 Vai al contenuto
Vai al contenuto 

Introduzione: Lo stampaggio a iniezione, noto anche come stampaggio a iniezione di plastica, è un metodo comune per la produzione di prodotti in plastica. Lo stampaggio a iniezione è un processo produttivo che consente di produrre pezzi in grandi quantità.
Funziona iniettando materiale fuso in uno stampo. Come vengono realizzati gli stampi a iniezione? Questo articolo ne parla.
Panoramica degli stampi ad iniezione e dello stampaggio ad iniezione
Quali sono le definizioni e i teoremi degli stampi a iniezione e dello stampaggio a iniezione?
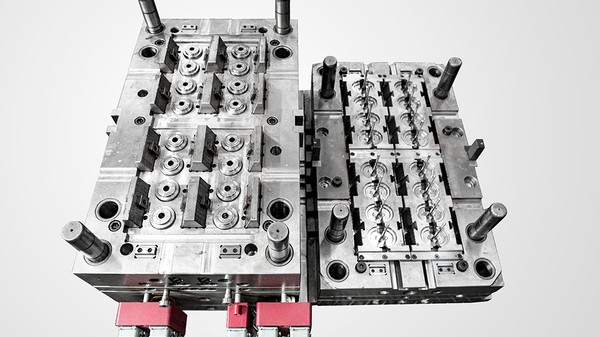
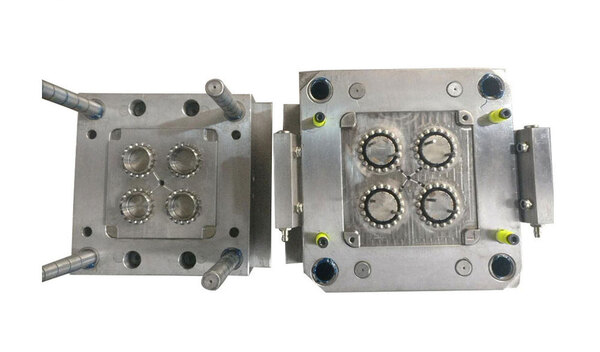
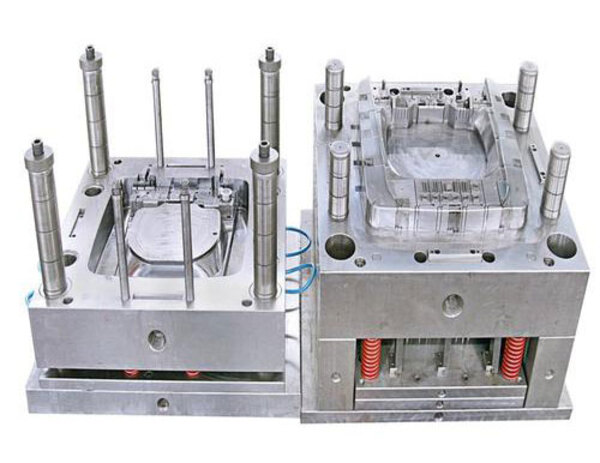
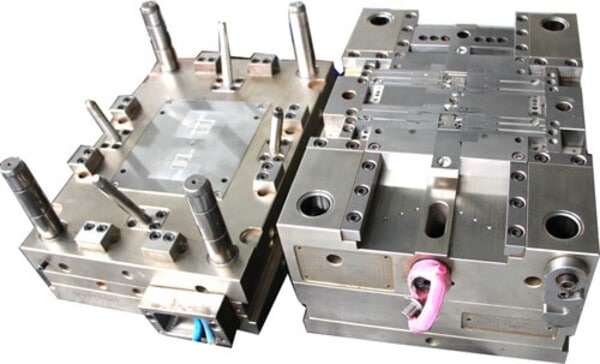
Lo stampo a iniezione è uno strumento per la produzione di prodotti in plastica; è anche uno strumento che conferisce ai prodotti in plastica una struttura completa e dimensioni precise.L'attrezzatura di lavorazione corrispondente allo stampo a iniezione è una macchina per lo stampaggio della plastica.
La plastica viene prima riscaldata e fusa nel cilindro di riscaldamento sul fondo della macchina. stampaggio a iniezione macchina. Poi, spinta dalla vite o dallo stantuffo della pressa a iniezione, entra nella cavità dello stampo attraverso l'ugello della pressa a iniezione e il sistema di colata dello stampo. La plastica viene raffreddata e indurita e il prodotto viene ottenuto mediante sformatura.
Il processo di stampaggio a iniezione e il processo di stampaggio a iniezione della plastica sono la stessa tecnologia di processo. Lo stampaggio a iniezione è un processo in cui la resina termoplastica fusa viene spruzzata in una cavità chiusa dello stampo attraverso un ugello, in base a numerosi parametri quali pressione, temperatura, velocità e tempo. Dopo il raffreddamento e l'indurimento, si ottiene un prodotto della forma desiderata.
Il principio di base consiste nell'aggiungere una certa quantità di particelle di plastica (o polvere) nel cilindro di riscaldamento della pressa a iniezione e spingerla nella cavità dello stampo mediante una vite conica.
La plastica si scioglie in una plastica fusa ad alta temperatura e ad alta pressione e diventa plastica fusa Dopo una certa compressione, passa attraverso la gola. Entra nella cavità dello stampo, quindi si raffredda e si indurisce nel prodotto desiderato.
Qual è il rapporto tra stampi ad iniezione e stampaggio ad iniezione?
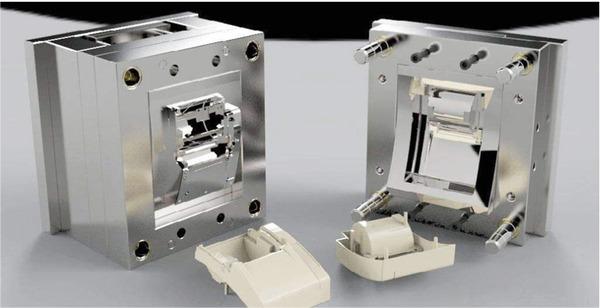
Lo stampo a iniezione è un tipo di stampo per iniezione di plastica, uno stampo è uno strumento utilizzato per modellare gli oggetti. Questo strumento è composto da varie parti e diversi stampi sono composti da parti diverse. Lo stampaggio a iniezione è un metodo di stampaggio di prodotti in plastica.

