 コンテンツへスキップ
コンテンツへスキップ 

射出成形金型 メイキング・サービス
Zetarは射出成形金型製造サービスも提供しています。社内金型
ゼータは、お客様の急ぎのニーズに迅速に対応し、次のような方法で迅速に市場投入することができます。
私たちの経験豊富な金型メーカーは、次のようなものを使用して、お客様が必要とするすべてのカスタム仕様に対応しています。
金型技術、VDI Stardandまたは高研磨SPIタイプの要件などのアプリケーション。

射出成形金型製造CNCプロセス

射出成形金型製作サービス CNCプロセス

射出成形金型製作CNCプロセス

射出成形金型製造サービス放電加工プロセス

射出成形金型製作サービス放電加工プロセス

射出成形金型製造 EDMプロセス

射出成形金型製造 深穴加工工程

射出成形金型製造 ワイヤーカット工程

射出成形金型製造 フィッティングと組立工程

射出成形用鋼のリソース
プラスチック金型用鋼とは?
プラスチック金型用鋼は、金型用鋼または工具鋼とも呼ばれ、プラスチック射出成形金型を作るために作られた鋼合金の一種です。これらの鋼は、プラスチック射出成形工程に伴う高温、高圧、腐食性の条件を扱うように設計されています。
プラスチック金型用鋼の主な特徴とは?
硬度が高い:
摩耗や損傷に耐え、金型の形状や表面仕上げを維持する。
熱伝導率が高い:
成形時に発生する熱を効率よく逃がし、熱衝撃や反りのリスクを低減する。
高い耐食性:
プラスチック、離型剤、洗浄剤の腐食作用に耐える。
低熱膨張:
温度変化による金型の反りや歪みを最小限に抑える。


射出成形用金型鋼を選択する際に考慮すべき要素とは?

