 コンテンツへスキップ
コンテンツへスキップ 

医療グレード射出成形用鋼の完全ガイド
医療グレード射出成形用鋼とは?
医療グレード射出成形用鋼 は、医療機器や部品の製造に使用される射出成形用金型を作成するために設計・製造された特殊鋼合金を指します。医療グレード」という呼称は、これらの鋼材が医療産業にとって重要な、以下のような特定の特性を有していることを意味します:
1.高い耐食性: 成形品を劣化させたり汚染することなく、繰り返される滅菌サイクル(蒸気オートクレーブ、化学滅菌など)や、腐食性の可能性のある医療用ポリマーや洗浄剤との接触に耐えるために不可欠です。
2.優れた研磨性: 非常に滑らかで鏡のような表面仕上げ(多くの場合SPI A-1以上)を達成する能力。これは、高い光学的透明度、組織への刺激を最小限に抑える滑らかな表面、金型からの部品の容易な離型を実現する部品を製造するために重要である。
3.高い純度と均質性: これらの鋼は通常、介在物(硫化物、酸化物、ケイ酸塩など)を最小限に抑えるため、エレクトロスラグ再溶解(ESR)や真空アーク再溶解(VAR)などの高度な精錬プロセスを用いて製造される。介在物の含有量を低く抑えることは、高研磨を達成し、耐疲労性を向上させ、一貫した材料特性を確保するために不可欠です。
4.良好な加工性: これらの鋼材は硬いことが多いが、複雑な金型キャビティや形状を厳しい公差で作るためには機械加工が可能でなければならない。
寸法安定性: 熱処理中も、大量射出成形サイクルのストレスの中でも、形状や寸法を維持しなければならない。
5.十分な硬度と耐摩耗性: 一部の医療用ポリマーの研磨性と長期生産の厳しさに耐え、金型の寿命を確保する。
これらの鋼を使用する基本原則は、規制基準(FDA、ISO 13485など)に準拠した安全で信頼性の高い高品質の医療用部品を、成形部品の品質を通じて間接的に製造することです。金型材料は、最終医療製品の表面仕上げ、清浄度、寸法精度に直接影響します。
医療グレード射出成形用鋼の分類と種類
医療用射出成形用鋼は、いくつかの観点から分類することができる:
1.組成に基づく(一次分類):
ステンレス鋼 耐食性に優れているため、最も一般的なカテゴリーである。
- マルテンサイト系ステンレス鋼: (例えば、AISI 420、Stavax ESR / S136のような改良420等級、Bohler M333 ISOPLAST)。これらは高硬度まで熱処理が可能で、耐食性、耐摩耗性、研磨性のバランスが取れています。これらは、多くの医療用途の主力製品です。
- 析出硬化(PH)ステンレス鋼: (例:17-4 PH)。強度、耐食性、靭性に優れ、低温時効処理で硬化させることができる。特定の金型部品に使用されることもある。
特殊工具鋼(しばしばコーティングまたはメッキ):
- そのままの耐食性では本質的に「医療グレード」ではないが、耐食性を高め、不活性表面を提供するために表面処理(クロムめっき、ニッケルめっき、TiN、CrNなどのPVD/CVDコーティングなど)を施せば、一部の高品質工具鋼(H13、P20など)は、特定の医療用金型部品に使用できる可能性がある。しかし、コーティングに伴う剥離のリスクを避けるため、通常は本質的に耐食性の高いステンレス鋼が好まれる。
2.製造工程に基づく:
ESR(エレクトロスラグ再溶解)鋼: この二次精錬工程により、純度が高く、介在物が少なく、均質性が向上し、横方向の靭性と疲労特性が改善された鋼が製造される。高い研磨性と金型の長寿命化に不可欠です。ほとんどの高品質医療用金型鋼はESRを受けます。
VAR(真空アーク再溶解)鋼: もうひとつの高純度精製プロセスは、卓越した清浄度と材料特性を必要とする最も要求の厳しい用途に用いられることが多い。
粉末冶金(PM)鋼: 非常に微細で均一な炭化物分布により、優れた耐摩耗性、靭性、寸法安定性を実現します。Bohler M390 Microclean (PMステンレス鋼)のような鋼種は、充填ポリマーや研磨ポリマーに対する極度の耐摩耗性を必要とする用途に使用されます。
3.硬度レベルに基づく(金型にそのまま使用):
