 コンテンツへスキップ
コンテンツへスキップ 

はじめに 金型は今日の産業界で非常に重要であり、金型の品質は製品の品質に直接影響します。

プラスチック 射出成形 金型の製造工程は一般的に、顧客のカスタマイズ、金型設計、金型製造、金型検査と金型トライアル、金型修正と金型修理、金型メンテナンスに分かれており、以下は、それらを一つずつ説明します。
顧客のカスタマイズ
プラスチック金型の製造は、顧客の技術者が金型メーカーに製品図面を渡すことから始まる。金型メーカーはその製品データを咀嚼し、プラスチック成形の生産タスクリストという形で吐き出す。これがカスタマーエンジニアリングである。

プラスチック部品の生産要件
加工が可能か、正確な寸法が出せるかなど、部品の技術的要件を理解する必要がある。
例えば、プラスチック部品の外観形状、色の透明度、性能に対する要求は何か?プラスチック部品の幾何学的構造、傾斜、インサートなどは妥当か。ウエルドマークや収縮穴などの成形不良の許容範囲はどの程度か、塗装、電気メッキ、シルクスクリーン印刷、穴あけなどの後加工はあるか。

寸法公差が狭いかどうか、要件を満たすプラスチック部品が成形できるかどうかを見積もる。また、プラスチックの可塑化と溶融プラスチックのプロセスパラメータを知る必要があります。
プロセス情報
射出成形金型の方法、ビール機械のモデル、プラスチック樹脂の性能、金型構造のタイプなどの要件を理解する。

成形材料は、プラスチック材料の部分に対して十分な強度があり、流れがよく、全体に同じで、どの方向にも同じで、熱くなっても変化しないものでなければならない。
そのプラスチック部品が何のために作られるのか、また後で加工されるのかにもよるが、成形材料は染色、金属メッキ、見栄え、十分な伸縮性と曲げやすさ、シースルーや光沢、(音波のように)くっついたり、溶接されたりするのに適したものでなければならない。
成形設備の選択
射出容量、型締圧力、射出圧力、射出ユニット、金型設置サイズ、射出装置とサイズ、ノズル穴径とノズル球面半径、ゲートスリーブ位置決めリングサイズ、金型の最大厚さと最小厚さ、テンプレートストロークなど。
特定金型構造計画
2プレート金型、3プレート金型。金型構造が信頼できるかどうか、プラスチック部品の加工技術(幾何学的形状、表面仕上げ、寸法精度など)と生産経済要求(部品コストが低い、生産効率が高い、金型が連続運転できる、耐用年数が長い、省力化など)を満たしているかどうか。
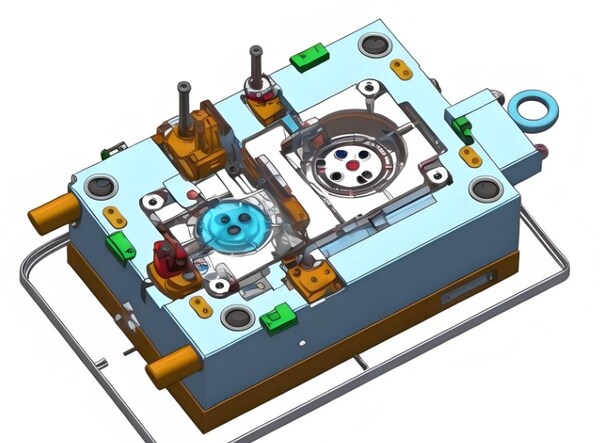
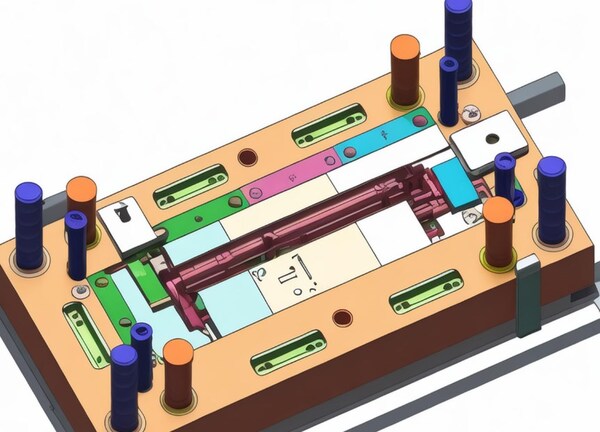
金型構造設計
良い金型を作るには、良い加工設備と熟練した金型職人が必要だ。しかし、最も重要なことは、良い金型設計をすることです。特に複雑な金型では、金型設計の良し悪しが金型品質の80%以上を占める。
良い金型設計とは、顧客の要求を満たすことを前提に、加工コストが低く、加工の難易度が小さく、加工時間が短いことである。
そのためには、顧客の要求を完全に理解するだけでなく、その要求がどのようなものかを理解する必要がある。 射出成形 機械、金型構造、加工技術、自社の金型工場の加工能力。
金型の構造は射出成形機の種類とプラスチック部品の特性によって決まる。射出成形機の技術仕様、プラスチックの加工性能、ランナー、ゲートなどの注湯システム;
金型を設計する際には、様々なことを考え、金型が正しく機能するような良い形状を選ぶ必要がある。
プラスチック部品ランキング
プラスチック部品のランク付けとは、必要なプラスチック部品を1つまたは複数、どのように作るか、顧客が何を望んでいるかに基づいて順番に並べることです。

