 コンテンツへスキップ
コンテンツへスキップ 

はじめに 金型の抜き勾配は、金型を設計する上で大きな意味を持つ。 射出成形金型.金型から製品を取り出す難しさを決める。抜き勾配が良ければ、問題なく製品を型から出すことができます。
抜き勾配の角度が良くないと、製品を傷つけたり、金型にはさまったりすることがあります。この記事では、金型の抜き勾配について知っておくべきことをお伝えします。
ドラフト角度の定義とは?
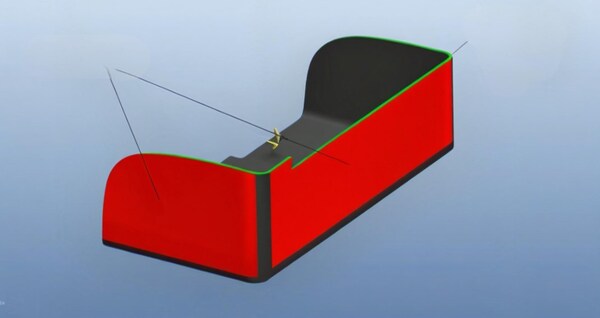
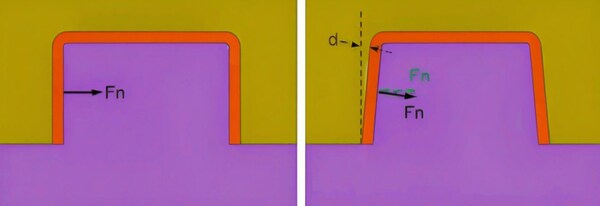
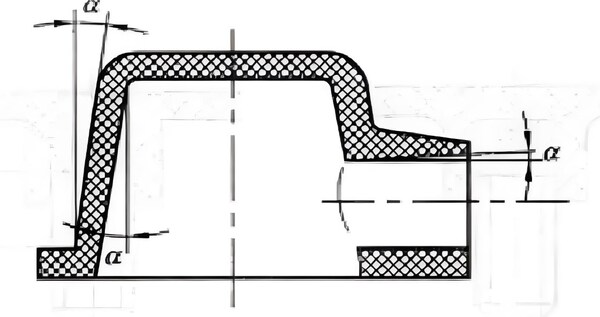
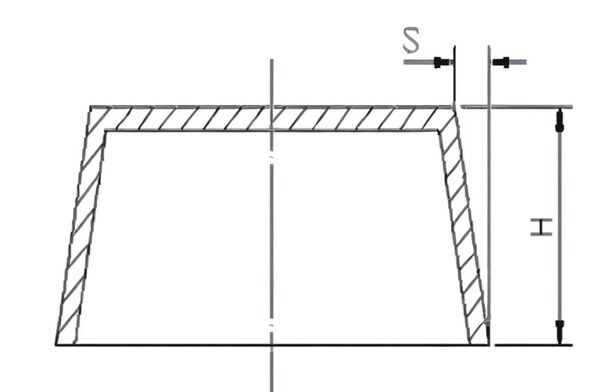
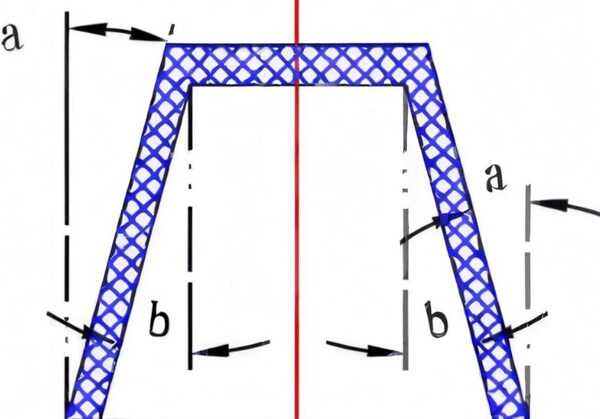
抜き勾配とは、金型パーティング面と製品軸のなす角度のことである。この角度の大きさによって、製品の脱型に必要な外力の大きさと方向が決まります。
抜き勾配(抜き勾配ともいう)とは、脱型を容易にするために金型キャビティの両側に設計された勾配のことである。抜き勾配の向きは、プラスチック部品の内外寸法によって決まります。
プラスチック部品の抜き勾配の大きさは、プラスチック部品の特性、収縮率、摩擦係数、肉厚、形状に関係する。硬質プラスチックは軟質プラスチックより抜き勾配が大きく、複雑な形状や成形穴の多いプラスチック部品ほど抜き勾配が大きくなります。
肉厚が厚くなり、コアを包む内孔の力が大きくなると、脱型角も大きくなる。
抜き勾配の大きさに厳密な決まりはなく、そのほとんどは経験や部品の深さに基づいて決められます。
ドラフト角度の種類とは?
金型の抜き勾配は、金型前面の抜き勾配と金型後面の抜き勾配に分けられる。これらは主にパーティング面によって区別される。パーティング面は金型コアを前金型と後金型に分ける。前型の離型方向に平行な面に設計すべき抜き勾配を前型面抜き勾配という。
逆に後型表面抜き勾配という。また、金型にサイドコア抜き(ベベルトップとスライダー)がある場合は、ベベルトップ面抜き勾配、スライダー面抜き勾配といい、抜き方向はスライダーの移動方向を基準とします。
脱型アングルの設計原理とは?
外観の要求が高い製品の場合、脱型角度を小さくする:製品外観の完全性と美しさを維持するため、脱型角度をできるだけ小さくし、脱型時の製品外観への影響を軽減する。
高い精度が要求される製品では、離型角度を小さくする:離型角度が大きいと、製品の寸法精度に影響する。そのため、高い精度が要求される製品では、脱型角度もできるだけ小さくする必要がある。