プリハードン鋼: 使用可能な硬度(~30~40HRCなど)で供給される。これは熱処理コストと時間を節約できるが、貫通硬化鋼に比べて耐摩耗性や研磨性が劣る可能性がある。変性P20タイプは、厳重に保護されている場合、それほど重要でない用途ではここに該当する可能性がある。
貫通硬化鋼: 焼きなましの状態で供給され、金型メーカーが熱処理(焼き入れ・焼き戻し)して希望の硬さ(マルテンサイト系ステンレス鋼の場合、通常48~56HRC)にする。これは優れた性能を提供しますが、慎重な熱処理が必要です。
4.特定のアプリケーションの適合性に基づく:
高研磨性グレード: 光学部品、透明レンズ、または極めて滑らかな表面を必要とする部品用に特別に設計されています。
高耐摩耗グレード: 研磨剤入りや繊維入りの医療用ポリマーを使用する金型用。
高耐食性グレード: 刺激の強い滅菌や腐食性ポリマーを含む用途に。

代表的なアプリケーション・シナリオ/使用例
医療グレードの射出成形用金型鋼は、精密性、衛生性、材料の完全性が最優先される様々な医療機器や部品の製造に不可欠です。例えば、以下のようなものがあります:
1.ドラッグデリバリーデバイス
シリンジバレルとプランジャー: 高い透明度、安定した投与のための滑らかな表面、生体適合性が要求される。改良型420ESRのようなステンレス鋼が一般的です。
吸入器の構成部品: 複雑な形状の場合、優れた加工性と寸法安定性が要求されることが多い。
インスリンペンとカートリッジ: 公差の厳しい精密部品。
2.診断および検査機器:
キュベットと試験管: 多くの場合、光学的な透明度が要求され、卓越した研磨性を持つ鋼材が求められる。
ピペットチップ: 金型の寿命と安定した離型性が重要な、大量生産用のディスポーザブル製品です。
マイクロ流体デバイス 精密な機械加工と優れた表面仕上げを必要とする複雑なチャンネル設計。
3.手術器具および部品:
再使用可能な器具のハンドル 繰り返しの滅菌に耐える必要がある。
使い捨て手術用部品: トロッカー、カニューレ、電気手術器具の部品など。
4.インプラント(間接的):
金型は、長期的なインプラント(通常、インプラントグレードの材料から機械加工または鍛造される)を直接形成するものではありませんが、金型は、トライアルサイザー、インプラント用デリバリーシステム、または短期的なコンタクトデバイスに使用されることがあります。
5.カテーテルとコネクター
外傷を最小限に抑え、適切な流れを確保するため、滑らかな内外表面を必要とする。
6.呼吸器と麻酔の構成要素:
マスク、コネクター、チューブ部品。
7.眼科製品
コンタクトレンズの金型(特殊な工程が多いが)、レンズケース、アイケア機器の部品など。
8.歯科機器
アライナー用トレー、印象トレー、歯科機器用部品などの金型。
医療グレード射出成形用鋼の利点
1.優れた耐食性: これが最大の利点であり、錆や劣化を起こすことなく、蒸気滅菌、化学滅菌、EtO滅菌を繰り返すことができる。これにより、医療部品の汚染を防ぐことができる。
2.優れた研磨性: 光学的透明性、滑らかな部品表面、容易な部品排出のために重要な、非常に高い表面仕上げ(SPI A1/A2)を実現します。部品へのバイオフィルム付着の可能性を低減します。
3.高純度・高清浄度: ESR/VAR処理により介在物が最小限に抑えられ、研磨性が向上し、疲労寿命が改善され、特性が安定します。
4.良好な耐摩耗性(硬化グレードの場合): 特に研磨材入りや充填材入りの医療用プラスチック(ガラス繊維入りPEEKなど)を成形する場合、金型の寿命を確保します。
5.寸法安定性: 熱処理と長時間の使用により公差を維持し、精密医療部品に不可欠。
6.部品品質の向上: 表面欠陥の少ない、よりクリーンで安定したパーツを提供し、厳しい医療品質基準を満たします。
7.汚染リスクの低減: ステンレスの不活性な性質は、成形されたプラスチックに有害物質が溶出するリスクを最小限に抑えます。
8.コンプライアンスの促進: 適切な金型材料を使用することで、医療機器製造の規制要件を満たすことができます。
医療グレード射出成形用鋼の欠点
高い材料費: 特殊ステンレス鋼やESR/VARプロセスで製造された鋼種は、標準的な工具鋼よりもかなり高価である。
