 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

소개: 사출 성형기의 스크류는 사출 성형 공정의 핵심 부품입니다. 플라스틱 원료를 녹이고, 혼합하고, 압축하는 역할을 합니다. 이 기사에서는 사출 성형기에서 나사의 역할에 대해 설명합니다.
사출 성형 나사란 무엇인가요?
The injection molding screw is a very important part of the injection molding machine. It has the functions of conveying, compacting, melting, stirring and pressurizing the plastic. All of this is done by the rotation of the screw in the barrel.

나사를 돌리면 플라스틱이 배럴 내부, 나사산 바닥, 나사의 밀리는 가장자리, 플라스틱 사이를 문지르며 미끄러집니다. 이러한 모든 움직임으로 인해 플라스틱이 앞으로 움직이고 마찰로 인한 열이 플라스틱에 흡수되어 플라스틱이 더 뜨거워지고 플라스틱이 녹습니다.
사출 성형기의 나사의 차이점은 무엇입니까?
스크류는 사출 성형기에서 매우 중요한 부품으로, 생산 과정에서 플라스틱을 운반, 압축, 용융, 교반 및 가압하는 역할을 합니다.

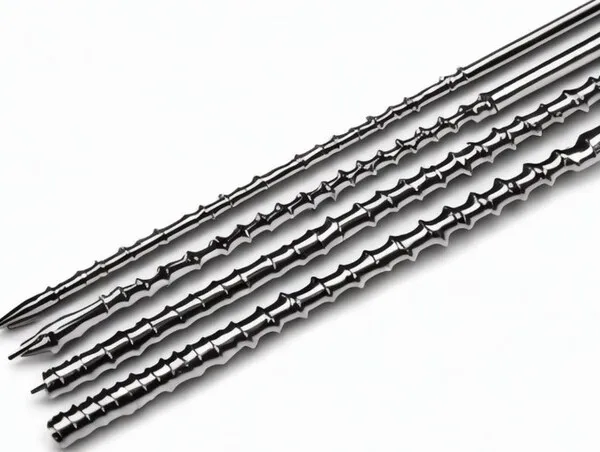
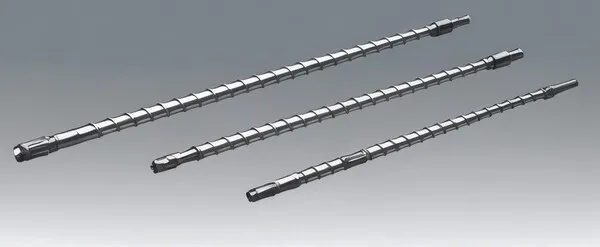
사출 성형기의 나사는 점진적 유형, 급격한 유형 및 범용 유형의 세 가지 유형으로 나눌 수 있습니다. 이 세 가지 유형의 나사에는 고유 한 모양과 기능이 있으며, 점진적 나사는 주로 연화 온도 범위가 넓고 점도가 높은 비결정 성 플라스틱을 가공하는 데 사용됩니다.
퀵 스크류는 주로 점도와 녹는점이 명확한 결정성 플라스틱을 가공하는 데 사용되며 일반 스크류는 주로 결정성 및 비결정성 플라스틱을 가공하는 데 사용됩니다.

나사는 사출 성형기에서 가장 중요한 부분입니다. 다양한 기능과 요구 사항에 따라 여러 유형으로 나눌 수 있습니다.
기능별 분류
기능에 따라 가소화 스크류는 고체 이송 구역, 용융 지연 구역, 용액 구역 및 용융 이송 구역의 네 가지 구역으로 나눌 수 있습니다.

이 네 영역의 스크류는 독립적으로 작동하지만 함께 작동하기도 합니다. 고체 이송 영역의 스크류는 피드 호퍼에 연결되어 온도가 상승함에 따라 플라스틱을 앞으로 이동시킵니다.
용융 지연 구역의 나사는 용액이 나사 홈에 축적되어 용융 풀을 형성하도록 합니다. 고용체 영역의 스크류에는 두 가지 기능이 있습니다. 하나는 용융된 재료가 가소화되도록 돕는 것이고, 다른 하나는 용융된 플라스틱을 용융 풀로 운반하는 것입니다.