プラスチック部品のランク付けは金型構造とプラスチック加工性を補完し、後続の射出成形工程に直接影響する。ランク付けの際、対応する金型構造を考慮しなければならず、金型構造を満たす条件でランク付けを調整しなければならない。
射出成形プロセスの観点から、以下の点を考慮してランク付けする必要がある:

a.ランナーの長さ、b.ランナーの無駄、c.ゲートの位置、d.接着剤の供給バランス、e.キャビティの圧力バランス金型の構造に関しては、次の点を考慮する必要があります。
b.スプルベース、ランナー、パーティングライン、その他必要なスペースが十分にあるかどうか、金型構造の強度が十分かどうか、複数の可動部品が干渉していないかどうか、ブッシュの位置がエジェクターピンの位置と干渉していないかどうか。
c.スクリュー、冷却水、エジェクター装置を考慮に入れる:順位付けの際には、スクリューとエジェクターが冷却水孔にどのような影響を与えるかを考慮する。
d.金型の縦横比のバランスを確認する:金型はできるだけコンパクトにし、縦横比をよくし、金型にどのように収まるかを考慮する。 射出成形 マシンだ。

別れ
正しいパーティング面を選び、シール距離を考慮し、基準面を作り、側圧のバランスをとり、ノズルの接触面を平らにし、小さな穴の接触と貫通を処理し、鋭利なスチールを避け、製品の外観を総合的に考慮する。
パーティングの検証と金型強度の向上
適切なパーティング面を選び、シール距離を考慮し、基準面を作り、側圧のバランスをとり、ノズルの接触面を平らにし、小さな穴の接触と貫通を処理し、鋭利なスチールを避け、製品の外観を総合的に考慮する。
金型が正常に動作することを確認するために、我々は金型の全体的な強度だけでなく、金型の局所的な構造の強度をチェックする必要があります。
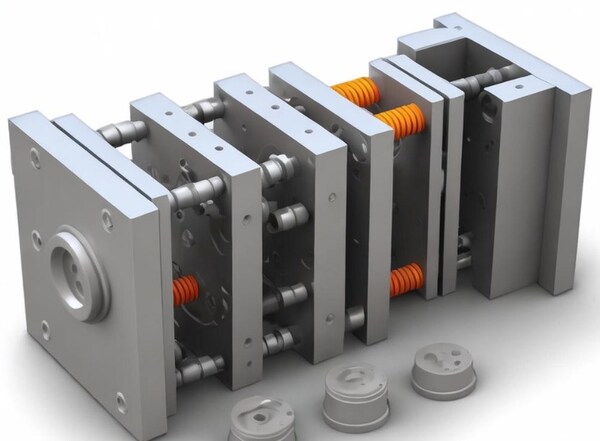
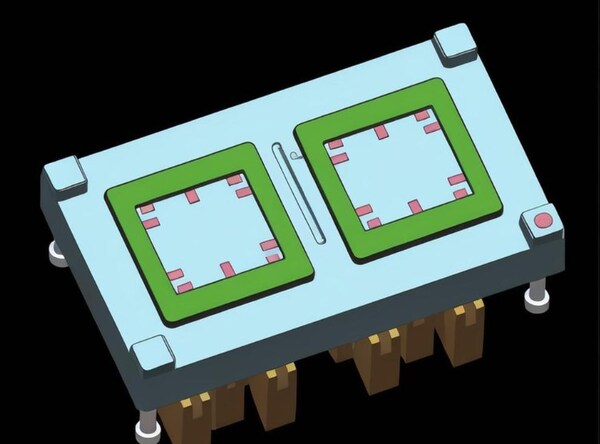
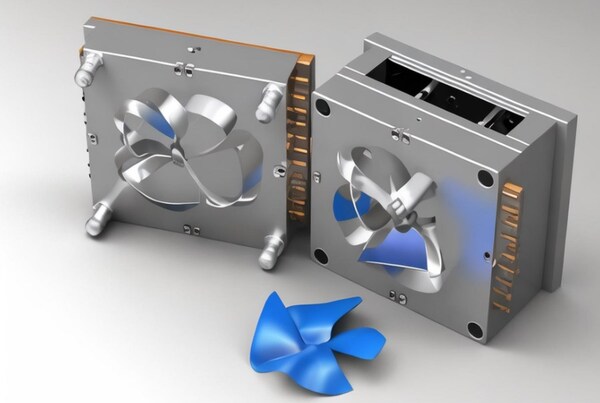
金型部品の設計
金型部品は成形部品と構造部品に分けられる。成形部品はキャビティ空間の形成に直接関与する部品で、凹型(キャビティ)、ポンチ(コア)、インサート、スライドなどがあります。
構造部品とは、位置決めリング、ノズル、スクリュー、プルロッド、エジェクター、シールリング、固定距離プルプレート、フックなど、成形工程における取り付け、位置決め、ガイド、排出、およびさまざまな動作に使用される部品である。
インサートを分割する際、鋭利な鋼材がないこと、鋼材が薄いこと、加工が容易であること、サイズ調整や修理が容易であること、成形部品の強度が確保できること、組み立てが容易であること、外観に影響を与えないこと、冷却を総合的に考慮すること(インサートを作った後、局部的に冷却することは困難であり、冷却状況を考慮する必要がある)などを主に考慮する。

