 Przejdź do treści
Przejdź do treści 
Niestandardowe formy do mini i stacjonarnych wtryskarek
Projektujemy i produkujemy niestandardowe formy do mini i stacjonarnych wtryskarek. Idealne do prototypowania, produkcji małoseryjnej i małych części z tworzyw sztucznych. Szybkie wyceny i precyzyjne wyniki.
Forma Wtryskowa Polska, Forma Wtryskowa Czysta
Co to jest mini wtryskarka i mini forma wtryskowa?
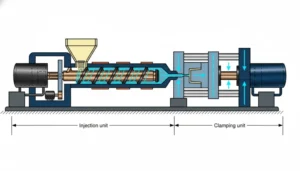
Mini lub stacjonarna wtryskarka to kompaktowa wersja tradycyjnej wtryskarki przemysłowej. Zaprojektowane z myślą o mniejszych gabarytach - często mieszczących się na stole warsztatowym - maszyny te charakteryzują się mniejszymi siłami zacisku (zwykle poniżej 40 ton), mniejszymi rozmiarami wtrysku i mniejszym zużyciem energii. Są idealne do tworzenia małych plastikowych części z wysoką precyzją i powtarzalnością, wypełniając lukę między drukiem 3D a masową produkcją na pełną skalę.
Formy zaprojektowane dla tych maszyn są proporcjonalnie mniejsze i często prostsze niż ich przemysłowe odpowiedniki. Chociaż działają one w oparciu o te same podstawowe zasady wnęki i rdzenia tworzącego pustą przestrzeń dla stopionego tworzywa sztucznego, ich konstrukcja jest zoptymalizowana pod kątem konfiguracji formowania stołowego.
Kluczowe cechy małych form wtryskowych:
- Kompaktowy rozmiar: Formy są fizycznie małe, często na tyle lekkie, że mogą być obsługiwane przez jedną osobę. Ich wymiary są dopasowane do ograniczonej przestrzeni płyt wtryskowych mini wtryskarek.
- Uproszczona konstrukcja: Aby obniżyć koszty i skrócić czas realizacji, wiele stacjonarnych form wtryskowych ma bardziej uproszczoną konstrukcję. Mogą one mieć mniej skomplikowanych działań, takich jak prowadnice lub podnośniki, choć nadal są one możliwe.
- Korzystanie z baz form (MUD): Systemy Master Unit Die (MUD) są bardzo powszechne. W tej konfiguracji uniwersalna rama zewnętrzna (rama główna) jest instalowana w maszynie, a mniejsze, wymienne wkładki rdzenia i wnęki są wymieniane i wyjmowane. Pozwala to drastycznie obniżyć koszty i skrócić czas potrzebny na opracowanie nowych narzędzi.
- Różnorodność materiałów: Podczas gdy hartowana stal jest standardem dla form o dużej objętości, mini formy wtryskowe są często obrabiane z bardziej miękkich materiałów, takich jak wstępnie hartowana stal P20 lub wysokiej jakości stopy aluminium, które są szybsze w obróbce i idealne do prototypowania i małych serii.
- Skoncentruj się na zwinności: Cały ekosystem został zbudowany z myślą o szybkości. Te kompaktowe systemy form mogą być projektowane, wytwarzane i wprowadzane do produkcji w ułamku czasu wymaganego dla dużych, wielogniazdowych form przemysłowych.

Jak działa nasz proces projektowania i produkcji form?
Tworzenie wysoce precyzyjnych form na zamówienie, niezależnie od ich rozmiaru, jest systematycznym procesem, który łączy wiedzę inżynierską z zaawansowaną technologią produkcji. Nasz proces został zaprojektowany z myślą o przejrzystości, wydajności i jakości, zapewniając, że projekt części zostanie przełożony na funkcjonalne i niezawodne narzędzie produkcyjne.
Nasz 7-etapowy proces produkcji form:
- Konsultacje i wycena projektu: Proces rozpoczyna się od projektu. Użytkownik dostarcza plik CAD 3D (np. STEP, IGS, X_T) i określa wymagania, takie jak materiał, ilość, wykończenie powierzchni i tolerancje. Nasz zespół inżynierów analizuje projekt, aby przedstawić szczegółową wycenę i wstępne informacje zwrotne.
- Analiza DFM (Design for Manufacturability): Zanim jakikolwiek metal zostanie wycięty, przeprowadzamy dokładną analizę DFM. Ten kluczowy etap identyfikuje potencjalne problemy w projekcie części, które mogą mieć wpływ na formowalność, takie jak niewystarczające kąty pochylenia, niespójna grubość ścianki lub problematyczne podcięcia. Dostarczamy raport z sugestiami dotyczącymi optymalizacji projektu pod kątem wydajnego i udanego formowania.
- Konstrukcja formy: Po sfinalizowaniu projektu części, nasi inżynierowie projektują formę w oprogramowaniu 3D CAD. Obejmuje to zaprojektowanie rdzenia i wnęki, prowadnicy i systemu wlewowego, mechanizmu wyrzutowego i kanałów chłodzących. Projekt jest skrupulatnie zaplanowany, aby zapewnić jakość części, wydajność cyklu i trwałość formy.
- Wybór materiałów i zamówienia: W oparciu o objętość, złożoność i budżet projektu, wybierany jest odpowiedni materiał formy. W przypadku form prototypowych lub małych serii często preferowane jest aluminium (np. 7075-T651). W przypadku większych ilości stosuje się wstępnie hartowane (P20) lub w pełni hartowane (H13, S7) stale narzędziowe.
- Obróbka CNC i EDM: Elementy form są produkowane przy użyciu precyzyjnego frezowania CNC (Computer Numerical Control). W przypadku skomplikowanych elementów, ostrych narożników wewnętrznych lub głębokich żeber, do których frezarki CNC nie są w stanie dotrzeć, stosujemy obróbkę elektroerozyjną (EDM), która wykorzystuje iskry elektryczne do erozji metalu z niezwykłą dokładnością.
- Montaż i wykańczanie form: Po obróbce elementy formy są starannie czyszczone, polerowane i teksturowane zgodnie z określonym wykończeniem powierzchni. Następnie nasi wykwalifikowani producenci narzędzi montują formę, dopasowując wszystkie komponenty - rdzeń, wnękę, kołki wypychacza, przewody chłodzące - z wymagającą precyzją.
- Próba formy (T1) i walidacja części: Gotowa forma jest instalowana w jednej z naszych wtryskarek w celu przeprowadzenia pierwszej próby (T1). Wstrzykujemy wybraną żywicę plastikową, aby wyprodukować pierwsze próbki części. Próbki te są skrupulatnie sprawdzane pod kątem dokładności wymiarowej, jakości kosmetycznej i ogólnej zgodności z projektem. Dostarczamy raport z kontroli pierwszego artykułu (FAI) oraz próbki części do zatwierdzenia. Wszelkie niezbędne korekty są wprowadzane do formy lub parametrów procesu przed przystąpieniem do produkcji.