金型のサイズと複雑さ
生産量と予想寿命
成形するプラスチックの種類
希望する表面仕上げと精度
予算とコスト
金型に使われる鋼鉄の種類は?
ガラス繊維のような研磨剤や腐食性成分を含まない射出成形用金型材料といえば、耐摩耗性に優れ、価格も手頃なP-20鋼がプラスチック射出成形用金型鋼として最も人気がある。
プラスチック産業で使用される一般的なプラスチック金型用鋼がいくつかある。これらはすべて異なる特性と用途を持っています。ここでは最も一般的なものをいくつか紹介する:
| 金型鋼 | 硬度 | プロパティ | 申し込み | 適切なプラスチック材料 |
|---|---|---|---|---|
| S50C | 19~22HRC | 中炭素鋼は優れた耐摩耗性で知られるが、延性が低下する。 | モールドベース、トライアル金型、小ロット射出成形金型 | PP、PE、ABS樹脂、ゴム、軟質プラスチック用金型製作 |
| P20 | 30~36HRC | 加工性がよく、鏡面仕上げに研磨することができる。 | プラスチック射出成形金型、押出成形金型、ブロー成形金型 | PP、PE、ABS、PS、PAプラスチック、ゴム、軟質プラスチック用金型製作 |
| 2738 | 29~33HRC | 加工・研磨性能に優れている。 | 一定の研磨性が要求されるプラスチック金型 | PP,PE,ABS,PS,PA等の高平滑性を要求されるプラスチック金型 |
| 718H | 34~38HRC | プリハードン処理されたプラスチック金型用鋼で、卓越した研磨特性を持つ。 | 表面仕上げの高いプラスチック製品用金型; ブロー金型 | PA、POM、PS、PE、PP、ABS、PBTプラスチックに適した鏡面研磨が必要なプラスチック金型 |
| NAK80 | 37~43HRC | プリハードンされたプラスチック金型用鋼で、研磨や彫刻に適している。 | ミラー研磨金型、透明製品金型 | 鏡面研磨が要求されるプラスチック金型、透明な製品、PC、PMMAプラスチックに適しています。 |
| 2083 | 48~52HRC | 耐食性、耐摩耗性、切削性に優れている。 | 腐食性プラスチック用射出成形金型 | POMおよびPVCプラスチック用金型の製造 |
| 2344 | 48~52HRC | 熱間加工用ダイス鋼で、優れた研磨性能、高靭性、良好な延性を持つ。耐熱性も良い。 | ダイカスト金型、押出金型、射出成形金型 | PA+GF、PA+CFプラスチック用金型の製造 |
| H13 | 50~54HRC | 耐摩耗性と耐熱性に優れた熱間加工用ダイス鋼である。 | 衝撃荷重の大きい鍛造用金型、熱間押出用金型、精密鍛造用金型、ダイカスト、射出成形用金型 | PAI、PEEK、LCP、PPSU、PEI、PTFEプラスチックなどの高温用金型 |
| S136 | 48~54HRC | 研磨性能に優れ、耐酸性に優れている。 | 各種プラスチック製品の金型、腐食性プラスチック材料の射出成形金型に適しています。 | PAI、PEEK、LCP、PPSU、PEI、PTFEプラスチック材料のような高温用の金型、POMとPVCプラスチック材料のための金型の製造、鏡面研磨要件、透明な製品、PC、PMMAプラスチックに適しています。 |
これらは、利用可能な多くのプラスチック金型用鋼のほんの一例に過ぎません。鋼合金の選択は、特定の用途、成形されるプラスチックの種類、および金型の所望の特性によって決まることが多い。
プラスチック射出成形金型に適した工具鋼は?
プラスチック射出成形金型にどの工具鋼を使用するかは、使用するプラスチックの種類、金型設計、予想される生産量、最終製品に求められる特性など、いくつかの要因によって決まります。
プラスチック産業協会(SPI)は、金型用工具をクラス101からクラス105までの5つのグループに分類している。それぞれのクラスには独自の仕様と要件があり、一般に生産量によって決定される。
SPI金型分類:5 射出成形金型規格
| 規格 | 生涯サイクル | 生産レベル | 鋼鉄の硬度 | 耐摩耗性 | 熱伝導率 | キャビティ・スチール |
|---|---|---|---|---|---|---|
| クラス101 | 100万ドル以上 | 極めて大量 | 50~54 HRC | 非常に高い | 高い | S7,H13 |
| クラス102 | 100万ドル以下 | ハイボリューム | 48~52 HRC | 高い | 中程度 | S136, 2344 |
| クラス103 | 50万ドル以下 | 中量 | 38~42 HRC | 中程度 | 中程度 | 2738、718、718H、NAK80 |
| クラス104 | 10万ドル以下 | 少量 | 15~25 HRC | 低い | 低い | S50C、P20 |
| クラス105 | 500ドル以下 | 非常に低い | 15HRC以下 | 非常に低い | 非常に低い | アルミニウム |
各クラスの内訳は以下の通り。
クラス101:最も大きなカテゴリー。大量生産によく使われる。金型は大量生産に耐えられるように作られており、大量生産によく使われます。
クラス102:中規模から大規模の生産用。より丈夫で耐腐食性に優れているため、クラス101ほど大きくない生産量にも対応できます。
クラス103:中程度の生産量向けです。より精密に作られているので、本当に良いパーツを必要とする生産にも対応できます。
クラス104:中・小ロット生産向け。多用途に対応できるよう設計されているので、オプションや代替品が必要な生産にも対応できます。

クラス105:最低生産数用です。オプションに対応しているので、小ロットやモデル製作にも対応できます。
SPIシステムは確固とした分類ではないので、いくつかの金型はカテゴリーをまたぐ可能性があることに注意してください。また、どの金型を選ぶかは、どのようなプラスチックを作りたいか、金型のデザインはどのようなものか、何個作る予定かなど、必要なものによります。
SPIの各金型分類の設計要件は何ですか?
クラス101 金型
- 詳細な金型構造図が必要。
- モールド・ベースは少なくとも28HRCでなければならない。
- 成形面(キャビティとコア)は少なくとも52HRCにする必要がある。もちろん、インサートやスライダー、ブロッカー・ビット、ギズモ、シンジーのような他のすべてのものも、硬化させる必要がある。
- 排出を誘導すべきである。
- もしスライダーがあれば、それらにも摩耗部分があるはずだ。
- すべての金型をパーティングラインでロックする必要がある。
- キャビティ、コア、スライドにはできるだけ温度調節器を入れる。
時間が経つと、冷却水路の水が錆の原因になり、金型がうまく働かなくなり、パーツの出来が悪くなり、製造に時間がかかるようになる。だから、水が入るプレートやインサートは、錆びないもので作るか、錆びないように何か工夫をするのがベストだ。
クラス102 金型
- 詳細な金型構造図が必要。
- モールド・ベースは少なくとも28HRCである必要がある。
- プラスチックに触れる部分は少なくとも48HRCである必要がある。それ以外の動作が必要な部分は、すべて作って熱処理する必要がある。
- できるだけプラスチックに触れる部分に温度調節器を置く。
- できればすべての金型にロックを入れる。
クラス103 金型
- 詳細な金型構造図が必要。
- モールド・ベースは最低硬度15HRCでなければならない。
- キャビティとコアは38HRC以上でなければならない。
- その他はすべてオプション。

