

Waarom is precisie spuitgieten moeilijk? | ZetarMold spuitgietvorming is a plastic injection molding method that requires precision molds and precision machines. The content of this blog includes concepts, characteristics, influencing factors, selection of plastic materials, precision molds, and characteristics of precision plastic injection machines.

Het concept van precisie spuitgieten
Precision injection molding is a method of injection molding where the dimensional repeatability of the molded parts is so high that it is difficult to achieve the requirements using a general-purpose injection molding machine and conventional injection molding processes.
Precisie spuitgieten verschilt van conventioneel spuitgieten. Het is gebaseerd op de snelle ontwikkeling van polymeermaterialen en gebruikt kunststof precisieonderdelen om metalen precisieonderdelen op het gebied van instrumentatie en elektronica te vervangen.

De huidige definitie-indicatoren voor precisie-injectieproducten omvatten de herhaalbaarheid van de productgrootte en de herhaalbaarheid van de productkwaliteit.

Strikte toleranties
Als je onderdelen ontwerpt en produceert met behulp van spuitgieten, is het cruciaal om de afmetingen en toleranties goed te krijgen. Als je dat niet doet, werken je onderdelen misschien niet of gaan ze stuk. Dit geldt vooral voor complexe spuitgietonderdelen.

Nauwe toleranties zijn belangrijk. Voor spuitgieten zijn typische toleranties +/-0,1 mm, met zeer nauwe toleranties van +/-0,025 mm. Als algemene regel geldt dat de maattolerantie van de precisie-injectiematrijs gecontroleerd moet worden tot minder dan 1/3 van de maattolerantie van het product.
Materiaalkeuze
Kunststoffen kiezen voor precisie spuitgieten kan lastig zijn. De krimpsnelheid van kunststof producten kan tijdens het spuitgieten sterk variëren. Verschillende soorten kunststof hebben verschillende vloei-eigenschappen en verhoudingen tijdens het spuitgieten door de soorten en hoeveelheden polymeren en additieven die gebruikt worden.

Dit betekent dat zelfs als je hetzelfde plastic gebruikt met dezelfde hoeveelheden van hetzelfde spul, de producten die je ermee maakt toch verschillende vormen en maten kunnen hebben. Ze kunnen ook verschillende vormen en maten hebben door bijvoorbeeld wie het plastic heeft gemaakt, de tijd van het jaar en het weer.

Kunststoffen voor precisiespuitgieten moeten dus niet alleen goede vloei- en smeereigenschappen hebben, maar ook producten maken die hun vorm en grootte behouden. Anders kun je er niet voor zorgen dat het product de juiste maat heeft.
Daarom moet je bij het spuitgieten van kunststof precisieproducten goed nadenken over het soort kunststof dat je gebruikt en hoe het werkt bij het spuitgieten. Je moet proberen kunststoffen te gebruiken die niet veel krimpen en die lang dezelfde vorm en grootte houden.

Bij het kiezen van materialen voor precisiespuitgieten wil je materialen met een hoge mechanische sterkte, een goede maatvastheid, een goede slijtvastheid en die zich kunnen aanpassen aan een groot aantal omgevingen.

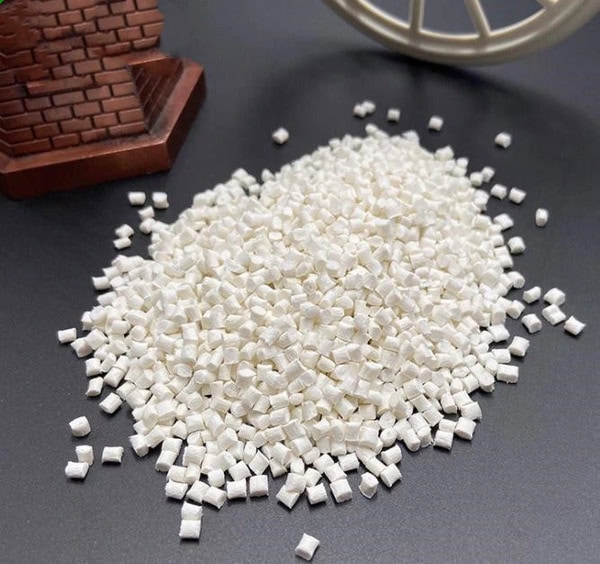
Er zijn vier veelgebruikte materialen
POM en koolstofvezel versterkt (CF) of glas versterkt (GF). Dit materiaal heeft een goede kruipweerstand, goede weerstand tegen vermoeiing, goede weersbestendigheid, goede diëlektrische eigenschappen, is niet gemakkelijk te verbranden en laat gemakkelijk smeermiddelen los.

PA en glasvezelversterkte PA66. Het heeft een sterke slagvastheid en slijtvastheid, goede vloeiprestaties en kan producten vormen met een wanddikte van 0,4 mm. Glasvezelversterkt PA66 is hittebestendig (smeltpunt 250 °C). Het nadeel is dat het vocht absorbeert. Over het algemeen moet het na het gieten worden gedroogd.

