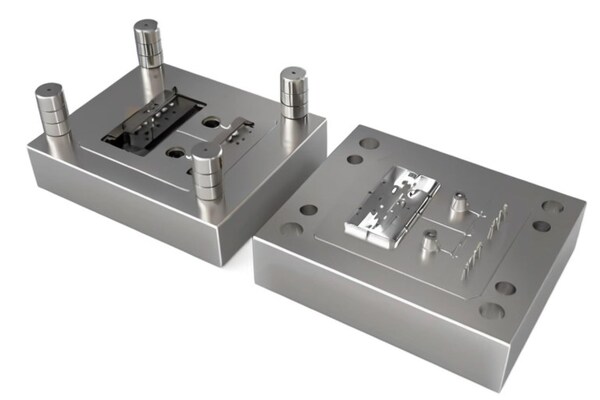
Każda forma wtryskowa składa się z dwóch podstawowych części: strony wnęki A (nieruchomej) i strony wnęki B (ruchomej). Część stacjonarna definiuje zewnętrzny kontur części i tworzy wnękę do wypełnienia materiałem, podczas gdy strona B przesuwa się do linii podziału.

Wnęka A (strona stacjonarna)
Strona wnęki A jest przymocowana do stałej płyty maszyny formującej i nie porusza się podczas procesu formowania. Mieści ona system kanałów i jest utrzymywana w precyzyjnym wyrównaniu z ruchomą stroną B za pomocą sworzni prowadzących i tulei. Dlatego ta strona zawiera również kanały chłodzące do przepływu chłodziwa podczas krzepnięcia.

Wnęka B (ruchoma strona)
Strona B formy jest ważna dla otwierania i zamykania formy. Zazwyczaj ma ona system wyrzutnika i sposób na przytrzymanie wkładki. Ponadto ruchoma płyta maszyny do formowania łączy się z tą stroną, aby pomóc w otwieraniu i zamykaniu formy. Ważne jest, aby ta strona poruszała się i ustawiała prawidłowo, aby część miała odpowiedni rozmiar i łatwo wychodziła z formy.

Co zawiera forma wtryskowa według funkcji?
Po podstawowych komponentach, oto różne elementy formy wtryskowej, sklasyfikowane według ich funkcji. Niektóre z tych komponentów transportują surowe tworzywo sztuczne, prowadzą otwieranie i zapewniają chłodzenie. Oznacza to, że określony zestaw komponentów wykonuje określone funkcje w celu osiągnięcia pożądanego rezultatu.

System Runner
Pomyśl o tym w ten sposób: Beczka wystrzeliwuje stopiony materiał z dyszy i potrzebne są pewne kanały, aby uzyskać przepływ z dyszy beczki do bramy wtryskowej, gdzie materiał trafia do części. System kanałów pomaga materiałowi dostać się do bramy. Ponadto system kanałów może mieć kilka kanałów, aby rozprowadzić materiał wokół, jeśli masz formę z więcej niż jedną częścią.
Tuleja wlewu: Zwykle jest to stożkowy lub cylindryczny kanał, który przenosi stopione tworzywo sztuczne z końcówki dyszy do punktu wlotowego kanału. W formach jednogniazdowych główna brama rozciąga się bezpośrednio do miejsca bramy.
Sieć biegaczy: Główna brama rozdziela stopiony materiał na różne bramy wnękowe poprzez sieć prowadnic.
Brama: Sieć kanałów doprowadza stopiony materiał do wlewu, który jest małym otworem w gnieździe formy. Brama może mieć kształt krawędzi, sworznia, wachlarza lub inny.

Kiedy mówisz o tych elementach formy wtryskowe, myślisz o ciśnieniu i temperaturze. Sama dysza utrzymuje wysokie ciśnienie wtrysku. Dzięki temu materiał przepływa równomiernie w ramach pożądanego poziomu lepkości.

Biegaczy można podzielić na dwa rodzaje: zimne i gorące kanały. Gorące kanały mają kanały wysokotemperaturowe i dodatkowe urządzenia grzewcze, które utrzymują temperaturę przepływu, aby nie zestalał się zbyt szybko. Z drugiej strony, zimne kanały mają tylko przepływ powietrza wlotowego bez dodatkowego ogrzewania.
Układ chłodzenia
Faza chłodzenia odpowiada za 50% do 80% czasu procesu formowania wtryskowego, więc można sobie wyobrazić, jak ważne jest wytwarzanie części z tworzyw sztucznych bez wad.