高い材料費: 特殊ステンレス鋼やESR/VARプロセスで製造された鋼種は、標準的な工具鋼よりもかなり高価である。
機械加工性の課題: 高硬度ステンレス鋼の中には、従来の工具鋼よ りも加工が難しく時間がかかるものがあり、金型製造コ ストを上昇させる可能性がある。
熱処理の複雑さ: 最適な特性を得るには精密な熱処理が必要であり、ステンレス工具鋼の場合はより複雑で重要である。
熱伝導率が低い(いくつかの工具鋼と比較して): このため、最適化された冷却チャネル設計で適切に対処しないと、サイクル時間が長くなることがある。しかし、一部の特殊グレードは熱伝導率が向上している。
溶接修理の難易度: 一部の硬化ステンレス鋼で作られた金型の修 理や改造は、より困難な場合があり、特殊な 溶接手順や溶接後の熱処理が必要になる。
医療グレード射出成形用鋼の主な特徴
1.主な特性と性質耐食性:
耐食性は間違いなく医療用金型鋼にとって最も重要な特性である。医療用金型は頻繁に暴露される:
- 成形施設の湿気の多い環境。
- 成形時に一部のポリマーから放出される腐食性揮発物質(PVCなど。)
- 強力な洗浄剤。
- 繰り返される滅菌サイクル、特に蒸気オートクレーブ(高温、高湿度)または化学滅菌(気化した過酸化水素、酸化エチレンなど)。
なぜそれが重要なのか:
- 錆と汚染を防ぐ: 錆の粒子が成形部品に移り、汚染や不合格につながる可能性がある。
- 表面仕上げを維持する: 腐食は金型表面をエッチングしたり、ピットさせたりして、研磨を劣化させ、部品の品質や離型性に影響を与える。
- 金型の寿命を保証します: 金型への多大な投資を保護する。
- 衛生的な表面: 腐食していない表面は掃除がしやすく、バクテリアが繁殖しにくい。
関連するスチール化学: クロム(Cr)は、耐食性の主要な合金元素である。ステンレス鋼と見なすには、通常12-13% Cr以上が必要である。一般に、Cr含有量が高いほど耐食性は 向上する。モリブデン (Mo)もまた、特に塩化物を含む環境で は、孔食や隙間腐食に対する耐性を高める。炭素含有量は管理されなければならな い。炭素は硬度を高めるが、過剰な遊離クロ ム炭化物は、マトリックスからクロムを 奪って耐食性を低下させる。
2.主な特徴と性質研磨性:
金型用鋼は、非常に高い光沢(SPI A-1、ダイヤモンド・ポリッシュなど)に研磨できることが重要である:
- 光学的クラリティ: レンズ、キュベット、クリアハウジングなどの部品用。
- 滑らかな部品表面: 可動部の摩擦を最小化し、患者に接触する機器の組織刺激を低減し、バイオフィルムの付着を防止する。
- イージー・パート・リリース 高度に研磨された表面は、プラスチック部品と金型との密着性を低下させ、排出を容易にし、サイクルタイムと部品の欠陥を低減します。
- 美学: 高額医療機器向け。
研磨性に影響を与える要因:
- スチールの清浄度: 最も重要な要因介在物(硫化物、酸化物、ケイ酸塩)は、研磨中に応力上昇物質として作用し、「引き抜き」、ピットやストリークを残します。ESR/VAR加工鋼は介在物を最小限に抑えます。
- 均質性と微細構造: 炭化物が均一に分散した、微細で均一な組織が不可欠である。
- 硬度: 一般的に、より硬い鋼の方が、より高い耐久性のある研磨が可能である。
- 合金元素: ある種の要素は研磨性に影響する。
3.主な特徴と特性耐摩耗性:
耐摩耗性とは、溶融プラスチックの流れによる摩耗や浸食に抵抗する金型の能力のことで、特にプラスチックに摩耗性フィラー(ガラス繊維、一部の医療用化合物に使用される特定の鉱物など)が含まれている場合に有効です。
なぜそれが重要なのか:
- カビの寿命: 金型キャビティの公差外での磨耗を防ぎ、長期間の生産でも安定した部品寸法を確保します。
- 表面仕上げを維持する: 磨耗は研磨面を劣化させます。
- 点滅を抑える: パーティングラインの摩耗は、材料の漏れ(フラッシュ)につながる可能性がある。
を通じて達成した:
- 高い硬度: 通常、医療用ステンレス鋼は48-56HRCで す。
- 超硬合金含有量とタイプ: マトリックス中に分布する硬質炭化物(例えば、クロム炭化物、PM鋼のバナジウム炭化物)は、耐摩耗性に大きく寄与する。