PBT versterkt polyester. Het heeft een korte vormingstijd. De vormtijd is als volgt: PBT=POM=PA66=PA6.

D.PC en GFPC. Eigenschappen: Goede slijtvastheid, verbeterde stijfheid, goede maatvastheid, weerbestendigheid, vlamvertraging en vervormbaarheid.
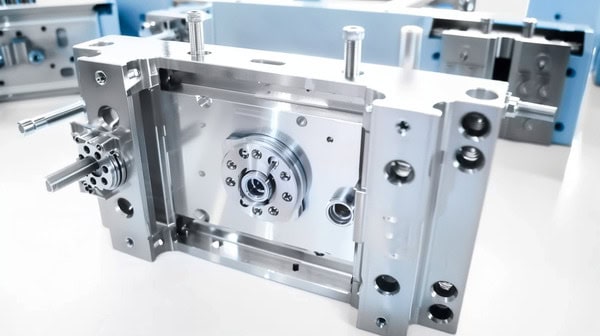
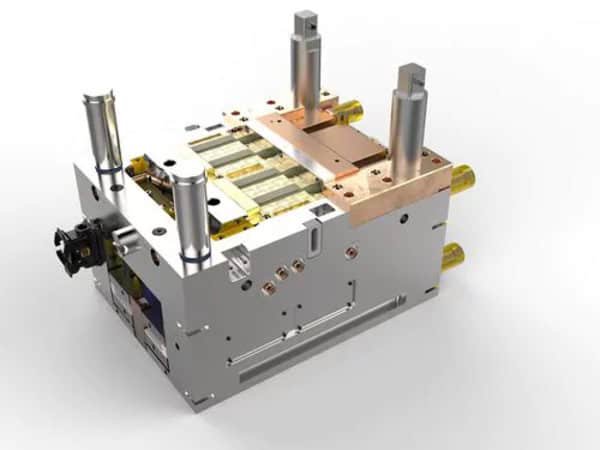
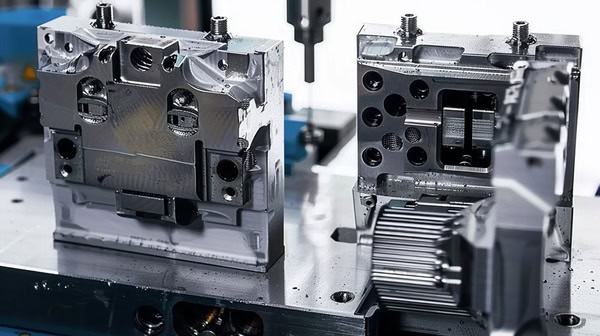
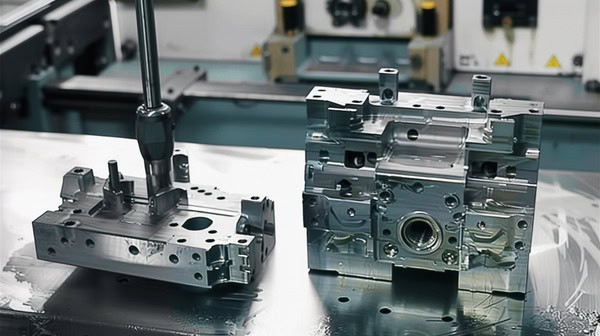
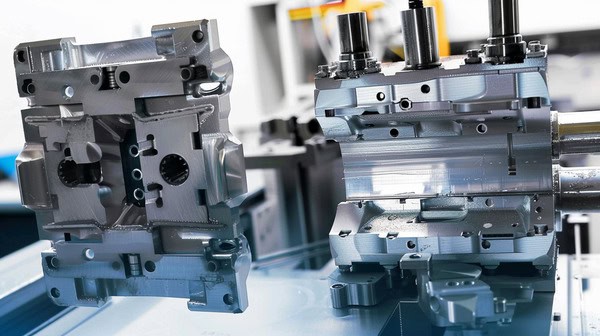
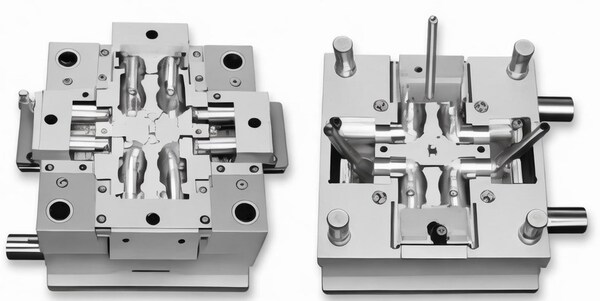
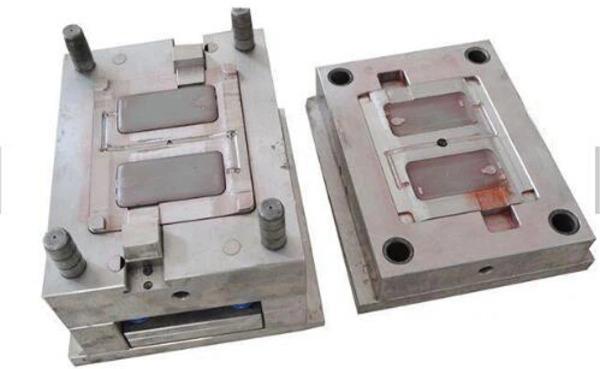
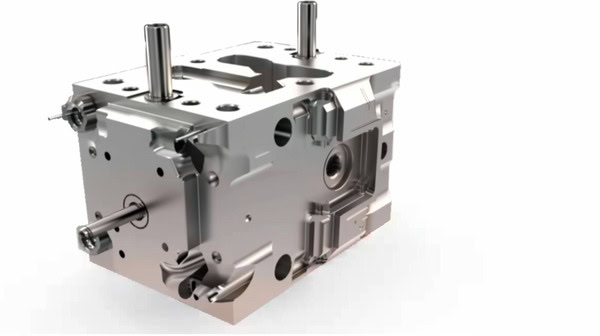
Precisie spuitgietmatrijs
De mal moet supernauwkeurig zijn. De nauwkeurigheid van de mal hangt nauw samen met de verwerkings- en assemblagetechnologie. Als je tijdens het ontwerp niet de juiste technische eisen stelt of als het ontwerp van de matrijsstructuur niet goed is, kun je de nauwkeurigheid van de matrijs niet garanderen, hoe goed je verwerkings- en assemblagetechnologie ook is. Om ervoor te zorgen dat de precisie van de precisie spuitgietmatrijs niet wordt beïnvloed door ontwerpproblemen, moet je aandacht besteden aan de volgende vier punten:
De nauwkeurigheid van het ontwerp en de technische vereisten van de onderdelen moeten compatibel zijn met de nauwkeurigheid van het product. De matrijs moet de nauwkeurigheid van het product garanderen. Ten eerste moeten de nauwkeurigheid van de matrijsholte en de nauwkeurigheid van het deegoppervlak overeenkomen met de nauwkeurigheid van het product. Over het algemeen moet de maattolerantie van de precisie spuitgietholte minder zijn dan een derde van de producttolerantie en moet deze worden bepaald op basis van de werkelijke situatie van het product.