Jakie są zastosowania mini wtryskarek i form wtryskowych?
Wszechstronność, precyzja i opłacalność mini formowania wtryskowego sprawiły, że stało się ono nieodzowną technologią w szerokim spektrum branż. Umożliwiając szybką i niedrogą produkcję małych, wysokiej jakości części z tworzyw sztucznych, te kompaktowe systemy zwiększają innowacyjność, przyspieszają rozwój produktów i ułatwiają produkcję na rynkach niszowych. Poniżej przedstawiamy kluczowe sektory, w których miniaturowe i stacjonarne maszyny do formowania wywierają znaczący wpływ.
1. Medycyna, stomatologia i nauki przyrodnicze:
Przemysł medyczny wymaga najwyższej precyzji, czystości i integralności materiału. Formowanie wtryskowe na małą skalę doskonale nadaje się do spełnienia tych rygorystycznych wymagań, zwłaszcza na etapie rozwoju i produkcji małoseryjnej.
① Dlaczego pasuje: Urządzenia medyczne często składają się z małych, skomplikowanych komponentów wykonanych z biokompatybilnych, sterylizowalnych polimerów. Zdolność do tworzenia prototypów walidacyjnych przy użyciu materiałów klasy produkcyjnej (takich jak PC klasy medycznej, PEEK lub PSU) ma kluczowe znaczenie dla testów funkcjonalnych i zgłoszeń regulacyjnych (np. FDA, CE).
② Przykłady konkretnych części:
- Narzędzia chirurgiczne: Ergonomiczne uchwyty, spusty i elementy jednorazowego użytku.
- Dostarczanie płynów i leków: Złącza Luer, elementy zaworów, tłoki strzykawek i nasadki.
- Urządzenia diagnostyczne: Obudowy do zestawów testowych point-of-care, kasety do maszyn analitycznych i chipy mikroprzepływowe.
- Stomatologia: Niestandardowe prowadnice implantów, zamki ortodontyczne i komponenty do narzędzi dentystycznych.
- Aparaty słuchowe: Niestandardowe powłoki i wewnętrzne elementy konstrukcyjne.
③ Kluczowa korzyść: Przyspiesza proces weryfikacji i walidacji (V&V), umożliwiając innowatorom urządzeń medycznych szybkie i niedrogie testowanie projektów z materiałami końcowymi przed podjęciem decyzji o zakupie sześciocyfrowych narzędzi produkcyjnych.

2. Elektronika i telekomunikacja:
W miarę jak urządzenia elektroniczne stają się coraz mniejsze, inteligentniejsze i bardziej połączone, zapotrzebowanie na małe, precyzyjne i często projektowane na zamówienie komponenty z tworzyw sztucznych gwałtownie wzrosło.
① Dlaczego pasuje: Miniaturyzacja jest głównym trendem. Maszyny do formowania stacjonarnego doskonale sprawdzają się w produkcji małych obudów, złączy i wsporników wewnętrznych o wąskich tolerancjach wymaganych w nowoczesnej elektronice.
② Przykłady konkretnych części:
- Złącza i obudowy: Niestandardowe obudowy dla czujników IoT, obudowy złączy USB i HDMI oraz obudowy dla małych płytek drukowanych (PCB).
- Elementy interfejsu użytkownika: Przyciski przełączające, przewody świetlne wskaźników LED i małe pokrętła.
- Komponenty wewnętrzne: Małe szpulki do cewek, uchwyty na baterie, koła zębate do małych mechanizmów i wsporniki montażowe.
- Drony i robotyka: Piasty śmigieł, elementy podwozia i osłony ochronne dla wrażliwej elektroniki.
③ Kluczowa korzyść: Umożliwia szybką iterację projektów produktów, pozwalając firmom elektronicznym dotrzymać kroku szybko zmieniającemu się rynkowi. Zapewnia opłacalną ścieżkę od koncepcji wydrukowanej w 3D do gotowego do wprowadzenia na rynek produktu o profesjonalnym wyglądzie.

3. Motoryzacja:
Podczas gdy przemysł motoryzacyjny jest znany z produkcji masowej, istnieje znaczne zapotrzebowanie na prototypowanie, serie przedprodukcyjne i produkcję części niestandardowych w małych ilościach.
① Dlaczego pasuje: Zanim nowy model pojazdu zostanie wprowadzony na rynek, niezliczone małe komponenty muszą być prototypowane i testowane pod kątem dopasowania, formy i funkcji. Mini formowanie wtryskowe pozwala inżynierom robić to z materiałami przeznaczonymi do produkcji. Jest to również idealne rozwiązanie do produkcji części do samochodów specjalistycznych, luksusowych i klasycznych, w przypadku których ilości są z natury niskie.
② Przykłady konkretnych części:
- Elementy wewnętrzne: Klipsy, elementy mocujące, ramki przełączników, elementy wykończeniowe i obudowy oświetlenia wewnętrznego.
- Funkcjonalne prototypy: Małe przekładnie i elementy łączące do testowania mechanizmów, takich jak elektrycznie składane lusterka lub regulatory siedzeń.
- Obudowy czujników: Obudowy czujników parkowania, kamer i innego sprzętu ADAS (Advanced Driver-Assistance Systems).
- Personalizacja: Emblematy na zamówienie, osłony gałek i inne niestandardowe akcesoria dla rynku części zamiennych.
③ Kluczowa korzyść: Drastycznie skraca czas i koszty prototypowania funkcjonalnego, umożliwiając inżynierom motoryzacyjnym walidację projektów w ciągu tygodni zamiast miesięcy. Zapewnia również opłacalne rozwiązanie produkcyjne dla części niskoseryjnych i serwisowych.