クラス104 金型
- 金型構造図が必要。
- 金型ベースは軟鋼でもよい。
- キャビティとコアは15HRC以上。
クラス105 金型
- この金型は、非常に限られた数量のプロトタイプ部品を生産するために、可能な限りコストのかからない方法で製作される。
- 金型は、鋳造金属やエポキシ樹脂など、最小限の試作品を作るのに十分な強度を持つ材料で作ることができる。


射出成形金型を作るにはいくらかかりますか?
少量生産用の単純な1個取りの金型は、$1,000から$3,000の費用がかかるかもしれません。一方、大きくて複雑な部品用の金型は、$10,000かそれ以上かかることがあります。平均すると、手に収まるごく単純な部品を作る標準的な金型は$5,000ほどです。これらの数字を知ることは、プロセスの初期段階で慎重に計画を立て、設計を最適化することがいかに重要であるかを示しているため、重要である。
射出成形用金型のコストに影響を与える要因は?
金型のコストは、さまざまな要因によって、$1,000から$10,000以上の幅があります。射出成形用金型を作るコストに影響を与える要因には、次のようなものがあります:

金型のサイズと複雑さ
金型鋼材の選択
金型設計
生産量
場所とサプライヤー
その他の特徴
- 金型の大きさと複雑さ: より大きく、より複雑な金型は、より多くの材料と労働力を必要とし、コストを増加させる。
- 金型鋼材の選択: 金型材料の種類と品質はコストに影響する。例えば、高品質のスチール金型は、軟鋼、アルミニウム、その他の素材よりも一般的に高価です。
- 金型設計: キャビティの数、ゲートの位置、エジェクターピンの配置など、金型の設計はコストに影響する。
- 生産量: 大量生産用に設計された金型はより頑丈である。消耗に耐えられるように設計されているため、初期コストは高くなります。しかし、このような高いコストは、部品単価の低さによって長期的には相殺される。
- 場所とサプライヤー 金型製造のコストは、場所によって大きく異なります。例えば、中国で作られた金型は、アメリカやヨーロッパで作られた金型よりも安いことが多い。それは中国の方が人件費や材料費が安いからだ。
- その他の特徴 ホットランナー、温度制御、自動化などの機能は、コストを増加させる可能性がある。
正確な情報を提供し、評判の良いサプライヤーと協力することで、射出成形金型のコストをより正確に見積もることができます。
正確な射出成形金型の見積もりを得るには?
正確な射出成形金型の見積もりを得るには、以下の手順に従ってください:
1.詳細な仕様を提供する:
- サプライヤーに、それがどのような外観で、どれくらいの大きさで、何でできていて、何をするものなのかを伝える。
- 何個欲しいのか、いつ必要なのかをサプライヤーに伝える。

2.金型の要件を明確に定義する。:
- ご希望の金型は?硬化鋼、軟鋼?
- どのような仕上げがご希望ですか?ポリッシュ、ブラッシュ、アルマイト?
- 冷却チャンネルやエジェクターピンなど、特別に欲しいものはありますか?
3.正確な生産量とスケジュールを提供する:
- 金型の耐用年数やメンテナンスの必要性をメーカーが見積もることができるように、いつ、どれくらいの量を生産する予定かを伝えてください。
4.ご希望の金型設計をご指定ください:
- どのデザインソフトを使うか、または3Dファイルを送ってください。
- スペースが限られている、使用する材料が決まっているなど、サプライヤーに留意してもらいたいことがあれば、サプライヤーに伝えましょう。
5.正確な寸法と公差を提供すること:
- サプライヤーが金型を正しく設計できるように、公差を含む部品寸法を提供する。
6.詳細な見積もりを請求する:
- メーカーに、以下を含む詳細な見積もりを出してもらう:
金型の設計と製作にかかる費用
金型(金型インサート、エジェクターピン、冷却チャンネルなど)の製作にかかる費用
部品を作るのにいくらかかるか(人件費、材料費、諸経費など)
その他の費用(メンテナンス、修理、交換など)
- メーカーに、以下を含む詳細な見積もりを出してもらう:

7.見積もりを確認する:
- 見積書によく目を通し、必要なものがすべて含まれているか、期待通りの費用がかかるかを確認する。
- 引用の中で理解できないことがあれば質問すること。
8.サンプルや試作品を求める:
- メーカーにサンプルや試作品を出してもらい、金型が正しく設計され、希望通りの製品になっていることを確認する。
9.条件を交渉する:
- 見積もりを確認し、必要であれば条件について話し合う。
10.メーカーをチェックする:
- メーカーの評判や類似製品の金型製作の経験を調べる。
同じような材料、生産量、設計仕様の経験があることを確認する。
- メーカーの評判や類似製品の金型製作の経験を調べる。
あなたのニーズと予算に合った正確な射出成形金型の見積もりを取得することを確認したい場合は、次の手順に従います。
正確な射出成形金型の見積もりのために準備する必要がある6つの情報
正確なお見積もりをご希望の場合は、以下の情報をご用意ください。
| 見積もり精度 | ドローイング | 素材 | 生産量 | カラー | 表面処理 |
|---|---|---|---|---|---|
| 100% | 金型設計図または製品3D図 | Zytel® 70G33L NC010のような正確な材質と等級 | 正確な数量、例えば年間500000個 | Pantoneカラーカード番号またはRALカラーカード番号 | VDI Stardand、SPIスタンダード、MT Stardand YSスタンダード |
| 100% | サンプルの提供 | 参考サンプル | 正確な数量、例えば年間500000個 | 参考サンプル | 参考サンプル |
| 90% | 様々な角度からのサンプル写真 | 素材はABS樹脂のみ。 | 正確な数量、例えば注文ごとに2000個 | 参考サンプル写真 | 参考サンプル写真 |
| 80% | デザインスケッチ | Zytel® 70G33L NC010のような正確な材質と等級 | 正確な数量、例えば1注文につき1000ピース | Pantoneカラーカード番号またはRALカラーカード番号 | VDI Stardand、SPIスタンダード、MT Stardand YSスタンダード |
プラスチック射出成形金型の妥当なコストとは?
プラスチック金型のコストは大きく異なります。部品の複雑さ、金型の大きさ、使用する材料、数量によって異なります。一般的に、単純な金型は$1,000から$3,000の費用がかかります。より複雑な金型は、はるかに多くの費用がかかることがあります。
この業界のことをよく知らないのであれば、いくつかの金型メーカーに相談するのがよいでしょう。数社の見積もりを取り、自分のプロジェクトの具体的なコストを理解した上で、中間的な見積もりの業者を選んで発注する。
射出成形金型メーカーの選び方
射出成形金型メーカーを選ぶには、以下のステップを踏んでください:
ステップ1:プロジェクトの詳細な見積もり情報の収集
- 部品の設計と寸法(2Dまたは3D CADファイル)
- 材料要件(樹脂、色、仕上げ)
- 希望生産量とリードタイム
- 特定の認証やコンプライアンス要件(例:FDA、CE、UL)を考慮する。
ステップ2:潜在的サプライヤーを調査し、プロジェクト情報を共有する
- 中国、東南アジア、インドの様々な国から金型メーカーを集め、それぞれの国から少なくとも6人の金型メーカーを集めることをお勧めします。
- プロジェクトの安全性を確保するため、プロジェクト情報を送信する前に、NDA契約に署名するよう金型工場に求める。
ステップ 3: 受け取った見積書の照合
- 受け取った見積書は、国別に整理・分類される。
- 金型材料、金型キャビティ、金型サイズは、異なるサプライヤーから提供された見積書では異なる場合があります、異なる情報をリストアップし、すべてのサプライヤーのために統一された標準を照合し、再び統一された標準に従って価格を更新します。
ステップ4:金型サプライヤーの最終決定