De nauwkeurigheid van het deellijnoppervlak (parallelliteit van het deellijnoppervlak) wordt voornamelijk gebruikt om de nauwkeurigheid van de matrijsholte te garanderen. Voor kleine precisie spuitgietmatrijzen is de technische eis voor het parallellisme van het deellijnoppervlak ongeveer 0,005 mm. Hoewel de structurele delen in de mal niet direct deelnemen aan de spuitgietenzullen ze de nauwkeurigheid van de matrijsholte en dus de nauwkeurigheid van het product beïnvloeden. Daarom moet de structurele delen ervan een passende en redelijke nauwkeurigheid hebben.
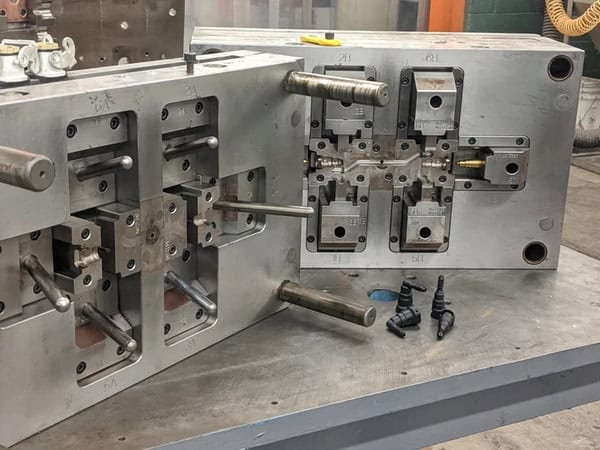
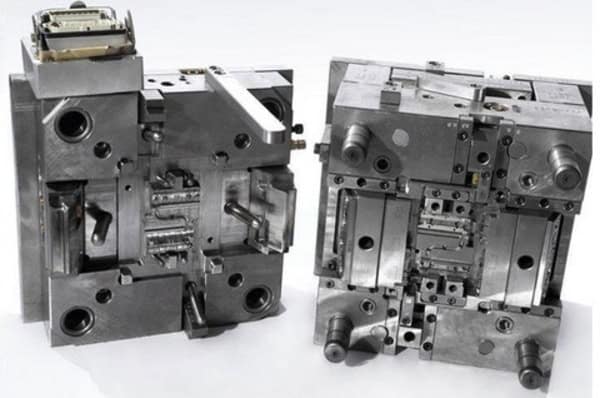
Controleer de overeenstemmingsnauwkeurigheid van de bewegende en vaste matrijzen. Over het algemeen vertrouwen gewone spuitgietmatrijzen voornamelijk op het geleidingsmechanisme van de geleidepilaar om hun overeenstemmingsnauwkeurigheid te garanderen. Door de speling tussen de geleidepen en het geleidingsgat is er echter altijd een bepaalde spleet tussen de twee, groot of klein. Deze spleet beïnvloedt vaak de installatienauwkeurigheid van de matrijs op de spuitgietmachine, wat resulteert in een verkeerde uitlijning van de beweegbare matrijs en de vaste matrijs, dus het is moeilijk om te gebruiken voor het spuitgieten van precisieproducten.