Zasadniczo układ chłodzenia to sieć rur wodnych wokół zespołu formy wtryskowej, głównie wokół głównej wnęki, w której formowany jest stopiony materiał. Podczas gdy woda jest najczęściej stosowanym chłodziwem, glikol lub inne oleje krążą w formach wysokotemperaturowych.

System chłodzenia reguluje i dostosowuje temperaturę i natężenie przepływu, umożliwiając lepszą kontrolę pracy. W ten sposób odpowiednie chłodzenie zapobiega splątaniu, zwiększa wydajność produkcji i spowalnia zużycie formy.
W przypadku dużych i złożonych form (np. z rdzeniem o średnicy 50 mm lub większej) cyrkulacja wody jest konforemna, a nie liniowa. Poniżej wymieniono elementy formy wtryskowej, które należą do układu chłodzenia;
Przegrody: Przekierowują one chłodziwo do podkanałów i są zazwyczaj metalowymi paskami w kształcie ostrzy.
Bubblery: Są to puste rurki, które łączą kanały w wywierconych otworach.
Gorące szpilki: Są to cylindry wypełnione cieczą, która pochłania i rozprasza ciepło poprzez ciągłą cyrkulację.
Pompa zewnętrzna: Zapewnia wystarczające ciśnienie dla określonego natężenia przepływu i utrzymuje cykl chłodzenia.

System komponentów do formowania
Są to główne części formy wtryskowej, odpowiedzialne za ostateczny kształt, rozmiar, dopasowanie i dokładność. Jak sama nazwa wskazuje, kształtują one części, nadając im szczegóły powierzchni wnęki i cech wewnętrznych. Elementy formujące obejmują rdzenie, wnęki, pręty formujące, podnośniki itp.
Części te można szybko zauważyć. Każda część, która dotyka materiału podawanego po wejściu do wnęki z bramy.

Oto typowe części systemu części formujących;
Wnęka formy: Pozostaje on w maszynie i przejmuje ciśnienie wtrysku tłoka.

Rdzeń: Druga połowa, która porusza się i blokuje wraz z wnęką podczas procesu, tworząc kompletny element wewnętrzny.
Pręt do formowania: Trzpień rdzeniowy używany do wykonywania chudych i długich elementów, takich jak wałki lub otwory w części.
Podnośniki: Utrzymują one stałe kąty zanurzenia różnych elementów, aby pomóc w zamykaniu i otwieraniu formy.
System odpowietrzania
Gdy tworzywo sztuczne płynie, do wnęki dostaje się powietrze. Gdy tworzywo sztuczne krzepnie, wytwarza gazy formierskie. Gazy te mogą powodować puste przestrzenie, pęcherzyki, słabe punkty, ślady wypalenia i niekompletne wypełnienie.

Dlatego system odpowietrzania w formie wtryskowej jest ważny, aby usunąć uwięzione powietrze i rozwiązać te problemy. Ponadto odpowietrznik pomaga ograniczyć nadmierne ciśnienie wtrysku.

W małych standardowych procesach formowania otwory wentylacyjne są ustawione na linii poszycia korpusu środkowej wnęki wraz z kołkiem wentylacyjnym, ale gdy forma staje się bardziej złożona, części systemowe formy wtryskowej stają się coraz bardziej złożone.
Inne typowe systemy wentylacyjne obejmują

