 Vai al contenuto
Vai al contenuto 

Il processo di stampaggio a iniezione di precisione della plastica offre molti vantaggi rispetto a quello standard. produzione di stampaggio a iniezione di plastica parti in plastica.
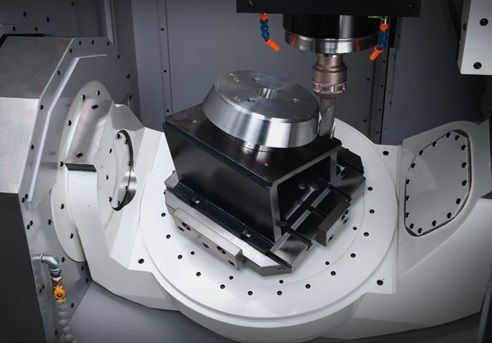
È preciso, veloce e relativamente facile da controllare. Tuttavia, per poter sfruttare questi vantaggi, è importante progettare stampi a iniezione di precisione e utilizzando macchine di precisione per lo stampaggio a iniezione.
Il primo passo consiste nel creare un prototipo del pezzo desiderato. In questo modo è possibile verificare che le dimensioni siano precise e che lo stampo si adatti correttamente.
Una volta approvato il prototipo, il passo successivo è la creazione dello stampo stesso. Di solito ciò avviene tramite un software di progettazione assistita da computer. Questo software genera un modello 3D dello stampo che può essere utilizzato per creare lo stampo vero e proprio. stampo a iniezione.
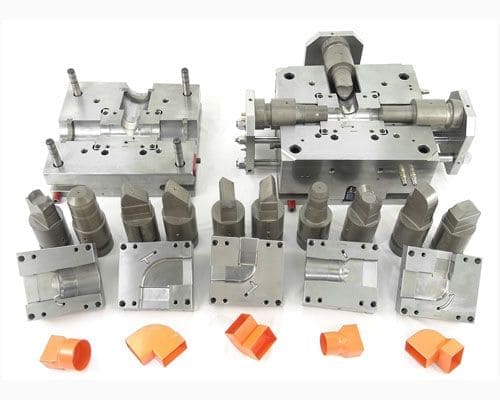
Una volta creato lo stampo, questo può essere utilizzato per lo stampaggio a iniezione di precisione. produzione di parti in plastica stampate a iniezione.

Con il rapido sviluppo dei settori dell'elettronica, delle telecomunicazioni, del medicale, dell'automotive e di altre industrie, i requisiti di alta precisione e di elevate prestazioni di parti stampate a iniezione aumentano di giorno in giorno.
Stampaggio a iniezione di precisione richiede che il pezzo stampato a iniezione non solo deve avere un'elevata precisione dimensionale, una bassa deformazione da deformazione, ma anche eccellenti proprietà ottiche, ecc.
Stampaggio a iniezione è uno dei più importanti stampaggio della plastica metodi. Come migliorare il livello di stampaggio a iniezione tecnologia, produrre prodotti in plastica di alta precisione e creare prodotti ad alto valore aggiunto, la progettazione dello stampo è un anello importante.

Le considerazioni speciali per la progettazione dello stampaggio a iniezione di precisione includono i seguenti aspetti
1) Per ottenere il prodotto con la tolleranza dimensionale desiderata, considerare la tolleranza dimensionale e la superficie dello stampo appropriate.
2) Prevenire la fluttuazione del ritiro di stampaggio.
3) Per evitare la deformazione dello stampo.
4)Per evitare la deformazione dello stampo.
5) Ridurre al minimo l'errore di stampaggio.
6) Per evitare fluttuazioni nella precisione dello stampo.
7) Mantenere la precisione dello stampo.

1. Dimensioni e tolleranze corrette dello stampo
1) La correlazione tra l'accuratezza dimensionale del prodotto e l'accuratezza dimensionale dello stampo
Disegnare il disegno del prodotto, considerare la progettazione dello stampo, costruzione di stampi e produzione di stampi processo.
Innanzitutto, è possibile ricavare le dimensioni del disegno dello stampo dalle dimensioni del disegno del prodotto. La dimensione effettiva dello stampo si ottiene da realizzazione dello stampo con le dimensioni del disegno dello stampo. Con questo stampo, possiamo ottenere il prodotto stampato e ottenere le dimensioni effettive del prodotto. Il problema è come ottenere le dimensioni effettive entro la tolleranza del disegno.