構造部品を設計する場合、エジェクターピンと冷却流路のレイアウトは、まずエジェクターピンを配置し、次に冷却流路を配置し、エジェクターピンを調整するのが一般的な原則です。しかし、実際の生産では、金型の修正が考慮されることが多い。

金型が完成した後、冷却水路はすぐには開始されません。金型が修正された後、修正状況に応じて一定時間経過してから冷却路を開くことができます。
エジェクタースリーブの配置:
エジェクター・スリーブは、一般的にモールド・コラムの位置に使用される。また、より深い骨の位置では、エジェクターピンは排出されやすく、エジェクタースリーブは排出を補助するために骨を追加するために使用することもできます。一般に、エジェクタースリーブの肉厚は1mm以上であり、注文時にはエジェクタースリーブとエジェクターニードルを一緒に注文する。

構造設計では、柱の高さは高すぎてはならない、そうでなければ、スリーブ針が曲がりやすく、排出することは困難である。位置決めリング、ノズル、ネジ、プルロッド、シールリング、固定距離プルプレート、フック、スプリングなど、他の構造部品の設計と選択については、興味のある人は、自分でそれを理解するためにいくつかの情報を見つけることができます。
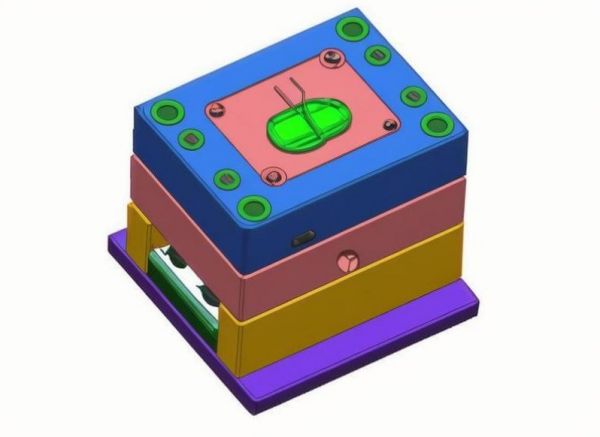
金型図面の作成
金型図面は設計意図を金型製作に反映させる重要な書類である。一般的には国家規格に則って作図する必要があり、各工場の慣例的な作図方法との組み合わせも必要です。

