 コンテンツへスキップ
コンテンツへスキップ 

プラスチック射出成形において、材料の冷却速度はその品質と特性を決定する鍵となる。
冷却速度が速すぎても遅すぎても、結晶化度の問題や強度の低下、寸法精度の歪みなどを引き起こし、最終製品に悪影響を及ぼします。理想的な冷却速度を調整するには、いくつかの要因を考慮する必要があります:
1.プラスチック製品の設計
プラスチック製品の肉厚は、冷却時間を決定する上で不可欠な要素である。この関係は、各プラスチック製品の内部で最大の流路の直径に関する1.6乗則に従っている。

2.金型材料
金型材料は冷却に極めて重要な役割を果たす 射出成形部品 十分かつ効率的にコア、キャビティ材料、ベースを含むコンポーネントの熱伝導率は、サイクルタイムを低く保つために、製造中に最大の熱伝達速度が達成されるように最適化されなければならない。
3.冷却方法
射出成形は、使用する冷却システムが、材料とキャビティからいかに早く熱を取り除くかを決定する重要な役割を果たすプロセスである。
設計時には、水、空気、またはオイル冷却のための水路を含めるのが一般的である。 射出成形金型しかし、極低温システムなど、より高度なシステムは、より高い冷却成功率でより高い効率を提供することが知られている。
アプリケーションの必要性に応じて3つとも実行可能なオプションである一方、メーカーはどのタイプが自社の要件に最も適しているかを、先に進む前に慎重に検討する必要がある。

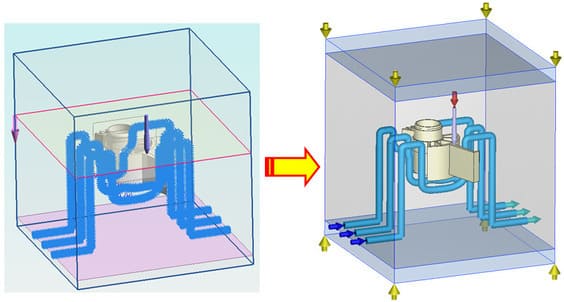
4.冷却水パイプの構成
効果的な冷却システムは、成功に不可欠である。 射出成形 これは、最適化されたパイプ構成を確保することで達成できる。パイプがキャビティに近ければ近いほど、直径が大きければ大きいほど、数が多ければ多いほど、冷却時間は速くなる。
5.クーラントの流れ
効率的な冷却を最大化するには、給水の乱流を確保することが重要です。流量が多ければ多いほど、熱対流が不要な熱エネルギーを奪うのに効果的です。
6.冷却水の性質
の熱伝達効果である。 射出成形金型 は、クーラントの粘度や熱伝導率と密接な関係があります。粘度を下げると熱特性が向上し、低温で作動する金型の冷却能力が向上します。
7.プラスチックの選択
プラスチックは環境の温度調節に重要な役割を果たしています。プラスチックは、暑い場所の熱を消費することで、その熱を素早く涼しい空間に放散し、熱制御とエネルギー効率を高めることができます。
プラスチック素材を選ぶ際には、比熱と熱伝導率を考慮する必要がある。比熱と熱伝導率は、素早く冷却する能力に大きく影響するからだ!

8.加工パラメータ設定
材料温度を上げることで、金型温度を上昇させ、効率を向上させることができます。その結果、射出温度が低下するため、冷却により多くの時間が必要となります。この洞察により、機械のサイクルタイムを最適化することができます。
9.冷却システムの設計規則
効率を最大化するため、冷却システムは均一で迅速な温度調節ができるように設計されている。また、加工穴は、製造と組み立てを容易にするため、標準的なサイズで慎重に作られている。

10.冷却システム設計パラメータ
に関しては 射出成形金型 設計では、プラスチック部品の肉厚と体積によって、冷却穴の位置、サイズ、タイプなどさまざまなパラメータが決まります。
強度や精度の面でより高い性能が必要な場合は、表面の欠陥や収縮レベルをより妥協したものに変更することができる。
の冷却速度を制御する。 射出成形 は、部品の滑らかな表面仕上げと最小限の収縮を達成するために不可欠である。
この目標を達成するためには、入熱の低減や部品形状の変更など、さまざまな方法を採用することができる。これらの変更を適切に実施することで、メーカーや設計者は標準的な部品製造プロセスよりも優位に立つことができます。
1) サーマルバリアの使用
断熱材や冷却されたコアなど、熱の伝導を遅らせるためのものである。 射出成形金型 キャビティ
2) 金型温度を変化させる方法
金型の異なる部分が異なる温度に維持され、部品全体の冷却速度を均一にする。
結論
射出成形は複雑な工程であり、冷却速度は完成部品の様々な側面に影響を与える。
素材の組成を理解することによって、 射出成形金型 サイズと複雑さ、冷却システムのタイプがこのパラメーターに影響を与えるが、寸法精度と表面仕上げを考慮しながら、望ましい機械的特性を確保する最適なレートを開発することができる。







