

사출 금형사출 성형 과정은 어떻게 작동하는가? | ZetarMold
The molten plastic flows into the plastic injection molds, where it is cooled and takes the shape of the mold. This process is used to create everything from toys to car parts.
In this blog post, we’ll take a closer look at how injection molding works and discuss some of its benefits.

사출 성형의 원리
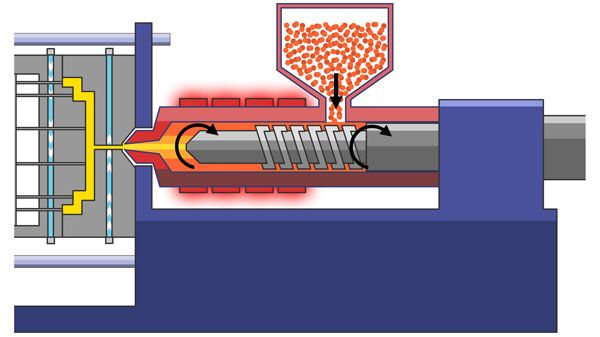
The principle of injection molding is that the plastic in the form of pellets or powder is fed into the barrel from the hopper of the plastic injection molding machine, heated and melted to a flowing state in the barrel, and then injected into the closed mold cavity at a lower temperature through the nozzle at the front of the barrel at a faster speed under the impetus of the plunger or screw.
냉각 및 경화 후 사출 유닛을 얻습니다. 배럴 전면에 용융된 재료가 축적되어 스크류에 일정한 압력(스크류의 배압이라고 함)이 가해지면 스크류가 조정된 스트로크 스위치와 접촉할 때까지 회전하면서 역회전하고 한 번의 사출량으로 플라스틱의 사전 성형 및 보관(즉, 배럴 전면에 용융된 플라스틱의 보관)이 끝납니다.
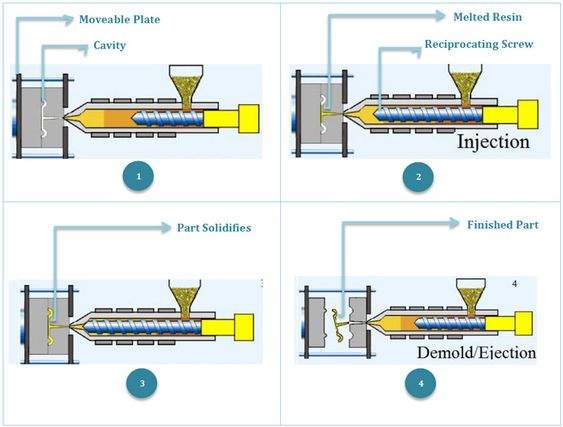
그러면 유압 사출 실린더가 작동하기 시작하고 유압 실린더의 피스톤에 연결된 나사가 배럴 앞쪽의 노즐을 통해 일정한 속도와 압력으로 용융 된 재료를 저온에서 닫힌 금형 캐비티에 주입하여 일정 시간 동안 압력을 유지하면서 용융 된 플라스틱이 냉각 및 경화되어 금형 캐비티에서 주어진 모양과 크기를 유지합니다.
The mold is opened by the opening and closing mechanism, and the injection-molded plastic parts are removed by the pushing mechanism.
사출 성형 공정 조건
The most important factors in the injection molding manufacturing process conditions are temperature, pressure, and time.
(1) 온도
사출 성형 공정에서 제어해야 하는 온도는 주로 배럴 온도, 노즐 온도, 금형 온도입니다.
배럴 온도
배럴 온도의 선택은 플라스틱 소재의 다양성 및 특성과 관련이 있습니다. 배럴 온도가 너무 낮으면 가소화가 충분하지 않고, 배럴 온도가 너무 높으면 플라스틱이 과열되어 분해될 수 있습니다.
재료의 온도 분포는 일반적으로 앞쪽이 높고 뒤쪽이 낮은 원리, 즉 마찰열로 인한 플라스틱의 열화를 방지하기 위해 배럴의 뒤쪽 끝 온도는 낮고 노즐 근처의 앞쪽 끝 온도는 높은 것을 기본으로 합니다.
스크류 사출기가 스크류와 용융물, 용융물과 용융물, 용융물과 배럴 사이의 전단 마찰열과 플라스틱 열화를 방지하기 위해 배럴 앞부분의 온도를 중간 부분보다 약간 낮출 수 있습니다.
배럴 온도가 적절한지 확인하기 위해 공기 주입 방법을 사용하여 플라스틱 부품의 품질을 관찰하거나 직접 관찰할 수 있습니다.

