 Vai al contenuto
Vai al contenuto 
Servizi di stampa 3D con stereolitografia (SLA)
La stampa 3D con Stereolitografia (SLA) è un'arma di precisione. Scoprite oggi la qualità e l'innovazione.

Guida completa alla stampa 3D con stereolitografia (SLA)
Cos'è la stampa 3D SLA e perché è importante?
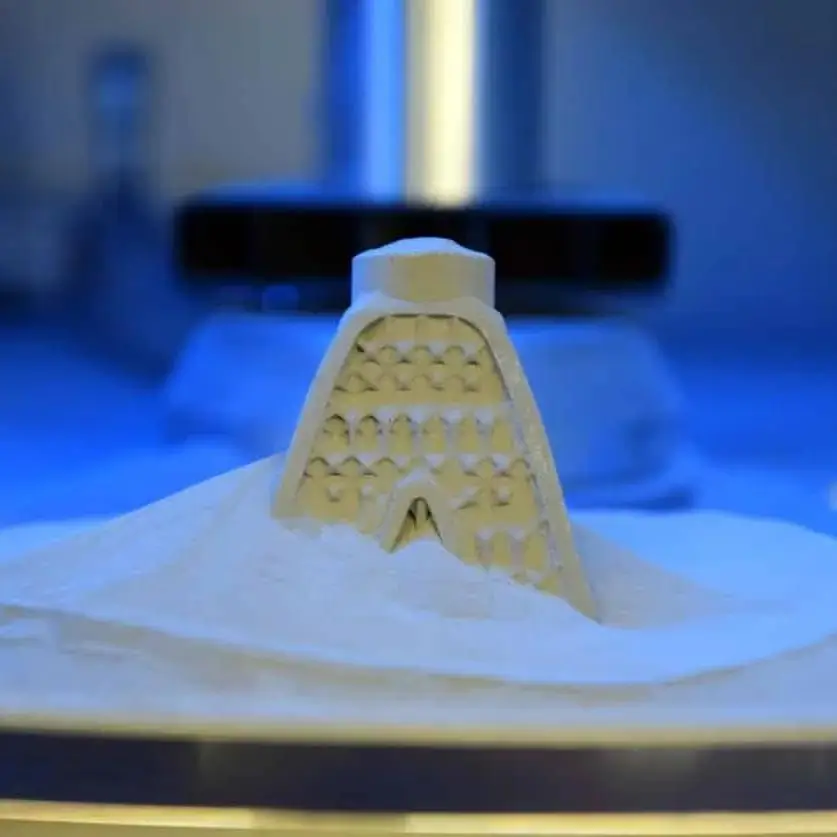
La stereolitografia, comunemente nota come SLA, è un potente processo di produzione additiva che appartiene alla famiglia della fotopolimerizzazione al tino. Inventato da Chuck Hull negli anni '80, è stata la prima tecnologia di stampa 3D commercializzata, gettando le basi per l'intero settore. Il principio fondamentale della SLA consiste nell'utilizzare un fascio concentrato di luce ultravioletta (UV), in genere un laser, per polimerizzare e solidificare selettivamente una resina fotopolimerica liquida strato per strato, costruendo un oggetto tridimensionale a partire da un progetto digitale.
La SLA è un processo fotochimico. Si parte da una vasca di resina fotopolimerica liquida sensibile ai raggi UV. Un laser UV, guidato con precisione da un sistema di specchi chiamati galvanometri, traccia la geometria trasversale di un singolo strato di un modello 3D sulla superficie di questa resina. L'energia UV focalizzata innesca una reazione chimica - la polimerizzazione - che trasforma immediatamente la resina liquida in plastica solida. Una volta completato uno strato, la piattaforma di costruzione si sposta di pochissimo e il processo si ripete fino alla formazione dell'intero oggetto. Questo metodo consente alla SLA di produrre pezzi con un livello di dettaglio e di qualità superficiale che molte altre tecnologie non possono eguagliare.
Perché lo SLA è una pietra miliare della produzione moderna?
La SLA è importante perché stabilisce lo standard industriale per prototipi e pezzi ad alta fedeltà. La sua capacità di produrre elementi di poche decine di micron con una finitura superficiale incredibilmente liscia, quasi simile a quella di uno stampo a iniezione, la rende indispensabile per le applicazioni in cui l'estetica e i dettagli sono fondamentali.
Dai dispositivi medici all'elettronica di consumo, la SLA è diventata uno strumento fondamentale per l'innovazione. Accelera il ciclo di sviluppo del prodotto consentendo una rapida iterazione. Un progettista può avere a disposizione un pezzo fisico in poche ore o giorni, anziché in settimane o mesi. Questo rapido ciclo di feedback consente di raggiungere più rapidamente il mercato con prodotti migliori e più raffinati. La versatilità dei materiali, tra cui opzioni biocompatibili, colabili e ad alta temperatura, ha aperto nuove possibilità in campi come l'odontoiatria, la gioielleria e l'ingegneria specializzata, consolidando la sua posizione di tecnologia vitale, non solo storica.
- Prototipi visivi: Consente a progettisti e ingegneri di creare modelli realistici "look and feel" che rappresentano accuratamente l'aspetto del prodotto finale.
- Test di forma e vestibilità: L'elevata precisione della SLA consente di utilizzare i pezzi per verificare i giochi di assemblaggio e le interfacce meccaniche prima di impegnarsi in costose attrezzature.
- Geometrie complesse: La SLA può creare canali interni intricati, forme organiche complesse e caratteristiche delicate che sono impossibili da produrre con i metodi sottrattivi tradizionali, come la lavorazione CNC.
Come funziona la stampa 3D SLA passo dopo passo?
La comprensione del processo SLA è fondamentale per apprezzarne le capacità. Il viaggio da un file digitale a un oggetto fisico è una sequenza di eventi meticolosa e altamente controllata.
Fase 1: preparazione e taglio del modello 3D:
Il processo inizia con un modello digitale 3D, in genere creato con un software CAD (Computer-Aided Design). Formato del file e affettatura:
- Esportazione del modello: Il modello CAD viene esportato in un formato di file stampabile in 3D, generalmente STL (Standard Tessellation Language) o OBJ. Questo formato rappresenta la superficie del modello 3D come una maglia di triangoli.