- 基準調和後に受け取った更新見積もりから、最低価格と最高価格を削除する。
- 選ばれた金型メーカーに工場情報、写真、ビデオ、品質証明書、顧客紹介を提供させ、この情報を基に、さらに2~3社の適格な金型メーカーを選別する。
- ウェブサイト、ソーシャルメディア、オンライン・レビューをチェックする。
- ISO9001、ISO14001、ISO45001などの認証を確認する。
- プロジェクトがより重要であるならば、第三者の工場検査を手配するか、またはあなたが工場を訪問することを推薦する、プロジェクトが大きくないならば、あなたの判断に従って金型工場を選びなさい、なぜなら第三者の工場検査を手配し、あなたが工場を訪問することはかなり多くの費用および時間を使う必要があるからである
ステップ5:契約と注文の手配
- 支払い条件を決める。
- 契約の締結と注文の手配
これらのステップに従えば、プラスチック射出成形金型プロジェクトのための合理的なコストを見つけることができ、あなたの特定のニーズや要件を満たす射出成形金型メーカーを選択することができると確信しています。
射出成形金型はなぜ高価なのか?
射出成形金型は、綿密な精度と広範な専門知識を必要とし、それがコストを大幅に押し上げる要因となっています。複雑な設計要件から労働集約的な製造工程に至るまで、射出成形金型を作成するための各ステップは、全体的な費用を追加します。
射出成形金型のコストを左右する要因とは?
射出成形金型は、いくつかの要因から製造コストが高くなることがある。以下はその理由と割合である:
| 要因 | 詳細説明 | シェア |
|---|---|---|
| 金型材料費 | 金型は通常、高品質の鋼鉄、焼き入れ鋼、ステンレス・スチール・アルミニウム、またはその他の材料から作られ、コストがかかることがある。 | 20% |
| 設計と開発 | 設計・開発プロセスには熟練したエンジニアやデザイナーが必要で、コスト増につながる。 | 10% |
| 製造工程 | 製造工程には機械加工、研削、研磨などさまざまな段階があり、時間とコストがかかる。 | 20% |
| 人件費 | 金型の設計、製造、組み立てには熟練した労働力が必要で、これがコストを押し上げる。 | 5% |
| テストと検証 | 金型は、品質と性能の基準を満たしていることを確認するためのテストとバリデーションが必要であり、これが全体のコストを押し上げることになる。 | 5% |
| 複雑さ | 複雑なデザイン、複数のキャビティ、または特殊な特徴を持つ複雑な金型は、製造に必要な複雑さと時間が追加されるため、コストが増加する可能性があります。 | 20% |
| リードタイム | 急ぎの注文や厳しい納期は、迅速な製造と出荷が必要なため、コストが高くなる可能性があります。 | 5% |
| 品質管理 | 高品質の金型を確保するには、厳格な品質管理措置が必要であり、これがコスト増につながる。 | 5% |
| 利益率 | 金型メーカーは利益を上げる必要があるため、価格にマージンを織り込んでいる。 | 10% |
上の表を見てほしい。射出成形を高価にしているさまざまなコスト部分とその割合が示されている。そのうちのいくつかを小さくする方法を見つけてください。

中国のプラスチック射出成形金型メーカーを探す方法
あなたは中国で射出成形金型メーカーを見つけたい場合は、中国の射出成形金型産業の主な分布を知る必要があります。中国の射出成形金型産業は主に広東省、上海市、江蘇省、浙江省、福建省、河北省に分布している。その中で、上海、江蘇、浙江は中国の射出成形金型産業の生産能力の70%を占めている。
中国の射出成形金型メーカーの地域、特徴、比率を表にまとめた。
| 地域 | 品質 | 価格 | 特徴 | プロポーション |
|---|---|---|---|---|
| 広東省 | 高い | 高い | 広東省は中国の金型産業が始まったところである。射出成形金型の技術は最も進んでいるが、もちろん価格も最も高い。 射出成形金型が成熟するにつれて、広東省の金型の競争力は徐々に弱まっている。多くの射出成形金型工場は、ODMから自社のR&D製品にシフトし始め、AmazonやeBayで製品を販売し始めている。 | 10% |
| 上海 | 高い | 中程度 | 上海には中国で最も多くの大・中規模の射出成形金型工場があり、その多くは自動車やエレクトロニクス産業向けの金型生産に注力している。また、上海には多くの外資系企業が進出しており、輸出用の射出成形用金型を必要とする企業にとって理想的な場所となっている。 | 20% |
| 江蘇省 | 高い | 中程度 | 江蘇省は上海と隣接しており、多くの金型工場が上海から移転してきた。その多くは、エレクトロニクス、自動車、医療産業向けの高品質な金型を専門に生産している。 | 25% |
| 浙江省 | 中程度 | 低い | 浙江省には多くの中小射出成形金型工場があり、主に大型の日用品金型、ゴミ箱金型、シート金型など、一般的な要求を満たす金型を製造している。 | 30% |
| 福建省 | 中程度 | 低い | 福建省の射出成形金型産業は、上海、江蘇、浙江のような大規模な工業金型産業がないため、上海、江蘇、浙江とほぼ同じスタートとなった。 金型産業の発展は比較的遅い段階にあり、中小規模の射出成形金型工場が中心で、品質と価格は浙江省とほぼ同じである。 | 10% |
| 河北省 | 低い | 低い | 河北省の射出成形金型の発展も主に一汽フォルクスワーゲンと関連企業の恩恵を受けている。射出成形金型産業は一定の発展を遂げたが、産業が比較的分散しており、集中化が進んでいないため、射出成形金型産業を支える設備が未完成で、発展が遅れている。 | 5% |
射出成形金型工場の探し方
中国では、60%の射出成形金型工場はオンラインでB2Bを行い、30%の射出成形金型工場は独自の公式ウェブサイトとソーシャルメディアプラットフォームを持っており、10%の射出成形金型工場は展示会に参加しています。ここでは、射出成形金型工場を見つけるためのいくつかの一般的な方法です。