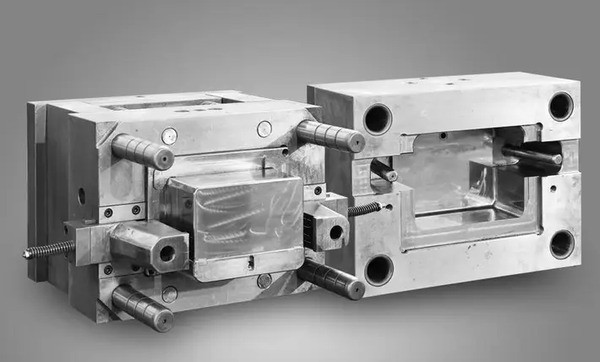
Gli stampi a iniezione di plastica includono stampaggio a iniezioneL'azione di chiusura delle due metà dello stampo è detta chiusura dello stampo, mentre l'azione di separazione delle due metà dello stampo è detta apertura dello stampo.
I diversi metodi di stampaggio hanno i propri stampi. Nel processo di stampaggio a iniezione, esistono stampi corrispondenti.
Processo di progettazione
Quale software è necessario per la progettazione di stampi a iniezione?
CAD: La progettazione assistita da computer si riferisce all'uso di computer e apparecchiature grafiche per aiutare i progettisti a svolgere il lavoro di progettazione. Di solito si basa su un sistema informatico interattivo con funzioni grafiche. Il CAD comprende principalmente la tecnologia interattiva, la tecnologia di trasformazione grafica, la tecnologia di modellazione delle superfici e dei solidi, ecc.