- Software di affettatura: Il file STL viene quindi importato in un software di "slicing" specializzato. Questo software "affetta" digitalmente il modello in centinaia o migliaia di strati sottili e orizzontali.
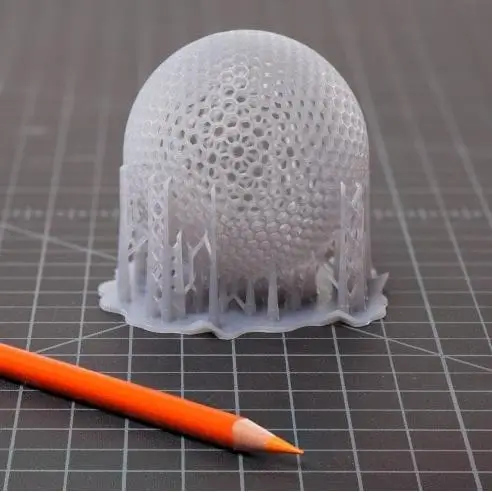
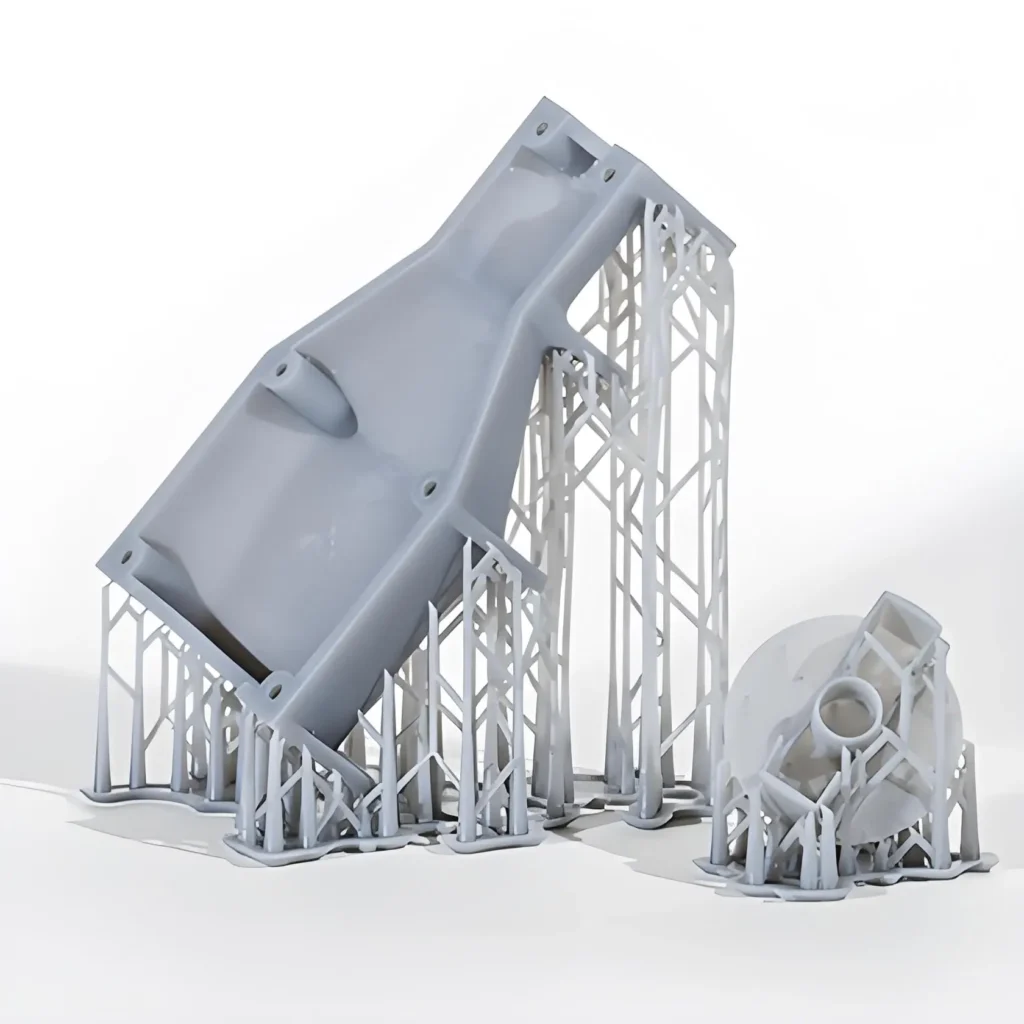
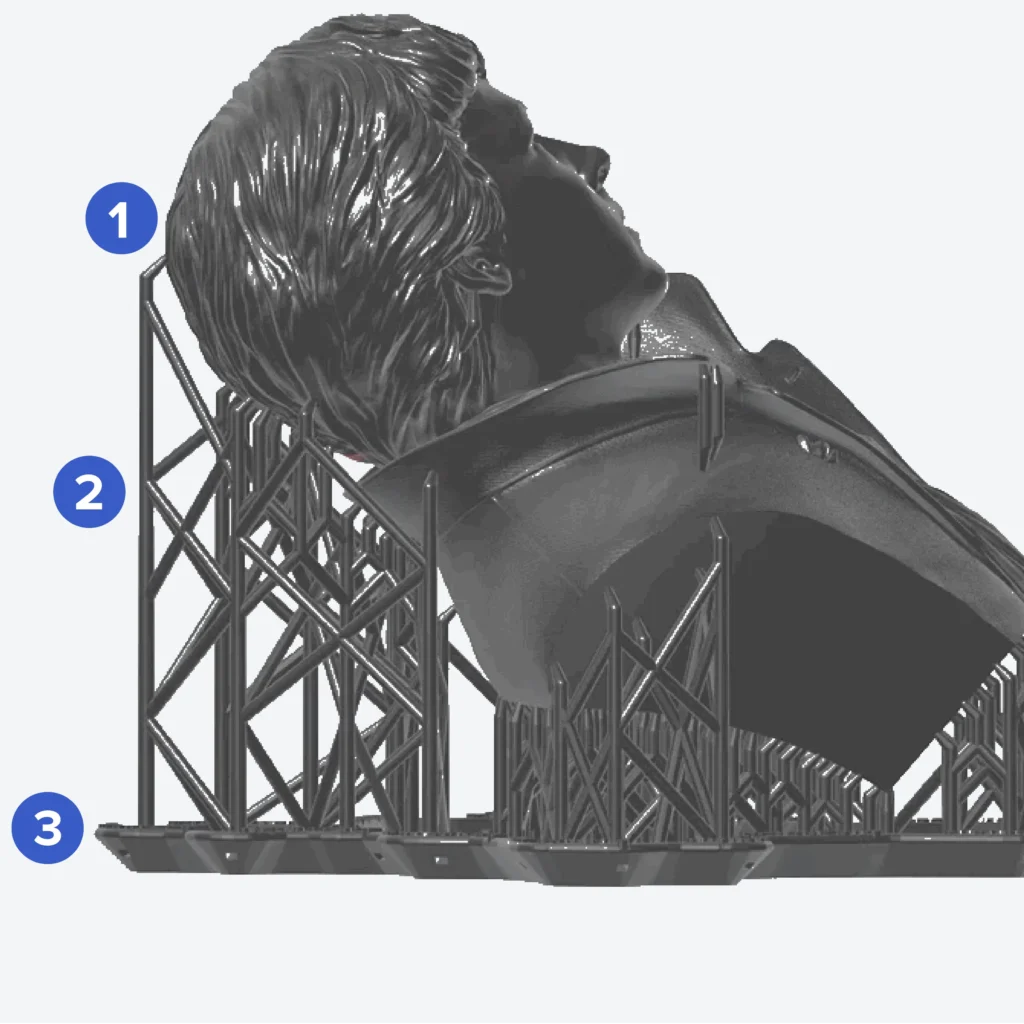
- Orientamento e supporto: In questa fase, l'operatore o il progettista orienta il pezzo all'interno del volume di costruzione virtuale per ottimizzare i tempi di stampa, la qualità della superficie e la resistenza. Il software genera quindi automaticamente le strutture di supporto necessarie: sottili trampoli simili a tralicci che ancorano il pezzo alla piattaforma di costruzione e sostengono le sporgenze e le isole per evitare che si abbassino o si stacchino durante la stampa.

Fase 2: Impostazione della macchina e preparazione del materiale:
Prima di iniziare la stampa, la macchina SLA deve essere preparata. Lista di controllo pre-stampa:
- Vasca di resina: Il serbatoio della resina, o tino, viene riempito con la resina fotopolimerica liquida scelta. È fondamentale assicurarsi che non vi siano bolle o particelle polimerizzate da stampe precedenti.
- Piattaforma di costruzione: La piattaforma di costruzione è installata in modo sicuro e calibrata con precisione per garantire che sia perfettamente in piano e all'altezza di partenza corretta rispetto alla superficie di resina.
- Caricamento dei file: Il file tagliato, ora contenente le istruzioni strato per strato (codice G), viene inviato alla stampante 3D.
Fase 3: il ciclo di polimerizzazione strato per strato:
Questo è il cuore del processo di stampa SLA, ripetuto per ogni strato dell'oggetto. Il ciclo di stampa:
- Adesione iniziale dello strato: La piattaforma di costruzione si abbassa nella vasca di resina, lasciando uno spazio pari all'altezza dello strato (in genere 25-100 micron) tra la piattaforma e il fondo della vasca.
- Polimerizzazione laser: Il laser UV ad alta precisione viene attivato. Diretto da galvanometri controllati da un computer, scansiona rapidamente la sezione trasversale del primo strato, solidificando la resina che tocca.