Rowki i kanały: Wąskie kanały lub rowki na linii podziału, sworznie i punkty wentylacyjne:
Ewakuacja powietrzna: Przed wtryskiem powietrze jest usuwane za pomocą zewnętrznej pompy próżniowej.
Zawory odpowietrzające: Mikrozawory znajdują się zarówno wewnątrz, jak i na zewnątrz wnęki.
Otwory wentylacyjne wokół podzespołów: Ogólnie rzecz biorąc, otwory wentylacyjne znajdują się na wszystkich częściach związanych z przepływem ogrzewania, takich jak główna brama, prowadnice i bramy.
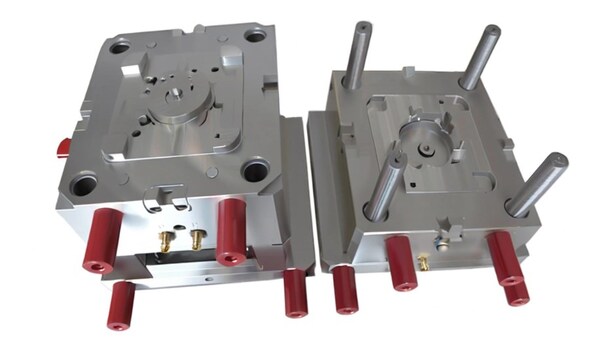
System przewodników
Komponenty systemu prowadnic zapewniają, że dwie połówki formy i inne komponenty są ustawione w jednej linii podczas otwierania i zamykania formy. Są więc ważne, aby upewnić się, że każdy cykl jest dokładny i spójny.
Z tego powodu siła zacisku może z czasem zmienić swoją pozycję. Elementy systemu prowadnic, takie jak sworznie prowadzące, tuleje i płyty prowadzące, mogą temu zapobiec.

Sworznie prowadzące i tuleje: Te dwa elementy współpracują ze sobą, aby kierować ruchem dwóch połówek formy. Kołki prowadzące to małe metalowe pręty, które wystają z jednej połowy formy i pasują do odpowiednich otworów (tulei) w drugiej połowie formy.
System wyrzucania
Po upływie czasu chłodzenia forma otwiera się, a system wypychania pomaga bezpiecznie i płynnie wyjąć część i prowadnice. Zazwyczaj do tego celu wykorzystywane są trzpienie wypychaczy. Te cienkie cylindryczne kołki są mocowane w płycie wypychacza przymocowanej do ruchomej strony. Punktem styku sworznia jest płaska powierzchnia, dzięki czemu siła jest równomiernie rozłożona i nie dochodzi do uszkodzenia części.
Inne komponenty obejmują:
Sworznie zwrotne: Elementy te pomagają pozycjonować i stabilizować formę podczas jej otwierania. Ograniczają one siłę sworznia wypychacza po stronie stacjonarnej.

Tuleje wyrzutnika: Tuleje są używane do usuwania części z cylindrycznych wnęk. Cienka tuleja pokrywa powierzchnię formy, a siła odbicia wyrzuca część z formy.
Co zawiera forma wtryskowa według klasyfikacji strukturalnej?
Klasyfikacja komponentów form wtryskowych jest podzielona na podstawy form, rdzenie form oraz różne części i systemy pomocnicze.
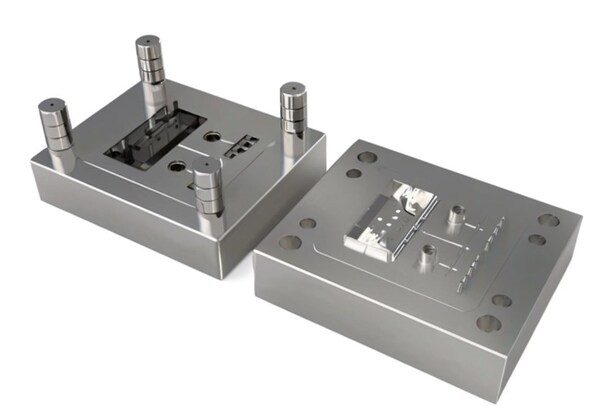
Podstawa formy
Jest to podstawa dla wszystkich innych części formy. Podstawa formy jest zwykle wykonana z twardego, sztywnego materiału, takiego jak hartowana stal. Termin "podstawa" nie odnosi się jednak do pojedynczego komponentu. Zamiast tego różne rodzaje płyt są łączone w jedną płytę z różnymi funkcjami montażowymi, takimi jak wiercenie otworów.