2) Tasso di ritiro adeguato
Come già detto, anche nella stessa resina con lo stesso pigmento, il tasso di ritiro varia a seconda delle condizioni di stampaggio.
Nello stampaggio di precisione, il grado di variazione del ritiro deve essere ridotto e non deve esserci una differenza tra il ritiro previsto e quello effettivo della metà del possibile.
Il tasso di ritiro effettivo è stimato principalmente confrontando il tasso di ritiro effettivo di prodotti simili in passato, e il tasso di ritiro effettivo è anche ottenuto dallo stampo sperimentale, e poi corretto e progettato per realizzare lo stampo di produzione.
Tuttavia, è quasi impossibile stimare correttamente il tasso di ritiro ed è inevitabile che lo stampo venga corretto dopo lo stampaggio di prova. Di conseguenza, le dimensioni della parte concava aumenteranno e quelle della parte convessa diminuiranno.
Pertanto, il tasso di contrazione deve essere impostato su un valore piccolo per la parte concava e su un valore grande per la parte convessa. Quando il diametro esterno dell'ingranaggio diventa più grande, non può essere ingranato, ma quando diventa più piccolo, solo lo spazio tra i denti diventa più grande, quindi il tasso di contrazione dovrebbe essere impostato su un valore piccolo.

2.Prevenire le fluttuazioni del ritiro di stampaggio
Stampaggio a iniezione di precisione si basa sulla premessa che lo stampo possa essere realizzato nelle dimensioni desiderate.
Tuttavia, anche se le dimensioni dello stampo sono certe, le dimensioni effettive del prodotto variano a seconda del ritiro effettivo. Pertanto, in stampaggio a iniezione di precisioneIl controllo del ritiro è molto importante. Il tasso di ritiro è regolato dall'idoneità del progetto dello stampo e varia a seconda del lotto di resina; inoltre, se si cambia il pigmento, varia anche il tasso di ritiro.
Il controllo del ritiro è difficile a causa delle diverse macchine di stampaggio, dell'impostazione delle condizioni di stampaggio, della riproducibilità e delle fluttuazioni nell'azione di ogni ciclo di stampaggio, che producono fluttuazioni nel tasso di ritiro effettivo, ecc.

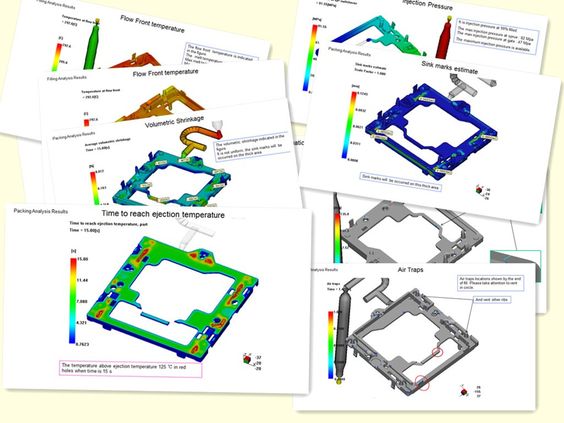
1) Principali fattori che influenzano il tasso di ritiro
La dimensione dello stampo può essere ottenuta sommando il tasso di ritiro alla dimensione del prodotto, quindi i fattori principali del tasso di ritiro devono essere considerati nella progettazione dello stampo.
I principali fattori che influenzano il tasso di ritiro dello stampaggio sono
(1) Pressione della resina plastica
(2) Temperatura del materiale plastico.
(3) Temperatura dello stampo.
(4) Area della sezione trasversale del cancello.
(5) Tempo di iniezione.
(6) tempo di raffreddamento.
(7) Spessore della parete del prodotto.
(8) Materiale d'armatura contenente erba.
(9) Direzionalità.
(10) Velocità di iniezione.
Questi effetti variano a seconda della variazione della resina e delle condizioni di stampaggio.

(1) Pressione della resina
La pressione della resina ha una grande influenza sul tasso di ritiro. Se la pressione della resina è elevata, il tasso di ritiro si riduce e le dimensioni del prodotto aumentano.
Anche nella stessa cavità dello stampo, la pressione della resina varia a seconda della forma del prodotto, quindi il tasso di ritiro varia.
Nel caso di stampi a più cavità, è facile che la pressione della resina in ogni cavità sia diversa e di conseguenza il tasso di ritiro di ogni cavità non è lo stesso.
(2) Temperatura dello stampo
Che si tratti di resina non cristallina o cristallina, se la temperatura dello stampo è elevata, il tasso di ritiro sarà maggiore. Lo stampaggio di precisione deve mantenere la temperatura dello stampo a una temperatura specifica. Nella progettazione dello stampo, dobbiamo prestare attenzione alla progettazione del circuito di raffreddamento.
(3) Area della sezione trasversale del gate
In generale, il tasso di ritiro cambia al variare dell'area della sezione trasversale della porta. Il tasso di ritiro diminuisce con l'aumentare delle dimensioni della porta, in relazione alla fluidità della resina.