공기 중에 주입할 때 재료 흐름이 균일하고 매끄럽고 기포가 없고 색상이 균일하면 재료 온도가 적절하다는 의미이며, 재료 흐름이 거칠고 은색 또는 변색이 있으면 재료 온도가 적절하지 않다는 의미입니다.
노즐 온도
노즐 온도는 일반적으로 배럴의 최대 온도보다 약간 낮게 설정하여 노즐 타액 분비 현상에서 온도가 너무 높아 녹는 것을 방지합니다.
금형 온도
금형 온도는 용융물의 흐름, 냉각 속도 및 성형 부품의 성능에 큰 영향을 미칩니다.
금형의 온도는 플라스틱의 결정성, 성형 부품의 크기, 성형 부품의 성능에 따라 달라집니다. 구조 및 성능 요구 사항과 기타 공정 조건(용융 온도, 사출 속도, 사출 압력 등).
(2) 압력
The pressure in the injection molding process includes plasticizing pressure and injection pressure, which directly affect the plasticization of plastic and the quality of plastic parts.
가소화 압력배압이라고 하는 배압은 스크류 사출기를 사용할 때 스크류가 회전하고 뒤로 물러날 때 스크류 헤드의 용융물에 가해지는 압력을 말합니다.
가소화 압력이 증가하고 용융물의 온도와 균일 성이 증가하며 색상 재료의 혼합이 균일하며 용융물의 가스가 배출됩니다. 그러나 가소화 속도가 감소하고 성형 주기가 길어집니다.
일반적인 작업에서 플라스틱 부품의 품질을 보장한다는 전제하에 가소 화 압력은 가능한 한 낮아야하며 일반적으로 약 6MPa, 일반적으로 20MPa를 초과하는 경우는 드뭅니다. 사출 압력은 플라스틱 용융물에 플런저 또는 나사 헤드가 가하는 압력을 말합니다.
크기: 사출 압력의 크기는 플라스틱 종류, 사출기 유형, 금형 구조, 플라스틱 부품의 벽 두께 및 기타 공정 조건에 따라 달라집니다.
기능: To overcome the flow resistance of the melt in the process of filling the injection mold when injecting, so that the melt has a certain filling rate; to compact the melt and prevent backflow when holding the pressure.
일반적으로: 고점도 플라스틱 > 저점도 플라스틱의 사출 압력, 얇은 벽, 넓은 면적, 복잡한 모양의 플라스틱 부품의 높은 사출 압력, 단순한 금형 구조, 더 큰 게이트 크기, 낮은 사출 압력.
플런저 사출기 사출 압력 > 스크류 사출기; 배럴 온도, 금형 온도가 높으면 사출 압력이 낮아집니다.
(3) 시간
The time required to complete an injection molding process is called the molding cycle. It includes mold filling time, holding time, in-mold cooling time, other times, etc. Other times include mold opening, mold release, mold release agent application, insert placement and mold closing, etc.