Różne płyty są mocowane między górną i dolną płytą mocującą. Dolna płyta mocująca łączy formę z wtryskarką: płyta formy, płyta wypychacza, płyta mocująca wypychacza itp. w zależności od specyfiki formy.
Rdzeń formy
Rdzeń formy łączy się z wnęką, tworząc wnękę o pustej i wewnętrznej geometrii. Zapewnia on strukturę i przenosi pewną część siły docisku. Kształt rdzenia zwykle obejmuje zaokrąglenia i krawędzie o odpowiednich kątach zanurzenia. Po połączeniu rdzenia i wnęki w prawidłowym ustawieniu, tworzą one szczelinę lub wnękę do zasysania stopionego tworzywa sztucznego.

Po uformowaniu rdzeń jest odciągany, a system wyrzucania usuwa część z części z wnęką statyczną. Typowe mechanizmy wyciągania rdzenia to mechaniczne wyciąganie rdzenia, hydrauliczne wyciąganie rdzenia i pneumatyczne wyciąganie rdzenia.
Części pomocnicze
Części pomocnicze to części nośne, które nie są zamontowane pod konstrukcją formy. Są one tymczasowo montowane w celu ułatwienia działania zamkniętych części formy wtryskowej. Chociaż części pomocnicze nie odgrywają żadnej roli w kształcie i geometrii, są one niezbędne do utrzymania wąskich tolerancji, integralności strukturalnej i ogólnej jakości formowanych wtryskowo części z tworzyw sztucznych.
Pierścień lokalizujący: Okrągły pierścień po ruchomej stronie, który prowadzi formę i utrzymuje ją na maszynie. Umieszcza końcówkę dyszy, tuleję wlewu i inne części związane z pozycjonowaniem formy we właściwym miejscu.
Tuleja wlewu: Mały kanał między końcówką dyszy a wlotem kanału.

Kołki wypychacza: Upewniają się, że końcowa część jest bezpieczna.
Chwytak materiałów: Element przytrzymujący i wprowadzający plastikowe granulki do lufy urządzenia.
Kolumny wsparcia: Pionowe solidne elementy między przednim zaciskiem a górną płytą formy. Podtrzymują one elementy i rozkładają nacisk.

Płyta wyrzutnika: Płytka w dolnej części, która utrzymuje trzpienie wyrzutnika.
Kołki prowadzące i tuleje: Jedna połowa długiego sworznia i druga połowa tulei pasują do siebie, aby upewnić się, że wszystko jest w jednej linii.
Sworznie wyrzutnika: Przytrzymują one zespół wypychacza, gdy sworznie wypychacza usuwają część.
Systemy pomocnicze
Systemy pomocnicze są jak komponenty pomocnicze. Typowymi przykładami formowania wtryskowego są prowadnice, systemy wyrzucania i chłodzenia, o których mówiliśmy wcześniej w tym artykule.

Ustawienia pomocnicze
Dwa główne urządzenia pomocnicze w formach wtryskowych to otwory na śruby oczkowe i otwory KO. Urządzenia te umożliwiają przesuwanie lub zmianę położenia formy i pomagają w wyjmowaniu części.
Otwory na śruby oczkowe: Te gwintowane otwory są przeznaczone dla śrub oczkowych. Są one używane do przenoszenia dużych form za pomocą dźwigu lub podnośnika.

Otwory KO: Otwory KO znajdują się na tylnej płycie zaciskowej. Pozwalają one płycie wyrzutnika i części cofać się, gdy popycha je pręt wyrzutnika.

Struktury obsługi martwego narożnika
Po pierwsze, martwe narożniki to obszary lub narożniki, które są trudno dostępne do obróbki (napełniania, chłodzenia itp.). Przykłady obejmują podcięcia, ostre narożniki, głębokie rowki itp. W tym przypadku struktury takie jak wyrzutniki narożne, siłowniki hydrauliczne i prowadnice mogą pomóc w tej złożoności.

Slajd: Suwak znajduje się po stronie z podcięciem. Wkładka suwaka i mechanizm śrubowy wspierają podcięcie podczas krzepnięcia i pomagają usunąć podciętą stronę bez powodowania uszkodzeń fizycznych.
Siłownik hydrauliczny: Cylinder zapewniający siłę potrzebną do przesunięcia prowadnicy.
Wyrzutnik kątowy: Trzpień wypychacza, który porusza się pod określonym kątem, aby wypchnąć część z formy z trudnych lub trudno dostępnych miejsc.
Jakie są rodzaje form wtryskowych?
Istnieje wiele różnych rodzajów formy wtryskoweKażda z nich ma własne unikalne możliwości produkcyjne i struktury montażowe komponentów i systemów. Oto kilka popularnych typów form wtryskowych.