Innanzitutto, il CAD è un software di disegno visivo. Molti comandi e operazioni possono essere ottenuti attraverso le opzioni di menu e i pulsanti degli strumenti. Dispone inoltre di numerose funzioni ausiliarie per il disegno e il disegno, come il disegno di entità, la modifica di punti chiave, l'acquisizione di oggetti, l'annotazione, il controllo della visualizzazione a volo d'uccello, ecc.
La sua barra degli strumenti, il design dei menu, la finestra di dialogo, l'anteprima della grafica aperta, lo scambio di informazioni, la modifica del testo, l'immagine L'anteprima di uscita dell'elaborazione e della grafica porta grande comodità al disegno degli utenti.

Cimatron: È uno strumento di produzione di diagrammi di flusso molto potente per le imprese di produzione. Può migliorare l'efficienza della progettazione di stampi e parti dell'impresa, accelerare l'intero processo di progettazione degli stampi a iniezione e ridurre efficacemente i costi di produzione, consentendo all'officina dell'impresa di ottenere potenti miglioramenti della produttività. Vantaggi economici per l'impresa.
UG NX: È un software 3D in grado di tracciare disegni di prodotti e di stampi. Utilizzando la modellazione NX, i progettisti industriali possono stabilire e migliorare rapidamente forme complesse di prodotti e utilizzare strumenti avanzati di rendering e visualizzazione per massimizzare la soddisfazione. Requisiti estetici per i concetti di design.

Grazie alle funzionalità di progettazione meccanica e di disegno ad alte prestazioni, NX offre una progettazione manifatturiera con elevate prestazioni e flessibilità per soddisfare le esigenze dei clienti che progettano prodotti di qualsiasi complessità.
NX va oltre gli strumenti di progettazione generici con un sistema professionale di progettazione di tubazioni e cablaggi, moduli per la lamiera, moduli specializzati per la progettazione di parti in plastica e altre applicazioni specializzate necessarie per la progettazione industriale.
Mold Wizard (procedura guidata per stampi a iniezione): MoldWizard è sviluppato sulla base di NX ed è un modulo professionale per la progettazione di stampi a iniezione. Il modulo è dotato di librerie di basi stampo e parti standard comunemente utilizzate.
Gli utenti possono facilmente regolarla in base alle proprie esigenze; inoltre, è possibile effettuare l'autosviluppo di parti standard, migliorando notevolmente l'efficienza della progettazione degli stampi.
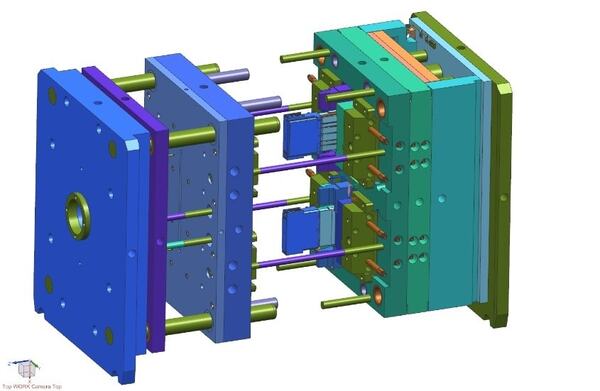
Il modulo Mold Wizard (procedura guidata per stampi a iniezione) fornisce l'intero processo di progettazione dello stampo, compreso il caricamento del prodotto, il layout, la suddivisione, il caricamento della base dello stampo, il sistema di colata, il sistema di raffreddamento e i disegni tecnici.

L'intero processo di progettazione è molto intuitivo e veloce e il design dell'applicazione consente ai progettisti ordinari di completare alcuni progetti di stampi medi e difficili.
Quali sono i fattori da considerare nella progettazione di stampi efficienti?
La superficie principale dello stampo Forza dello stampo: resistenza all'usura superficiale dello stampo, resistenza all'usura superficiale, efficienza di sollevamento e allo stesso tempo qualità dello stampo.