金型図面には、一般的な組立構造図とその技術的要件、および各種インサートを含むすべての部品の部品図が含まれます。
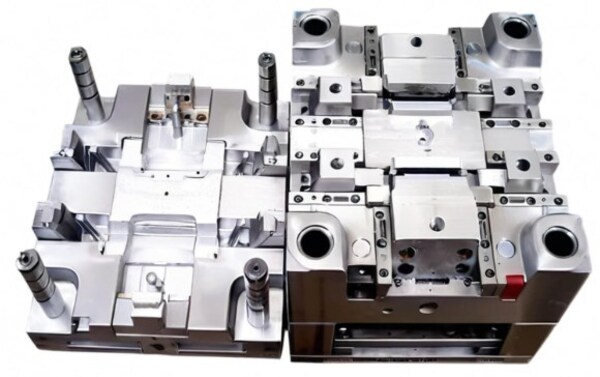
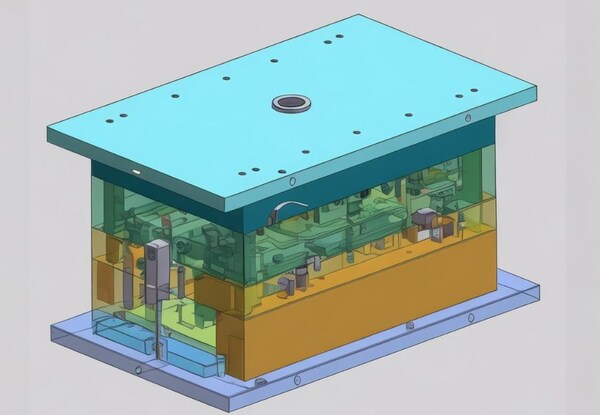
金型製造
プログラミングと電極の取り外し
金型設計が終われば、CNCプログラムを作成し、各部品の加工条件に応じて放電加工用の電極を取り出すかどうかを決める必要がある。

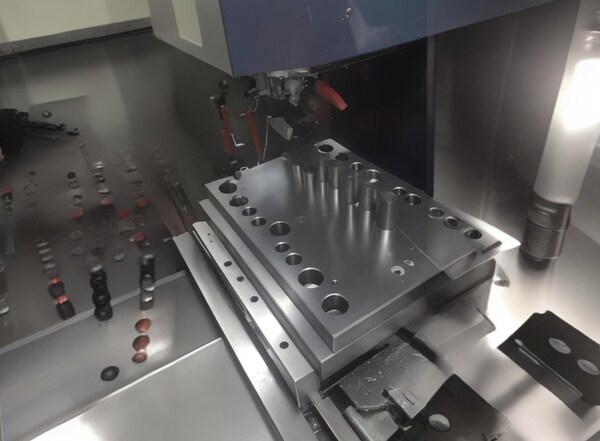
機械加工
金型の機械加工には、CNC加工、放電加工、ワイヤーカット加工、深穴加工などがある。金型のベースと材料が発注された後、金型は粗加工の状態、あるいは鋼材だけの状態になる。この時、金型の設計意図によって一連の機械加工を行い、様々な部品を作らなければならない。

CNC加工は、コンピュータ数値制御加工としても知られ、様々な加工作業、工具の選択、加工パラメータ、およびその他の要件を必要とする加工プロセスです。興味のある方は、関連情報を見つけて学ぶことができます。

放電加工(EDM)は、放電を利用して材料を浸食し、必要な大きさに加工するもので、導電性の材料しか加工できない。使用される電極は通常、銅とグラファイトでできている。
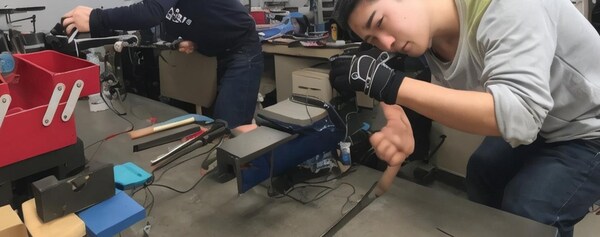
ベンチ組立
ベンチワークは金型製作の工程で非常に重要な部分であり、金型製作の全工程を通して行う必要がある作業である。ベンチワーク、フィッティング金型の組み立て、旋盤加工、フライス加工、研削加工、穴あけ加工はすべて熟練を要します。

金型の節約と研磨
金型の節約と研磨は、サンドペーパー、オイルストーン、ダイヤモンドペースト、およびその他のツールや材料を使用して、CNC、EDM、ベンチ処理の後、金型組立前に金型部品を処理するプロセスです。