마지막 용융 구역의 나사는 플라스틱을 동일한 온도로 유지하고 플라스틱이 원활하게 흐르도록 도와줍니다.
기하학적 모양에 따른 차별화
모양에 따라 공급 영역, 압축 영역 및 계량 영역의 세 부분으로 나눌 수 있으며 공급 영역은 공급이 끝나기 전에 플라스틱 고체를 밀어 녹기 시작하는 데 사용되는 나사 홈의 홈 깊이를 고정하는 것입니다.
압축 영역의 나사는 테이퍼 나사 홈의 홈 깊이로 플라스틱 원료의 용융, 혼합, 전단 압축 및 가압 배출을 도울 수 있습니다.
계량 영역은 나사 홈의 고정된 깊이입니다. 플라스틱을 압축하는 것 외에도 플라스틱이 균일한 온도를 유지하고 안정적으로 유지되도록 더 많은 압력을 제공합니다.
사출 성형기 스크류의 작동 원리는 무엇입니까?
작동 원리
압출 스크류는 재료를 지속적으로 밀어내면서 재료를 녹이고 다이 헤드에 매우 높은 압력을 형성하여 성형 다이 헤드를 통해 연속적으로 제품을 압출합니다.
압출 스크류를 설계할 때는 플라스틱을 얼마나 많이 밀어낼 수 있는지, 그 흐름이 얼마나 일정한지, 플라스틱을 얼마나 잘 녹이는지 등 세 가지를 고려해야 합니다.

사출 스크류는 고체 재료를 사전 가소화하고 사출 공정을 위해 용융된 재료를 주입하는 두 가지 역할을 합니다. 꾸준히 압출할 필요가 없습니다.
The pre-plasticization of the injection screw is just a front process of the injection molding process, which is not a big deal compared to the extrusion screw.

재료 가열
가소화 중 압출 스크류와 마찬가지로 전단 효과에 의해 발생하는 열 외에도 사출기 배럴의 사전 가소화된 재료는 배럴에 더 오래 머무르기 때문에 더 많은 외부 히터에 의해 가열됩니다.
또한 재료가 금형에 주입되면 노즐을 통해 고속으로 흐르면서 많은 전단이 발생하고 전단에서 열이 발생합니다.

가소화 압력 조절 측면에서
물건을 만들 때 압출 스크류는 플라스틱을 압착하는 정도를 변경하기 어렵지만 사출 스크류는 배압을 변경하여 플라스틱을 압착하는 정도를 변경할 수 있으므로 플라스틱이 얼마나 잘 압착되는지 쉽게 제어할 수 있습니다.
나사 길이 변경 측면에서
사전 가소 화 중에 사출 스크류가 회전 및 수축하여 유효 작업 길이가 변경되며 압출 스크류는 일정한 온도, 일정한 압력, 일정한 양, 지속적으로 압출되어야합니다.

압출 중에 나사를 배치하고 회전해야 하며 나사의 유효 작업 길이는 변경할 수 없습니다.
가소화 용량이 생산 능력에 미치는 영향 측면
압출 스크류의 가소 화 능력은 생산 능력에 직접적인 영향을 미치는 반면 사출 스크류의 사전 가소 화 시간은 금형 캐비티에서 제품의 냉각 시간보다 짧습니다.

따라서 사출 스크류의 가소화 용량은 생산 능력에 영향을 미치는 주요 요인이 아닙니다.
나사 헤드 구조 측면에서
사출 나사 머리는 압출 나사 머리와 다릅니다. 압출 나사 머리는 대부분 둥글거나 뭉툭하고 사출 나사 머리는 대부분 뾰족하며 머리는 특별한 구조를 가지고 있습니다.