- Movimento della piattaforma: Una volta che lo strato è completamente indurito, la piattaforma di costruzione si sposta verso l'alto (nella maggior parte dei moderni sistemi SLA "invertiti"), staccando lo strato solido appena formato dal fondo della vasca.
- Rivestimento in resina: Una lama o un meccanismo di ricopertura attraversa il tino per assicurare che uno strato fresco, liscio e consistente di resina liquida sia pronto per il passaggio successivo.
- Ripetizione: La piattaforma di costruzione si abbassa nuovamente e il laser polimerizza lo strato successivo, fondendolo con quello sottostante. Questo ciclo continua fino al completamento del pezzo.
Fase 4: Rimozione dei pezzi e pulizia iniziale:
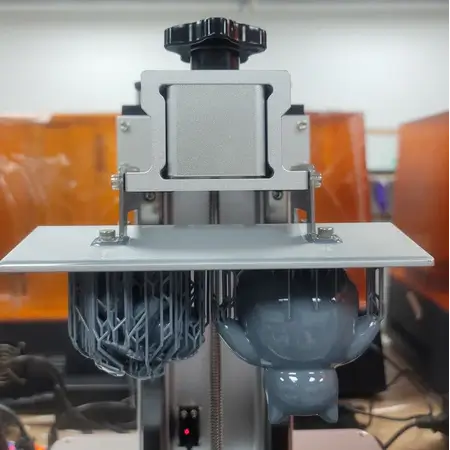
Una volta stampato lo strato finale, la piattaforma di costruzione si solleva dalla vasca della resina, rivelando il pezzo finito, che ora viene definito "verde". È ancora rivestito di resina liquida non polimerizzata e non ha ancora raggiunto le proprietà meccaniche finali. L'operatore stacca con cura il pezzo e le sue strutture di supporto dalla piattaforma di costruzione, pronto per il flusso di lavoro essenziale di post-elaborazione.
Quali sono i materiali utilizzati nella stampa SLA?
La versatilità della SLA è in gran parte definita dall'ampia gamma di resine fotopolimeriche. Si tratta di polimeri termoindurenti, il che significa che una volta induriti non possono essere fusi per tornare in forma liquida. Ogni tipo di resina è formulato con additivi specifici per ottenere proprietà meccaniche, termiche e visive diverse.
1. Conoscere le resine fotopolimeriche:
Le resine SLA sono miscele chimiche complesse. I componenti principali sono:
- Monomeri e oligomeri: I mattoni fondamentali della plastica.
- Fotoiniziatori: Molecole che assorbono la luce UV e avviano la reazione di polimerizzazione.
- Additivi: Riempitivi, pigmenti e altre sostanze chimiche che modificano le proprietà del materiale finale (ad esempio, tenacità, flessibilità, colore, resistenza al calore).