Informazioni sul rinforzo della superficie, sui diversi usi della base e sulla selezione del modello, sui diversi metodi di rinforzo.
Forma di variazione delle Note: Con toni elevati, la struttura diventa più flessibile e la variazione di forma diminuisce. Evitare accuratamente la struttura superficiale, il metodo di disposizione razionale e la struttura irregolare. Muscoli di rinforzo progettati in modo razionale.
Plastica Precisione: A causa dell'irregolarità e dell'incertezza della lavorazione dei pezzi in plastica, la precisione della plastica è bassa.
Le dimensioni e le tolleranze meccaniche non sono possibili nei casi più semplici e le tolleranze sono necessarie per le installazioni standard. Pubblicato da Gakuniyasha nel 1993, GB/T14486-93 "Zero Scale Tolerance of Process Plastics and Imitation Plastics".
I progettisti possono specificare i requisiti delle materie prime plastiche per l'installazione e impostare dimensioni e tolleranze specifiche.

Allo stesso tempo, è necessario comprendere le prestazioni complessive dell'apparecchiatura e l'accuratezza del progetto del prodotto, e determinare la corrispondente accuratezza della tolleranza di progetto.
Scegliere il materiale giusto per lo stampo
Quali sono i materiali dello stampo?
I materiali metallici sono comunemente utilizzati per la produzione di stampi a iniezione. I materiali metallici più comuni includono acciaio, lega di alluminio, lega di rame, ecc. Tra questi, l'acciaio è il materiale più comune per gli stampi a iniezione.
Grazie all'elevata durezza, all'alta resistenza, all'elevata resistenza all'usura e alle buone prestazioni di lavorazione, può soddisfare i requisiti della maggior parte degli stampi a iniezione.
I materiali in lega di alluminio hanno una densità inferiore, una maggiore conducibilità termica e migliori prestazioni di lavorazione e sono adatti alla produzione di stampi a iniezione di piccole dimensioni; i materiali in lega di rame hanno un'elevata conducibilità termica e una buona resistenza alla corrosione e sono adatti alla produzione di stampi ad alta richiesta. Stampo a iniezione.
Come scegliere il materiale di stampo più adatto?
La scelta del materiale dello stampo è un anello molto importante dell'intero processo di costruzione dello stampo. La selezione del materiale dello stampo deve soddisfare tre principi: lo stampo soddisfa i requisiti delle condizioni di lavoro, come la resistenza all'usura, la forza e la tenacità; lo stampo soddisfa i requisiti delle prestazioni di processo; lo stampo soddisfa i requisiti economici.
Processo di produzione
Lavorazione meccanica
Lavorazione CNC: Il modulo base di UG NX machining fornisce una struttura di base per collegare tutti i moduli di lavorazione UG. Offre un ambiente grafico identico e di facile utilizzo per tutti i moduli di lavorazione UG NX.

Gli utenti possono osservare graficamente il percorso dell'utensile lungo il tracciato. Le condizioni di movimento possono essere modificate graficamente, ad esempio allungando, accorciando o modificando il percorso dell'utensile, ecc.
Questo modulo fornisce anche funzioni di programmazione generale per la lavorazione dei punti, che possono essere utilizzate per la foratura, la maschiatura, l'alesatura e altre lavorazioni.
L'interfaccia interattiva di questo modulo può essere modificata e adattata in modo flessibile in base alle esigenze dell'utente e può definire una libreria di utensili standardizzati e una libreria di parametri di processo di lavorazione per standardizzare i parametri comuni per la lavorazione iniziale, la semifinitura, la finitura e altre operazioni per ridurre i tempi di formazione.

E ottimizzare la tecnologia di lavorazione. Tutti i moduli del software UG possono generare direttamente programmi di lavorazione sul modello solido, rimanendo completamente attinenti al modello solido.
Il modulo di post-lavorazione di UG NX consente agli utenti di creare facilmente il proprio programma di post-lavorazione. Questo modulo è adatto alle macchine utensili CNC e ai centri di lavoro più diffusi al mondo. Il modulo di post-elaborazione della lavorazione di UG NX consente agli utenti di stabilire facilmente il proprio programma di post-elaborazione della lavorazione. Questo modulo è adatto alle macchine utensili e ai centri di lavoro CNC più diffusi al mondo. Il modulo si è dimostrato adatto alla fresatura da 2 a 5 o più assi, alla tornitura da 2 a 4 assi e all'elettroerosione a filo.
EDM (Lavorazione a scarica elettrica)
EDM: Un sottile filo metallico in continuo movimento (chiamato filo elettrodico) viene utilizzato per eseguire una scarica di scintille pulsate sul pezzo da lavorare per rimuovere il metallo.
È utilizzata principalmente per la lavorazione di vari pezzi complessi e precisi, come punzoni, stampi concavi, concavi e convessi e piastre di scarico. Produzione di stampi di punzonatura, utensili di formatura, sagome ed elettrodi metallici per la lavorazione a scarica elettrica. Varie scanalature a fori fini, fenditure sottili, curve arbitrarie, ecc.
Presenta eccellenti vantaggi, come la ridotta capacità di lavorazione, l'elevata precisione di lavorazione, il breve ciclo di produzione e il basso costo di produzione, ed è ampiamente utilizzato nei siti produttivi.

