 Vai al contenuto
Vai al contenuto 

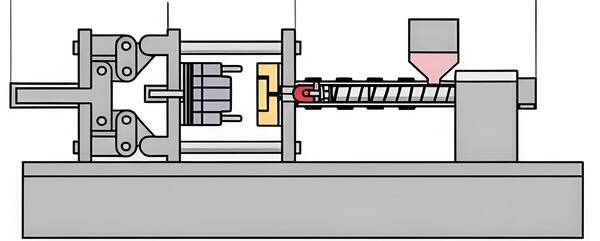
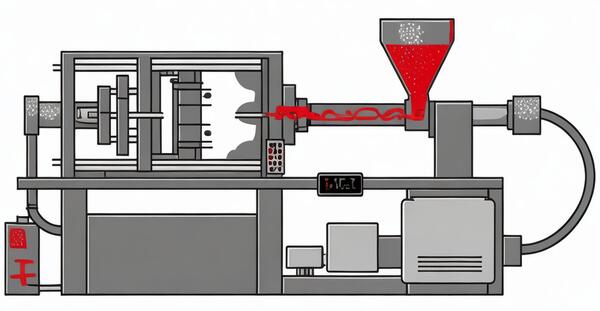
Introduzione: Nel processo di stampaggio a iniezione, la velocità è un parametro molto importante; la velocità di iniezione, definita da parametri quali il cilindro di iniezione, la pressione di iniezione p, la velocità della vite, la pressione della pompa e la fase di riempimento, influenza direttamente la qualità del prodotto e l'efficienza della produzione.

La velocità di iniezione, definita da parametri quali il cilindro di iniezione, la pressione di iniezione p, la velocità della vite, la pressione della pompa e lo stadio di riempimento, influenza direttamente la qualità del prodotto e l'efficienza della produzione. Ecco alcune informazioni di base sulla velocità di iniezione:
Cos'è la velocità di iniezione ?
La velocità di iniezione è lo spostamento della vite di iniezione per unità di tempo. Influisce direttamente sulla qualità e sull'efficienza produttiva del prodotto.

Per riempire il materiale fuso nella cavità dello stampo e ottenere prodotti con densità uniforme e alta precisione, il materiale fuso deve essere riempito nella cavità dello stampo entro un periodo di tempo che consenta un rapido riempimento dello stampo.
Se la velocità di iniezione è bassa, il tempo di riempimento del materiale fuso è lungo e il prodotto è soggetto a giunzioni fredde, densità non uniforme, sollecitazioni elevate e altri svantaggi.
L'utilizzo dell'iniezione ad alta velocità consente di ridurre la differenza di temperatura del materiale fuso nella cavità dello stampo, di migliorare l'effetto di trasmissione della pressione e di ottenere prodotti di precisione con densità uniforme e basse sollecitazioni.
Tuttavia, se la velocità di iniezione è troppo elevata, il materiale fuso fluirà facilmente in modo irregolare attraverso la porta e altri punti, causando la combustione del materiale, l'ingresso di gas, uno scarico insufficiente e influendo direttamente sulla qualità superficiale del prodotto.
Allo stesso tempo, se la velocità di iniezione è troppo elevata, non è facile ottenere una commutazione stabile tra pressione di iniezione e pressione di mantenimento e il prodotto spesso trabocca a causa della sovrapressione.
Durante l'iniezione, la velocità di ciascun punto della porta e della sezione trasversale della cavità non è uniforme. Nel processo di iniezione, il fluido deve essere iniettato lentamente dopo essere entrato nella cavità.

Nella fase finale, la velocità di iniezione deve essere accelerata per garantire la pienezza, quindi la velocità di iniezione deve essere controllata per gradi.
Aumentando la velocità di iniezione si aumenta la pressione di riempimento. Il riempimento ad alta velocità consente di mantenere la massa fusa a una temperatura più elevata, di ridurre la viscosità e la perdita di resistenza del fluido e quindi di aumentare la pressione della cavità.