B2Bオンライン・ディレクトリ
- アリババ(alibaba.com)
- メイド・イン・チャイナ(made-in-china.com)
- グローバル・ソース(globalsources.com)
グーグルキーワード検索
- ソーシャルメディアプラットフォーム:いくつかの金型工場は、自社を宣伝するために、Youtube、Facebook、Pinterest、Linkedin、Quoraや他のプラットフォーム上で業界に関連するビデオを更新します。
- 会社の公式ウェブサイト会社の公式ウェブサイトは、会社の最も詳細な表示です。
業界団体と展示会
- 中国プラスチック機械工業会(CPMIA)
- 中国国際金型・工具博覧会(CIMTE)
射出成形金型メーカーの評価方法
射出成形金型の精度と信頼性は、最終製品の品質に直接影響します。メーカーを適切に選択することで、ダウンタイムやメンテナンスの問題を軽減し、生産ニーズを満たす高品質のアウトプットを確保することができます。
射出成形金型メーカーを評価する際に考慮すべき重要な要素をいくつか挙げてみましょう:
価格とコスト
異なるメーカーの価格を比較する。異なる規模の工場を比較する際には、材料費、人件費、諸経費などの要素を考慮しましょう。様々な要件があるプロジェクトでは、品質を維持しながら最高の価値を得るために、異なるサイズの工場を検討する。
品質管理
射出成形金型メーカーに、彼らが使用している品質検査機器と、彼らが従っている品質検査プロセスのリストを提供してくれるよう依頼してください。すべての金型が貴社の品質基準に適合していることを確認するための検査や試験手順など、製造業者が優れた品質管理プロセスを持っていることを確認してください。