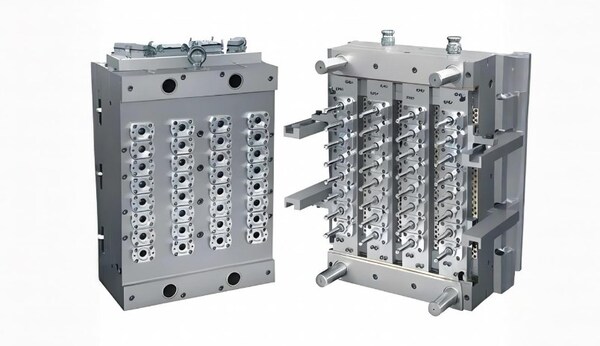
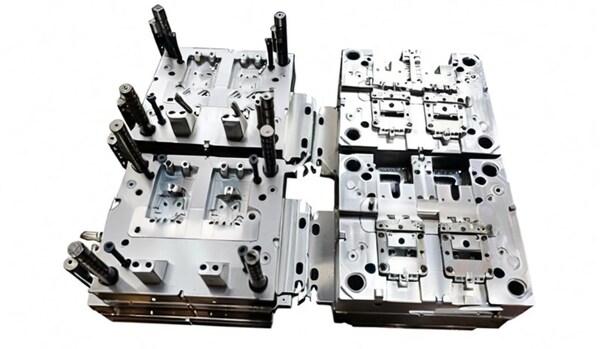
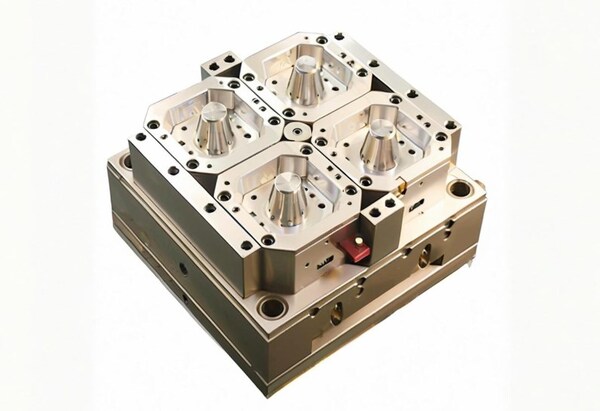
Formy rodzinne
Przyjrzyjmy się najpierw formom jednogniazdowym i wielogniazdowym. Formy jednogniazdowe wytwarzają jeden produkt w jednym cyklu produkcyjnym, podczas gdy formy wielogniazdowe wytwarzają wiele identycznych produktów.
Ponadto formy rodzinne mają wiele wnęk o różnych geometriach. Oznacza to, że wiele projektów jest wykonywanych na jednym zestawie form, na przykład formowanie obudowy, przycisku i wewnętrznego wspornika medycznego urządzenia diagnostycznego przy użyciu tego samego materiału.
Projektowanie i obsługa form może być skomplikowana, co oznacza ryzyko wystąpienia pewnych wad, takich jak nierównomierne krzepnięcie i niespójne wymiary.
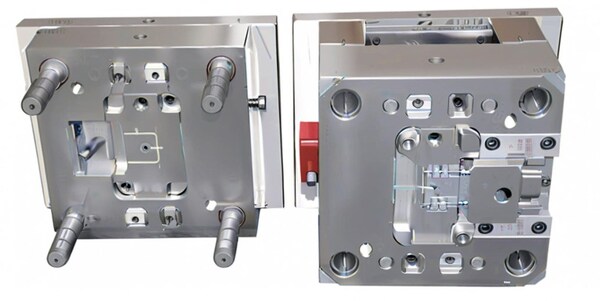
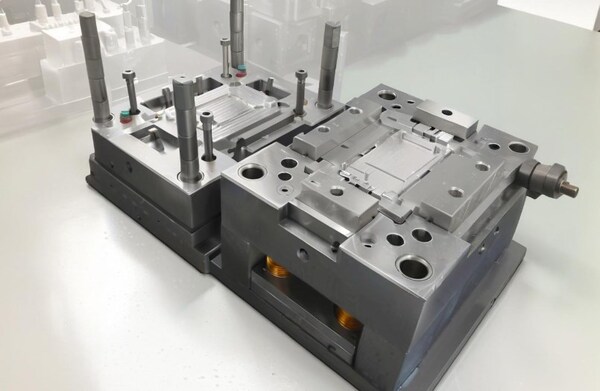
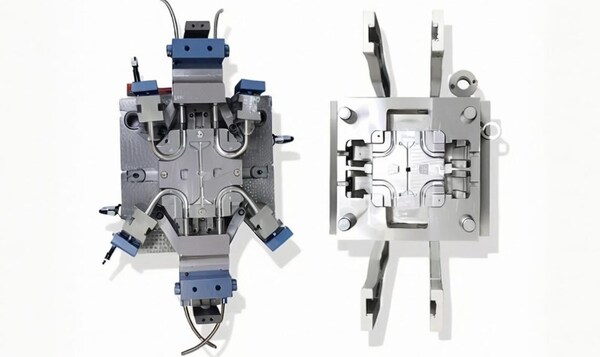
Formy dwupłytowe
Jest to prosta forma, która zawiera tylko jedną ruchomą połowę formy i jedną stałą połowę formy, które spotykają się na linii podziału. Główną cechą form dwupłytowych jest to, że pojedyncza linia podziału ułatwia bezpośrednie otwarcie gniazda formy wtryskowej i rdzenia w celu wyrzucenia zestalonej części.