(4) Spessore della parete del prodotto
Anche lo spessore della parete del prodotto influisce sulla resa. Per le resine non cristalline, poiché la resina ha una diversa tendenza a influenzare il tasso di ritiro dello spessore della parete, se lo spessore della parete è grande, anche il tasso di ritiro è grande, e viceversa, il tasso di ritiro diventa più piccolo.
Per le resine cristalline, è importante che lo spessore delle pareti sia uniforme. Nel caso di stampi a più cavità, se c'è una differenza nello spessore della parete della cavità dello stampo, anche il tasso di ritiro sarà diverso.
(5) Contenuto di materiale di rinforzo
Quando si utilizza una resina rinforzata con fibra di vetro, maggiore è la quantità di fibra di vetro aggiunta, minore è il tasso di ritiro, il tasso di ritiro nella direzione di scorrimento è inferiore al tasso di ritiro trasversale, a seconda della resina la sua differenza è maggiore, al fine di prevenire la torsione volante deformazione, deve considerare la forma del cancello volante posizione della bocca del fiocco e il numero di cancelli.
(6) Orientamento
Sebbene esistano grandi differenze di orientamento, esiste un orientamento per tutte le resine. L'orientamento delle resine cristalline è particolarmente ampio e varia in base allo spessore delle pareti e alle condizioni di stampaggio.
Inoltre, si verifica un ritiro post-stampaggio. I principali fattori che influenzano il ritiro post-stampaggio sono
a. sollievo dallo stress interno
b. cristallizzazione
c. temperatura
d. umidità

2) Misure che possono essere adottate
(1) Canale di flusso e bilanciamento della porta
Come già detto, il tasso di ritiro varia in base alla pressione della resina. Nel caso di stampi a cavità singola con porte multiple e di stampi a più cavità, è necessario bilanciare le porte per riempire lo stampo in modo uniforme.
Il flusso di resina è correlato alla resistenza al flusso nel canale, quindi è meglio eseguire il bilanciamento del canale prima di eseguire il bilanciamento della porta.
(2) Disposizione della cavità dello stampo
Per facilitare l'impostazione delle condizioni di stampaggio, è necessario prestare attenzione alla disposizione delle cavità. Poiché la resina fusa sarà tropicalizzata nello stampo, la distribuzione della temperatura dello stampo sarà costituita da cerchi concentrici centrati sulla porta nel caso di una disposizione generale delle cavità.
Pertanto, quando si sceglie la disposizione delle cavità dello stampo a più cavità, è facile adottare l'equilibrio del canale di flusso e anche la disposizione concentrica del ritorno centrata sulla porta.

(3) Progettazione del circuito di raffreddamento per lo stampaggio a iniezione di precisione
Come già detto, la temperatura dello stampo ha una grande influenza sul tasso di ritiro; allo stesso tempo, la differenza di temperatura di ciascuna cavità dello stampo multicavità è difficile da evitare a causa delle diverse variazioni di temperatura nel tempo, per cui è necessario prestare attenzione alla progettazione del circuito di raffreddamento.
Dal punto di vista dell'efficienza dello scambio termico, il flusso del refrigerante deve essere turbolento e il circuito di raffreddamento deve essere preferibilmente costituito da una serie di piastre piegate.
Nella progettazione del circuito, la cavità e il nucleo devono emettere calore diverso e anche la resistenza termica varia a seconda della struttura del circuito, e la temperatura dell'acqua in ingresso nella cavità e nel nucleo produce una grande differenza.
Pertanto, il circuito di raffreddamento di stampi di precisione è progettato separatamente per le cavità e i nuclei e il controllo della temperatura è effettuato da regolatori di temperatura separati.
3. Prevenzione della deformazione da stampaggio
La distorsione dello stampo si verifica a causa delle tensioni interne dovute a un ritiro non uniforme, per cui è necessario prevenire il ritiro non uniforme.
(1) Numero di cancelli
Nel caso di un prodotto rotondo con un foro al centro dell'ingranaggio, è necessario posizionare un cancello al centro. Tuttavia, quando c'è una grande differenza di ritiro tra la direzione di flusso della resina e la direzione verticale, la forma ovale presenta uno svantaggio. Tuttavia, è necessario prestare sufficiente attenzione al bilanciamento di ciascun cancello.
Quando si utilizzano cancelli laterali, i cancelli a 3 punti aumentano il diametro interno dei prodotti cilindrici. Nel caso in cui non siano consentite marcature sulle superfici esterne e terminali, si possono ottenere buoni risultati utilizzando porte uniformi a più punti meno interne.
(2) Forma e posizione della porta
È necessario scegliere un cancello di forma adeguata in base alla forma del prodotto. La figura mostra l'influenza della forma e della posizione della porta sulla deformazione.