表面が明るいので、脱型角度を適切に小さくする必要がある:表面が明るい製品は、外観に対する要求が高いことが多いので、脱型角度も適切に小さくする必要がある。
プラスチック材料には自己潤滑性があるので、脱型角度を小さくすることができる。製品が複雑な形状をしているので、脱型角度を大きくする必要がある:複雑な形状は脱型を困難にする可能性があるため、スムーズな脱型を確保するために脱型角度を大きくする必要がある。
流動性の悪いプラスチックや補強材を加えたプラスチックは、脱型角度を大きくする必要があります:このような材料は流動性が悪く、金型への充填が困難になったり、脱型時に金型に付着したりする可能性があるため、脱型角度を大きくする必要がある。
接着剤を厚くし、脱型角度を大きくする:プラスチック層を厚くすると、冷えたときに収縮が大きくなり、脱型角度を大きくすることで収縮応力を減らし、変形を防ぐことができる。
収縮率の大きいプラスチックは、脱型角度を大きくする必要があります:収縮率の大きいプラスチックは、冷えると収縮が大きくなります。脱型角度を大きくすれば、この収縮を補い、適切なサイズの製品を作ることができます。
透明プラスチック部品の離型角度を大きくする:透明プラスチック部品は、外観や光学特性に対する要求が高いことが多い。脱型角度を適切に大きくすることで、脱型時の応力や変形を抑え、製品の透明性と光学特性を維持することができます。
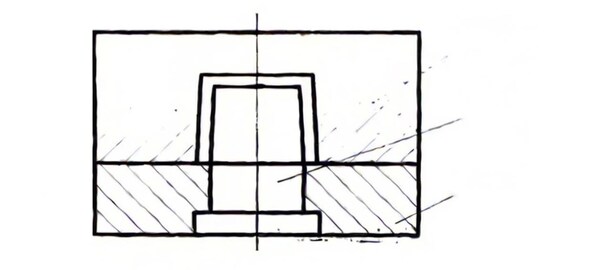
脱型方向は、一般的に脱型用パーティング面を基準としており、脱型後に大きい方の端部がパーティング面に近づくようにしなければ、スムーズに脱型することができない。
適切な脱型角度を決定するには?
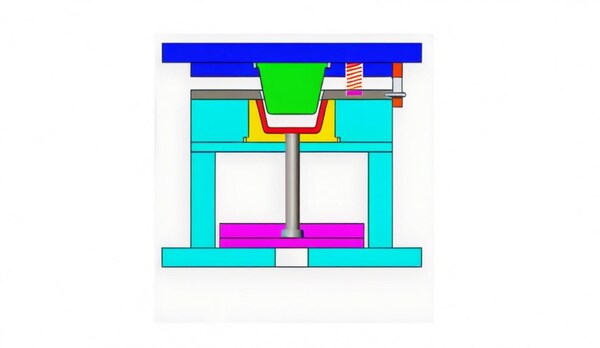
脱型方向の選択
の脱型方向 射出成形金型 完成品のサイズや外観品質に影響するだけでなく、金型の耐用年数や生産効率にも直接影響する。
したがって、離型角度を決める前に、まず離型方向を決めなければならない。一般的に、脱型方向は、金型に過度の衝撃や摩耗を与えることなく、完成品が金型から自然に離れるようにする必要があります。
脱型角度の設定
金型を引っ張る方向が決まったら、材料と生産条件に基づいて、どのくらい引っ張るかを考える必要があります。一般的に、引っ張る量が大きければ大きいほど、パーツを取り出すのは簡単になりますが、パーツの表面仕上げに影響します。
引っ張りが小さすぎると、金型が摩耗してパーツの品質が安定しなくなる。ですから、部品の品質や金型の寿命を損なわない範囲で、できる限り引っ張りたいのです。
素材を考える
プラスチック材料によって流動性、収縮性、弾力性が異なる。脱型角度を決める際には、製品がスムーズに脱型できるよう、材料の特性を考慮する必要があります。