4. Towary konsumpcyjne i urządzenia:
Od gadżetów kuchennych po produkty higieny osobistej - małe plastikowe części są wszędzie. Formowanie wtryskowe na małą skalę daje projektantom produktów swobodę testowania nowych pomysłów i obsługi niszowych rynków.
① Dlaczego pasuje: Rynek konsumencki rozwija się dzięki innowacjom, personalizacji i estetyce. Niskonakładowe formy pozwalają firmom przeprowadzać testy rynkowe przy ograniczonej serii produktów, zbierać opinie i produkować szeroką gamę kolorów lub stylów bez ogromnych inwestycji w narzędzia.
② Przykłady konkretnych części:
- Higiena osobista: Komponenty do elektrycznych szczoteczek do zębów, rękojeści maszynek do golenia i nasadki do opakowań kosmetycznych.
- Małe urządzenia: Przyciski, pokrętła i wewnętrzne części mechaniczne ekspresów do kawy, blenderów i innych gadżetów.
- Zabawki i hobby: Skomplikowane komponenty do zestawów modelarskich, niestandardowe klocki konstrukcyjne i części do wysokowydajnego sprzętu hobbystycznego, takiego jak samochody RC lub drony.
- Artykuły sportowe: Niestandardowe komponenty do komputerów rowerowych, zapięcia do butów narciarskich i specjalistyczny sprzęt.
③ Kluczowa korzyść: Obniża barierę wejścia na rynek nowych produktów. Zarówno przedsiębiorcy, jak i firmy o ugruntowanej pozycji mogą wprowadzać na rynek innowacyjne, wysokiej jakości produkty bez ryzyka finansowego związanego z tradycyjnym oprzyrządowaniem do produkcji masowej.

5. Edukacja, badania i projekty DIY:
Wtryskarki stacjonarne są potężnymi narzędziami edukacyjnymi, wprowadzającymi zasady produkcji przemysłowej bezpośrednio do klasy, laboratorium lub warsztatu.
① Dlaczego pasuje: Dostępność i stosunkowo niski koszt tych systemów sprawiają, że są one idealne do praktycznej nauki i niestandardowych zastosowań badawczych. Stanowią one pomost między teoretycznym projektem a fizyczną, funkcjonalną częścią.
② Przykłady konkretnych części:
- Edukacyjne formy wtryskowe: Uproszczone formy zaprojektowane, aby nauczyć studentów podstaw projektowania form, wlewów i wyrzucania.
- Niestandardowy sprzęt laboratoryjny: Naukowcy mogą projektować i produkować własne szalki Petriego, uchwyty na próbki, kuwety i urządzenia mikroprzepływowe dostosowane do konkretnych potrzeb eksperymentalnych.
- Projekty DIY z formami: Hobbyści i "twórcy" mogą tworzyć niestandardowe części do swoich wynalazków, od robotyki po automatykę domową, wykraczając poza ograniczenia druku 3D.
③ Kluczowa korzyść: Demokratyzuje wiedzę i możliwości produkcyjne. Umożliwia to następnemu pokoleniu inżynierów i zapewnia badaczom niezrównaną elastyczność w tworzeniu specjalnie zaprojektowanych narzędzi do ich pracy.

Dlaczego mini formy wtryskowe są idealne do produkcji małoseryjnej i prototypowania?
Miniaturowe i stacjonarne systemy formowania wtryskowego wyrzeźbiły kluczową niszę w krajobrazie produkcyjnym, oferując rozwiązanie "sweet spot", które wypełnia lukę między wczesnym etapem drukowania 3D a masową produkcją na pełną skalę. Ich formy są specjalnie zaprojektowane, aby wyróżniać się w dwóch kluczowych obszarach: tworzeniu prototypów o wysokiej wierności i wykonywaniu opłacalnych serii produkcyjnych o małej objętości.
Ta przydatność nie jest przypadkowa; wynika ona z fundamentalnych zalet w zakresie kosztów, szybkości, wierności materiałowej i elastyczności strategicznej. Oto szczegółowe zestawienie powodów, dla których te kompaktowe systemy form są preferowanym wyborem dla takich projektów.
1. Niezrównana opłacalność (przewaga ekonomiczna):
W przypadku startupów, nowych linii produktów lub rynków niszowych zarządzanie inwestycjami z góry ma kluczowe znaczenie. Tradycyjne oprzyrządowanie produkcyjne może kosztować dziesiątki, a nawet setki tysięcy dolarów, co stanowi znaczące ryzyko finansowe. Mini formy wtryskowe zasadniczo zmieniają to równanie ekonomiczne.
① Niższe nakłady na oprzyrządowanie: Jest to najbardziej znacząca korzyść. Mini formy, zwłaszcza te wykonane z wysokiej jakości aluminium (np. 7075-T651), są znacznie tańsze w produkcji niż ich odpowiedniki z hartowanej stali. Wynika to z:
- Niższy koszt materiałów: Aluminium jest tańsze niż stal narzędziowa.
- Szybsza obróbka: Aluminium może być obrabiane CNC 3-4 razy szybciej niż stal, drastycznie skracając czas obróbki i koszty pracy.
- Prostsze projekty: Formy są często projektowane z mniejszą liczbą wgłębień (zwykle 1-4) i mogą wykorzystywać znormalizowane ramy Master Unit Die (MUD), co dodatkowo obniża koszt każdej nowej wkładki specyficznej dla części.
- Wynik: Prototypowa lub niskoseryjna forma aluminiowa może być od 30% do 70% tańsza niż wielogniazdowa forma stalowa przeznaczona do produkcji masowej.
② Zmniejszone ryzyko finansowe związane z walidacją rynku: Niższy koszt oprzyrządowania zmniejsza ryzyko wprowadzenia nowego produktu na rynek. Zamiast inwestować duże środki w formę dla produktu, który może nie odnieść sukcesu, firmy mogą wyprodukować kilkaset lub tysiąc sztuk do testów rynkowych. Pozwala im to zebrać rzeczywiste opinie użytkowników i dane dotyczące sprzedaży przed podjęciem decyzji o produkcji na większą skalę.
Opłacalność ekonomiczna produktów niszowych: Wiele doskonałych pomysłów na produkty nigdy nie zostaje zrealizowanych, ponieważ ich potencjalny rozmiar rynkowy nie może uzasadniać kosztu formy do masowej produkcji. Formy na małą skalę sprawiają, że ekonomicznie wykonalne jest wytwarzanie produktów dla rynków niszowych, niestandardowego sprzętu lub specjalistycznych branż, otwierając nowe możliwości biznesowe.