4. Prevenzione della deformazione causata dal rilascio dello stampo
I prodotti di precisione sono generalmente di piccole dimensioni, lo spessore della parete del prodotto è sottile e alcuni di essi hanno molti tendini sottili. Il design del set di scacchi deve essere considerato in modo che i prodotti non si deformino e possano essere rilasciati correttamente.
Per le resine a basso ritiro, quando la pressione di stampaggio è elevata, è necessario prestare attenzione ai prodotti che tendono a rimanere nella cavità dello stampo. Quando si stampano ingranaggi con resine a basso ritiro, è meglio progettare la cavità dell'ingranaggio sul lato di espulsione dello stampo.
Quando si utilizzano i perni di espulsione, occorre prestare attenzione al numero di perni senza deformazione e alla posizione della pressione di espulsione. Nel caso di ingranaggi perforati, sono necessari dei perni d'anima sul lato dell'espulsore della piastra matrice per facilitare l'espulsione parallela durante l'espulsione.
Per i prodotti angolari, è possibile utilizzare una sagoma perforata per l'espulsione, che impedisce la deformazione.
In genere, la pendenza dello stampo di espulsione è ridotta per i prodotti di precisione. Al fine di ridurre la forza di rilascio, ma con una lavorazione speculare, la direzione di rettifica deve essere quella di estrazione dello stampo. È necessario impostare una facile rettifica delle anime dei pezzi in base alla direzione di estrazione dello stampo.
5. Errore minimo nella costruzione dello stampo
(1) Costruzione dello stampo appropriata in base al metodo di lavorazione desiderato
Per ottenere le dimensioni del prodotto con la precisione richiesta, è necessario disporre di uno stampo di dimensioni adeguate; lo stampo deve essere lavorato con una precisione estremamente elevata ed è limitato dai macchinari di finitura.
Per mantenere l'accuratezza dello stampo, è necessario avere un'elevata resistenza all'usura, per cui è necessaria la tempra. La precisione degli stampi temprati può essere compresa entro 0,01 mm con rettificatrici e macchine per elettroerosione.
Quando si utilizza la macchina utensile per l'elettroerosione a filo per la lavorazione della matrice, è necessario notare che l'usura dell'estremità dell'elettrodo diventa maggiore. La cavità per gli ingranaggi e la macchina per elettroerosione a filo devono essere progettate il più possibile per poter attraversare la struttura di lavorazione.
Dal punto di vista della prevenzione delle deformazioni da rettifica e della riduzione dei tempi di lavorazione, è necessario scegliere l'acciaio con minore deformazione da spegnimento e progettare la forma in modo da ridurre la deformazione da spegnimento. Quando la forma è complessa, non è facile che il raffreddamento del fuoco di contenimento sia uniforme ed è facile che si producano deformazioni da tempra.