生産条件を考慮する
射出成形金型の射出角度を決める際には、射出速度、射出圧力、金型温度などの生産条件も考慮する必要がある。
これらの要因は、完成品の表面品質や寸法精度に影響し、射出角度の選定にも影響する。実際の生産で経験を積み重ね、試作と調整で最適な突き出し角のパラメーターを見つけましょう。

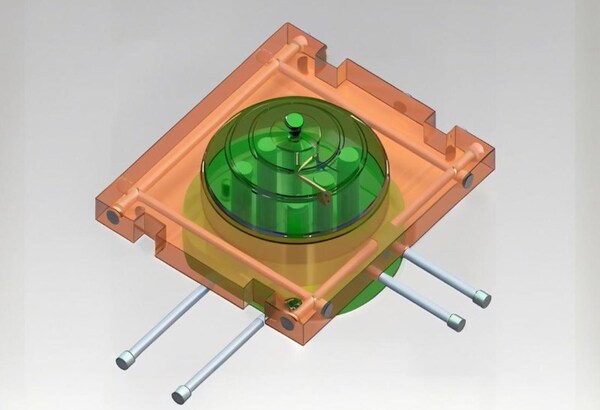
金型の構造: 金型の構造やレイアウトも、抜き勾配を決める重要な要素です。例えば、多キャビティ金型の抜き勾配は、通常、各キャビティのバランスと整合性を確保するために、均一に考慮する必要があります。
エジェクターシステム: エジェクターシステムの設計とレイアウトもドラフト角度の選択に影響します。製品のスムーズな排出を確保するために、排出力の大きさと方向はドラフト角度と一致させる必要があります。
ドラフト角度を決めるポイントは?
どれくらいのドラフト角度が必要なのか、厳密なルールはありません。ほとんどの場合、経験と部品の深さによって決まります。また、成形工程、肉厚、使用するプラスチックの種類も考慮する必要があります。
しかし一般的には、金型から成形品が抜けやすくするために、成形品の各側壁にある程度の抜き勾配が必要です。抜き勾配の角度は、ゼロ度から数度まで、状況によってさまざまですが、通常は0.5度から1度が目安となります。
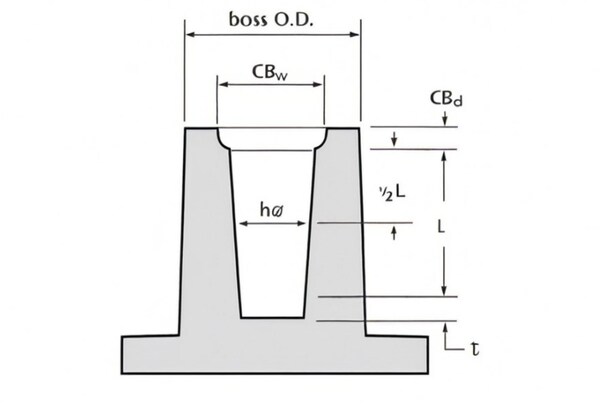
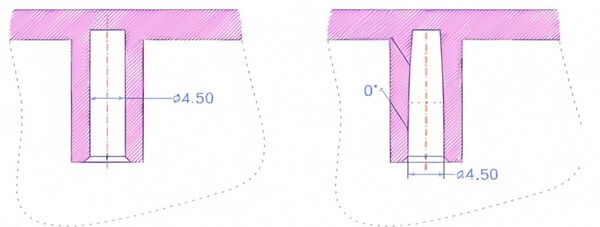
傾斜方向は、図面によれば、一般に内孔の小端部を基準とし、傾斜は膨張方向から得られる。外形は大端部を基準とし、勾配は縮小方向から得られる。
高精度が要求されるプラスチック部品には、小さめの脱型勾配を使用する。寸法が大きい場合は、脱型勾配を小さくする。収縮率の大きいプラスチック部品には、より大きな勾配値を使用すべきである。プラスチック部品の肉厚が厚い場合、成形収縮が大きくなるので、脱型勾配を大きくする。
通常、離型勾配はプラスチック部品の許容範囲に含まれない。透明な部品はキズを避けるために離型勾配を大きくする必要がある。通常、PS材の離型勾配は3°以上、ABS材とPC材の離型勾配は2°以上とする。
レザーシボ、サンドブラストなどの外観処理を施したプラスチック部品の側壁は、テクスチャーの特定の深さに応じて、3°~5°の離型角度を追加する必要があります。参考のために必要な離型角度は、一般的なテクスチャー・プレートに明記されている。テクスチャーの深さが深ければ深いほど、脱型角度は大きくなるはずです。推奨値は1°です。
インサート面の勾配は一般的に1°~3°で、外殻の脱型面の勾配は3°以上である。外殻表面以外の他の部分の脱型勾配は、標準的な脱型勾配として1°である。
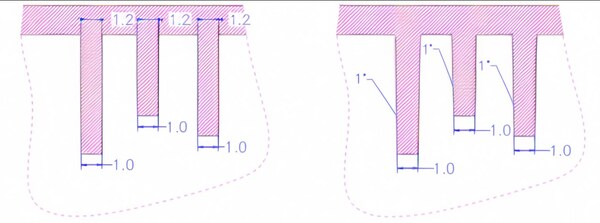
特に、高さ3mm以下の補強リブの脱型角度を0.5°、35mmを1°、残りを1.5°とし、高さ3mm以下のキャビティの脱型角度を0.5°、35mmを1°、残りを1.5°とする。