Jeśli forma ma wiele wnęk, prowadnice i bramy są utrzymywane w pobliżu linii podziału. Producenci używają tych form do produkcji małych części bez skomplikowanych elementów przy niskich kosztach. Jednak wysokie ciśnienie powoduje wypływanie, a prosta struktura ogranicza elastyczność projektowania form.
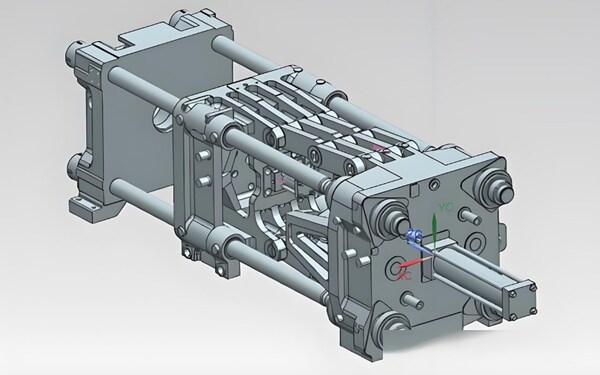
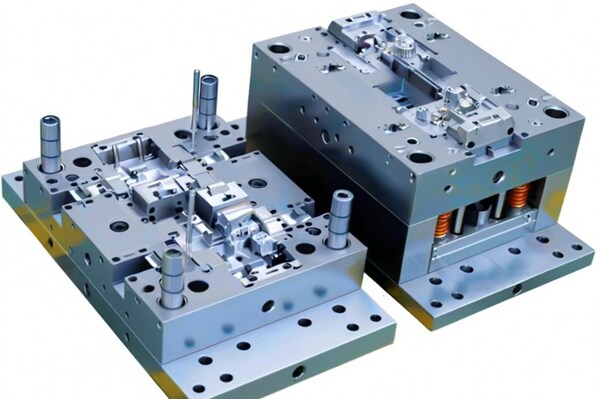
Formy trójpłytowe
Formy trzypłytowe mają dwie lub więcej linii podziału; nie można po prostu otworzyć wnęki i rdzenia, aby uzyskać końcową część. Zamiast tego, dodatkowa płyta kanału oddziela kanał i bramę, dzięki czemu można samodzielnie wyjąć uformowaną część z kanału.