- 表面処理(オプション): PVDコーティング(TiN、CrN)は、極めて研磨性の高い用途の耐摩耗性をさらに高めることができるが、ベースとなる鋼は依然として堅牢でなければならない。
4.主な特性と性質硬度と靭性
- 硬度: 圧痕や変形に対する耐性。シャープなエッジ、複雑なディテールを維持し、成形時や取り扱い時のコイニングや損傷に耐えるために重要。
- タフネス: エネルギーを吸収し、破壊や欠けに抵抗する能力。特に、鋭角のある部分、薄い部分、衝撃荷重のかかる部分(例えば射出時)。
バランスが重要である。極端に高い硬度は、時に靭性(脆性)の低下につながることがあります。医療用金型鋼は、慎重な合金化と熱処理によ り、良い組み合わせを提供するように設計さ れている。例えば、改質420ステンレ ス鋼は、金型用途で適度な靭性を維持しなが ら高硬度を実現する。
5.主な特徴と特性寸法安定性:
寸法安定性とは、鋼材がそのサイズと形状を保持する能力のことである:
- 熱処理中: 焼入れ・焼戻し工程での歪み(反り、収縮、成長)を最小限に抑えることは、厳しい公差を達成するために非常に重要です。
- 成形作業中: 射出成形の高温高圧下での変形に対する耐性。
要因
- 合金組成: ある要素が安定に寄与している。
- 熱処理手順: 適切な応力除去、制御された加熱/冷却速度、焼戻しサイクルが重要である。
- 微細構造: 安定した焼戻しマルテンサイト組織が望まれる。

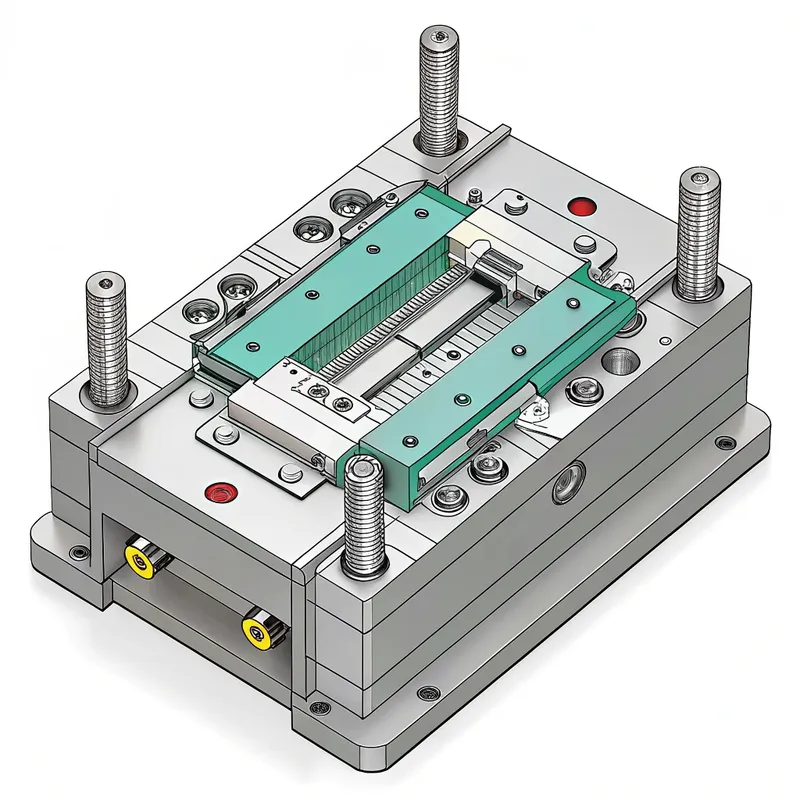
コアプロセス/ワークフロー:金型鋼の選定から使用まで
医療用金型鋼のライフサイクルは、一般的に以下のような段階を踏む:
1.要件分析と鋼材の選択:
- 医療用部品の要件(材料、形状、表面仕上げ、公差、年間数量)を定義する。
- 最後の部分の滅菌方法を検討する。
- ポリマーの特性(腐食性、研磨性)を評価する。
- 耐食性、研磨性、耐摩耗性、切削性、コストのバ ランスを考慮して、適切な医療用鋼(Stavax ESR、 Corrax、M333など)を選択する。鋼材供給業者との協議を強く推奨する。
2.金型設計:
- 金型のCAD設計を行い、医療用部品の特徴(スムーズな移行、適切な抜き勾配、効果的な冷却、通気など)を取り入れる。
- 金型がクリーンルーム内で使用される場合は、クリーンルームへの適合性を考慮すること。
- 医療用ポリマーに最適化されたゲートとランナー設計。
3.鋼材調達と初期加工:
- 必要な証明書(ミル証明書、ESR確認書など)を添付して選択した鋼材を注文する。
- アニールされた(柔らかい)状態の金型プレートとインサートの粗加工。
4.熱処理:
- 硬化する: オーステナイト化(高温に加熱)した後、焼入れ(急冷)してマルテンサイトを形成する。表面の脱炭や酸化を防ぐため、真空焼入れが好ましい。
- 焼き戻し: 応力を緩和し、靭性を向上させ、最終的な所望の硬度を達成するために、特定の低温に再加熱すること。ステンレス工具鋼では、複数の調質温度 が一般的である。一部の鋼種では、完全な変態を確保し、安定性を高めるために、調質間に低温処理が使用されることがある。
5.仕上げ加工とディテーリング:
- CNCフライス加工、研削加工、放電加工(EDM)により、キャビティ、中子、フィーチャーを精密に加工。放電加工では、リキャスト層を慎重に除去する必要があります。
- 冷却チャンネル、エジェクターピン穴などのドリル/フライス加工。
6.表面仕上げと研磨:
- 指定された表面仕上げ(例:SPI A-1)を達成するために、砥石とダイヤモンドコンパウンドを使用して、研削、ラップ、そして段階的な研磨を行います。これは多くの場合、高度な技術を要する手作業です。
- 超音波研磨は、複雑な細部に使用されることがあります。
7.(オプション)表面処理/コーティング:
極端な耐摩耗性や潤滑性などの追加特性が必要な場合は、PVD/CVDコーティングや窒化処理を施すことがある。高品質の医療用ステン レス鋼がすでに使用されている場合は、このよ うなことはあまりない。
8.金型組立とトライアウト(T0、T1):