뾰족한 나사 머리 또는 나사산이 있는 나사 머리. 이 유형의 나사 헤드는 주로 점도가 높고 열 안정성이 낮은 재료를 처리하는 데 사용되며 사출 중 더러운 방전으로 인한 재료 분해 정체 현상을 방지 할 수 있습니다.
사출 성형기의 스크류의 기능은 무엇입니까?
스크류 이송 섹션의 기능
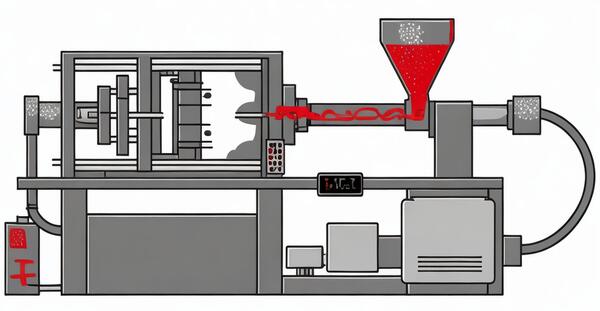
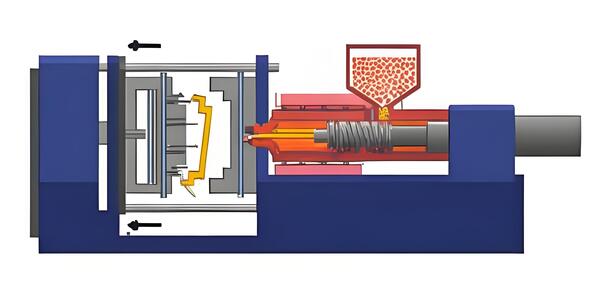
사출 유닛은 사출 성형기에서 중요한 역할을 하며 용융된 플라스틱을 금형 캐비티로 밀어 넣어 원하는 완제품을 형성하는 역할을 하며, 사출 성형기의 스크류 이송 부품은 플라스틱을 이송, 밀어 넣고 예열하는 역할을 합니다.

재료는 이송 섹션을 통과한 후 융점 온도에 도달해야 합니다. 일반적으로 스크류 이송 섹션은 전체 스크류 길이의 약 50%입니다.
이송 섹션의 나사 홈이 깊을수록 더 많은 재료를 이동할 수 있지만 나사가 충분히 튼튼한지 확인해야 합니다.
스크류 압축 섹션의 기능
스크류 압축 섹션은 플라스틱을 압축, 가압 및 배출하는 역할을 합니다. 이 섹션을 통과하면 재료가 거의 완전히 녹지만 균일하게 혼합되지는 않습니다. 일반적으로 압축 섹션은 전체 나사 길이의 20-25%를 차지합니다.
이 부분에서는 플라스틱이 천천히 녹고 나사 홈 부피가 천천히 감소해야하며 그렇지 않으면 재료 압력이 견고하지 않고 열 전달이 느리고 배기가 나쁘고 공작물에 기공이 생길 수 있습니다.

나사 압축비는 공급 섹션의 마지막 나사 홈 깊이와 계량 섹션의 첫 번째 나사 홈 깊이의 비율로, 압축비가 일정하면 나사 압축 섹션이 길수록 전단 열이 적습니다.
또한 압축 섹션의 길이가 일정하면 압축비가 작을수록 전단열도 작아집니다. 따라서 압축 섹션의 구조가 전단열의 크기를 결정하는 주요 요인입니다.
일반적으로 전단열이 낮고 압축비가 1.8~2.2인 나사를 사용하는 것이 좋습니다. 계량 섹션 나사 홈 깊이의 경우 나사 직경의 0.09~0.1배를 사용하는 것이 좋습니다.
나사 계량 섹션의 기능
스크류 계량 섹션은 일반적으로 전체 스크류 길이의 약 20-25%를 차지하며 주로 플라스틱을 균일하게 혼합하여 모든 플라스틱이 녹도록 하는 역할을 담당합니다.
계량 구간이 길수록 플라스틱 혼합 효과가 더 좋습니다. 너무 길면 용융물이 너무 오래 머물러 열분해가 일어나고, 너무 짧으면 온도가 균일하지 않습니다.
Generally, when we select an injection molding machine to process products, it is best that the product weight is 70%-80% of the injection volume.