2. Niezrównana szybkość i zwinność (przewaga czasowa):
W dzisiejszym konkurencyjnym krajobrazie szybkość jest walutą. Zdolność do szybkiego przejścia od projektu cyfrowego do produktu fizycznego może stanowić różnicę między wiodącą pozycją na rynku a podążaniem za nim.
① Szybka iteracja dla prototypowania: Podczas gdy drukowanie 3D jest szybkie w przypadku pojedynczej części, mini formowanie wtryskowe jest szybsze w przypadku iteracji z materiałami klasy produkcyjnej. Prosta aluminiowa forma może zostać zaprojektowana, wyprodukowana i wyprodukować przykładowe części w ciągu zaledwie 1-3 tygodni, w porównaniu do 8-16 tygodni w przypadku złożonej formy stalowej. Ta elastyczność pozwala zespołom inżynierów przetestować projekt, zidentyfikować wady, poprawić model CAD i szybko uzyskać zmodyfikowaną formę lub wkładkę do przetestowania następnej wersji.
② Krótszy czas wprowadzenia na rynek: Szybkość ta bezpośrednio przekłada się na przewagę konkurencyjną. "Oprzyrządowanie pomostowe" to powszechna strategia, w której aluminiowa forma o małej objętości jest używana do natychmiastowego rozpoczęcia produkcji i sprzedaży, podczas gdy stalowa forma o dużej objętości jest nadal produkowana. Pozwala to "wypełnić" lukę produkcyjną, generując przychody i zapewniając obecność na rynku kilka miesięcy wcześniej, niż byłoby to możliwe w innym przypadku.
③ Produkcja na żądanie: Mini maszyny do formowania można szybko skonfigurować i uruchomić. Ułatwia to model produkcji "na żądanie", w którym części są produkowane w miarę potrzeb, a nie w dużych partiach i przechowywane w magazynie. Zmniejsza to koszty zapasów i ilość odpadów, czyniąc łańcuch dostaw bardziej elastycznym i reagującym na zmienny popyt.

3. Doskonały materiał i wierność funkcjonalna (przewaga jakościowa):
Podczas gdy druk 3D jest nieoceniony przy sprawdzaniu kształtu i dopasowania, często nie sprawdza się w prawdziwych testach funkcjonalnych. To właśnie tutaj formowanie wtryskowe błyszczy, nawet na małą skalę.
① Materiały klasy produkcyjnej: Jest to największa przewaga nad drukiem 3D w przypadku prototypowania. Mini formy wtryskowe pozwalają na tworzenie prototypów z dokładnie takiego materiału termoplastycznego, jaki jest przeznaczony dla produktu końcowego - czy to ABS dla trwałości, poliwęglan dla wytrzymałości na uderzenia, czy TPE dla elastyczności. Ma to kluczowe znaczenie dla:
- Dokładne testy funkcjonalne: Sprawdzanie właściwości mechanicznych, takich jak wytrzymałość na rozciąganie, odporność na uderzenia i moduł zginania.
- Testy środowiskowe: Ocena zachowania części pod wpływem ciepła, ekspozycji chemicznej lub światła UV.
- Zgodność z przepisami: Tworzenie części z certyfikowanych materiałów klasy medycznej lub bezpiecznych dla żywności do wstępnych testów.
② Wysokiej jakości wykończenie powierzchni i powtarzalność: Części formowane wtryskowo mają doskonałe wykończenie powierzchni w porównaniu do warstwowej tekstury wydruków 3D. Powierzchnia formy (polerowana, teksturowana lub obrobiona) jest bezpośrednio przenoszona na każdą część. Co więcej, proces ten jest wysoce powtarzalny, zapewniając, że każda wyprodukowana część jest praktycznie identyczna, co jest niezbędne do montażu i testowania produktów wieloczęściowych.
③ Wczesna walidacja DFM: Proces projektowania i budowy prototypu formy z natury wymusza przeprowadzenie analizy DFM (Design for Manufacturability). Ujawnia ona potencjalne problemy, takie jak niewystarczający ciąg, problematyczne podcięcia lub grube sekcje, które powodują ślady zapadania się. Odkrycie i naprawienie tych problemów na etapie prototypowania jest wykładniczo tańsze niż odkrycie ich po zbudowaniu drogiej formy do produkcji masowej.

Co należy wziąć pod uwagę przy projektowaniu mini form wtryskowych?
Skuteczne projektowanie części jest podstawą udanego formowania wtryskowego. Chociaż zasady te są uniwersalne, są one szczególnie istotne w przypadku formowania wtryskowego na małą skalę, gdzie każdy szczegół jest powiększony. Przestrzeganie tych najlepszych praktyk dla kompaktowych systemów formowania pozwoli zaoszczędzić czas, obniżyć koszty i poprawić jakość części.
Wskazówki projektowe dla małych form wtryskowych:
- Utrzymanie jednolitej grubości ścianki: Jest to złota zasada. Stała grubość ścianki zapewnia równomierne wypełnienie formy tworzywem sztucznym, chłodzenie w jednolitym tempie i minimalizuje wady, takie jak ślady zatopienia, wypaczenia i naprężenia wewnętrzne. W przypadku większości małych części należy dążyć do uzyskania grubości od 1 mm do 3 mm.
- Uwzględnij kąty szkicu: Na wszystkich powierzchniach równoległych do kierunku oddzielania formy należy zastosować niewielkie zwężenie (przeciągnięcie). Pozwala to na płynne wyrzucenie części z formy bez śladów ciągnięcia lub uszkodzeń. Dobrą praktyką jest standard 1-2 stopni, a więcej dla powierzchni teksturowanych.
- Użyj promieni na narożnikach: Ostre narożniki wewnętrzne i zewnętrzne powodują koncentrację naprężeń w formowanej części i w samej formie, prowadząc do potencjalnego uszkodzenia. Wszystkie narożniki powinny być odpowiednio zaokrąglone. Dobrą zasadą jest, aby promień wewnętrzny był co najmniej 0,5 razy większy od grubości ścianki.
- Optymalizacja lokalizacji bramy: Brama to miejsce, w którym stopiony plastik wchodzi do wnęki. Jego lokalizacja i rozmiar wpływają na sposób wypełniania części, ostateczny wygląd i wytrzymałość mechaniczną. Współpracuj z producentem form, aby umieścić bramę w obszarze niekosmetycznym i w miejscu, które promuje zrównoważoną ścieżkę przepływu.
- Uprość podcięcia: Podcięcia to cechy, które uniemożliwiają wyrzucenie części bezpośrednio z formy. Wymagają one złożonych działań w formie, takich jak prowadnice lub podnośniki, które znacznie zwiększają koszt i złożoność formy. Jeśli to możliwe, należy zaprojektować podcięcia lub zmodyfikować projekt w celu zastosowania prostszych rozwiązań, takich jak przesuwne zamknięcia.
- Rozważ wyrzucenie: Zastanów się, w jaki sposób część będzie wypychana z formy. Upewnij się, że istnieją płaskie, solidne powierzchnie, na które mogą naciskać trzpienie wypychaczy bez uszkadzania powierzchni kosmetycznych lub deformowania części.
- Uwzględnienie kurczenia się materiału: Każde tworzywo sztuczne kurczy się podczas chłodzenia. Wnęka formy musi być zaprojektowana nieco większa niż ostateczne wymiary części, aby to zrekompensować. Szybkość kurczenia się różni się w zależności od materiału, więc wybór materiału na wczesnym etapie procesu projektowania ma kluczowe znaczenie.