- すべての金型部品を組み立てる。
- 成形品の寸法、充填、射出、および金型全体の機能を確認するための初期成形試験。必要に応じて調整を行う。
9.バリデーションとクオリフィケーション(IQ、OQ、PQ):
- 医療機器の場合、仕様に合致した部品を安定して生産するために、金型と成形工程の両方に厳格なバリデーション・プロセスが要求される。
- これには、据付時適格性確認(IQ)、運用時適格性確認(OQ)、性能適格性確認(PQ)が含まれる。
10.生産とメンテナンス:
金型の定期的な清掃とメンテナンス:金型の性能を維持し、汚染を防止するため、確立された手順に従い、金型の定期的な清掃とメンテナンスを行う。これには、摩耗や損傷がないか定期的に検査することも含まれます。
医療用金型鋼を使用する際の主な考慮事項
医療グレードの射出成形用金型鋼を導入、選択、設計、使用する際には、いくつかの要素が重要である:
1.材料の選択基準:
プラスチック樹脂の腐食性 樹脂の中には、腐食性の副生成物を放出するものもある(医療用では稀だがPVCなど;あるいは難燃性添加剤)。
プラスチック樹脂の研磨性: ガラス充填樹脂やミネラル充填樹脂は、より高い耐摩耗性が要求される。
必要な部品の表面仕上げ: 光学部品には研磨性に優れた鋼材が必要だ。
滅菌方法 オートクレーブは非常に一般的で、高い耐食性が要求される。EtO、ガンマ線、電子ビームは主にプラスチック部分に影響を与えるが、金型はこれらに耐えられる部品を作らなければならない。
生産量: 生産量が多いほど、耐久性が高く高価な鋼材が必要となる。
部品の複雑さと公差: 寸法安定性と機械加工性の必要性を指示する。
2.医療用金型設計
半径と鋭角の比較: ゆとりのあるRは鋼の靭性を向上させ、応力集中を軽減する。医療用部品では、洗浄を助け、微生物が繁殖する場所を減らすこともできます。
ドラフト角度: 特に高度に研磨された表面では、十分な抜き勾配が部品の離型に極めて重要である。
換気: 適切なガス抜きは、欠陥の原因となり、部品の完全性に影響するガスの封じ込めを防ぐために不可欠である。
冷却システムの設計: 最適化された冷却は、特に熱伝導率の低いステンレ ス鋼の場合、サイクル時間と部品の一貫性にとって 不可欠である。コンフォーマル冷却は有益である。

3.機械加工と熱処理プロトコル:
加工パラメーターと熱処理サイクルについては、サプライヤー の推奨事項を厳守してください。不適切な熱処理は鋼材の特性を損ないます。
ステンレス鋼に適切な切削工具と技術を使用する。
寸法安定性を維持するため、粗加工後および放電加工前後に応力除去を行う。
4.清潔さと取り扱い:
汚染防止のため、金型製造時および使用時は清潔な環境を保つこと。
研磨面の取り扱いには十分注意してください。
5.規制の状況:
金型用鋼自体は直接FDAの規制を受けませんが(インプラントの一部であ れば別ですが、金型用鋼ではまれです)、成形部品は規制を受けます。金型鋼の選択は、準拠した医療機器を製造する能力に直接影響します。
製造業者は、多くの場合ISO13485品質マネジメントシステムの下で操業している。
6.コスト対パフォーマンス:
医療グレードの鋼材はより高価ですが、医療産業における金型の不具合、部品の不合格、製品回収のコストは天文学的な数字になる可能性があります。高品質の鋼材への投資は通常正当化されます。
設計/実施ガイド/ベストプラクティス
1.サプライヤーの早期関与:
設計の初期段階で、信頼できる鉄鋼サプライヤーや経験豊富な金型メーカーに相談してください。鋼材の選定や製造性を考慮した設計について、貴重なアドバイスを得ることができます。
2.スチールの清浄度を優先する:
高い耐磨耗性と耐疲労性を必要とする重要な医療用途には、常にESRまたはVARグレードをお選びください。材料証明書を請求する。
3.熱処理の最適化:
医療用ステンレス鋼に精通した経験豊富な熱処理業者 を使用すること。真空熱処理と複数の焼戻しを指定する。最大限の安定性と硬度を得るために、極低温処理を検討する。
4.磨きやすいデザイン:
研磨が難しい複雑すぎる形状は避ける。アクセスしやすい表面を確保する。
5.効果的な冷却水路の設計:
ステンレス鋼の熱伝導率の低さを補う。複雑な部品や高速サイクルでは、コンフォーマル冷却を検討する。
6.戦略的なガス抜き:
ガストラップ、焦げ跡、不完全充填を防ぐため、適切な通気孔を設ける。ベントは、引火を避け、清掃しやすいように設計されるべきである。
7.堅牢な排出システム:
特にデリケートな医療用部品に最適。
8.金型メンテナンスプログラム:
厳密なクリーニングとメンテナンスのスケジュールを実施すること。腐食性のない洗浄剤を使用すること。摩耗、損傷、腐食がないか定期的に点検すること。
9.文書化とトレーサビリティ:
鋼材の調達、熱処理、機械加工工程、金型のメンテナンスに関する徹底した記録を維持すること。これは、医療機器のコンプライアンスにとって非常に重要です。
10.特定の用途のためのテクスチャリングを考慮する:
高研磨が一般的ですが、医療用部品の中には、グリップ やその他の機能上の理由から、特定のテクスチャーが必 要なものもあります。選択した鋼材がテクスチャー加工(例:化学エッチング)に適していることを確認してください。
医療用金型鋼の一般的な問題と解決策
| 問題 | 一般的な原因 | ソリューション |
|---|---|---|
| 腐食/錆び | 環境/滅菌に不適切な鋼種、不適切な保管/取り扱い、刺激性の強い洗浄剤、塩化物への暴露。 | 適切なステンレス鋼(Stavax ESR、M333など)を選択し、必要に応じて不動態化処理を施し、推奨洗浄剤を使用し、保管中の湿度を管理し、異種金属との直接接触を避ける。 |
| 研磨不良/ピット | 介在物が多く含まれる鋼;不適切な研磨技術/材料;EDM再鋳造層が完全に除去されていない。 | ESR/VARグレードの鋼材を使用する;徐々に細かい砥粒を使用した多段研磨プロトコルに従う;EDM再鋳造層を完全に除去する(例えば、石留めまたは化学エッチングによって);研磨作業者を十分に訓練する。 |
| 早期摩耗/腐食 | 研磨性(ガラス繊維入りなど)ポリマーの成形、金型鋼の硬度不足、局所的な高せん断/流動速度。 | 高硬度・耐摩耗鋼(M390のようなPMステンレ ス鋼など)の選択、せん断を減らすためのゲートの位置 とサイズの最適化、特定部位への耐摩耗性PVDコ ーティング(CrN、TiN)の検討、適切な熱処理 の確保。 |
| ひび割れ/欠け | 不適切な熱処理(脆すぎる)、設計上の鋭利な内部コーナー、過度のクランプ力、機械的損傷。 | 靭性を高めるために熱処理を最適化すること、余裕のある半径(最小0.5mm)で設計すること、金型の適切なセットアップとアライメントを確保すること、金型部品を慎重に取り扱うこと。 |
| 部品固着/排出の問題 | 抜き勾配不足、表面仕上げ不良、アンダーカット、不十分な通気、加工パラメータ。 | 抜き勾配を大きくする、金型磨きを改善する、アンダーカットをなくすか適切なリフター/スライドを使用する、ベントを最適化する、成形パラメータ(温度、圧力、速度)を調整する。持続する場合は、離型コーティングを検討する。 |
| 次元の不安定さ | 製造時の不適切な応力除去、不十分な焼き戻し、成形時の著しい温度変化。 | 適切な応力除去サイクル(荒加工後、EDM)の実施、徹底した焼き戻し、熱安定性のための金型冷却の最適化、寸法安定性の高い鋼材の使用。 |
| 溶接補修の問題 | 硬化ステンレス鋼で良好な溶接品質が得 られない;溶接後のひずみや割れ。 | 工具鋼専用の溶接手順(例:マイクロTIG) を使用する;適切な溶加材を選択する;鋼材供給 者が推奨する方法に従って、予熱と溶接後の熱処 理(PWHT)を注意深く行なう;レーザー 溶接を検討する。 |
| 金型部品のギャリング/押収 | 可動部品の硬さが似ている、潤滑が不十分、接触圧が高い。 | 摺動部品の硬度差を考慮した設計、適切な金型潤滑剤(必要であれば医療用)の使用、適切なアライメントとクリアランスの確保、低摩擦コーティングの検討。 |
医療用金型鋼材選択のための設計チェックリスト/決定支援
このチェックリストは、意思決定プロセスの指針となる:
1.医療機器および部品の要件:
具体的な医療用途は何か。(診断、薬物送達、外科手術など)。
単回使用か、再使用か?