Bovendien veroorzaakt de thermische uitzetting van de beweegbare en vaste mallen onder spuitgietomstandigheden bij hoge temperaturen soms een verkeerde uitlijning tussen de twee, wat uiteindelijk leidt tot veranderingen in de productnauwkeurigheid.
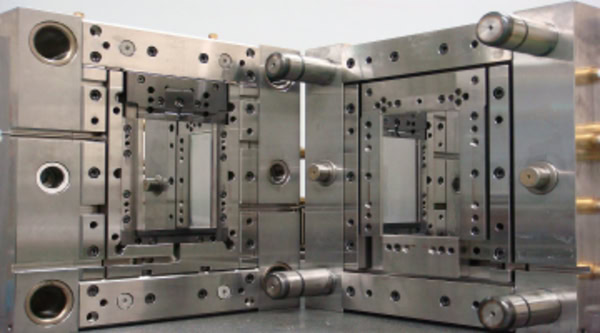
In precisie spuitgietmatrijzen moet de uitlijnfout tussen de beweegbare en vaste matrijzen geminimaliseerd worden en moeten inspanningen geleverd worden om de uitlijnnauwkeurigheid van de beweegbare en vaste matrijzen te garanderen. Er kan een kegelpositioneringsmechanisme of een positioneringsmechanisme met cilindrische geleidepennen en een geleidepilaargeleidingsmechanisme worden ontworpen. Voor gebruik.

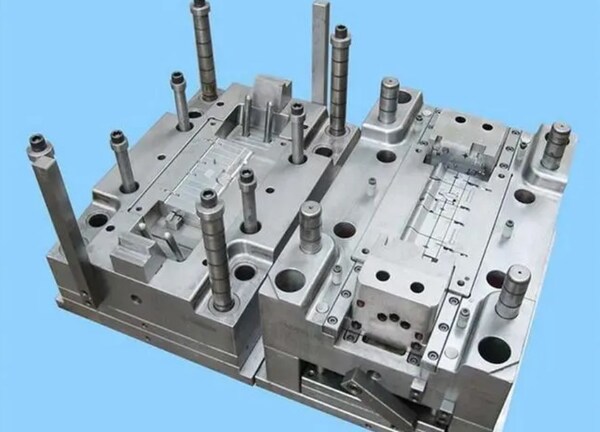
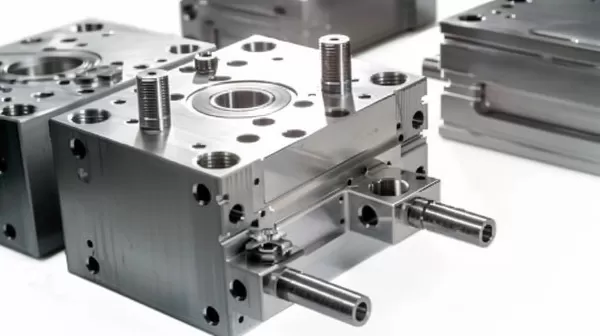
De matrijsstructuur moet stijf genoeg zijn. Precisie-injectiematrijzen moeten stijf genoeg zijn. Anders zullen ze veel buigen wanneer de injectiedruk of de klemkracht van de matrijs wordt uitgeoefend. Dit verandert de nauwkeurigheid van de matrijs en beïnvloedt vervolgens de nauwkeurigheid van het product.
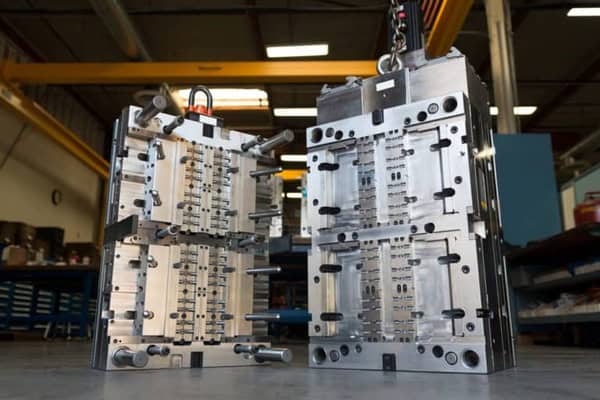
Voor mallen uit één stuk zouden de vorm, grootte en het materiaal waarvan ze gemaakt zijn ze stijf genoeg moeten maken. Voor mallen met inzetstukken hangt de stijfheid vaak af van het frame dat de inzetstukken op hun plaats houdt. Het frame van de mal moet gemaakt zijn van 40Cr gelegeerd constructiestaal. Het moet een warmtebehandeling ondergaan tot een hardheid van ongeveer HRC30.