Formy aluminiowe vs. stalowe do mini wtryskarek: Którą wybrać?
Wybór między aluminium a stalą dla małych form wtryskowych jest jedną z najważniejszych decyzji, bezpośrednio wpływającą na koszty, czas realizacji i wielkość produkcji. Każdy materiał ma inne zalety.
1. Formy aluminiowe (np. 7075-T651, Alumec 89):
Aluminium to najlepszy wybór w przypadku prototypów i małych serii produkcyjnych.
① Zalety:
- Szybsza obróbka: Aluminium jest znacznie bardziej miękkie niż stal, dzięki czemu można je ciąć 3-4 razy szybciej. Znacząco skraca to czas i koszty produkcji.
- Doskonała przewodność cieplna: Aluminium rozprasza ciepło znacznie szybciej niż stal. Może to prowadzić do krótszych czasów cyklu i bardziej równomiernego chłodzenia części, zmniejszając ryzyko wypaczenia.
- Niższy koszt: Połączenie niższych kosztów surowca i krótszego czasu obróbki sprawia, że formy aluminiowe są znacznie tańsze, często o 30-50% tańsze niż ich stalowe odpowiedniki.
Wady:
- Niższa trwałość: Będąc bardziej miękkim, aluminium jest bardziej podatne na zużycie i uszkodzenia, szczególnie w przypadku żywic ściernych (takich jak tworzywa sztuczne wypełnione szkłem) lub wtrysku pod wysokim ciśnieniem.
- Krótsza żywotność: Forma aluminiowa jest zwykle odpowiednia do produkcji do 10 000 części, w zależności od złożoności części i materiału. Nie jest przeznaczona do produkcji wielkoseryjnej.
- Trudne do naprawy: Spawanie lub naprawa uszkodzonego aluminium jest trudniejsza i mniej skuteczna niż w przypadku stali.
③ Wybierz aluminium dla: Szybkie prototypowanie, oprzyrządowanie pomostowe, testy rynkowe i serie produkcyjne poniżej 10 000 sztuk.
2. Formy stalowe (np. P20, H13, S7):
Stal jest koniem pociągowym branży formowania wtryskowego, cenionym za swoją wytrzymałość i długowieczność.
① Zalety:
- Wysoka trwałość i długowieczność: Formy stalowe mogą wytrzymać wysokie ciśnienia i temperatury formowania wtryskowego przez setki tysięcy, a nawet miliony cykli bez znaczącego zużycia.
- Odporność na ścieranie: Hartowane stale narzędziowe (takie jak H13) doskonale nadają się do pracy z materiałami ściernymi, wypełnionymi szkłem, które szybko uległyby erozji w formach aluminiowych.
- Łatwiejsza naprawa i modyfikacja: Stal jest łatwo spawalna, co ułatwia naprawę uszkodzeń lub wprowadzanie drobnych modyfikacji konstrukcyjnych.
Wady:
- Wyższy koszt: Sam materiał jest droższy, a czas obróbki jest znacznie dłuższy, co prowadzi do znacznie wyższych początkowych inwestycji w narzędzia.
- Dłuższy czas realizacji: Wolniejsza obróbka i potencjalna potrzeba obróbki cieplnej skutkują dłuższym czasem produkcji formy.
- Niższa przewodność cieplna: Niższa przewodność cieplna stali oznacza, że systemy chłodzenia muszą być fachowo zaprojektowane, aby zarządzać czasem cyklu i zapobiegać defektom.
③ Wybierz stal dla: Produkcja wielkoseryjna (ponad 10 000 sztuk), obróbka materiałów ściernych lub gdy najważniejsza jest maksymalna trwałość narzędzia.