2. Tipi comuni di resine SLA e loro applicazioni:
① Resine standard:
- Proprietà: Sono i cavalli di battaglia generali della SLA. Offrono una risoluzione estremamente elevata, una finitura superficiale molto liscia e sono eccellenti per catturare dettagli fini. Tuttavia, tendono a essere relativamente fragili e a presentare una bassa resistenza agli urti e al calore.
- Applicazioni: Ideale per prototipi visivi, modelli concettuali, arte, figurine e parti in cui l'estetica è più importante delle prestazioni meccaniche.
② Resine ingegneristiche (resistenti e durevoli):
- Proprietà: Formulate per simulare i comuni materiali termoplastici tecnici come ABS e PP. Queste resine offrono un equilibrio superiore tra forza, rigidità e resistenza agli urti. Le resine "Tough" sono progettate per resistere alle sollecitazioni e agli sforzi, mentre le resine "Durable" offrono un'elevata resistenza all'usura e flessibilità.
- Applicazioni: Prototipi funzionali, maschere e dispositivi, involucri a scatto e componenti per uso finale che richiedono prestazioni meccaniche elevate.
③ Resine flessibili ed elastiche:
- Proprietà: Questi materiali imitano le proprietà della gomma o del silicone, con vari gradi di flessibilità ed elasticità misurati dalla durezza Shore (ad esempio, 50A, 80A). Possono essere piegati, allungati e compressi ripetutamente.
- Applicazioni: Guarnizioni, guarnizioni, impugnature soft-touch, oggetti da indossare, modelli anatomici per la simulazione chirurgica e prototipazione di prodotti elastomerici.
④ Resine colabili:
- Proprietà: Questa resina specializzata è progettata con un alto contenuto di cera. La proprietà chiave è il suo "burnout" pulito durante il processo di microfusione: quando viene riscaldata in un forno, si trasforma in cenere e gas con un residuo minimo. Questo lascia una cavità perfetta nello stampo di colata.
- Applicazioni: Il materiale di riferimento per l'industria della gioielleria (creazione di modelli master per anelli e ciondoli) e per l'odontoiatria (modelli per corone e ponti).
⑤ Resine per alte temperature:
- Proprietà: Queste resine sono progettate per presentare un'elevata temperatura di deformazione termica (HDT), ovvero la temperatura alla quale un materiale inizia a deformarsi sotto un carico specifico. Possono resistere a temperature ben superiori a 200°C (392°F) dopo il post-curing.
- Applicazioni: Stampi a iniezione per prototipazione (per piccole tirature), dispositivi di prova per aria calda e flusso di fluidi, componenti resistenti al calore e supporti per illuminazione ed elettronica.
⑥ Resine biocompatibili e mediche:
- Proprietà: Sviluppate per applicazioni mediche e dentali, queste resine sono certificate per la biocompatibilità (ad esempio, ISO 10993) per il contatto con la pelle o le mucose. Sono resistenti ai metodi di sterilizzazione come l'autoclave.
- Applicazioni: Guide chirurgiche personalizzate, apparecchi acustici, modelli dentali, bite e altri dispositivi medici specifici per il paziente. È richiesta una stretta osservanza dei protocolli di produzione e post-lavorazione.
⑦ Resine caricate con ceramica:
- Proprietà: Si tratta di materiali compositi in cui la resina polimerica è riempita con particelle di ceramica. In questo modo si ottengono pezzi eccezionalmente rigidi, termicamente stabili e con una finitura liscia e opaca. Tuttavia, sono più fragili di altre resine ingegneristiche.
- Applicazioni: Parti che richiedono estrema rigidità e stabilità termica e che non sono soggette a fragilità, come i modelli per la galleria del vento e le attrezzature specializzate.

Quali sono i principali vantaggi della stampa 3D SLA?
La popolarità duratura dell'SLA è dovuta a una serie di vantaggi unici che ne fanno la scelta ottimale per un'ampia gamma di applicazioni.
1. Precisione e dettagli ineguagliabili:
Il vantaggio fondamentale della SLA risiede nella sua risoluzione. La dimensione dello spot laser utilizzato nelle stampanti SLA è estremamente ridotta (spesso 80-140 micron di diametro), consentendo di disegnare caratteristiche incredibilmente fini e bordi affilati. Questa precisione è ineguagliata dalla maggior parte delle altre tecnologie di stampa, in particolare dalla FDM, e rende la SLA il gold standard per i pezzi con dettagli intricati.
2. Eccezionale finitura superficiale:
Poiché la SLA costruisce i pezzi polimerizzando un liquido, le superfici risultanti sono eccezionalmente lisce e non porose. Le transizioni tra gli strati sono spesso invisibili a occhio nudo e conferiscono al pezzo finale un aspetto simile a quello prodotto dallo stampaggio a iniezione. Ciò elimina la necessità di un'estesa post-lavorazione per ottenere una finitura di alta qualità, risparmiando tempo e manodopera.
3. Versatilità dei materiali per applicazioni specializzate:
Come illustrato nella sezione dedicata ai materiali, l'ampiezza delle resine SLA disponibili è un vantaggio significativo. La possibilità di scegliere tra materiali tenaci, flessibili, colabili, resistenti al calore o biocompatibili significa che la SLA può essere utilizzata non solo per la prototipazione, ma per una vasta gamma di applicazioni funzionali e di uso finale in diversi settori.
4. Parti impermeabili e isotrope:
Il processo di incollaggio chimico tra gli strati in SLA crea parti completamente dense e a tenuta stagna appena uscite dalla stampante. Inoltre, questo forte legame chimico dà vita a pezzi ampiamente isotropi, ovvero le cui proprietà meccaniche (come la resistenza alla trazione) sono coerenti lungo tutti e tre gli assi (X, Y e Z). Questo è un netto contrasto con la FDM, dove i pezzi sono anisotropi e significativamente più deboli lungo l'asse Z (tra gli strati). Questa isotropia rende i pezzi SLA più affidabili per le applicazioni meccaniche.