사출 성형 공정
주로 성형 전 준비, 사출 공정 및 플라스틱 부품의 후처리 등이 포함됩니다.
(1) 사전 성형 준비
The main preparations before the injection molding cycle are inspection of the appearance and process performance of raw materials, preheating and drying; cleaning or replacement of the barrel of the injection machine.
금형 이형이 어려운 경우 이형제의 합리적인 선택, 인서트 예열, 일부 금형도 예열이 필요합니다.
재료 외관 검사 및 공정 성능 측정: 플라스틱 색상, 입자 크기 및 균일성, 유동성(용융 지수, 점도) 열 안정성, 수축 검사를 포함합니다.
Plastic preheating and drying: remove excess moisture and volatile thees from the material to prevent defects or degradation on the surface of the injection molded parts, which affects the appearance and internal quality of the plastic parts.
재료 건조 방법소량 생산, 오븐 건조 사용; 대량 생산, 끓는 물 건조 또는 진공 건조 사용.
배럴 청소: 제품을 변경할 때 원재료와 색상을 변경하여 배럴을 청소해야 합니다.
인서트 예열: 재료와 인서트 사이의 온도 차이를 줄이고 인서트 주변 플라스틱의 수축 응력을 줄이며 플라스틱 부품의 품질을 보장합니다.
이형제 선택: 일반적으로 사용되는 이형제에는 스테아린산아연, 액체 파라핀, 실리콘 오일 등이 있습니다.
(2) 사출 프로세스
사출 공정은 플라스틱 부품을 플라스틱으로 변환하는 주요 단계입니다. 여기에는 재료 추가, 가소화, 사출, 압력 유지, 냉각 및 성형, 탈형과 같은 여러 단계가 포함됩니다.
먹이기: Adding granular or powdered plastic to the hopper of the plastic injection molding machines.
가소화: The plastic material in the screw is heated by the heating device of the injection molding machine to melt and become a plastic melt with good plasticity.
주입: 가소화된 플라스틱 용융물은 사출기의 플런저 또는 나사에 의해 밀려서 일정한 압력과 속도로 금형의 노즐과 주입 시스템을 통과하여 금형 캐비티에 들어가 채워집니다.
압력 유지 및 수축 보충: 용융물이 캐비티를 채운 후에도 용융물은 사출기의 플런저 또는 스크류를 밀어 보충 압력을 유지하여 배럴의 용융물이 캐비티에 계속 들어가 캐비티에있는 플라스틱의 수축 요구를 보충하고 용융물이 역류하는 것을 방지 할 수 있습니다.
게이트 동결 후 냉각: 일정 시간이 지나면 캐비티에서 녹은 플라스틱이 고체로 굳어져 금형이 풀릴 때 플라스틱 부품이 뒤틀리거나 변형되지 않도록 충분한 강성을 갖도록 합니다.
탈형: 성형된 부품은 특정 온도로 냉각되고 푸시 아웃 메커니즘에 의해 성형된 부품이 금형 밖으로 밀려납니다.
(3) 성형 부품의 후처리
후처리는 플라스틱 부품의 내부 응력을 제거하고 플라스틱 부품의 성능과 크기의 안정성을 향상시킬 수 있습니다.

사후 처리 플라스틱 사출 부품 제조 어닐링 및 습윤 처리가 포함됩니다.
어닐링 처리는 플라스틱 부품을 고정 온도 가열 액체 매체(온수, 뜨거운 미네랄 오일, 액체 파라핀 등) 또는 열풍 순환 오븐에서 일정 시간 동안 가열한 다음 천천히 식히는 것입니다. 그 목적은 플라스틱 부품의 내부 응력을 제거하고 크기를 안정화하는 것입니다.
a) 온도: 사용 온도보다 10°~15° 높거나 열변형 온도보다 10°~20° 낮습니다.
b) 시간플라스틱의 종류 및 두께와 관련된 플라스틱 부품의 두께는 일반적으로 밀리미터당 약 30분 단위로 계산할 수 있습니다.
c) 효과: 플라스틱 부품의 내부 응력을 제거하고 플라스틱 부품의 크기를 안정화하며 결정성을 개선하고 결정 구조를 안정화하여 탄성 계수 및 경도를 향상시킵니다.
습도 조절 처리재성형을 마친 플라스틱 부품을 가열 매체(끓는 물, 아세트산칼륨 용액 등)에 넣어 수분 흡수 평형 속도를 가속화하는 후처리 방법. (주로 PA와 같이 흡습성이 강하고 산화가 쉬운 플라스틱에 사용)
a) 온도: 100~121℃ (상한은 열 변형 온도가 높을 때, 하한은 그 반대의 경우).
b) 시간단열 시간은 플라스틱 부품의 두께와 관련이 있으며 일반적으로 2~9시간이 소요됩니다.
c) 목적잔류 응력 제거; 사용 중 치수 변화를 방지하기 위해 제품이 가능한 한 빨리 수분 흡수 평형에 도달하도록 합니다.