주입량이 너무 많으면 용융물이 계량 섹션에 오랫동안 머무르게 됩니다. 이로 인해 재료가 열로 인해 분해되어 최종 제품에 기공이 생기고 제품의 기계적 특성에도 영향을 미칠 수 있습니다.
가소화 효과
사출 성형 공정에서 나사의 주요 기능은 고체 플라스틱 재료를 열로 녹여 액체 상태로 만든 후 금형 캐비티에 직접 또는 간접적으로 밀어 넣어 제품을 만드는 것입니다.

따라서 사출 성형기의 나사를 가소제라고 합니다. 가소화 공정은 나사 길이와 직경, 피치, 속도 등과 같은 여러 요소의 영향을 받습니다. 이러한 요소를 합리적으로 조정하면 가소화 효과에 큰 영향을 미칩니다.
가압 효과
사출 성형기의 나사는 녹은 플라스틱 재료를 금형 캐비티로 밀어 넣는 역할을하며,이를 위해 사출 성형기의 나사는 필요에 따라 다양한 나사 피치와 고압 노즐을 사용합니다.

고압 노즐이 있는 나사는 플라스틱 재료의 사출 압력을 높여 제품의 밀도와 품질을 보장할 수 있습니다. 따라서 가압 효과는 사출 성형기에서 나사의 중요한 기능 중 하나입니다.
온도 조절 기능
나사는 일반적으로 금속으로 만들어지기 때문에 플라스틱의 온도를 조절하기 위해 가열하거나 냉각할 수 있습니다. 온도 제어는 플라스틱이 흐르는 방식과 경화 속도에 직접적인 영향을 미치기 때문에 사출 성형 공정에서 매우 중요합니다.

나사는 일반적으로 금속으로 만들어지기 때문에 플라스틱의 온도를 조절하기 위해 가열하거나 냉각할 수 있습니다. 온도 제어는 플라스틱이 흐르는 방식과 경화 속도에 직접적인 영향을 미치기 때문에 사출 성형 공정에서 매우 중요합니다.
사출 성형기의 나사에는 일반적으로 사출 성형 공정 중에 온도를 일정하게 유지하기 위한 가열 및 냉각 시스템이 있습니다.

사출 성형기가 작동하면 스크류의 고온 및 저온 섹션이 번갈아 가며 플라스틱 재료가 완전히 녹고 사출 성형 공정이 안정적인지 확인합니다.
청소 기능
사출 성형에 사용되는 플라스틱 재료의 종류가 다양하고 때로는 재료를 추가해야 하기 때문에 사출 성형기를 가동하면 항상 약간의 먼지가 남게 됩니다.
이러한 불순물은 제품에 영향을 미치고 심지어 금형을 손상시킬 수도 있습니다. 이 경우 사출 성형기의 나사가 청소 역할을 합니다.
스크류의 회전 마찰에 의해 발생하는 고온과 고압은 불순물과 잔여물을 배출하여 제품의 품질을 보장합니다.

플라스틱 재료의 용융 및 혼합
사출 성형기의 스크류가 움직이면서 플라스틱 알갱이를 앞으로 밀고 앞쪽의 플라스틱 알갱이가 뒤쪽으로 밀려나면서 녹은 플라스틱 알갱이와 녹지 않은 플라스틱 알갱이가 완전히 혼합됩니다.
혼합된 플라스틱 펠릿을 사용하여 사출 성형기의 스크류가 플라스틱 펠릿을 가열 영역으로 밀어 넣은 다음 가열 후 용융 영역으로 밀어 넣습니다.
플라스틱 용융 영역에서 나사는 나사를 돌리고 앞으로 밀어 플라스틱을 가열하고 녹이는 주요 작업을 수행합니다.
금형 캐비티 채우기
나사는 플라스틱 재료를 밀어낼 뿐만 아니라 높은 압력을 가하여 몰드 캐비티가 채워지도록 합니다. 이 압력은 플라스틱의 두께를 극복하고 금형의 모든 부분을 채우는 데 도움이 됩니다.
플라스틱 재료가 녹고 혼합되면 나사가 이를 금형의 충진 구멍으로 밀어 넣습니다. 스크류의 밀기 동작으로 플라스틱 재료가 금형 캐비티의 모든 세부 사항을 채워 원하는 제품 모양을 만들 수 있습니다.
사출 성형기 스크류에서 녹은 플라스틱이 금형 캐비티로 보내져 원하는 완제품이 만들어집니다. 스크류의 회전 속도를 제어하여 금형 캐비티에 적절한 양의 플라스틱을 보낼 수 있습니다. 이렇게 하면 성형된 제품의 품질을 보장하고 더 빠르게 제품을 만들 수 있습니다.