(2) Stampo totale di tipo split
Per lavorare i pezzi temprati con una maggiore precisione, si utilizzano delle smerigliatrici. Pertanto, è necessario utilizzare inserti per formare uno stampo di tipo split. Questo stampo ha le seguenti caratteristiche:
(1) È in grado di utilizzare il materiale dello stampo di durezza appropriata perché è possibile selezionare il materiale appropriato.
(2) È possibile utilizzare materiali per stampi con elevata resistenza alla corrosione e all'usura.
(3) È facile impostare le condizioni di trattamento termico perché possono essere trattate separatamente.
(4) È possibile utilizzare materiali per stampi con una buona finitura a specchio e una facile operazione di finitura a specchio, in modo da migliorare la finitura a specchio.
(5) Poiché è facile smerigliare nella direzione di trafilatura, è vantaggioso utilizzare uno stampo con una ridotta pendenza di trafilatura.
(6) Grazie all'indurimento, è possibile prolungare il tempo di mantenimento della precisione dello stampo e la durata dello stesso.
(7) È facile impostare lo scarico in qualsiasi posizione, quindi è facile riempire lo stampo.
(8) Facile da macinare e lavorare.
(9) Può migliorare la precisione delle parti dello stampo, quindi può migliorare la precisione dei prodotti.
(10) È possibile realizzare cavità e nuclei con tolleranze ridotte, per cui l'intercambiabilità delle parti è elevata e la manutenzione è semplice.
(11) Elevata efficienza di lavorazione grazie alla macinazione come parte principale.
(12) Il numero di componenti dello stampo è elevato e la precisione di lavorazione di ciascun pezzo deve essere notevolmente migliorata.
(13) Limitato a metodi di lavorazione specifici
(14) Adozione della tempra completa
(3) Punti da tenere in considerazione nella progettazione di uno stampo di tipo total split
L'accuratezza della relazione e l'accuratezza di ogni parte devono essere determinate dall'operazione inversa dell'accuratezza del prodotto da produrre.
Poiché maggiore è il numero di divisioni, maggiore è l'errore del prodotto, per migliorare l'accuratezza dell'elaborazione, il numero di divisioni deve essere impostato al minimo.
In generale, è vietato creare linee di separazione sulla superficie del prodotto, che non solo è disgustoso nell'aspetto, ma diventa anche un ostacolo nel funzionamento. Se una linea di separazione si trova nel punto in cui si generano le sollecitazioni, spesso provoca danni dovuti alla concentrazione delle sollecitazioni.
Poiché è facile ottenere pezzi di dimensioni uniformi, la rettifica deve essere suddivisa in forme che possono essere lavorate con gli abrasivi.
Le parti fragili e frangibili devono essere suddivise in parti facilmente sostituibili e si deve prendere in considerazione una lega ad alta resistenza all'usura.
Inoltre, occorre considerare la facilità di montaggio e smontaggio. Ogni parte della cavità e del nucleo deve essere assemblata con un meccanismo in grado di recuperare facilmente e correttamente la precisione e, se sono montati separatamente sulla base, la cavità e il nucleo devono essere concentrici. Nel caso di utilizzo di perni di montaggio, i fori dei perni devono essere adeguatamente messi a terra.

6. Prevenzione degli errori di precisione dello stampo
Per garantire il posizionamento delle parti scorrevoli in ogni ciclo, è necessario prevenire la fluttuazione della precisione dello stampo. Per mantenere l'accuratezza delle parti scorrevoli, le parti scorrevoli devono essere rettificate con cura. La parte scorrevole del nucleo laterale deve essere posizionata e ritirata; quando le dimensioni del nucleo laterale sono grandi, la parte centrale può avere una fessura di guida stretta.
7. Mantenimento della precisione dello stampo
(1) Assicurarsi che il centro della cavità e l'anima coincidano.
Per chiudere sempre correttamente lo stampo, questo deve essere progettato in modo che le due piastre possano essere posizionate correttamente.

(2) Prevenzione della deformazione dello stampo
Per evitare la deformazione dello stampo causata dalla pressione della resina sulla cavità, la resistenza dell'attrezzatura deve essere sufficientemente elevata.
Spesso vengono aggiunti dei pilastri al centro della piastra d'anima e per il materiale dei perni viene utilizzato acciaio ad alta resistenza; i perni che si piegano facilmente sono situati vicino al cancello e la pressione del flusso di resina che agisce sui perni è ridotta.
(3) Prevenire i cambiamenti dell'invecchiamento
Lo stampo per il trattamento di tempra e rinvenimento, se c'è austenite residua, produrrà cambiamenti di invecchiamento, con conseguenti cambiamenti nella precisione dimensionale dello stampo, quindi poi fare la temperatura di decomposizione austenite residua rinvenimento, e bambini di utilizzare il trattamento a freddo.
Per prevenire le variazioni dovute all'usura, è necessario aumentare la durezza e prendere in considerazione l'uso di tipi di acciaio con variazioni dimensionali minime dovute alla tempra e al rinvenimento.
Rispetto all'asportazione di truciolo, la rettifica deve ridurre al minimo la quantità di rettifica per abbreviare i tempi di lavorazione, a causa della scarsa efficienza della lavorazione. È necessario selezionare sia la forma del pezzo da lavorare per ridurre la deformazione da tempra, sia il materiale in grado di ridurre la deformazione.