Le macchine utensili da taglio rappresentano oltre 61% del numero totale di macchine utensili a scarica elettrica in Giappone e all'estero. La precisione massima della lavorazione a scarica elettrica è di ±0,005 mm e la rugosità superficiale raggiunge la superficie a specchio.
La lavorazione a scarica elettrica è ampiamente utilizzata nel campo delle lavorazioni meccaniche, soprattutto quelle di precisione. La stazione di espulsione può essere la cavità di vari stampi di plastica di grandi dimensioni, oppure può essere un piccolo foro o una piccola fessura con una larghezza di 0,1 MM.

I parametri di impulso della lavorazione a scarica elettrica possono essere regolati in modo arbitrario e le lavorazioni di sgrossatura, semifinitura e semi-finitura possono essere eseguite in modo continuo con un'unica macchina utensile, con finitura.
La precisione durante la microlavorazione è di 0,01 mm e il valore della rugosità superficiale Rα è di 0,8μm. La precisione durante la microlavorazione raggiunge 0,002~0,004 mm e il valore della rugosità superficiale Rα è di 0,1~0,05μm. L'uso diretto dell'energia elettrica per la lavorazione facilita l'automazione.
Processo di finitura
Quali sono i metodi per lucidare e texturizzare gli stampi?
Lucidatura dello stampo: La lucidatura degli stampi utilizza solitamente strisce di pietra ad olio, ruote di lana, carta vetrata, per deformare plasticamente la superficie del materiale e rimuovere le sporgenze sulla superficie del pezzo per ottenere una superficie liscia.
In genere, si ricorre principalmente a operazioni manuali e chi ha esigenze di qualità superficiale elevata può utilizzare il metodo di rettifica e lucidatura ultraprecisa.
La smerigliatura e la lucidatura di precisione utilizzano abrasivi speciali in un fluido di smerigliatura e lucidatura contenente abrasivi, che vengono premuti contro la superficie lavorata del pezzo ed eseguono una rotazione ad alta velocità. La lucidatura può raggiungere una rugosità superficiale di Ra0,008 μm. eCi sono diversi metodi di lucidatura degli stampi.
Lucidatura meccanica: È un metodo di lucidatura che si basa sul taglio e sulla deformazione plastica della superficie del materiale per rimuovere le parti convesse lucidate e ottenere una superficie liscia. Generalmente si utilizzano strisce di pietra ad olio, ruote di lana, carta vetrata, ecc. e si ricorre principalmente a operazioni manuali.
È possibile utilizzare parti speciali come la superficie del corpo rotante, utensili ausiliari come le piattaforme girevoli e metodi di rettifica e lucidatura ultraprecisi se la qualità della superficie è elevata.
Rettifica e lucidatura magnetica: Utilizza abrasivi magnetici per formare una spazzola abrasiva sotto l'azione di un campo magnetico per smerigliare il pezzo. Questo metodo ha un'elevata efficienza di lavorazione, una buona qualità, un facile controllo delle condizioni di lavorazione e buone condizioni di lavoro. Utilizzando abrasivi appropriati, la rugosità superficiale può raggiungere Ra1μm.
Capitolo Lucidatura elettrolitica: La lucidatura elettrolitica è sostanzialmente uguale alla lucidatura chimica, cioè si basa sulla dissoluzione selettiva di piccole sporgenze sulla superficie del materiale per rendere la superficie liscia. Rispetto alla lucidatura chimica, l'influenza della reazione del catodo può essere eliminata e l'effetto è migliore.
Lucidatura fluida: La lucidatura a fluido si basa su un liquido che scorre ad alta velocità e sulle particelle abrasive che trasporta per lavare via la superficie del pezzo per raggiungere lo scopo della lucidatura.
La lavorazione della struttura dello stampo a iniezione consiste nell'utilizzare sostanze chimiche per rimuovere chimicamente la superficie dei materiali metallici nella cavità dello stampo, o per rimuovere la superficie mediante macinazione fisica attraverso la granigliatura per ottenere un effetto concavo e convesso.
La lavorazione della texture degli stampi a iniezione svolge un ruolo fondamentale nel migliorare l'aspetto e la texture dei prodotti stampati a iniezione ed è di straordinaria importanza per la produzione industriale. La lavorazione della texture dello stampo a iniezione avviene principalmente attraverso la tecnologia di testurizzazione solare dello stampo, che comprende i tre metodi seguenti:
Fotosensibilità Metodo di stampa: La stampa a fotosensibilità consiste nel realizzare il modello di texture in una pellicola trasparente a colori, quindi posizionare la pellicola a colori sullo stampo per l'esposizione, in modo che la luce possa penetrare nella pellicola e illuminare il materiale fotosensibile per la modellazione del sole. Questo metodo è adatto a stampi profondi e complessi, ma richiede attrezzature e competenze specifiche.
Metodo di esposizione fisica: L'esposizione fisica consiste nel posizionare lo stampo su un master testurizzato, quindi utilizzare una forte fonte di luce per illuminare lo stampo e produrre l'effetto texture sul master. Adatto per stampi con concavità e convessità poco profonde.
Metodo di incisione e di esposizione: L'incisione e l'esposizione consistono nel creare prima una sagoma con il motivo della texture, quindi posizionare la sagoma sullo stampo e utilizzare la reazione chimica o la pressione meccanica per incidere ed esporre il motivo sulla sagoma. Questo metodo è adatto a stampi concavi e convessi complessi e profondi.
Quali sono i metodi di qualità per testare gli stampi?
Ispezione dell'aspetto: L'ispezione dell'aspetto dello stampo è uno dei metodi di ispezione più elementari. Durante l'ispezione dell'aspetto, è necessario verificare se la superficie dello stampo è piatta e se sono presenti graffi, ammaccature, crepe, ecc.
Ispezione dimensionale: Le dimensioni dello stampo devono essere ispezionate, altrimenti se le dimensioni non sono qualificate, la qualità del prodotto sarà seriamente compromessa. Per il controllo delle dimensioni, è necessario utilizzare strumenti di ispezione professionali come micrometri e calibri a corsoio per verificare se le dimensioni dello stampo soddisfano i requisiti.