De beweging van beweegbare delen in de matrijs moet nauwkeurig zijn. Spuitgietmatrijzen hebben vaak beweegbare vormstukken of beweegbare kernen. Als de beweging van deze beweegbare delen onnauwkeurig is, dat wil zeggen dat ze na elke beweging niet nauwkeurig kunnen terugkeren naar de oorspronkelijke positie, dan maakt het niet uit hoe hoog de verwerkingsnauwkeurigheid van de vormdelen is, de structurele nauwkeurigheid van de vorm zelf en de nauwkeurigheid van het product zullen sterk fluctueren. Om dit probleem op te lossen, moeten er speciale bewegingspositioneringsstructuren worden gebruikt.

Precisie-injectiemachine
Precisie spuitgietmachines zijn machines die gebruikt worden om kunststof precisieproducten te gieten en te produceren. Er zijn meestal twee indicatoren voor precisie-injectiemachines: de ene is de herhaalde afwijking van de productgrootte en de andere is de herhaalde gewichtsafwijking van het product. De eerste is moeilijk te vergelijken vanwege verschillende afmetingen en productdiktes, terwijl de tweede het algemene niveau van de spuitgietmachine weergeeft.

Over het algemeen is de gewichtsherhaalbaarheidsfout van gewone spuitgieten machines is ongeveer 1%, en betere machines kunnen 0,8% bereiken. Als het minder is dan 0,5%, is het een precisiemachine, en als het minder is dan 0,3%, is het een ultraprecisiemachine. Zoals eerder vermeld, vereisen precisie spuitgietmachines een nauwkeurigheid van de productdimensie over het algemeen binnen 0,01 ~ 0,001 mm.
Kenmerken van precisie-injectiemachines in termen van besturing
Voor spuitgietparameters met hoge eisen aan herhalingsnauwkeurigheid (reproduceerbaarheid) moet injectiefeedbackbesturing op meerdere niveaus worden gebruikt: positiebesturing op meerdere niveaus, snelheidsbesturing op meerdere niveaus, drukhoudbesturing op meerdere niveaus, tegendrukbesturing op meerdere niveaus, schroefsnelheidsbesturing op meerdere niveaus.

De nauwkeurigheid van de verplaatsingssensor moet 0,1 mm bereiken, waardoor de doseerslag, de injectieslag en de dikte van het resterende materiaalkussen (injectiecontrolepunt) strikt kunnen worden gecontroleerd om de nauwkeurigheid van elke injectie te garanderen en de vormnauwkeurigheid van het product te verbeteren.
De temperatuurregeling van het vat en de spuitmond moet nauwkeurig zijn, de overschrijding tijdens de temperatuurstijging moet klein zijn en de temperatuurschommeling moet klein zijn. Precisie spuitgieten moet PID-besturing gebruiken om ervoor te zorgen dat de temperatuurnauwkeurigheid binnen -0,5 °C ligt.

Eisen aan de plastificeerkwaliteit. De uniformiteit van de plastificering beïnvloedt niet alleen de spuitgietkwaliteit van spuitgietproducten, maar ook de weerstand van de gesmolten kunststof bij het passeren van de poort. Voor een uniforme plastificering zijn een speciale schroef en het gebruik van gespecialiseerde plastificeringstechnologie essentieel.
Daarnaast moet ook de temperatuur van het vat nauwkeurig worden geregeld. Tegenwoordig wordt de temperatuur van de schroef en het vat meestal geregeld door PID (proportioneel, differentieel, integraal). De nauwkeurigheid kan binnen ±1°C geregeld worden, wat in principe voldoet aan de eisen van precisie spuitgieten. Als FUZZY-regeling wordt gebruikt, is deze methode meer geschikt voor precisie spuitgieten.
De werkolie moet op een hoge temperatuur worden gehouden. Als de olietemperatuur verandert, verandert ook de inspuitdruk. Om de olietemperatuur op 50 tot 55°C te houden, moet je een verwarmings- en koelsysteem gebruiken dat de olietemperatuur kan regelen.