部品の重要品質(CTQ)特徴は何か(寸法、表面、透明度)。
光学的透明性が必要な部品ですか?(もしそうなら、研磨性の高いESR/VAR鋼を優先してください。)
要求される表面仕上げ(SPI基準)は?
2.成形ポリマー素材:
具体的にどのようなプラスチック樹脂を成形するのか(例:PC、PP、PEEK、PMMA、COC、COP、LSR)。
樹脂は腐食性か(例えば、HCl、HFを放出するか)?(もしそうなら、高い耐食性が最も重要です)。
樹脂は研磨性があるか(ガラス繊維入り、鉱物繊維入りなど)?(ある場合は耐摩耗性を優先)。
溶融温度と粘度は?
3.生産および操業要因:
予想される年間生産量は?(低、中、高)。
目標サイクルタイムは?(冷却要件に影響)。
金型はクリーンルーム環境で使用されますか?
オートクレーブ、EtO、ガンマ線、電子ビーム - 部品材料への要求、間接的に金型品質への影響)。
金型自体に何らかの滅菌や強力な洗浄が必要ですか?(もしそうであれば、金型鋼の耐食性は非常に重要です)。
4.金型鋼の特性と性能:
必要な耐食性レベル:(標準、高、非常に高い)。
必要な研磨能力レベル:(例:SPI C1、B1、A2、A1/Optical)。
必要な耐摩耗性レベル:(研磨剤については標準、中程度、高)。
目標硬度(HRC):(例:48~52HRC、52~56HRC)。
機械加工性の考慮:(複雑な機械加工が必要か?)
寸法安定性の必要性:(公差の厳しい部品の場合)。
溶接修理の必要性:(予想される改造や摩耗の激しい箇所?)
5.予算と調達:
金型鋼の予算は?(総所有コストとのバランス)。
望ましい鋼材サプライヤーや鋼種はあるか?
選択した鋼材の在庫とリードタイムは?
6.決断のヒント
医療用途では、鋼材の初期コストよりも安全性と部品の品質を常に優先すること。
透明な部品や光沢のある表面には、改良420のようなESR/VARステンレス鋼(Stavax ESR、Bohler M333 ISOPLASTなど)が標準です。
腐食性の高い環境や頻繁なオートクレーブ処理には、高クロムステンレス鋼が不可欠である。
研磨性樹脂の場合は、より硬度の高いステンレス鋼またはPMグレード(例えば、ボーラーM390 MICROCLEAN、腐食のためにコーティングされている場合はUddeholm Vanadisグレード)を検討してください。
疑問がある場合は、材料の専門家や経験豊富な医療用金型メーカーに相談してください。

関連技術/コンセプト
関連する技術や概念を理解することは、医療用射出成形用金型鋼の役割を理解するためのより広い文脈を提供する。
1.関連技術/概念医療グレードプラスチック:
これらの鋼を使用して成形されたプラスチックは、医療用途向けに特別に配合または選択されている。一般的な例としては以下のようなものがある:
- ポリカーボネート(PC): 強度、透明性、耐衝撃性。ハウジング、コネクター、シリンジに使用される。
- ポリプロピレン(PP): コストパフォーマンスに優れ、耐薬品性に優れる。注射器、容器、キャップに使用。
- ポリエチレン(PE): (HDPE、LDPE、UHMWPE) 柔軟性、生体適合性。バッグ、チューブ、一部のインプラントに使用。
- ポリエーテルエーテルケトン(PEEK): 高強度、耐熱性、生体適合性。移植可能な器具、要求の厳しい手術器具に使用される。
- ポリスルホン(PSU)/ポリエーテルスルホン(PES): 高温耐性、滅菌可能。再利用可能な医療部品に使用される。
- 環状オレフィンコポリマー(COC)/環状オレフィンポリマー(COP): 優れた透明性、バリア性、生体適合性。プレフィルドシリンジ、診断用バイアルに使用される。
- 液状シリコーンゴム(LSR): 生体適合性、柔軟性、滅菌可能。シール、ガスケット、カテーテル、ソフトタッチ部品に使用される。特殊な金型設計と加工が必要。金型用鋼とこれらのプラスチックの相互作用(例えば、アウトガス、研磨性、粘着傾向)は、鋼の選択に影響を与えます。
2.関連する技術/概念クリーンルーム製造:
多くの医療機器、特に侵襲性のあるものや移植可能なものは、管理されたクリーンルーム環境(ISOクラス7または8など)で成形・組み立てられる。