Precyzyjne mini formy wtryskowe do małych części z tworzyw sztucznych
Poznaj nasze zaawansowane mini formy wtryskowe stworzone z myślą o precyzyjnej produkcji tworzyw sztucznych. Idealne do mikroczęści, prototypowania i produkcji małoseryjnej.
Forma Wtryskowa Polska, Forma Wtryskowa Czysta
Jakie są różnice między mini formami wtryskowymi a standardowymi formami wtryskowymi?
Podczas gdy zarówno mini formy wtryskowe, jak i standardowe (lub konwencjonalne) formy wtryskowe działają na tej samej podstawowej zasadzie wtryskiwania stopionego tworzywa sztucznego do wnęki, są to zasadniczo różne narzędzia zaprojektowane do różnych celów, skali i modeli ekonomicznych. Zrozumienie tych różnic ma kluczowe znaczenie dla każdego twórcy produktu, inżyniera lub właściciela firmy, aby podejmować świadome i opłacalne decyzje produkcyjne.
Mini forma wtryskowa
Standardowa forma wtryskowa
1. Podstawowy cel i zastosowanie:
Jest to najbardziej krytyczna różnica, ponieważ dyktuje ona wszystkie inne wybory projektowe.
① Mini formy wtryskowe:
- Cel: Głównie do prototypowania, walidacji i produkcji małoseryjnej. Zostały zaprojektowane z myślą o szybkości, zwinności i opłacalności w małych ilościach.
- Typowe przypadki użycia:
a. Prototypowanie: Tworzenie funkcjonalnych prototypów z materiałów klasy produkcyjnej do testowania.
b. Oprzyrządowanie pomostowe: Szybkie rozpoczęcie produkcji przy użyciu formy niskoseryjnej podczas produkcji formy wysokoseryjnej.
c. Produkcja małoseryjna: Obsługa rynków niszowych, produkcja niestandardowych części lub produktów o cyklu życia od kilkuset do kilkudziesięciu tysięcy sztuk.
d. Testy rynkowe: Wyprodukowanie małej partii produktów w celu sprawdzenia popytu rynkowego przed wprowadzeniem ich na rynek na pełną skalę.
② Standardowe formy wtryskowe:
- Cel: Wyłącznie do produkcji masowej i wielkoseryjnej. Zostały zaprojektowane z myślą o trwałości, wydajności i najniższym możliwym koszcie części w milionach cykli.
- Typowe przypadki użycia:
a. Produkcja masowa: Produkcja elektroniki użytkowej, części samochodowych lub medycznych produktów jednorazowego użytku w ilościach od setek tysięcy do dziesiątek milionów.
b. Długoterminowa produkcja: Służy jako niezawodny zasób produkcyjny dla produktów o stabilnej, długoterminowej obecności na rynku.
2. Materiał i trwałość (żywotność narzędzi):
Wybór materiału jest bezpośrednim odzwierciedleniem planowanej żywotności formy.
① Mini formy wtryskowe:
- Materiał podstawowy: Zazwyczaj obrabiane z wysokiej jakości stopów aluminium (np. 7075-T651).
- Charakterystyka: Aluminium jest bardziej miękkie i mniej odporne na zużycie niż stal, ale jest znacznie szybsze w obróbce i ma doskonałą przewodność cieplną, co zapewnia wydajne chłodzenie.
- Trwałość (żywotność): Zaprojektowany dla skończonej liczby cykli, zazwyczaj od 5 000 do 100 000 cykli, w zależności od używanego tworzywa sztucznego (materiały ścierne, takie jak nylon wypełniony włóknem szklanym, szybciej zużywają formę). Jest to więcej niż wystarczające do prototypowania i produkcji małoseryjnej.
② Standardowe formy wtryskowe:
- Materiał podstawowy: Prawie zawsze wykonane z różnych gatunków hartowanej stali narzędziowej (np. P20, H13, S7).
- Charakterystyka: Stal jest niezwykle twarda, trwała i odporna na zużycie i ścieranie. Może być polerowana do lustrzanego wykończenia i wytrzymuje ogromne naciski i wysokie temperatury przez długi czas.
- Trwałość (żywotność): Zaprojektowane z myślą o ekstremalnej trwałości, często gwarantowanej na 500 000 do 1 000 000 cykli. Są to środki trwałe zaprojektowane do pracy przez lata.
3. Koszty i ekonomia:
Modele ekonomiczne dla tych dwóch rodzajów form są biegunowo różne.
① Mini formy wtryskowe:
- Koszt początkowy: Niskie. Często wahają się od kilku do dziesięciu tysięcy dolarów. Niższy koszt wynika z tańszego materiału (aluminium) i znacznie krótszego czasu obróbki CNC.
- Koszt na część: Wyższe w przeliczeniu na część, ponieważ niska kawitacja i procesy ręczne (na niektórych maszynach stacjonarnych) skutkują mniejszą wydajnością na dużą skalę.
- Model ekonomiczny: Minimalizacja początkowej inwestycji i ryzyka. Idealne rozwiązanie dla projektów o ograniczonym budżecie lub niepewnej rentowności rynkowej.
② Standardowe formy wtryskowe:
- Koszt początkowy: Wysoki do bardzo wysokiego. Zazwyczaj zaczynają się od $20,000 i mogą z łatwością przekroczyć $100,000 w przypadku złożonych, wielogniazdowych narzędzi. Odzwierciedla to koszt drogiej stali narzędziowej, rozległych i powolnych procesów obróbki oraz złożonej inżynierii.
- Koszt na część: Niezwykle niskie koszty. Wysoka kawitacja i zautomatyzowane, szybkie czasy cykli oznaczają, że po spłaceniu początkowej inwestycji koszt produkcji każdej pojedynczej części wynosi zaledwie grosze.
- Model ekonomiczny: Minimalizacja kosztu części dzięki ekonomii skali. Wysoki koszt początkowy jest uzasadniony ogromnym wolumenem produkcji.
4. Szybkość i czas realizacji:
Czas potrzebny na przejście od ostatecznego projektu do fizycznej części jest bardzo różny.
① Mini formy wtryskowe:
- Czas realizacji: Szybkość. Prosta aluminiowa forma może być często zaprojektowana, obrobiona i gotowa do pierwszych strzałów w ciągu zaledwie 1-3 tygodni. Ta elastyczność ma kluczowe znaczenie dla szybkiego rozwoju produktu.
② Standardowe formy wtryskowe:
- Czas realizacji: Wolno. Ze względu na ich złożoność, twardy materiał i rygorystyczny proces projektowania/zatwierdzania, czas realizacji produkcji form stalowych wynosi zazwyczaj od 8 do 16 tygodni, a nawet dłużej.
5. Złożoność projektu i kawitacja:
Liczba części produkowanych na cykl (kawitacja) i wewnętrzna mechanika formy są kluczowymi czynnikami różnicującymi.
① Mini formy wtryskowe:
- Kawitacja: Niskie. Zwykle zaprojektowane z 1 do 4 wgłębieniami. Nacisk kładziony jest na szybkie uzyskanie wysokiej jakości części, a nie na maksymalizację wydajności na cykl.
- Złożoność: Generalnie prostsze. Zazwyczaj wykorzystują podstawowe systemy zimnokanałowe i proste mechanizmy wyrzutowe. Chociaż mogą zawierać funkcje takie jak działania boczne (dla podcięć), są one zwykle mniej złożone niż ich odpowiedniki o dużej objętości.
② Standardowe formy wtryskowe:
- Kawitacja: Wysoki. Często spotyka się formy z 8, 16, 32, 64, a nawet 128 gniazdami. Jest to niezbędne do osiągnięcia wysokiej przepustowości potrzebnej do masowej produkcji.
- Złożoność: Mogą być niezwykle złożone. Często są wyposażone w zaawansowane systemy gorących kanałów (w celu wyeliminowania odpadów wlewu i skrócenia czasu cyklu), wielostopniowe wyrzucanie, podnośniki, zapadające się rdzenie i inne zaawansowane mechanizmy do wydajnej i automatycznej produkcji bardzo skomplikowanych części.
Tabela podsumowująca: Mini forma vs. standardowa forma w skrócie
| Cecha | Mini forma wtryskowa | Standardowa forma wtryskowa |
|---|---|---|
| Główny cel | Prototypowanie, produkcja małoseryjna, szybkość | Masowa produkcja, wysoka wydajność, trwałość |
| Typowy materiał | Wysokiej jakości aluminium (np. 7075-T651) | Hartowana stal narzędziowa (np. P20, H13) |
| Koszt oprzyrządowania | Niski (2,000-2,000 - 2,000-15,000) | Wysoki (20,000-20,000 - 20,000-100,000+) |
| Czas realizacji | Szybko (1-3 tygodnie) | Powolny (8-16+ tygodni) |
| Długość życia (cykle) | Niski (5 000 - 100 000) | Wysoki (500 000 - 1 000 000+) |
| Kawitacja (części/cykl) | Niski (1 - 4) | Wysoki (8 - 128) |
| Koszt na część | Wyższy | Bardzo niski (w skali) |
| Idealny dla | Startupy, badania i rozwój, rynki niszowe, narzędzia pomostowe | Produkty o ugruntowanej pozycji, rynki o wysokim popycie |
| Kompatybilność maszyn | Małe / stacjonarne maszyny do formowania wtryskowego | Duże, przemysłowe prasy do formowania wtryskowego |
Jak poprawić wydajność chłodzenia formy w systemach mini wtrysku?
Wydajne chłodzenie ma kluczowe znaczenie dla kontrolowania czasu cyklu i zapewnienia jakości części. W mniejszych formach, gdzie przestrzeń jest ograniczona, kluczowa jest inteligentna konstrukcja.
- Maksymalizacja średnicy i bliskości kanału: Zaprojektuj kanały chłodzące jak najbliżej powierzchni formowania i o największej możliwej średnicy, aby umożliwić przepływ chłodziwa o dużej objętości.
- Używaj przegród i pęcherzyków powietrza: Do chłodzenia długich rdzeni skutecznym rozwiązaniem są przegrody (łopatki, które wymuszają przepływ wody w górę po jednej stronie i w dół po drugiej) lub bąbelki (rurki, które kierują wodę na dno ślepego otworu).
- Strategiczne rozmieszczenie: Umieść linie chłodzące równolegle do najdłuższego wymiaru części i upewnij się, że są równomiernie rozmieszczone wokół wnęki i rdzenia, aby promować równomierne chłodzenie.
- Używaj wkładek o wysokiej przewodności: W przypadku krytycznych gorących punktów, wkładki wykonane z materiałów o wysokiej przewodności, takich jak miedź berylowa, mogą być zintegrowane ze stalową lub aluminiową podstawą formy, aby skuteczniej odprowadzać ciepło.
- Rozważ zastosowanie regulatora temperatury formy (TCU): Zamiast po prostu płynąć zimną wodą z kranu, użyj TCU, aby precyzyjnie regulować temperaturę chłodziwa. Zapewnia to spójne chłodzenie cykl po cyklu, prowadząc do bardziej stabilnych wymiarów części.