Het effect van houddruk. De houddruk heeft een groot effect op de kwaliteit van kunststof onderdelen. Met andere woorden, de houddruk kan ervoor zorgen dat de plastic onderdelen beter vullen, de vervorming van de plastic onderdelen verminderen en de nauwkeurigheid van de plastic onderdelen controleren. De stabiliteit van de houddruk bepaalt de kwaliteit van de kunststof onderdelen. De positie van de schroef aan het einde van de spuitgietcyclus en de stabiliteit van de houddruk zijn de twee belangrijkste factoren die de kwaliteit van de kunststofonderdelen bepalen.
Als de eisen voor het regelen van de matrijstemperatuur hetzelfde zijn en de koeltijd hetzelfde is, zal de dikte van het product met een lage matrijsholtetemperatuur groter zijn dan die van het product met een hoge temperatuur. Voor POM- en PA-materialen bijvoorbeeld wordt de dikte van producten met een dikte van 50-100 μm bij een matrijstemperatuur van 50°C gereduceerd tot 20-40 μm bij 80°C en tot slechts 10 μm bij 100°C. De kamertemperatuur beïnvloedt ook de maattoleranties van precisieproducten.

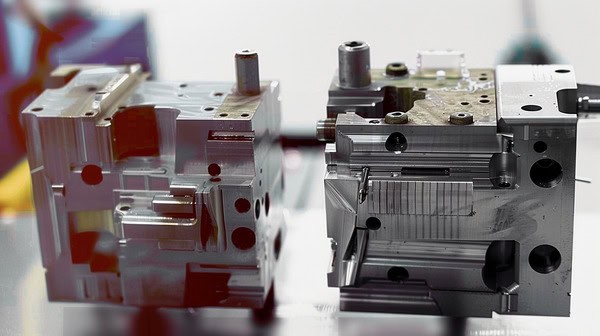
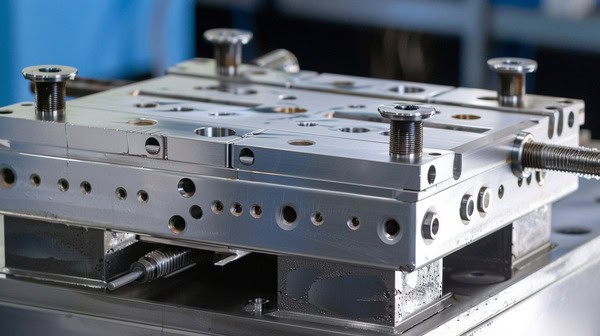
Structurele kenmerken van precisie spuitgietmachine
Omdat precisie-injectiemachines een hoge injectiedruk hebben, moet het klemsysteem van de matrijs stijf zijn. Het parallellisme van de bewegende en vaste mallen wordt gecontroleerd binnen 0,05 ~ 0,08 mm. Dit vereist een lagedruk matrijsbescherming en een nauwkeurige regeling van de klemkracht van de matrijs. De grootte van de klemkracht van de matrijs beïnvloedt de mate van vervorming van de matrijs, wat uiteindelijk van invloed is op de maattolerantie van het onderdeel.

De openings- en sluitsnelheid van de matrijs moet snel zijn, meestal rond de 60 mm/s. De plastificeercomponenten, zoals de schroef, schroefkop, keerring en cilinder, moeten worden ontworpen met een structuur die een sterk plastificeervermogen, goede homogenisatie en hoge injectie-efficiëntie heeft.
Het aandrijfkoppel van de schroef moet groot zijn en de snelheid moet traploos regelbaar zijn. Ongeacht het type precisie spuitgietmachine, moet de machine de maatherhaalbaarheid en kwaliteitsherhaalbaarheid van het product stabiel kunnen regelen.

Probleem van krimp bij precisie spuitgieten
Precisie spuitgietproducten hebben niet alleen de begrippen maattolerantie, geometrische nauwkeurigheid en oppervlakteafwerking, maar ook het begrip herhaalbaarheid, stabiele nauwkeurigheid voor de dag, de maand, het jaar en de toepassingsomgeving. Deze nauwkeurigheid heeft niet alleen te maken met de eigenschappen van de afgewerkte materialen en de nauwkeurigheid van de matrijs, maar ook met de vormkrimp die de productienauwkeurigheid beïnvloedt.