- カビへの影響: クリーンルームで使用される金型は、清掃が容易で、微粒子の発生が少なく(例:錆やコーティングの剥がれがない)、有害物質を排出しない材料で作られたものでなければならない。金型はステンレス製が望ましい。また、金型の設計には、クリーンルーム内の汚染を最小限に抑える機能が組み込まれている場合もある。
3.関連技術/概念:滅菌技術:
医療機器は無菌でなければならない。一般的な方法は以下の通り:
- 蒸気オートクレーブ: 高温(121~134℃)と高圧。金型自体をオートクレーブ滅菌する場合、またはオートクレーブ滅菌後に部品を検査し、残留物を追跡する場合、金型材料に優れた耐食性を要求する。
- エチレンオキシド(EtO)ガス: 低温で効果的だが、有毒ガスで曝気を必要とする。
- ガンマ線/電子ビーム(E-beam): 電離放射線。主にプラスチック材料の安定性に影響するが、金型はそれに耐えられる部品を製造しなければならない。部品の滅菌方法の選択は、プラスチック材料の選択に影響し、ひいては金型スチールに影響を及ぼす可能性がある(例えば、プラスチックが劣化して腐食性の副産物を放出する場合)。
4.関連技術/概念:先進鉄鋼製造(ESR、VAR、PM):
- エレクトロスラグ再溶解(ESR): 二次精錬プロセスで、消耗電極(従来から製造されている鋼)をスラグ浴中で再溶解する。スラグによって鋼が精錬され、不純物(硫黄、酸化物、窒化物)が除去される。高い研磨性と靭性には欠かせない。
- 真空アーク再溶解(VAR): ESRと似ているが、再溶解は真空下で行われる。このプロセスは、溶存ガスを除去し、介在物をさらに減少させるのに優れており、非常に高純度の鋼が得られる。
- 粉末冶金(PM)鋼: 鋼はまず微粒化され、次に高温高圧下で圧密されます(熱間静水圧プレス - HIP)。これにより、非常に微細で均一に分散した炭化物を持つ極めて均質な鋼が生成され、同様の合金含有量を持つ従来の鋼と比較して、優れた耐摩耗性、靭性、研削性を実現します。
5.関連技術/概念金型の表面コーティング:
医療用ステンレス鋼は無塗装で使用されるこ とが多いが、表面コーティングを施すことで特 定の特性を高めることができる:
- PVD(物理蒸着)コーティング: (例:TiN、CrN、AlCrN) 真空下で塗布される薄くて硬いセラミックコーティング。耐摩耗性の向上、摩擦の低減(離型性の向上)、場合によっては耐食性の向上が期待できる。
- CVD(化学気相成長)コーティング: PVDと似ているが、より高温での化学反応を伴う。
- 窒化/軟窒化: 鋼の表面を硬化させ、耐摩耗性、場合によっては耐食性を向上させる拡散処理。医療用途では、コーティング材料の生体適合性(移染のリスクがある場合)や、剥離を防ぐための強力な接着力の確保などが考慮される。
6.関連技術/概念規制基準(FDA、ISO 13485):
- FDA(アメリカ食品医薬品局): 米国における医療機器の規制。製造業者は、その医療機器が安全で効果的であることを保証しなければならず、これには材料や製造工程の管理も含まれる。金型鋼の選択はこの管理の一部である。
- ISO13485: 医療機器の設計、製造、据付、サービスに携わる組織に対する品質マネジメントシステム(QMS)の要求事項を規定した国際規格。適切な材料の選択、(成形を含む)工程の妥当性確認、トレーサビリティが重要な要素です。適切な医療グレードの金型用鋼を使用することで、メーカーはこれらのQMS要件を満たすことができます。

射出成形金型の種類は?
主なポイント – 射出成形金型には、単一キャビティ、複数キャビティ、ファミリー金型、積層金型、オーバーモールド金型など、いくつかの主要なタイプがあり、それぞれが異なる生産量や部品要件に最適化されています。 – 単一キャビティ金型は、

青いリムの黒いタイヤが2つ、灰色の表面の上に、1つは直立し、もう1つは横たわっています。
主なポイント – 3Dプリンティングにより、金属鋳造用金型やパターンを数週間ではなく数日で迅速に作成可能となり、試作品のリードタイムを50~80%短縮できます。 – 一般的な3Dプリンティング手法

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