Allo stesso tempo, può anche rallentare il raffreddamento e il prodotto risulta uniforme e denso. Tuttavia, se la velocità è troppo elevata, il flusso di fusione sarà instabile e lo stampo si rigonfierà.
Inoltre, la determinazione della velocità di iniezione deve basarsi su diverse strutture, dimensioni dello stampo, sistemi di canali e proprietà del polimero.

Quali sono i fattori che influenzano la velocità di iniezione?
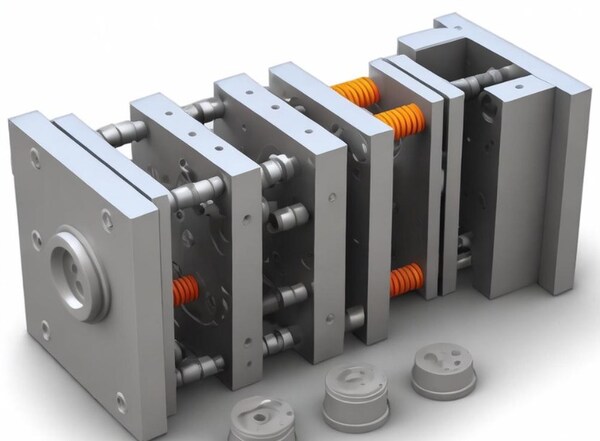
Progettazione di stampi
Le diverse materie plastiche hanno requisiti diversi per quanto riguarda la velocità di iniezione. In genere, le plastiche ad alta viscosità richiedono velocità di iniezione inferiori. Ad esempio, il polietilene a bassa densità richiede una velocità di iniezione inferiore per evitare la generazione di calore eccessivo, la deformazione o il ritiro.
Quando si inietta plastica ABS, è necessaria una velocità di iniezione più elevata per garantire che la superficie della parte in plastica sia liscia e non produca linee calde o emulsioni.
Geometria dello stampo
Anche la geometria dello stampo è un fattore importante: i pezzi a parete sottile necessitano della velocità di iniezione più elevata; i pezzi a parete spessa necessitano di una curva di velocità lenta-veloce-lenta per evitare difetti; per garantire la qualità del pezzo, l'impostazione della velocità di iniezione deve garantire che la portata del fronte di fusione rimanga invariata.

La struttura e la costruzione dello stampo sono direttamente correlate alla qualità di stampaggio e alla velocità di iniezione del pezzo in plastica.
Ad esempio, se lo stampo ha una cavità grande, è necessario iniettare la plastica ad alta velocità per riempire l'intera cavità. Se lo stampo ha una cavità piccola, è necessario iniettare la plastica a bassa velocità per evitare di danneggiare lo stampo.

Proprietà del materiale
Le proprietà dei materiali sono importantissime perché i polimeri possono rompersi a causa di diverse sollecitazioni.
Se si aumenta la temperatura dello stampo, si potrebbe ossidare e rompere la struttura chimica, ma allo stesso tempo si romperà meno a causa del taglio, perché l'alta temperatura rende il materiale meno viscoso e riduce lo stress da taglio.

Senza dubbio, la velocità di iniezione multistadio è molto utile per lo stampaggio di materiali sensibili al calore come PC, POM, UPVC e le loro formulazioni.
Modello di macchina ad iniezione
La velocità di iniezione è direttamente influenzata dai parametri della macchina di iniezione, come il tonnellaggio, la pressione dell'olio e il volume di iniezione.

In generale, le macchine a iniezione di grandi dimensioni richiedono una pressione e un volume di iniezione più elevati e una velocità di iniezione più elevata. Le macchine a iniezione di piccole dimensioni sono soggette a cricche o difetti nelle parti in plastica a causa dell'eccessiva velocità di iniezione.
Competenze dell'operatore
Anche l'abilità dell'operatore influisce direttamente sulla velocità di iniezione. Ad esempio, un buon operatore può regolare la velocità di iniezione in base al tipo di macchina di iniezione e alle caratteristiche della plastica, per garantire un processo di iniezione regolare e una buona qualità dei pezzi in plastica.