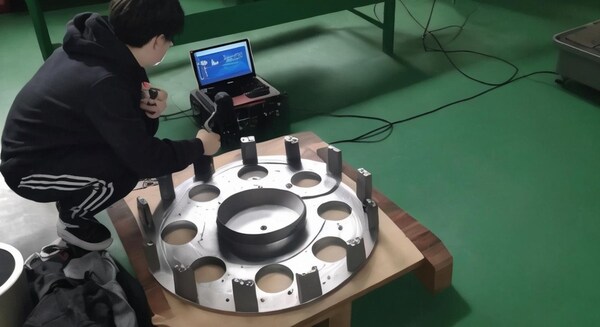
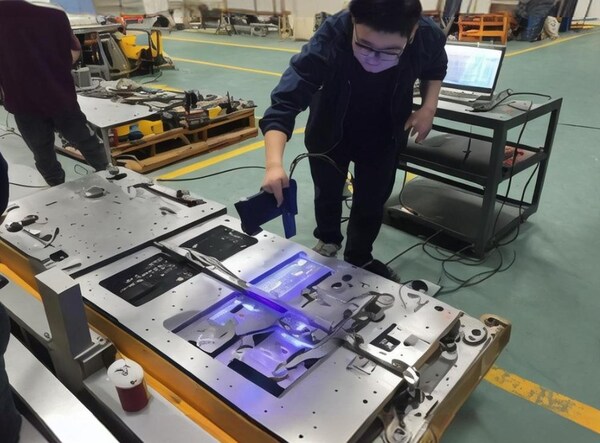
カビ検査
良い金型は、以下の受け入れ基準を満たす必要がある。
外観品質
良い金型は平らで滑らかで、明らかな傷や凹凸、変形がないこと。金型の銘板は、文字や数字が整然と配置され、明確で完全なものでなければなりません。銘板の内容には、金型モデル、メーカー情報、使用材料などの重要な情報が含まれていなければなりません。
構造的合理性
金型の構造は合理的で安定したものでなければならず、すべての部品は緩みなくしっかりと取り付けられていなければならない。
金型の位置決めリング、ゲートスリーブ、エジェクタースリーブおよびその他の部品は、設計要件を満たし、正しい位置に取り付けられ、明らかな損傷や変形がない必要があります。同時に、金型のパーティング面に継ぎ目がなく、開閉動作がスムーズで異音がないこと。
寸法精度
金型の寸法精度をチェックすることは、製品を正確に仕上げるために重要です。ですから、金型を入手したら、その寸法精度を厳密にチェックする必要があります。金型のテンプレートと部品の寸法は、設計要件を満たしている必要があります。

位置決め穴、ゲート、エジェクター穴などの位置精度は、生産要件を満たす必要があります。また、金型の閉塞高さと最大型開きストロークは、電動金型の要求を満たす必要があります。 射出成形 のマシンがある。
製造詳細
良い金型はまた、製造の細部で洗練されるべきである。例えば、ゲートスリーブのボールRは射出成形機のノズルのボールRよりも大きくして、溶融プラスチックのスムーズな流れを確保する。ゲートスリーブの入口直径はノズルの射出口の直径よりも大きくして、射出中の射出を防止する。
さらに、金型の冷却システムは、均一な冷却を保証し、成形後の製品の内部応力を低減するために合理的に設計されるべきである。
金型修正
金型がテストされると、金型テストの状況に応じて金型が変更されます。また、エンジニアがプラスチック部品を確認した後、それに応じてプラスチック部品の構造を変更する必要があります。

型が出来上がっている以上、すべての変更は面倒であり、時にはやり直しよりも難しい。具体的な状況に応じて、最善の方法を見つけなければならない。
金型の再設計
問題を完全に解決するには、金型を再設計する必要があります。金型の構造、パーティング面、ゲート位置など、元の金型の問題点に基づいて最適化します。また、金型の寿命や耐久性を向上させるために、金型材料の選択や熱処理工程の最適化も検討する必要があります。

例えば、金型のパーティング面が凸凹していて溶融充填が不十分な場合、パーティング面を再設計して溶融充填をより均一にすることができる。
金型パラメータの変更
金型のパラメータを変更することは、比較的簡単で迅速な金型修正方法である。金型サイズ、精度、表面粗さなどのパラメーターを調整することで、製品の品質と生産効率を向上させることができる。

こうして大量生産と大量生産が実現する。例えば、ゲートの大きさと位置を調整することで、溶融充填工程を最適化し、製品の品質を向上させることができる。また、金型の表面粗さを小さくすることで、製品の残渣を減らし、生産効率を向上させることができる。
金型アクセサリーの交換
金型の付属品を交換することは、金型を改造する方法として人気があり、比較的安価な方法です。キャビティ、コア、ゲートスリーブなど、金型内で摩耗や故障を起こしやすい部品については、摩耗や腐食に強い材料や表面処理に交換することができます。