5. Cicli di sviluppo del prodotto accelerati:
Per creare un singolo prototipo ad alta fedeltà, la SLA è straordinariamente veloce. Può trasformare un progetto digitale complesso in un oggetto tangibile in una notte. Questa velocità consente ai team di progettazione di eseguire iterazioni rapide: stampare un pezzo, testarlo, apportare modifiche al progetto e stampare la versione successiva in un ciclo continuo. Questo accorcia drasticamente i tempi di sviluppo, riduce il rischio di costosi errori di attrezzaggio e, in ultima analisi, porta a prodotti migliori.

Quali sono i limiti o le sfide della stampa SLA?
Pur essendo potente, lo SLA non è privo di sfide. Una comprensione realistica dei suoi limiti è fondamentale per un'implementazione di successo.
1. Costi materiali e operativi più elevati:
Le resine fotopolimeriche sono molto più costose dei filamenti termoplastici utilizzati nella stampa FDM. Il costo per chilogrammo può essere da 3 a 10 volte superiore. Inoltre, i macchinari sono più complessi e i materiali di consumo, come il serbatoio della resina e la piattaforma di costruzione, hanno una durata limitata e richiedono una sostituzione periodica, aumentando il costo operativo complessivo.
2. Post-elaborazione obbligatoria e disordinata:
Le parti SLA non sono pronte per l'uso direttamente dalla stampante. Richiedono un flusso di lavoro di post-elaborazione in più fasi che richiede tempo e fatica. Questo include:
- Lavaggio: La parte "verde" deve essere lavata accuratamente con un solvente, in genere alcool isopropilico (IPA), per rimuovere tutti i residui di resina non polimerizzata dalla sua superficie.
- Polimerizzazione: Il pezzo lavato deve poi essere esposto alla luce UV e spesso al calore in una stazione di polimerizzazione specializzata per ottenere le proprietà meccaniche finali ottimali. Questo flusso di lavoro richiede attrezzature dedicate, uno spazio ben ventilato e un'adeguata gestione delle sostanze chimiche pericolose.
3. Sensibilità ai raggi UV e potenziale di fragilità:
Le resine SLA standard, in particolare, sono suscettibili di degradazione a causa dell'esposizione prolungata alla luce solare (raggi UV). Con il passare del tempo, le parti possono diventare più fragili, cambiare colore e perdere la loro integrità meccanica. Anche se i rivestimenti resistenti ai raggi UV possono attenuare questo fenomeno, si tratta di una considerazione fondamentale per i pezzi destinati a un uso prolungato all'esterno. Molte resine standard sono inoltre intrinsecamente più fragili dei tecnopolimeri.
4. Volumi di costruzione generalmente più ridotti:
5. Necessità e impatto delle strutture di supporto:
Quasi tutte le stampe SLA richiedono strutture di supporto per ancorare la parte alla piattaforma di costruzione e per sostenere eventuali elementi sporgenti. Questi supporti sono realizzati con lo stesso materiale della parte e devono essere rimossi manualmente durante la post-elaborazione. Questo processo di rimozione può lasciare piccoli nodi o segni sulla superficie che possono richiedere un'accurata levigatura per creare una finitura perfettamente liscia, aumentando il tempo di lavoro.
Come si colloca la SLA rispetto ad altre tecnologie di stampa 3D?
La scelta della giusta tecnologia di stampa 3D dipende interamente dai requisiti di costo, velocità, proprietà dei materiali e precisione dell'applicazione.
1. SLA vs. Fused Deposition Modeling (FDM):
La FDM è la tecnologia di stampa 3D più comune e accessibile, che costruisce parti estrudendo un filamento termoplastico fuso strato per strato.
① Risoluzione, dettaglio e finitura superficiale:
- SLA: Superiore. Produce superfici lisce e cattura dettagli estremamente fini.
- FDM: Inferiore. Le linee di strato visibili sono una caratteristica distinta e i dettagli fini possono andare persi a causa del diametro maggiore dell'ugello. Per ottenere una finitura liscia, è spesso necessario un lungo processo di post-elaborazione.
② Costo e semplicità:
- SLA: Costi più elevati sia per la macchina che per i materiali. Flusso di lavoro più complesso a causa della post-elaborazione.
- FDM: Costi inferiori. Le macchine e i materiali sono accessibili e il processo è più semplice, con una post-elaborazione minima.
③ Proprietà e resistenza dei materiali:
- SLA: I pezzi isotropi hanno una buona resistenza, ma le resine standard possono essere fragili. Le resine ingegneristiche specializzate offrono prestazioni robuste.
- FDM: Offre un'ampia gamma di tecnopolimeri durevoli (ad esempio, ABS, PETG, Nylon, Policarbonato). I pezzi sono anisotropi (più deboli tra gli strati) ma possono essere molto resistenti e durevoli.
Modellazione a deposizione fusa (FDM)
2. SLA vs. sinterizzazione laser selettiva (SLS):
La SLS utilizza un laser ad alta potenza per fondere insieme, strato per strato, particelle di polimero in polvere (in genere nylon).
① Dettaglio e forza funzionale:
- SLA: Ideale per dettagli fini e prototipi estetici in cui la finitura superficiale è fondamentale.
- SLS: Ideale per produrre pezzi forti, durevoli e funzionali con eccellenti proprietà meccaniche, in grado di competere con i pezzi stampati a iniezione. La finitura superficiale è intrinsecamente granulosa.
② Strutture di supporto:
- SLA: Richiede strutture di supporto che devono essere rimosse.
- SLS: Senza supporto. La polvere non fusa che circonda il pezzo funge da supporto naturale, consentendo la creazione di geometrie complesse e interconnesse senza le limitazioni dei supporti.
③ Costo e accessibilità:
- SLA: Sono disponibili sia in formato desktop che in formato industriale.
- SLS: Si tratta principalmente di una tecnologia industriale con un costo di ingresso elevato e requisiti significativi per gli impianti.
Sinterizzazione laser selettiva (SLS)
3. SLA vs. elaborazione digitale della luce (DLP) e LCD/MSLA:
Anche DLP e LCD (chiamati anche Masked SLA o MSLA) sono tecnologie di fotopolimerizzazione al tino e sono i parenti più stretti di SLA. La differenza fondamentale è la sorgente di luce.
① Sorgente luminosa e velocità:
- SLA: Utilizza un laser per tracciare ogni strato. Il tempo di stampa dipende dalla complessità e dall'area di ogni strato.