Altre limitazioni del flusso e fattori di instabilità
Quando si imposta il segmento di velocità, è necessario considerare la geometria dello stampo, altre restrizioni di flusso e fattori instabili. È necessario avere una chiara comprensione del processo di stampaggio a iniezione e la conoscenza dei materiali, altrimenti sarà difficile controllare la qualità del prodotto.
Poiché è difficile misurare direttamente la portata della colata, è possibile calcolarla indirettamente misurando la velocità di avanzamento della vite o la pressione della cavità (per verificare che la valvola di ritegno non perda).
Portata di fusione
La velocità del flusso di fusione è molto importante perché influisce sull'orientamento molecolare e sulle condizioni superficiali del pezzo; quando il fronte di fusione raggiunge la struttura trasversale, deve essere rallentato; per stampi complessi con diffusione radiale, la velocità del flusso di fusione deve essere aumentata in modo uniforme.
I canali lunghi devono essere riempiti rapidamente per ridurre il raffreddamento del fronte di fusione, ma l'iniezione di materiali ad alta viscosità, come il PC, rappresenta un'eccezione, poiché una velocità troppo elevata porterà il materiale freddo nella cavità attraverso l'ingresso dell'acqua.
Quando la colata passa attraverso l'ugello e il canale di scorrimento fino all'ingresso dell'acqua, la superficie del fronte di colata può essersi raffreddata e solidificata, oppure la colata può ristagnare a causa dell'improvviso restringimento del canale di scorrimento fino a quando non viene accumulata una pressione sufficiente a spingere la colata attraverso l'ingresso dell'acqua, il che causerà un picco di pressione attraverso l'ingresso dell'acqua.
Se la pressione è troppo alta, danneggia il materiale e provoca difetti superficiali come segni di scorrimento e bruciature all'ingresso dell'acqua. Si può ovviare a questo problema rallentando appena prima dell'ingresso dell'acqua.
In questo modo si interromperà l'eccessivo taglio all'ingresso dell'acqua e si potrà accelerare la velocità di iniezione fino a riportarla a quella iniziale. È difficile controllare la velocità di iniezione per rallentare all'ingresso dell'acqua, quindi è meglio rallentare alla fine del canale.
Come controllare la velocità di iniezione ?
La velocità di iniezione della pressa a iniezione è la velocità con cui il materiale plastico viene iniettato nello stampo. Essa influisce sul tempo necessario alla plastica per riempire lo stampo e sul modo in cui la pressione viene distribuita nello stampo.

È necessario regolare la velocità di iniezione in base al prodotto specifico e al materiale plastico utilizzato. Ecco alcuni modi per controllare la velocità di iniezione:
Valvola di controllo convenzionale Controllo
La velocità di iniezione viene regolata controllando la valvola che regola il flusso dell'olio. Questo metodo viene solitamente utilizzato nelle presse a iniezione semplici e ha una funzione di regolazione della velocità relativamente elementare.

Valvola di controllo convenzionale Controllo
Il sistema di iniezione è azionato da un servomotore e la velocità di iniezione viene controllata regolando la velocità del motore. Questo metodo ha una maggiore precisione e velocità di risposta ed è adatto ai processi di stampaggio a iniezione ad alta richiesta.
Controllo proporzionale della valvola
La valvola proporzionale controlla il flusso del sistema idraulico per una regolazione precisa della velocità di iniezione. La valvola proporzionale controlla il flusso mediante un segnale elettromagnetico, in modo da poter regolare e controllare con precisione la velocità di iniezione.

Come impostare la velocità di iniezione ?
Selezionare la velocità di iniezione in base alle caratteristiche del prodotto
Scegliere la velocità di iniezione in base alle diverse caratteristiche del prodotto, come la struttura, le dimensioni, lo spessore, il materiale e altri fattori. Prodotti diversi richiedono velocità di iniezione diverse ed è necessario regolare la velocità di iniezione per ottenere il miglior effetto di stampaggio.
Effettuare adeguamenti ragionevoli
La velocità di iniezione deve essere regolata in base alla situazione reale. Non andate troppo veloci o troppo lenti, altrimenti non riuscirete a fare molto.