また、実際の生産ニーズに基づいてより高度な金型部品を選択し、生産効率と製品品質を向上させることもできます。例えば、摩耗しやすいキャビティを耐摩耗性の高い材料に交換することで、金型の耐用年数を効果的に延ばすことができます。
金型修理
アルゴン・アーク溶接修理
溶接トーチのノズルから出るガスがアークを保護し、溶接を可能にする。

現在、TIG溶接が最も一般的な方法で、普通鋼や特殊鋼など、ほとんどの大型金属に使用できます。MIG溶接は、ステンレス鋼、アルミニウム、マグネシウム、銅、チタン、ジルコニウム、ニッケル合金に適している。
ミグ溶接は本当に安いので、金型の修理によく使われていますが、熱影響部が大きくなったり、溶接部が大きくなったりと問題もあります。MIG溶接の代わりにレーザーを使って金型を修正するようになってきている。

ブラシメッキ修理
ブラシめっき技術では、特殊な直流電源を使用する。電源のプラス極は、ブラシめっき中に陽極としてめっきペンに接続され、電源のマイナス極は、ブラシめっき中に陰極として被めっき物に接続される。
メッキペンは通常、陽極材として高純度の微細黒鉛ブロックを使用する。黒鉛ブロックは綿と耐摩耗性のポリエステル綿スリーブで包まれています。作業時には、電源部品を適切な電圧に調整します。
次にメッキペンにメッキ液を満たします。メッキペンを一定の相対速度で補修ワークの表面を往復させます。均一で理想的な金属析出層が形成されるまで、一定の圧力を維持します。
めっきペンが被修理物の表面に触れると、めっき液中の金属イオンが電界力によって被修理物の表面に移動する。金属イオンは表面で電子を獲得し、金属原子に変化する。この金属原子が析出して結晶化し、めっき層を形成する。こうして、修理されたプラスチック金型キャビティの加工面に、望む均一な析出層ができるのです。
レーザー・サーフェシング
レーザー溶接は、高出力コヒーレント単色光子流によって集光されたレーザービームを熱源として使用する溶接方法である。この溶接法には通常、連続出力レーザー溶接とパルス出力レーザー溶接がある。
レーザー溶接の利点は真空中で溶接する必要がないことだが、欠点は浸透力が電子ビーム溶接ほど強くないことである。

レーザー溶接は精密なエネルギー制御ができるので、精密機器の溶接を実現できる。多くの金属に適用でき、特に溶接が難しい金属や異種金属の溶接を解決できる。金型の修理に広く使われている。
金型メンテナンス
金型の使用環境を乾燥させ、湿気を避ける。
湿度の高い環境では、金型の表面が錆びやすくなり、金型の表面品質や耐用年数に影響します。そのため、金型を保管する際は、乾燥した風通しの良い場所を選び、防湿材で保護してください。

カビの表面を定期的に掃除する
金型を使用する際、金型には塗料や油などが付着し、使用効果に影響を与えます。そのため、金型の表面を洗剤で定期的に洗浄し、表面を滑らかにし、品質に影響する欠陥を避ける必要があります。

金型を正しく使う
金型は一定の使用条件下で設計・製造されたものであるため、使用時には特別な注意を払い、作業中の過度な使用は避け、長期間の使用中に金型が破損したり、品質に問題が生じたりしないよう、作業手順を遵守する必要がある。

こまめな注油とメンテナンス
金型は使用中、可動部の協力が必要であるため、金型の可動部には頻繁に注油し、使用中の摩耗によって金型が動かなくなったり、詰まったりするのを防ぐ必要がある。
保管方法に注意
金型を長期間保管する場合、金型がぐちゃぐちゃになって台無しになるのは避けたい。だから、保管するときは平らな場所に置き、何かで支えて、使わない間に型が曲がってしまわないようにする必要がある。

結論
プラスチック射出成形用金型は、今日の産業界において超重要である。最終製品を良いものにしたければ、良い金型が必要です。金型設計を良くし、金型製作を良くし、金型を大切にする必要があります。
顧客、金型設計、金型製作、金型トライ、金型修正、金型メンテナンス、これらすべてにおいて良い仕事をする必要があります。これらすべてにおいて良い仕事をしなければ、金型は良いものにはなりません。ですから、良い金型を作るためには、技術や工程を改善し続ける必要があるのです。