- DLP/LCD: Utilizzano un proiettore digitale (DLP) o uno schermo LCD con un array di LED UV (LCD/MSLA) per far lampeggiare e polimerizzare un intero strato in una sola volta. Ciò le rende significativamente più veloci della SLA, soprattutto quando si stampano parti multiple o parti solide di grandi dimensioni, poiché il tempo di stampa dipende solo dall'altezza della parte (asse Z).
② Risoluzione e forma dei voxel:
- SLA: Il laser crea un percorso continuo e regolare. La risoluzione è definita dalla dimensione dello spot del laser.
- DLP/LCD: L'immagine è composta da pixel (chiamati voxel in 3D). Questo può talvolta portare a un effetto "pixelato" o "alias" sulle superfici curve, anche se le moderne tecniche di anti-aliasing lo riducono notevolmente. La risoluzione è definita dalla dimensione dei pixel del proiettore o dello schermo LCD.

DLP/LCD
La guida definitiva alla stampa 3D SLA
Immergetevi nella nostra guida definitiva sulla stampa 3D con stereolitografia (SLA). Scoprite il processo passo dopo passo, le proprietà dei materiali, i costi, i suggerimenti per la progettazione e le applicazioni principali.
Guida completa alla stampa 3D con stereolitografia (SLA)
Quali sono le linee guida di progettazione da seguire per la stampa SLA?
La progettazione per SLA (DfAM - Design for Additive Manufacturing) è fondamentale per garantire il successo della stampa, ottimizzare la qualità dei pezzi e ridurre al minimo i costi.
1. Spessore minimo della parete:
Per garantire che un pezzo sia autoportante e venga stampato con successo, le pareti devono avere uno spessore minimo.
- Pareti sostenute: In genere si raccomanda uno spessore minimo di 0,4 mm.
- Pareti non sostenute: Per le pareti verticali che devono essere rigide da sole, è più sicuro uno spessore di almeno 0,6 mm. Pareti più sottili rischiano di deformarsi o cedere durante la stampa.
2. Sporgenze e sostegni:
Qualsiasi parte di un modello che sporge con un angolo superiore a circa 45 gradi rispetto alla verticale richiederà probabilmente delle strutture di supporto.
- Progettazione per l'autosostentamento: Quando possibile, progettare con curve e smussi dolci (utilizzando angoli inferiori a 45 gradi) per ridurre al minimo la necessità di supporti.
- Strategia di orientamento: Orientare il pezzo nel software di taglio per ridurre al minimo i supporti sulle superfici cosmetiche critiche, poiché la loro rimozione può lasciare piccoli segni.
3. Fori di scolo e di drenaggio:
La stampa di modelli solidi di grandi dimensioni è costosa e richiede molto tempo. Inoltre, aumenta il rischio di fallimento della stampa a causa delle forze di aspirazione durante il processo di spellatura.
- Incavo: Utilizzate il vostro software CAD per scavare i modelli solidi, creando una cavità interna e risparmiando una quantità significativa di resina. Uno spessore della parete di 2-3 mm è in genere sufficiente per il guscio scavato.
- Fori di drenaggio: È essenziale aggiungere almeno due fori di drenaggio al modello scavato. Questi fori consentono alla resina non polimerizzata di fuoriuscire dalla cavità interna durante la stampa e il lavaggio. Senza di essi, la resina intrappolata potrebbe creare pressione e causare la rottura del pezzo. Posizionare i fori in aree non critiche.
4. Dettagli in rilievo e incisi:
L'SLA eccelle per i dettagli fini, ma ci sono dei limiti fisici.
- Dettagli in rilievo (in rilievo): Deve sporgere di almeno 0,2 mm dalla superficie per essere chiaramente visibile.
- Dettagli incisi (incassati): Dovrebbero essere larghi almeno 0,4 mm e profondi 0,4 mm per garantire che il laser possa polimerizzarli correttamente e che la resina liquida possa essere lavata via.
5. Tolleranze e assemblaggio:
L'SLA è estremamente preciso, ma per i pezzi che devono combaciare tra loro le distanze sono essenziali.
- Liquidazione: Per un accoppiamento a scorrimento o un assemblaggio, progettare un gioco minimo di 0,1-0,2 mm tra le parti accoppiate. Per un accoppiamento a pressione più stretto, può essere appropriato un gioco inferiore di 0,05 mm. È sempre meglio stampare un piccolo pezzo di prova per convalidare le tolleranze con il materiale e la stampante specifici.
6. Evitare il "cupping":
Il "cupping" si verifica quando una sezione incavata crea un volume chiuso rivolto verso la piattaforma di costruzione, agendo come una ventosa durante il processo di spellatura. Questo può causare un fallimento della stampa. L'orientamento diverso della parte o l'aggiunta di ulteriori fori di sfiato possono risolvere il problema.
Quali sono le applicazioni più comuni della stampa 3D SLA?
I vantaggi unici dello SLA lo hanno reso uno strumento indispensabile in una moltitudine di settori.
1. Prototipazione e sviluppo del prodotto:
Questa rimane l'applicazione principale della SLA. Ingegneri e progettisti la utilizzano per creare:
- Modelli visivi ad alta fedeltà: Perfetto per il marketing, i focus group e le proposte degli investitori.
- Prototipi di forma e adattamento: Verificare che i pezzi si assemblino correttamente e soddisfino i requisiti ergonomici prima di investire in attrezzature per la produzione di massa.
2. Ingegneria e produzione:
Oltre che per la prototipazione, la SLA viene utilizzata direttamente in fabbrica:
- Dime e dispositivi personalizzati: Creazione di utensili personalizzati e altamente precisi per trattenere i pezzi durante la lavorazione o l'assemblaggio, migliorando la coerenza e la velocità.
- Stampi a iniezione a breve durata: Utilizzando resine ad alta temperatura, la SLA può produrre stampi per piccoli lotti (50-100 pezzi) di componenti stampati a iniezione, riducendo drasticamente i costi di attrezzaggio e i tempi di realizzazione delle serie pilota.
3. Odontoiatria:
L'industria dentale è stata rivoluzionata dalla SLA grazie alla sua precisione e alla disponibilità di materiali biocompatibili.
- Guide chirurgiche: Guide specifiche per il paziente per l'inserimento accurato degli impianti dentali.