経験と評判
あなたの業界または類似の用途の金型を製造しているメーカーの経験をチェックしてください。オンライン・レビューを見たり、顧客の紹介を求めたり、業界団体や業界組織を通じて評判を確認する。
認証と認定
メーカーがISO 9001、ISO 14001、ISO 45001などの認証を取得しているかどうかをチェックする。これらの認証は、品質と規則に従うことを大切にしていることを示しています。
生産能力とリードタイム
射出成形金型工場が持っている射出成形金型加工設備のリストを入手しなければならない。そのリストを見て、必要な時に必要な金型を作る生産能力があるかどうかを確認する。 金型と機械加工におけるメーカーの能力をチェックする必要がある。CNC加工、放電加工、その他の精密加工技術の経験もチェックする必要がある。
コミュニケーションとコラボレーション
サプライヤーのコミュニケーション・スタイル、対応の速さ、あなたのチームと協力する意欲を評価する。サプライヤー・チームには、英語でコミュニケーションが取れる人が少なくとも2人、エンジニアが2人以上いることが望ましい。もちろん、コミュニケーションをとる相手がいなかったり、タイムリーにプロジェクトを処理できる技術スタッフがいなかったりする事態を避けるため、多ければ多いほどよい。
プラスチック金型を作るにはどのくらい時間がかかりますか?
通常、プラスチック金型の製作には2~8週間かかります。この期間は、金型の複雑さ、使用する材料、製造業者の能力などの要因によって異なります。単純な金型であれば2~3週間程度で出来上がりますが、より複雑で大規模な生産用金型では8週間かかることもあります。
ここに、30日間の生産サイクルの金型を示したタイムテーブルがあります。各工程の所要時間がわかるので、より理解が深まります。
| 金型設計 | 金型鋼アクセサリー調達 | 金型製作加工と品質検査 | 硬化と表面処理 | フィッティング&テスト |
|---|---|---|---|---|
| 3日 | 3日 | 18日 | 3日 | 3日 |
これらの見積もりは一般的なものであり、特定のメーカー、デザインの複雑さ、使用する材料によって異なる場合があることに注意してください。より正確な製作期間の見積もりを得るためには、具体的なプロジェクトの要件についてメーカーに相談することが重要です。
プラスチック射出成形金型のタイムラインに影響を与える4つの重要な要因
金型設計の複雑さ
プラスチック金型の複雑さは、金型製作にかかる時間を左右する最大の要因でしょう。細かい特徴や厳しい公差を持つ詳細な設計がある場合は、本当に正確でなければなりません。最初のCAD図面から最終的な機械加工や仕上げに至るまで、金型に追加するものはどれも工程を増やします。複雑な金型を作るには時間がかかるだけでなく、金型職人の技術も必要になる。
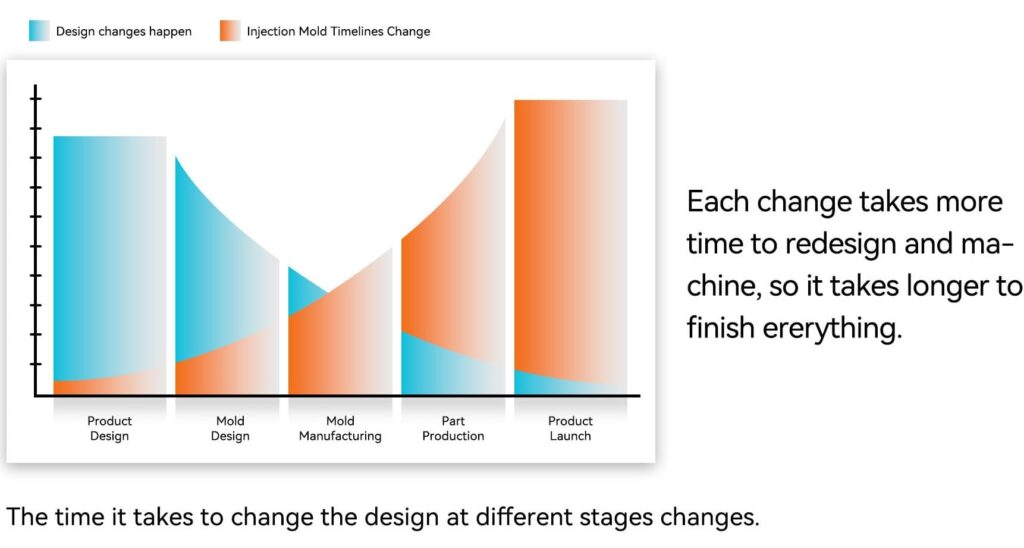
デザイン変更のナビゲート
プラスチック金型の開発では、設計変更がよく起こります。プロトタイプをテストし、評価する中で、望む製品品質を得るために金型設計を変更する必要があるかもしれません。変更のたびに再設計と機械加工に時間がかかるため、すべてを終えるまでに時間がかかります。
正しい素材の選択
金型を何で作るかは、製作時間を左右する大きな要因です。焼入れ鋼は長持ちし、多くの部品を扱えるので素晴らしいが、機械加工が難しいので製作に時間がかかる。軟鋼は柔らかいので加工は早いですが、長持ちしません。
メーカーの専門知識と能力
金型を作るスピードは、メーカーの専門知識と能力によって決まる。強力な生産ラインを持つ経験豊富なメーカーは、金型をはるかに速く作ることができます。彼らは高度な技術と効率的なワークフローを使用し、設計から完成までの全プロセスをはるかに速くします。一方、小規模な工場や経験の浅い工場では、特に作業上のボトルネックがある場合、時間がかかる。
射出成形プロセスとは?
射出成形金型製作の全工程には、設計から試作、金型の仕上げ、製造部門への引き渡しや顧客への梱包・出荷の準備まで、すべてが含まれる。
具体的な生産工程では、金型工程生産スケジュールを用いて各工程の時間進捗を管理する。