Opcje wykończenia powierzchni dla mini form wtryskowych
Powierzchnia formy bezpośrednio determinuje wykończenie końcowej części z tworzywa sztucznego. Dostępne są różne opcje wykończenia, aby spełnić zarówno wymagania estetyczne, jak i funkcjonalne.
- Standardowe wykończenie (frezowane): Jest to najbardziej podstawowe wykończenie, pozostawiające drobne ślady narzędzia po procesie frezowania CNC. Nadaje się do części niekosmetycznych lub elementów wewnętrznych. Odpowiednik wykończenia SPI to w przybliżeniu D-3 do C-3.
- Śrutowanie: Tworzy jednolitą, nieodblaskową matową lub satynową teksturę. Doskonale nadaje się do ukrywania odcisków palców i drobnych niedoskonałości na powierzchni części. Różne media (kulki szklane, tlenek glinu) mogą wytwarzać różne poziomy chropowatości.
- Polerowanie: Aby uzyskać błyszczące wykończenie, formy są ręcznie polerowane przy użyciu serii coraz drobniejszych kamieni ściernych i past diamentowych. Wykończenia wahają się od półpołysku (SPI B-1) do nieskazitelnego, lustrzanego wykończenia (SPI A-1), które jest niezbędne w przypadku części optycznych, takich jak soczewki.
- Teksturowanie EDM: W przypadku tekstur ziarnistych lub skóropodobnych wzór jest nakładany na powierzchnię formy za pomocą procesu EDM. Jest to powszechne w przypadku obudów produktów konsumenckich i wnętrz samochodowych.
- Anodowanie (dla form aluminiowych): Anodowanie może być stosowane do form aluminiowych w celu zwiększenia twardości ich powierzchni i odporności na zużycie, nieznacznie wydłużając ich żywotność.

Wyzwania związane z tolerancjami i precyzją w produkcji małych form wtryskowych
Produkcja małych form stanowi wyjątkowe wyzwanie w osiąganiu wąskich tolerancji. W miarę jak części stają się coraz mniejsze, dopuszczalny margines błędu zmniejsza się proporcjonalnie.
- Dokładność obróbki: Wymagane są wysoce precyzyjne maszyny CNC z wrzecionami o wysokich obrotach i możliwościami mikro-frezowania. Im mniejsze narzędzie, tym bardziej jest ono podatne na ugięcia i złamania, co wymaga starannego programowania ścieżki narzędzia.
- Precyzja EDM: Elektrodrążenie drutowe i wgłębne są niezbędne do tworzenia ostrych narożników wewnętrznych i elementów zbyt małych dla frezów. Osiągnięcie wysokiej dokładności zależy od jakości elektrody i skuteczności płukania.
- Rozszerzalność cieplna: Zarówno materiał formy, jak i sama obrabiarka rozszerzają się i kurczą wraz ze zmianami temperatury. Klimatyczne środowisko produkcyjne ma kluczowe znaczenie dla utrzymania stabilności wymiarowej podczas procesu obróbki.
- Pomiary i inspekcje: Weryfikacja małych elementów o wąskiej tolerancji wymaga zaawansowanego sprzętu metrologicznego, takiego jak systemy wizyjne o dużym powiększeniu, współrzędnościowe maszyny pomiarowe (CMM) z precyzyjnymi sondami i skanery laserowe.
- Zmienność skurczu części: Przewidywanie i kompensowanie skurczu materiału staje się bardziej krytyczne w przypadku małych części, ponieważ nawet niewielkie odchylenie może spowodować, że element znajdzie się poza tolerancją. Precyzyjna kontrola procesu podczas formowania jest niezbędna.