Er zijn vier factoren die krimp beïnvloeden: thermische krimp, krimp door faseverandering, oriëntatiekrimp en compressiekrimp.
Thermische krimp
Het is een inherente thermofysische eigenschap van vormmaterialen en matrijsmaterialen. Als de matrijstemperatuur hoog is, zal de temperatuur van het product ook hoog zijn en zal de werkelijke krimpsnelheid toenemen. Daarom mag de matrijstemperatuur van precisie-injectie niet te hoog zijn.
Faseverandering Krimp
Faseveranderingskrimp wordt veroorzaakt door de afname van het soortelijk volume door de kristallisatie van het polymeer tijdens het oriëntatieproces van de kristallijne hars, wat faseveranderingskrimp wordt genoemd.
De matrijstemperatuur is hoog, de kristalliniteit is hoog en de krimpsnelheid is groot, maar aan de andere kant zal een verhoogde kristalliniteit de dichtheid van het product verhogen, de lineaire uitzettingscoëfficiënt verlagen en de krimpsnelheid verlagen. Daarom wordt de werkelijke krimpsnelheid bepaald door het gecombineerde effect van de twee.
Oriëntatie Krimp
Als gevolg van het gedwongen uitrekken van de moleculaire ketens in de vloeirichting, hebben macromoleculen de neiging om zich opnieuw op te rollen en te herstellen wanneer ze worden afgekoeld, en zal er krimp optreden in de oriëntatierichting. De mate van moleculaire oriëntatie is gerelateerd aan de injectiedruk, de injectiesnelheid, de harstemperatuur en de matrijstemperatuur. Maar het belangrijkste is de injectiesnelheid.
Krimp door compressie
compressiekrimp en elastisch herstel. Kunststoffen zijn over het algemeen samendrukbaar, wat betekent dat hun specifieke volume aanzienlijk verandert onder hoge druk. Bij normale temperaturen zal het verhogen van de druk op een gegoten product het specifieke volume verminderen, de dichtheid verhogen, de uitzettingscoëfficiënt verlagen en de krimpsnelheid aanzienlijk verminderen.
Door deze samendrukbaarheid heeft het vormmateriaal een elastisch hersteleffect, waardoor het product minder krimpt. De factoren die de vormkrimp van een product beïnvloeden, hebben te maken met de vormomstandigheden en de bedrijfsomstandigheden.
Kenmerken van precisie spuitgieten
De proceskenmerken van precisie-injectiegieten zijn voornamelijk hoge injectiedruk, snelle injectiesnelheid en nauwkeurige temperatuurregeling.
Hoge injectiedruk
Tests hebben aangetoond dat voor verschillende plastic soorten, vormen en maten, de druk die nodig is voor precisie spuitgieten 180-250MPa zou moeten zijn (de injectiedruk die gebruikt wordt voor gewoon spuitgieten is over het algemeen 40-200MPa). In sommige speciale gevallen wordt een hogere druk vereist. De hoogste druk is ongeveer 450MPa.
Snelle injectiesnelheid
De injectiesnelheid heeft niet alleen een grote invloed op de productiviteit van het product, maar kan ook de maattolerantie van het product verminderen. Om de nauwkeurigheid van spuitgietproducten te verbeteren, vooral voor het spuitgieten van complexe producten, is de laatste jaren injectie met variabele snelheid ontwikkeld. Dat wil zeggen dat de injectiesnelheid verandert en dat de veranderende regels worden bepaald op basis van de structurele vorm van het onderdeel en de prestaties van de kunststof.

Temperatuurregeling moet nauwkeurig zijn
Temperatuur heeft een groot effect op de kwaliteit van het spuitgieten van producten en is een van de drie belangrijkste procescondities voor spuitgieten. Bij precisie-injectiegieten zijn er niet alleen problemen met de temperatuur, maar ook met de nauwkeurigheid van de temperatuurregeling.
Het is duidelijk dat tijdens het precisie spuitgietproces, als de temperatuurregeling niet nauwkeurig is, de vloeibaarheid van de plastic smelt en de vormprestaties en krimpsnelheid van het product niet stabiel zullen zijn, zodat de nauwkeurigheid van het product niet gegarandeerd kan worden.

Vanuit dit perspectief moet bij het precisie spuitgieten het temperatuurbereik van het vat en de spuitmond of de spuitmatrijs strikt gecontroleerd worden. Bij precisie-injectiegieten wordt bijvoorbeeld een PID-regelaar gebruikt om de temperatuur van het vat en de spuitmond te regelen. De temperatuurschommeling wordt geregeld binnen 1°C, terwijl bij gewone spuitgietmachines de temperatuur 20°C tot 300°C kan bereiken.

Om de nauwkeurigheid van het product te garanderen, moeten we bij het precisie spuitgieten niet alleen de temperatuur van het vat, de spuitmond en de matrijs strikt controleren, maar moeten we ook aandacht besteden aan de invloed van de omgevingstemperatuur op de nauwkeurigheid van het product na het ontvormen.