Utilizzare la tecnologia di elaborazione scientifica
Utilizzare una tecnologia di lavorazione dello stampaggio a iniezione scientifica e ragionevole, combinata con l'esperienza di produzione, le condizioni reali, le prestazioni medie e altri fattori per l'ottimizzazione.
La tecnologia di lavorazione scientifica può massimizzare la corrispondenza tra velocità di iniezione e caratteristiche del prodotto per ottenere il miglior effetto di lavorazione.

Come scegliere la velocità di iniezione ?
In base al flusso della massa fusa durante il processo di iniezione, la velocità di iniezione viene generalmente suddivisa in cinque parti:
Riempimento ad alta velocità
La prima parte è costituita dal canale principale e dal canale secondario. In linea di principio, si utilizza un riempimento ad alta velocità, che può abbreviare il ciclo di stampaggio, ma occorre considerare che l'iniezione ad alta velocità non deve causare una scarsa qualità della superficie.
Bassa velocità di iniezione
La seconda parte è il cancello e la parte del prodotto vicino al cancello. In questa fase vengono apportate le modifiche corrispondenti alle diverse materie prime e alle forme del cancello.
In genere si consiglia di utilizzare una velocità di iniezione inferiore, soprattutto per le resine ad alta viscosità come PC, PMMA, ABS, ecc. e per le porte laterali (porte diritte, come le lastre trasparenti degli armadi, le coperture delle porte dei pannelli delle finestre e le lame longitudinali, ecc.

Se la porta è una porta a spillo o una porta a tunnel e il materiale è una resina a bassa viscosità come PP, PA, PBT, ecc. e i requisiti di qualità della superficie vicino alla porta non sono elevati, è possibile utilizzare l'iniezione ad alta velocità.
Principi dell'iniezione ad alta velocità
La terza parte è la parte principale del pezzo stampato, cioè il prodotto vicino alla porta è riempito per circa 70% - 80% del peso del pezzo stampato.

Questo componente utilizza l'iniezione ad alta velocità per abbreviare il ciclo di stampaggio, ridurre la variazione di viscosità della massa fusa nella cavità dello stampo metallico, migliorare la brillantezza della superficie del prodotto e ridurre la deformazione causata dalla diminuzione della pressione plastica durante il riempimento dello stampo. Può migliorare la resistenza e l'aspetto della linea di saldatura.
Iniezione a media velocità
La quarta parte è piena da 85% a 90%. Questa parte viene iniettata a velocità media. Lo scopo è quello di passare all'iniezione a bassa velocità della fase successiva e di evitare che il prodotto stampato sia troppo spesso e che si formi un'infiammatura a causa di un cancello non uniforme.

Iniezione a bassa velocità
La quinta fase è il riempimento finale della cavità. L'uso dell'iniezione a bassa velocità impedisce la formazione di macchie e bruciature e migliora la stabilità delle dimensioni e del peso del prodotto. Allo stesso tempo, può anche controllare e ridurre la pressione di chiusura.
Quali problemi si possono risolvere regolando la velocità di iniezione? ?
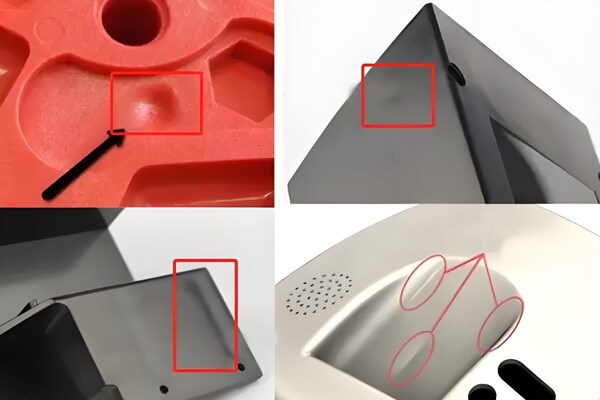
È possibile evitare o ridurre difetti come bagliori, bruciature e aria intrappolata controllando la velocità di iniezione dell'ultimo stadio.