- Modelli per la termoformatura: Creare modelli accurati dei denti del paziente per termoformare gli allineatori trasparenti.
- Corone, ponti e protesi: Creare modelli colabili o addirittura stampare direttamente restauri temporanei.
4. Gioielli:
La SLA, con le resine colabili, è un elemento centrale della moderna produzione di gioielli.
- Modelli di colata: I gioiellieri stampano disegni intricati, che vengono poi utilizzati per creare stampi per la fusione di metalli preziosi come l'oro e l'argento. Ciò consente una libertà di progettazione e di personalizzazione senza precedenti.
5. Assistenza sanitaria e dispositivi medici:
- Modelli anatomici: I chirurghi utilizzano modelli altamente dettagliati e specifici per il paziente, stampati da scansioni TC o RM, per pianificare interventi chirurgici complessi, riducendo i tempi in sala operatoria e migliorando i risultati dei pazienti.
- Alloggiamenti per dispositivi personalizzati: Prototipazione e produzione di alloggiamenti per dispositivi medici in cui precisione e superfici lisce sono fondamentali.
6. Arte, design e spettacolo:
- Figurine e miniature dettagliate: Gli hobbisti e i designer di personaggi utilizzano la SLA per produrre modelli altamente dettagliati che sarebbero impossibili da realizzare altrimenti.
- Oggetti di scena ed effetti speciali: Creare oggetti di scena e modelli dettagliati e personalizzati per l'industria cinematografica.

Qual è il flusso di lavoro di post-elaborazione SLA?
Una stampa SLA di successo è solo metà della battaglia. Per ottenere l'estetica e le proprietà meccaniche desiderate, non si può prescindere da una corretta post-elaborazione.
1. Lavaggio:
La parte "verde", appena uscita dalla stampante, è ricoperta da uno strato appiccicoso di resina liquida non polimerizzata. Questo deve essere rimosso.
- Processo: Il pezzo viene immerso e agitato in un solvente, in genere alcol isopropilico (IPA) con una concentrazione di 90% o superiore. Questa operazione può essere eseguita manualmente in un contenitore o, più efficacemente, utilizzando una stazione di lavaggio automatica che fa circolare il solvente.
- Obiettivo: Rimuovere tutti i residui di resina dalla superficie e dalle cavità interne. Un lavaggio inadeguato provoca un pezzo appiccicoso e una polimerizzazione non corretta.
2. Essiccazione:
Dopo il lavaggio, il pezzo deve essere completamente asciutto prima dell'indurimento.
- Processo: Il pezzo deve essere lasciato asciugare all'aria, oppure si può usare aria compressa per accelerare il processo. È fondamentale assicurarsi che tutto l'IPA sia evaporato, poiché il solvente intrappolato può causare difetti superficiali e crepe durante l'indurimento.
3. Post-indurimento UV:
La parte "verde" non è ancora a pieno regime. Il post-curing è una fase necessaria per completare il processo di polimerizzazione.
- Processo: Il pezzo pulito e asciutto viene posto in una stazione di polimerizzazione che lo espone a una combinazione di luce UV (a una lunghezza d'onda specifica, in genere 405 nm) e spesso di calore. La durata e la temperatura sono specifiche del materiale.
- Obiettivo: Per reticolare completamente le catene polimeriche, massimizzando la forza, la rigidità e la resistenza termica del pezzo. Senza questa fase, il pezzo sarà debole, appiccicoso e dimensionalmente instabile.
4. Rimozione del supporto:
Questa operazione può essere eseguita prima o dopo la polimerizzazione, con dei compromessi.
- Prima dell'indurimento: Il pezzo è più morbido e i supporti sono più facili da rimuovere con le frese a filo. Tuttavia, ciò può lasciare segni superficiali più significativi.
- Dopo la polimerizzazione: Il pezzo è più duro e fragile, quindi la rimozione richiede più forza e attenzione per evitare di rompere elementi delicati. I punti di rottura sono generalmente più puliti. La maggior parte dei professionisti rimuove la maggior parte dei supporti prima dell'indurimento ed esegue la rimozione fine dopo.
5. Finitura opzionale:
Per una finitura davvero perfetta, si possono adottare ulteriori misure.
- Levigatura: I piccoli segni lasciati dalle strutture di supporto possono essere carteggiati a umido con grane di carta vetrata progressivamente più fini.
- Lucidatura: Per ottenere una finitura trasparente simile al vetro sulle resine trasparenti, è necessaria la lucidatura.
- Primer e verniciatura: Le parti in SLA si adattano molto bene al primer e alla vernice, consentendo la creazione di modelli multicolore e di qualità di produzione.

Quanto costa la stampa SLA e quanto tempo ci vuole?
Queste sono due delle domande pratiche più critiche per qualsiasi azienda che prenda in considerazione gli SLA. Le risposte dipendono da diversi fattori interconnessi.
1. Fattori che influenzano i costi di stampa SLA:
① Consumo di materiale: È il costo più diretto. Si calcola in base al volume totale di resina utilizzata, che comprende non solo il pezzo in sé, ma anche la resina necessaria per le strutture di supporto e potenzialmente per una zattera (una struttura di base). L'incavo dei pezzi è il modo più efficace per ridurre questo costo.
② Tempo di macchina: Questo costo è legato all'ammortamento della stampante SLA e al tempo in cui è occupata. A differenza di altre tecnologie, il tempo macchina in SLA non è dettato principalmente dal volume o dalla complessità del pezzo, ma dalla sua altezza.
③ Lavoro: Lo SLA è un processo ad alta intensità di lavoro. Il costo deve tener conto del tempo di manodopera specializzata necessario per:
- Preparazione della stampa (impostazione del file, orientamento).
- Impostazione e pulizia della macchina.
- L'intero flusso di lavoro post-lavorazione (lavaggio, polimerizzazione, rimozione del supporto e finitura).
④ Parte Complessa: Pur non avendo un impatto diretto sui tempi di stampa come l'altezza, i pezzi molto complessi possono richiedere strategie di supporto più complesse, una gestione più attenta e una post-elaborazione più intensiva, con un conseguente aumento dei costi di manodopera.