Sekcja lub płyta zasilająca nie wymaga umieszczenia prowadnicy i bramy w pobliżu linii podziału wnęki i rdzenia, dzięki czemu brama może być umieszczona oddzielnie od prowadnicy. Tego typu formy nadają się do złożonych kształtów i wielopunktowych wymagań dotyczących bramy. Jednak oprzyrządowanie do form wtryskowych i koszty produkcji są stosunkowo drogie.
Formy ułożone w stos
Bierzesz wiele form i układasz je razem. Wnęka jest więc większa niż w przypadku zwykłej formy wtryskowej. Gdy jedna forma wyrzuca część, druga forma wtryskuje część, a cykl przebiega w tym samym czasie.

W ten sposób można podwoić liczbę części w jednym cyklu. Ponadto wnęka nie musi mieć tego samego kształtu lub rozmiaru ze wszystkich stron. Jest to naprawdę dobre rozwiązanie, gdy masz różne komponenty formy wtryskowej, które muszą zostać zmontowane.
Formy stosowe to świetny sposób na poprawę wydajności produkcji, zwłaszcza w przypadku formowania wielkoseryjnego. Za pomocą zaawansowanych maszyn można zautomatyzować proces formowania wtryskowego tworzyw sztucznych i zachować wąskie tolerancje.

Forma Twist-Out
Formy wykręcane są używane do produkcji powierzchni gwintowanych, takich jak korki do butelek. Mają one gwintowany rdzeń, który wypycha stałą część przez cykl wykręcania. W tym samym czasie mechanizm zębatkowy pomaga wewnętrznemu rdzeniowi się wykręcić.

Jeśli potrzebujesz wielu precyzyjnych części gwintowanych o podobnych cechach powierzchni, najlepszym wyborem będzie forma wykręcana.
Wkładka do formy
Te specjalne formy mają metalowe części wewnątrz plastikowej części. Tworzywo sztuczne owija się wokół metalowych części i utrzymuje je na miejscu po ostygnięciu. Formowanie wkładek jest stosowane do śrub w częściach plastikowych i metalowych częściach elektronicznych.

Wkładka jest umieszczana i mocowana wewnątrz formy w sposób ręczny lub automatyczny. W przypadku metody ręcznej, wkładka jest umieszczana w formie ręcznie. Wyrównanie i prawidłowe pozycjonowanie uzyskuje się za pomocą kołków, szczelin lub wsporników magnetycznych. Alternatywnie, zrobotyzowane systemy lub podajniki automatycznie wykonują wkładanie przed każdym cyklem formowania.
Forma wielostrzałowa
Ta forma jest używana do produkcji części w wielu kolorach i z różnych materiałów. Forma posiada wiele wtryskarek, które mogą wtryskiwać stopiony materiał do wnęki w tym samym czasie. Po uformowaniu pierwszego wtrysku wykonywane są kolejne wtryski. Aby ułatwić wielokrotne wtryskiwanie, forma jest połączona z obrotowym, ruchomym lub rdzeniowym mechanizmem powrotnym.

Formy wielostrzałowe doskonale nadają się do łączenia materiałów termoutwardzalnych i termoplastycznych. Można łączyć wiele materiałów termoplastycznych w jedną część lub wiele materiałów termoplastycznych w jedną część. Na przykład można ich używać do dodawania uchwytów do termoutwardzalnych rękojeści narzędzi, włosia szczoteczki do zębów, uszczelek, uszczelek, O-ringów itp.
Podsumowanie
Formy wtryskowe to narzędzia używane do wytwarzania produktów z tworzyw sztucznych. Decydują one o kształcie i rozmiarze produktu i mają wiele części i systemów. Głównymi częściami są podstawy form, rdzenie form, systemy chłodzenia, systemy kanałów, systemy wyrzutowe i systemy prowadzące.
Istnieje wiele rodzajów plastiku formy wtryskowetakich jak formy dwupłytowe, formy trójpłytowe, formy do układania w stosy, formy typu spin-out, formy wielostrzałowe itp. Każdy typ formy ma specyficzne cechy strukturalne i możliwości produkcyjne.
Materiał formy wtryskowej jest zwykle wybierany z metali o wysokiej wytrzymałości, aby spełnić wymagania dotyczące produkcji trwałych i precyzyjnych produktów z tworzyw sztucznych.