Flash
Un rallentamento alla fine del riempimento può prevenire il sovraimballaggio, evitare il flash e ridurre lo stress residuo. La riduzione della velocità di sfiato, soprattutto alla fine dell'iniezione, può anche risolvere il problema dell'aria intrappolata causato da uno sfiato insufficiente alla fine del percorso del flusso o da problemi di pressione minima di riempimento.

Colpo corto
Il colpo corto si verifica quando la massa fusa rallenta all'ingresso dell'acqua o quando la massa fusa si solidifica e blocca il flusso localmente. È possibile risolvere questo problema aumentando la velocità di iniezione subito dopo l'ingresso dell'acqua o il blocco locale del flusso.

Difetti come segni di flusso, bruciature all'ingresso dell'acqua, rottura molecolare, delaminazione e spellatura su materiali sensibili al calore sono causati da un taglio eccessivo quando attraversano l'ingresso dell'acqua.
Le parti lisce dipendono dalla velocità di iniezione e i materiali caricati con fibre di vetro sono particolarmente sensibili, soprattutto il nylon. Le macchie scure (motivi ondulati) sono causate dall'instabilità del flusso dovuta a variazioni di viscosità. Un flusso distorto può causare motivi ondulati o nebulizzazioni non uniformi, e il difetto esatto dipende dall'entità dell'instabilità del flusso.

Quando il materiale fuso passa attraverso l'ingresso dell'acqua, l'iniezione ad alta velocità provoca un elevato taglio e le materie plastiche sensibili al calore vengono bruciate. Il materiale bruciato attraverserà la cavità, raggiungerà il fronte di flusso e apparirà sulla superficie del pezzo.
Schema di tiro
Per evitare la formazione di pallini, l'impostazione della velocità di iniezione deve garantire che l'area delle linee di flusso si riempia rapidamente e poi passi lentamente attraverso l'ingresso dell'acqua. Trovare questo punto di transizione della velocità è l'essenza del problema. Se è troppo presto, il tempo di riempimento aumenterà eccessivamente.

Se è troppo tardi, l'eccessiva inerzia del flusso causerà la formazione di pallini. Quanto più bassa è la viscosità della massa fusa e quanto più alta è la temperatura del cilindro, tanto più evidente è la tendenza alla formazione di pallini. Poiché i piccoli ingressi d'acqua richiedono un'iniezione ad alta velocità e ad alta pressione, sono anche un fattore importante che porta a difetti di flusso.
Restringimento
Per ridurre il ritiro, è necessario migliorare la trasmissione della pressione e ridurre la caduta di pressione. La bassa temperatura dello stampo e la bassa velocità di avanzamento della vite accorciano la lunghezza del flusso, quindi è necessario utilizzare un'elevata velocità di iniezione per compensare.
Il flusso veloce riduce la perdita di calore, mentre il calore generato dal taglio elevato provoca un aumento della temperatura della massa fusa e rallenta il tasso di ispessimento dello strato esterno del pezzo. L'intersezione della cavità deve essere sufficientemente spessa per evitare una caduta di pressione eccessiva, pena il ritiro.
Conclusione
In conclusione, la velocità di iniezione è molto importante nel processo di stampaggio a iniezione. Controllando la velocità di iniezione, è possibile migliorare l'aspetto del prodotto, realizzare un maggior numero di prodotti e assicurarsi che il prodotto abbia le dimensioni e la resistenza giuste.
Materiali diversi, strutture di stampi diverse e requisiti di prodotto diversi richiedono un'attenta regolazione e un controllo preciso della velocità di iniezione per ottenere il miglior effetto di stampaggio.
Pertanto, una profonda comprensione del processo di stampaggio a iniezione e delle proprietà dei materiali e delle pratiche di produzione scientifiche fornirà un supporto fondamentale per l'ottimizzazione della produzione di stampaggio a iniezione.