사출 성형기의 스크류를 선택하는 방법은 무엇입니까?
피치 및 스레드 유형
피치는 스크류가 한 바퀴 회전할 때마다 플라스틱이 앞으로 이동하는 거리입니다. 피치가 클수록 플라스틱이 회전할 때마다 앞으로 이동하는 거리가 짧아지므로 녹기 어려운 플라스틱에 적합합니다. 나사의 나사 유형은 깊은 홈 나사산과 얕은 홈 나사산이 있습니다.
자료l 선택
나사는 몇 가지 다른 재료로 만들어집니다. 가장 일반적인 나사는 일반 강철, 고품질 합금강, 특수 내마모성 소재입니다. 일반 강철 나사는 대부분의 플라스틱에 적합합니다. 하지만 매우 견고해야 하는 엔지니어링 플라스틱을 사용하는 경우에는 고품질 합금강 또는 특수 내마모성 소재로 만든 나사를 사용해야 합니다.

지름 및 길이
사양 및 생산 요구 사항에 따라 나사의 직경과 길이를 선택하십시오. 사출 성형 기계. 스크류의 직경이 클수록 사출 성형 용량이 커지고 대형 사출 성형에 더 적합하며 스크류의 직경이 작을수록 소형 사출 성형에 더 적합합니다.

일반적으로 나사의 길이는 플라스틱이 완전히 가소화되도록 직경의 3~4배가 되어야 합니다.
압축 비율
나사의 압축비는 나사산 영역의 깊이와 얕음의 비율을 말하며 가소화 용량이라고도 합니다.

플라스틱마다 과도한 가소화나 열분해 없이 플라스틱이 완전히 가소화되도록 하기 위해 서로 다른 압축률이 필요합니다.
사출 성형기의 나사를 올바르게 사용하는 방법은 무엇입니까?
시동 예열
사출 성형기를 시작하기 전에 나사를 예열해야합니다. 예열의 목적은 나사를 적절한 작동 온도로 가열하고 나사의 플라스틱 냉각을 줄여 플라스틱이 완전히 가소화되고 플라스틱의 불완전한 용융으로 인한 문제를 방지하는 것입니다.
온도 제어
핵심은 플라스틱 사출 성형기의 스크류와 배럴의 온도를 유지하는 것입니다. 온도가 너무 높으면 플라스틱이 분해됩니다. 온도가 너무 낮으면 플라스틱이 가소화되지 않습니다. 따라서 스크류와 배럴의 온도는 플라스틱에 따라 적절한 온도 범위 내에서 작동하도록 조정해야 합니다.
청소 및 유지 관리
플라스틱 잔여물과 금속 먼지가 사출 성형 품질에 영향을 미치지 않도록 나사를 깨끗하고 깔끔하게 유지하세요. 청소할 때는 특수 세척제와 도구를 사용하고, 손상을 방지하기 위해 딱딱한 물체로 나사 표면을 긁지 마세요.
과도한 사용 방지
플라스틱 사출 성형기를 장시간 최대 속도로 가동하지 마세요. 나사가 마모되고 수명이 단축되므로 합리적인 생산 계획을 세우고 적절한 휴식과 유지 관리를 통해 나사의 수명을 연장하세요.

결론
요컨대, 사출 성형기의 나사는 많은 작업을 수행해야 하며, 각 작업은 최종 제품의 품질과 제작 속도에 큰 영향을 미칩니다. 따라서 다음을 수행할 때 사출 성형나사를 올바르게 사용하는 방법을 알아야 합니다.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