Montaggio e collaudo
Come viene assemblato lo stampo?
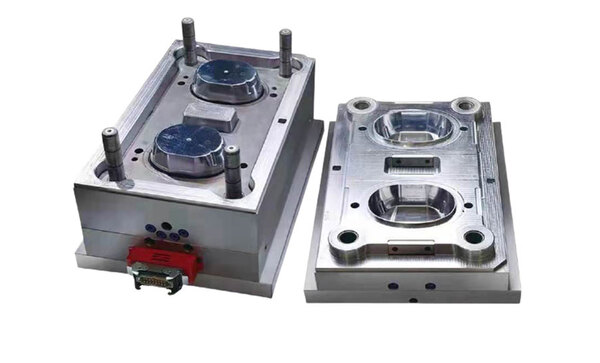
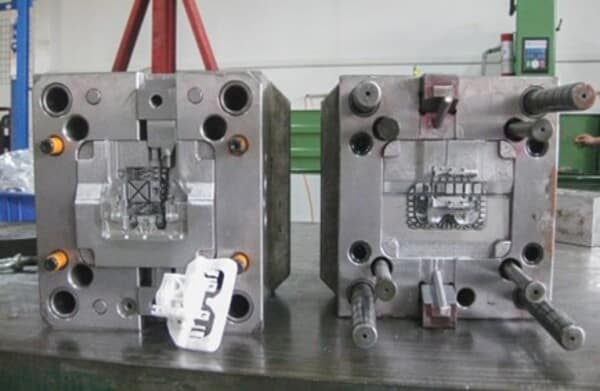
L'assemblaggio dello stampo è una parte importante del processo di produzione, che garantisce l'accuratezza e la qualità del prodotto. Le fasi di assemblaggio dello stampo comprendono principalmente la preparazione preliminare, l'assemblaggio delle parti di base, l'installazione delle parti di guida, l'aggiunta delle parti di stampaggio, l'installazione del sistema di colata, la regolazione e il collaudo e la manutenzione.