脱型角度の調整方法とは?
機械構造の調整
金型設計の欠陥に基づいて機械構造を修正する。脱型抜き勾配を標準化したまま調整する。コア抜き抜き勾配を調整する、コア抜き勾配を大きくする、テンプレート間隔を変更する。

温度調整
プラスチックの種類によって、収縮率や脱型の難しさが異なります。射出成形時に金型を加熱することで、射出成形品内部の応力を低減し、プラスチックの流動性を向上させ、より良い成形効果を得ることができます。

脱型方法の変更
脱型工程で金型の問題をよりよく解決するには、脱型方法を変えればいい。例えば、並進脱型の方法を使ったり、エジェクターピンの長さを長くしたりすることができます。
金型の加工
抜き勾配の程度は金型を加工することによって再加工される。脱型射出成形の抜き勾配の角度は、製品の性質や要求に応じて調整する必要があることがあります。この時、機械的な加工や熱処理を行う方法があります。

金型脱型傾斜の注意点とは?
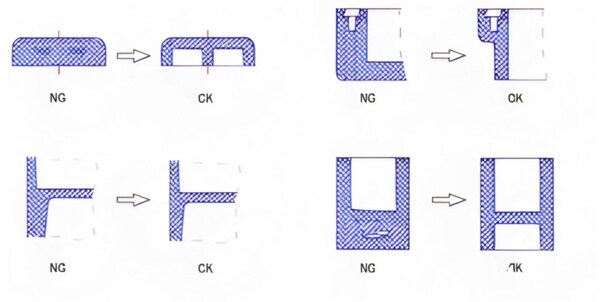
抜き勾配を大きくしすぎないこと:抜き勾配が強すぎると、金型から出たときに部品が傾いたり、ねじれたりすることがあり、部品の品質に影響することがあります。
地域と全体の連携に注意を払う: 複雑な製品構造では、全体的にスムーズな脱型を実現するために、局所的に脱型勾配を調整する必要があるかもしれません。
次に何が来るかを考える: 製品によっては、射出成形後に熱間曲げ加工や曲げ加工などの加工が必要になります。脱型角度を設定するときは、加工を台無しにしないように、次のことを考えましょう。
ドラフトアングルの機能とは?
向上し続ける: 実際の生産では、生産効率と製品品質を向上させるために、金型の離型角度設計は実際の状況に応じて継続的に最適化され、改善される。
脱型角度は、局部的な鋭角や溝を避けるため、均一で一定でなければならない。
離型角度は射出成形品の離型方向と一致させる。脱型角度は、射出成形品の収縮率を考慮する。 射出成形品.脱型角度は、射出成形品の外観や性能に影響を与えない範囲でできるだけ大きくする。
素材特性: プラスチック素材によって収縮率や熱膨張係数は異なります。ABSやPCのような硬いプラスチックは脱型角度を大きくする必要がありますが、TPRやTPUのような柔らかいプラスチックは脱型角度を小さく設計することができます。

プラスチック部品の構造: 深い穴や狭い溝がある部品のような複雑な構造のプラスチック部品の場合は、冷却中にプラスチック部品が収縮して金型にはまり込まないように、脱型角度を少し大きくする必要がある。
平滑面の条件: 表面が光沢のある製品は、プラスチック部品の滑らかな表面が取り出すときに乱れないようにするため、より高い離型角度が必要です。