사출 성형의 공정 파라미터
가습 처리는 갓 탈형된 플라스틱 부품을 뜨거운 물에 넣어 공기를 차단하고 플라스틱 부품의 산화를 방지하며 수분 흡수 평형 달성을 가속화하는 처리 방법입니다. 성형된 부품의 색상과 크기를 안정화하고 성능을 향상시키는 것이 목적입니다.
사출 프로세스
일반적으로 재료 추가, 가소화, 금형 충전, 압력 유지, 붓기, 냉각 및 탈성형 등의 단계가 포함됩니다.
- 자료 추가
펠릿이 호퍼에 추가됩니다. 사출 성형 기계. - 가소화
추가된 플라스틱은 호퍼에 추가되어 고체 입자에서 용융 상태로 바뀌고 가소성이 좋아지는데, 이 과정을 가소화라고 합니다. - 금형 충전
가소화된 용융물은 플런저 또는 나사를 통해 배럴의 앞쪽으로 밀린 다음 노즐과 금형 주입 시스템을 통해 캐비티에 주입되며, 이 단계를 금형 충진이라고 합니다. - 유지 압력
금형의 용융물이 냉각되고 수축되면 플런저 또는 스크류가 배럴의 용융물을 지속적으로 보충하여 완전한 모양과 조밀한 질감을 가진 플라스틱 부품을 형성하는데, 이 단계를 압력 유지라고 합니다. - 역류
유지 압력이 끝나면 플런저 또는 나사가 후퇴하고 캐비티의 압력이 해제됩니다.
이때 캐비티 내의 용융물의 압력은 게이트 앞의 압력보다 높을 것이며 게이트가 아직 얼지 않은 경우 캐비티의 용융물은 게이트를 통해 주조 시스템으로 역류하며이 과정을 역류라고합니다.
이 프로세스를 역류라고 합니다. 역류는 성형된 부품의 수축, 변형 및 느슨한 질감을 유발합니다. 보압이 끝날 때 게이트가 이미 동결되어 있으면 역류가 발생하지 않습니다.
- 냉각
금형에서 플라스틱 부품의 냉각 과정은 게이트의 플라스틱 용융물이 완전히 얼어붙을 때부터 플라스틱 부품이 금형 캐비티 밖으로 밀려날 때까지의 전체 프로세스입니다. 그런 다음 냉각되어 단단한 제품이 형성됩니다. 마지막으로 이젝터가 냉각된 제품을 기계 밖으로 밀어내어 완성된 부품으로 만듭니다. 이젝터는 사출 성형 제조 프로세스가 완료되었습니다.

냉각 공정은 플라스틱이 캐비티에 주입될 때 시작되며, 금형 충진 및 압력 유지가 완료된 후부터 이형 전까지의 기간을 포함합니다.
- 디몰딩
부품이 특정 온도로 냉각되면 금형이 열리고 푸시 아웃 메커니즘의 작용으로 부품이 금형 밖으로 밀려납니다.
제품의 품질을 결정하는 주요 매개 변수는 온도, 시간, 압력, 속도 및 위치입니다.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