Moeilijkheden bij precisie spuitgieten
Plastic krimppercentage
Bij het ontwerpen van kunststof precisieproducten moet rekening worden gehouden met de krimpsnelheid van kunststof.
Keuze van precisie spuitgietkunststoffen
De krimpsnelheid van kunststof producten schommelt sterk tijdens het spuitgietproces. Bovendien zullen door de verschillende soorten polymeren en additieven die in verschillende kunststoffen worden gebruikt, hun vloei- en smeereigenschappen tijdens het spuitgieten ook verschillen.
Er zijn grote verschillen, door de invloed van factoren zoals de fabrikant, het seizoen in de fabriek en omgevingsfactoren zijn er ook problemen met de vorm- en maatvastheid van de gegoten producten.
Productvorm en -grootte
De vorm en grootte van kunststof onderdelen hebben een grote invloed op de nauwkeurigheid van de onderdelen. De productiepraktijk laat zien dat hoe complexer de vorm en grootte van het product, hoe lager de nauwkeurigheid.
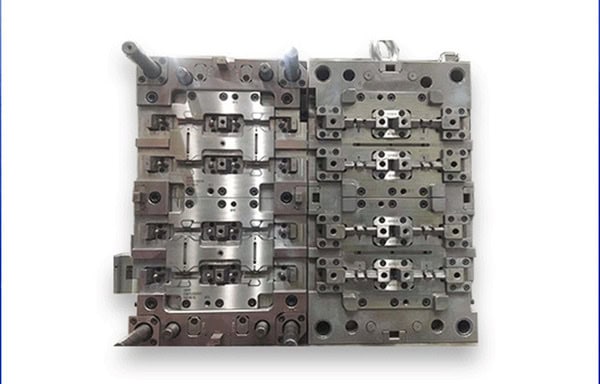
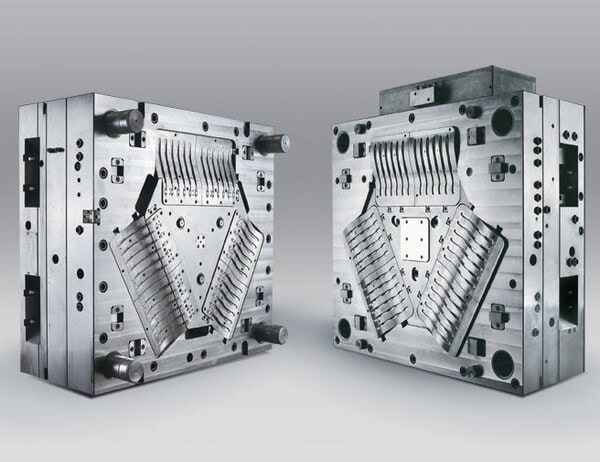
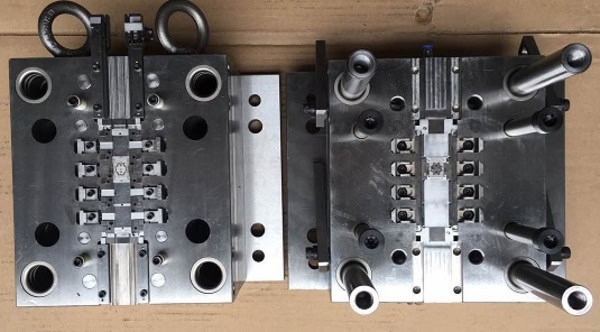
Vormstructuur
De nauwkeurigheid van spuitgietproducten hangt nauw samen met het aantal matrijsholten en productiebatches. Het toont ook aan dat de nauwkeurigheid van matrijsstructuren met één caviteit hoger is dan die van matrijsstructuren met meerdere caviteiten en dat de nauwkeurigheid van productie in kleine batches hoger is dan de nauwkeurigheid van productie in grote batches.
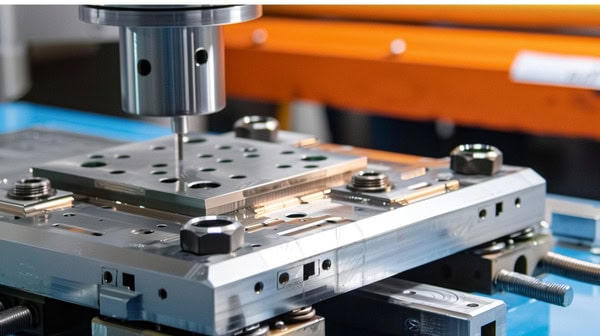
Nauwkeurigheid van matrijsverwerking
Wanneer spuitgegoten producten worden gevormd, worden ze gevormd in de matrijsholte. De nauwkeurigheid van het product zal nooit groter zijn dan de nauwkeurigheid van de matrijsholte. Over het algemeen is de nauwkeurigheid van spuitgegoten producten één tot twee tolerantieniveaus lager dan de nauwkeurigheid van de matrijs.
Wat de huidige technologie voor het maken van matrijzen betreft, worden de meeste matrijsholtes gemaakt door middel van hogesnelheidsfrezen, slijpen, polijsten of elektrisch bewerken, waarmee de hoogst vereiste precisie kan worden bereikt.

Spuitgietmachine
Precisie spuitgieten vereist een hoge nauwkeurigheid van producten. Daarom moeten ze over het algemeen worden uitgevoerd op speciale precisiespuitgietmachines. spuitgieten machines. Het injectievermogen van de precisie spuitgietmachine moet groot zijn, de regelnauwkeurigheid moet hoog zijn, de reactiesnelheid van het hydraulische systeem moet snel zijn en het klemsysteem van de matrijs moet voldoende stijfheid hebben.
Conclusie
In conclusion, there are several key factors that affect precision injection molding, such as tight tolerances, material selection, precision injection molds, precision injection machines, shrinkage issues in precision injection molding, and so on, which make precision injection molding challenging. See our Injection Molding Complete Guide for a comprehensive overview.