2. Stima dei tempi di stampa SLA:
① Il driver primario (altezza Z): Il fattore più importante che determina il tempo di stampa in SLA è l'altezza del pezzo lungo l'asse Z. Poiché la stampante deve eseguire la stessa sequenza di azioni (polimerizzazione laser, movimento della piattaforma, ricopertura) per ogni singolo strato, una parte alta richiederà sempre più tempo di una parte corta, indipendentemente dalla larghezza o dal volume.
② Altri fattori: Mentre l'altezza Z è dominante, altri fattori minori possono influenzare la velocità:
- Altezza dello strato: Un'altezza di strato inferiore (ad esempio, 25 micron) consente di ottenere una migliore finitura superficiale, ma aumenta il numero totale di strati e quindi il tempo di stampa rispetto a un'altezza di strato superiore (ad esempio, 100 micron).
- Materiale: Alcune resine possono richiedere tempi di esposizione leggermente più lunghi per strato, incidendo marginalmente sulla velocità complessiva.

Perché scegliere noi per i servizi di stampa 3D SLA?
Per affrontare le complessità della stampa SLA non basta una semplice stampante, ma occorrono competenza, precisione e impegno per la qualità. Ecco perché siamo il partner ideale per le vostre esigenze di stampa 3D SLA.
Utilizziamo macchine SLA industriali all'avanguardia, meticolosamente calibrate e sottoposte a manutenzione. Il nostro ambiente di stampa è climatizzato per assicurare la stabilità della resina e la ripetibilità del processo. Questo garantisce che ogni pezzo prodotto soddisfi i più alti standard di precisione dimensionale e di finitura superficiale.
Con una vasta libreria di resine ingegneristiche standard e avanzate, il nostro team di esperti lavorerà con voi per selezionare il materiale perfetto per la vostra applicazione specifica. Conosciamo le sfumature delle proprietà di ciascuna resina e possiamo fornire un approccio consultivo per garantire che il vostro pezzo funzioni esattamente come previsto, sia che si tratti di un prototipo visivo o di un componente funzionale per l'uso finale.
Il nostro processo è progettato per essere efficiente. Dalla nostra piattaforma di quotazione online istantanea al nostro flusso di lavoro ottimizzato di post-elaborazione, riduciamo al minimo i tempi di consegna senza compromettere la qualità. Siamo consapevoli dell'importanza della velocità nello sviluppo dei prodotti moderni e ci impegniamo a consegnare i vostri pezzi in tempo, ogni volta.
Siamo più di un semplice servizio di stampa. Siamo un partner di produzione a servizio completo. Il nostro team è in grado di fornire un feedback sul Design for Additive Manufacturing (DfAM) per ottimizzare le vostre parti per il processo SLA, e i nostri servizi di finitura completi, tra cui la levigatura, la verniciatura e l'assemblaggio, vi permettono di ricevere parti pronte per l'uso immediato.
Consideriamo i nostri clienti come partner. Il nostro obiettivo è quello di diventare un'estensione del vostro team di progettazione e ingegneria. Siamo orgogliosi di una comunicazione chiara, di prezzi trasparenti e della nostra dedizione ad aiutarvi a risolvere le vostre sfide più complesse e a dare vita alle vostre idee più innovative.
Le domande più frequenti sulla stampa 3D SLA
La resistenza di una parte SLA dipende interamente dalla resina utilizzata. Le resine standard tendono a essere fragili e sono ideali per i modelli non funzionali. Tuttavia, le resine ingegneristiche (come Tough, Durable o ABS) sono formulate per garantire eccellenti prestazioni meccaniche, offrendo un'elevata resistenza alla trazione e agli urti, adatta a molte applicazioni funzionali, maschere e attrezzature.
In generale, no. Le resine SLA standard sono tossiche allo stato liquido e non polimerizzato e non sono certificate per il contatto con gli alimenti. Per le applicazioni che richiedono il contatto con la pelle, come gli indossabili o le guide mediche, è necessario utilizzare una resina specifica biocompatibile o di grado medico e seguire un flusso di lavoro rigoroso e convalidato per la stampa e la post-elaborazione per garantire la sicurezza.
Il processo SLA è intrinsecamente monocolore. Il colore del pezzo è determinato dal colore della resina liquida presente nella vasca. Sebbene esistano alcune resine pre-pigmentate (ad esempio, bianco, grigio, nero, trasparente), la scelta è limitata. Per i pezzi multicolore, la prassi professionale standard è quella di stampare il pezzo in un colore neutro (come il grigio) e poi di trattarlo e verniciarlo in fase di post-produzione per ottenere l'aspetto desiderato.
La SLA è una delle tecnologie di stampa 3D più precise disponibili. La precisione dimensionale tipica delle macchine SLA industriali è di ±0,1% rispetto alla dimensione nominale, con una tolleranza minima di circa ±0,1 ±0,2 mm. Questa elevata precisione la rende ideale per i test di forma e adattamento e per le parti con requisiti di assemblaggio stretti.
"Stampa in resina" è un termine generale per la famiglia di tecnologie chiamate fotopolimerizzazione al tino. SLA, DLP (Digital Light Processing) e LCD/MSLA sono tutti tipi di stampa in resina. La differenza fondamentale è la fonte di luce:
- SLA utilizza un singolo punto laser per disegnare il livello.
- DLP utilizza un proiettore digitale per far lampeggiare e polimerizzare l'intero strato in una sola volta.
- LCD/MSLA utilizza una matrice di LED UV che si illumina attraverso uno schermo LCD che funge da maschera per polimerizzare l'intero strato in una sola volta. Tutte utilizzano la resina liquida, ma il metodo di polimerizzazione influisce sulle caratteristiche di velocità e risoluzione. La SLA è la tecnologia originale, nota per la sua precisione e la finitura liscia.


Due pneumatici neri con cerchi blu, uno in posizione verticale e uno di lato, su una superficie grigia.
Punti chiave – La stampa 3D consente la creazione rapida di stampi e modelli per fusione di metalli in giorni anziché settimane, riducendo i tempi di prototipazione del 50–80%. – Metodi comuni di stampa 3D

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
How Can 3D Printing Create Metal Casting Molds Faster and Cheaper?
Key Takeaways – 3D printing enables rapid creation of metal casting molds and patterns in days instead of weeks, cutting prototype lead time by 50–80%. – Common 3D printing methods
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