Perché è necessario analizzare la muffa?
La maggior parte dei difetti nei prodotti stampati sono causati durante le fasi di plastificazione e stampaggio a iniezione, ma a volte sono anche legati a una progettazione errata dello stampo.
I possibili fattori di influenza includono: il numero di cavità dello stampo, la progettazione del sistema di canali freddi/caldi, il tipo e la posizione della porta di iniezione e le dimensioni, nonché la struttura del prodotto stesso, ecc. Pertanto, è necessario analizzare i parametri di progettazione e di processo dello stampo per garantire la qualità del prodotto.
Dopo il test dello stampo, l'operatore valuta le condizioni effettive dello stampo per evitare difetti del prodotto causati dalla progettazione, riducendo così costi e tempi inutili nel processo di modifica dello stampo. Nella maggior parte dei casi, questa valutazione comprende anche l'impostazione dei parametri di processo della macchina.
Lo scopo della prova stampo è quello di individuare i parametri di processo e la progettazione dello stampo ottimizzati. In questo modo si garantisce una produzione di massa stabile e ininterrotta e si possono ottenere buoni prodotti.
Manutenzione e manutenzione
Come vengono eseguite la manutenzione e la cura quotidiane?
La manutenzione quotidiana degli stampi comprende principalmente cinque tipi di interventi: pulizia, prevenzione della ruggine, lubrificazione, prevenzione delle deformazioni e prevenzione delle cricche.
Pulizia: Durante il processo di produzione dello stampo, in genere si accumulano macchie di olio e polvere. Se non vengono pulite per lungo tempo, è probabile che la precisione e la durata dello stampo ne risentano. Pertanto, lo stampo deve essere pulito regolarmente.
Prevenzione della ruggine: Gli stampi spesso arrugginiscono a causa dell'ambiente umido. Per evitare che lo stampo si arrugginisca, è necessario eseguire un trattamento antiruggine sullo stampo.
Lubrificare lo stampo: La lubrificazione è necessaria per mantenere il normale funzionamento durante l'uso. Utilizzare olio o grasso per lubrificare le parti mobili dello stampo ed eseguire regolarmente il rifornimento e la manutenzione.
Prevenire le deformazioni: Lo stampo è soggetto a deformazioni. Pertanto, per evitare questa situazione, lo stampo deve essere realizzato in base al materiale e alle condizioni di utilizzo dello stampo, per evitare che lo stampo sia troppo debole o eccessivamente sollecitato.
Prevenire le crepe: Se lo stampo viene surriscaldato o raffreddato, si creeranno delle crepe nello stampo che ne comprometteranno la durata. Pertanto, è necessario prestare attenzione al controllo della temperatura e all'uso sicuro.
Conclusione
In sintesi, il processo di produzione degli stampi a iniezione è un processo meticoloso in più fasi, che comprende principalmente il processo di progettazione, la selezione dei materiali, il processo di produzione, l'assemblaggio e il collaudo, la manutenzione e la cura, tra ingegneri, progettisti, meccanici e personale addetto al controllo qualità.
La collaborazione è fondamentale durante l'intero processo per garantire la produzione di prodotti di alta qualità. Gli stampi a iniezione sono molto importanti nella produzione industriale. Possono migliorare l'efficienza produttiva, garantire la qualità del prodotto, ridurre i costi di produzione, essere ecologici e risparmiare energia. Seguendo attentamente questi passaggi, i produttori possono produrre stampi a iniezione che contribuiscono al successo della loro attività di produzione di materie plastiche.