Najczęstsze problemy związane z mini formowaniem wtryskowym i jak ich uniknąć?
Nawet w przypadku idealnej formy, proces formowania może stanowić wyzwanie. Oto najczęstsze wady i sposoby radzenia sobie z nimi:
1. Krótkie ujęcia (Wnęka formy nie wypełnia się całkowicie) :
- Przyczyna: Niewystarczające ciśnienie/prędkość wtrysku, niska temperatura stopu lub ograniczające bramki/zawory.
- Rozwiązanie: Zwiększ parametry wtrysku, podnieś temperaturę lub zmodyfikuj formę, aby poprawić ścieżki przepływu i dodać więcej otworów wentylacyjnych.
2. Błysk (nadmiar tworzywa sztucznego wydostaje się z wnęki na linii podziału):
- Przyczyna: Niewystarczająca siła zacisku, uszkodzenie formy lub nadmierne ciśnienie wtrysku.
- Rozwiązanie: Upewnij się, że linia podziału jest idealnie płaska i czysta, zwiększ siłę zacisku lub zmniejsz ciśnienie wtrysku.
3. Sink Marks (małe wgłębienia na powierzchni części, zwykle nad grubymi sekcjami, takimi jak występy lub żebra):
- Przyczyna: Nierównomierne chłodzenie i kurczenie się materiału. Gruba sekcja chłodzi się wolniej i wciąga materiał do wewnątrz.
- Rozwiązanie: Należy przestrzegać zasady projektowania jednolitej grubości ścianek. Jeśli grube sekcje są nieuniknione, "rdzeń je", aby je wydrążyć. Zwiększ ciśnienie i czas przytrzymywania.
4. Wypaczenie (część zniekształca się lub wygina podczas chłodzenia):
- Przyczyna: Naprężenia wewnętrzne spowodowane nierównomiernym chłodzeniem lub złą konstrukcją części.
- Rozwiązanie: Optymalizacja konstrukcji kanału chłodzącego w celu zapewnienia jednolitej kontroli temperatury. Upewnij się, że część jest w pełni schłodzona przed wyrzuceniem. Przeprojektowanie części w celu dodania żeber wzmacniających.
5. Ślady przypalenia (czarne lub brązowe ślady przypalenia na części):
- Przyczyna: Powietrze uwięzione we wnęce formy ulega nadmiernemu sprężeniu i zapala się.
- Rozwiązanie: Dodać lub powiększyć otwory wentylacyjne w formie w miejscach, w których występują oparzenia. Zmniejsz prędkość wtrysku, aby umożliwić ujście powietrza.

FAQ: Usługi w zakresie mini i stacjonarnych form wtryskowych
Czas realizacji różni się w zależności od złożoności. Prosta aluminiowa wkładka do ramy MUD może być wykonana w ciągu zaledwie 5-10 dni roboczych. Bardziej złożona samodzielna stalowa forma może zająć 3-6 tygodni.
Praktycznie każde tworzywo termoplastyczne może być użyte, pod warunkiem, że maszyna stacjonarna może osiągnąć wymaganą temperaturę przetwarzania. Typowe materiały obejmują ABS, polipropylen (PP), poliwęglan (PC), nylon (PA), TPE i acetal (POM).
Tak. Możemy zaprojektować i wyprodukować małe formy specjalnie do obtrysku dwustrzałowego (klejenie miękkiego TPE na sztywnym podłożu) lub formowania wkładek (formowanie plastiku wokół wcześniej umieszczonego elementu, takiego jak metalowa śruba lub czujnik elektroniczny).
Wystarczy odwiedzić naszą stronę kontaktową i przesłać plik 3D CAD (preferowany jest STEP). Uwzględnij szczegóły, takie jak pożądany materiał z tworzywa sztucznego, szacunkowa roczna ilość i wszelkie specyficzne wymagania dotyczące wykończenia powierzchni. Nasz zespół inżynierów dokona przeglądu projektu i przedstawi szczegółową wycenę, zazwyczaj w ciągu 24 godzin.
W zdecydowanej większości umów serwisowych, Klient, który płaci za oprzyrządowanie, jest jego właścicielem. Partner produkcyjny, który buduje formę, działa jako opiekun. Będzie on przechowywał, konserwował i uruchamiał formę w Twoim imieniu za każdym razem, gdy złożysz zamówienie na części. Jeśli kiedykolwiek zdecydujesz się przenieść produkcję do innego zakładu, masz prawo do przejęcia formy. Jest to kluczowy punkt, który należy wyjaśnić w umowie serwisowej, ponieważ chroni on inwestycję i własność intelektualną.
Części z mini i standardowych form są identyczne pod względem jakości, wytrzymałości i wykończenia, ponieważ korzystają z tego samego procesu produkcyjnego i materiałów. Prawdziwą różnicą jest żywotność i skala narzędzia: mini forma jest zbudowana na tysiące strzałów - idealna do prototypowania i małych serii - podczas gdy standardowa forma jest zaprojektowana na miliony.

Błędy przy uruchamianiu projektu u dostawcy formowania wtryskowego, które powodują opóźnienia i przeróbki
Masz świetny projekt produktu, zwalidowany rynek i zabezpieczone finansowanie. Wybierasz dostawcę formowania wtryskowego, wysyłasz pliki CAD i oczekujesz części produkcyjnych za 6

Walidacja procesu formowania wtryskowego Iq Oq Pq
Właśnie otrzymałeś zamówienie od firmy produkującej urządzenia medyczne. Zanim pozwolą ci wysłać jakąkolwiek część produkcyjną, chcą zobaczyć twój pakiet walidacji procesu — IQ,

Jak przebiega proces od prototypu do produkcji wtrysku w Chinach?
Właśnie ukończyłeś swój pierwszy prototyp wydrukowany w 3D. Wygląda dobrze na stole, ale już wiesz, że wydruki z tworzyw sztucznych nie przetrwają rzeczywistego użytkowania. Teraz potrzebujesz części formowanych wtryskowo — setki
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