射出成形金型を作るのは複雑な工程で、高品質のプラスチック部品を生産できる金型を作るには、いくつかのステップが必要です。ここでは、そのプロセスの概要を説明する:
デザインとプロトタイピング:
UGまたはPROEソフトウェアを使用して、金型と部品の3D設計を作成する。
部品のプロトタイプを作成して機能をテストし、必要な設計変更を行う。
金型のデザイン:
キャビティ、中子、エジェクターピンなど、金型内部の詳細設計を行う。
設計が必要な公差と仕様を満たしていることを確認する。
素材の選択:
硬鋼や軟鋼など、部品に必要なものと作る数に応じて、金型を作るのに適した材料を選ぶ。
どのくらい長持ちするか、錆びないか、熱の伝わり具合はどうか、などを考える。
機械加工:
CNC機械加工、放電加工、その他の精密機械加工技術を用いて、金型材料を切断・加工する。
キャビティ、コア、エジェクターピンなどの金型内部の特徴を作成する。
組み立てと設置:
金型インサート、中子、エジェクターピンを含め、金型を組み立てる。
金型にインサートと中子を入れ、正しくフィットし、何かにぶつからないようにする。
検査とテスト:
金型を見て、メチャクチャになっていないか、私たちの品質基準を満たしているかを確認する。
射出システム、冷却システム、部品の品質など、金型が機能するかどうかを試す。
品質管理:
金型が適切で、すべての仕様を満たしていることを確認するために、何度もテストを行う。
パーツの品質、寸法、見た目など、金型がどのように機能するかをチェックする。
梱包と発送:
型が途中で傷つかないように、しっかりと包む。
金型を顧客またはどこへでも送る。
そのほかにも、以下のようなことが行われるかもしれない:
表面処理: 金型にクロムメッキや窒化処理などの表面処理を施し、錆びにくく丈夫にする。
コーティング: 離型剤や潤滑剤のようなコーティング剤を金型に塗って、部品を取り出しやすくし、摩耗を減らす。
カビのメンテナンス: 金型がうまく機能し、長持ちするように、金型の手入れ方法を顧客に説明する。
金型を誰が作るか、どのような金型なのか、顧客が何を望んでいるのかによって、この工程で何が起こるかは違ってくる。
射出成形金型の寿命は?
平均して、よく手入れされた射出成形用金型は長持ちする:
- 大量生産(100,000~500,000個/年)で1~3年
- 中程度の生産量(50,000~100,000個/年)で3~5年
- 少量生産(10,000~50,000個/年)で5~10年以上
射出成形金型の寿命を左右する要因とは?
射出成形金型の寿命はいくつかの要因に左右される:
金型の設計と品質: 良い材料でよく設計され、よく作られた金型は、粗悪な金型よりも長持ちする。
生産量と用途: 多くの部品を作るための金型は、頻繁に交換する必要がある。
素材の選択: 鉄やアルミのような強い素材で作られた金型は、アルミや銅のような柔らかい素材で作られた金型よりも長持ちする。

メンテナンスとクリーニング: 定期的な清掃とメンテナンスは、金型を長持ちさせる。
動作条件: 極端な高温、高圧、腐食性の環境は金型の寿命を縮めます。
射出成形金型の寿命を向上させる4つの方法

定期的な清掃とメンテナンス
射出成形で最も重要なことのひとつは、金型を清潔に保ち、よく手入れをすることです。金型の汚れを落とすために、良い洗浄剤に投資しましょう。金型がきれいであれば、不良品も出ない!
適切な冷却システムを使用する
射出成形は高温のプロセスである。金型は成形体が固まるまで冷却する必要があります。冷却は金型の保護にも役立ちます。冷却が十分でないと、部品はゆがみ、金型は長持ちしません。
高品質の金型用鋼を使用
高品質のスチールは長持ちする。安いスチールを使えば、安い製品ができ、金型の寿命も短くなります。高品質の鋼鉄に投資すれば、金型の寿命が長くなり、より良い製品が得られます。
自動化への投資。
自動化されたシステムは、人為的ミスによる金型の破損を防ぐのに役立ちます。さらに、同じものを何度も作るのであれば、金型を頻繁に交換する必要はない。金型がそれほどボロボロにならないからだ。

Advantages and Disadvantages of Injection Molding: Complete Guide
Key Takeaways High tooling costs ($15K-200K+) require minimum 5,000+ parts for economic viability Exceptional repeatability maintains ±0.002″ tolerances across millions of production cycles Complex geometries enable features impossible with machining

PA6 PA66 PA12 PA1010 Nylon Injection Molding Process
PA6, PA66, PA12, and PA1010 are the four most commonly injection-molded nylon grades, each with distinct moisture absorption, temperature resistance, and mechanical properties that make them suited to different applications.

What Are Silver Streaks in Injection Molding
You pull the part off the mold and there they are — silver streaks, those shimmering lines cutting across what should be a clean surface. They look like something went
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