金型の寿命と脱型: 脱型角度が大きすぎると、金型にかかる力が不均一になるため、金型寿命が短くなります。したがって、製品の脱型条件を満たすことを前提に、できるだけ脱型角度を小さくするようにします。
寸法精度の要件: 高い寸法精度が要求されるプラスチック部品では、脱型角度を非常に精密に設定しなければならず、そうでなければ寸法偏差を引き起こしやすい。
プラスチック部分の厚さ: 薄肉のプラスチック部品は通常、変形を避けるために脱型角度を大きくする必要があり、厚肉のプラスチック部品は材料を節約するために脱型角度を小さくする必要がある。
射出成形の製造工程の条件: プラスチック部品の収縮変形は、射出速度、圧力、温度、保持時間などの工程パラメータに影響されるため、特定の工程条件に応じて脱型角の大きさを調整する必要がある。

美的配慮: 外観デザインが重要な製品では、脱型アングルの設計も製品全体の美観を考慮する必要があります。脱型アングルが製品の外観に影響を与えないよう、巧みに隠す必要がある場合もあります。
機能要件: スライドやスナップのような機能を持つ構造の場合、抜き勾配の設定は、これらの機能が適切に機能し、不適切な脱型設計によって損なわれないようにしなければならない。
脱型スロープの注意点は?
ドラフトを使いすぎないこと: 抜き勾配が強すぎると、金型から出てくるときに部品が傾いたりねじれたりして、部品が台無しになることがある。
地域と全体の連携に注意を払う: 複雑な製品構造では、全体的にスムーズな脱型を達成するために、局所的に脱型勾配を調整する必要があるかもしれない。

後処理の必要性を考慮する: 製品によっては、射出成形後に熱間曲げ加工、曲げ加工などの加工が必要なものがあります。脱型角度を設定する際には、加工効果に影響を与えないよう、その後の加工の必要性を考慮してください。
結論
設計の過程で、射出成形の専門家は、ゼロ度の抜き勾配と半度の抜き勾配を含む抜き勾配をできるだけ考慮して、スムーズな離型動作を確保し、パーティングラインとコアキャビティのアプローチを最適化して、高品質の生産工程を達成する必要があります。
合理的な抜き勾配射出成形は、高品質の生産工程の鍵である。特に複雑な垂直面を扱う場合、抜き勾配をつけることで、脱型効果を効果的に向上させることができます。
プラスチック部品を 射出成形パーツの側面の角度は本当に重要です。それが正しければ、部品は金型から実に簡単に出てきます。角度を間違えると、部品が金型に引っかかってしまい、捨てなければならなくなります。だから、角度を正しくすることは大変なことなんだ。角度を正しくすれば、短時間でより多くのパーツを作ることができ、品質も向上します。







