 Vai al contenuto
Vai al contenuto 

Profazione : Il processo di produzione di stampo ad iniezione per plastica è generalmente suddiviso in: personalizzazione del cliente, progettazione dello stampo, produzione dello stampo, ispezione dello stampo e stampo di prova, modifica e riparazione dello stampo e manutenzione dello stampo. Di seguito le spiegheremo una per una.

Personalizzazione del cliente
Il processo di fabbricazione degli stampi in plastica inizia con la consegna al costruttore di stampi dei disegni del prodotto da parte dei tecnici del cliente. Il costruttore di stampi prende i dati del prodotto, li analizza e li elabora in base ai requisiti per la produzione di parti in plastica. Questo processo si chiama ingegneria del cliente.

Requisiti di produzione delle parti in plastica
Comprendere l'uso, la lavorabilità, la precisione dimensionale e altri requisiti tecnici dei pezzi. Ad esempio, quali sono i requisiti per l'aspetto della forma, la trasparenza del colore e le prestazioni delle parti in plastica.
La struttura geometrica, l'inclinazione e l'inserto delle parti stampate a iniezione sono ragionevoli? Il grado ammissibile di difetti di stampaggio, come segni di saldatura e fori di restringimento. Esiste una post-lavorazione come la verniciatura, la galvanoplastica, la serigrafia e la foratura.

Verificare se la tolleranza di stampaggio è inferiore alla tolleranza delle parti in plastica e se è possibile stampare parti in plastica che soddisfino i requisiti. Inoltre, è necessario conoscere i parametri del processo di plastificazione e stampaggio della plastica.
Dati di processo
Comprendere i requisiti del metodo di alimentazione della colla, del modello di macchina per la birra, delle prestazioni del materiale plastico fuso, del tipo di struttura dello stampo, ecc. Il materiale di stampaggio deve essere sufficientemente resistente per le parti in plastica, scorrere bene, essere uguale dappertutto, essere uguale in tutte le direzioni e non cambiare quando si scalda.
A seconda della funzione delle parti in plastica e della successiva lavorazione, il materiale di stampaggio deve essere adatto per la tintura, l'applicazione di metallo, l'aspetto, l'elasticità e la flessibilità, la trasparenza o la lucentezza, l'aderenza (come nel caso del suono) o la saldatura.
Scegliere le attrezzature per lo stampaggio
Capacità di iniezione, pressione di serraggio, pressione di iniezione, dimensioni dell'installazione dello stampo, dispositivo di espulsione e dimensioni, diametro del foro dell'ugello e raggio sferico dell'ugello, dimensioni dell'anello di posizionamento del manicotto a saracinesca, spessore massimo e minimo dello stampo, corsa della sagoma, ecc.

Piano specifico per la struttura della muffa
Stampo a due piastre, stampo a tre piastre. Se la struttura dello stampo è affidabile, se soddisfa la tecnologia di processo (come la forma geometrica, la finitura superficiale e l'accuratezza dimensionale, ecc.) e i requisiti economici di produzione delle parti in plastica (basso costo del pezzo, alta efficienza produttiva, funzionamento continuo dello stampo, lunga durata, risparmio di manodopera, ecc.)
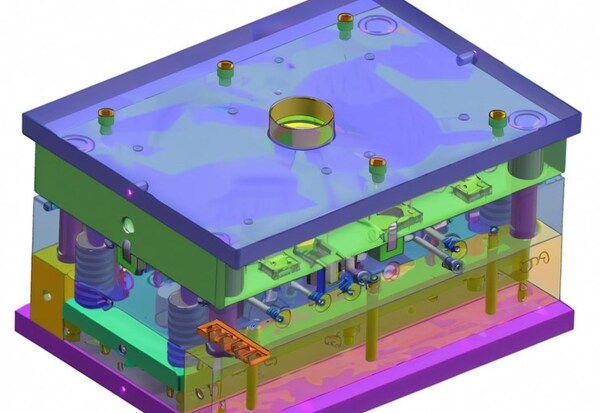
Progettazione di stampi
Classifica delle parti in plastica
La classificazione dei pezzi in plastica consiste nel mettere in ordine uno o più pezzi in plastica di cui si ha bisogno, in base a come si desidera realizzarli e al tipo di stampo che si vuole utilizzare.
La classificazione delle parti in plastica integra la struttura dello stampo e la lavorabilità della plastica e influisce direttamente sul successivo processo di stampaggio a iniezione. La struttura dello stampo corrispondente deve essere presa in considerazione durante la classificazione e la classificazione deve essere regolata in base al rispetto della struttura dello stampo.
Dal processo di stampaggio a iniezione della plastica In prospettiva, la classificazione deve considerare: lunghezza del canale, scarto del canale, posizione della paratoia, bilanciamento dell'ingresso della colla, bilanciamento della pressione della cavità.
Quando si considera la struttura dello stampo, è necessario pensare a quanto segue: Soddisfa i requisiti di tenuta? Soddisfa i requisiti di spazio della struttura dello stampo, come la base della pala, la posizione della fila, il piano inclinato e altri requisiti di spazio. Le parti della struttura dello stampo sono sufficientemente robuste? Le parti mobili multiple non interferiscono tra loro?

La posizione del manicotto evita la posizione del foro di espulsione. È inoltre necessario considerare le viti, l'acqua di raffreddamento e i dispositivi di espulsione: Prestare attenzione all'influenza di viti ed espulsori sui fori dell'acqua di raffreddamento durante la classificazione.
Il rapporto tra lunghezza e larghezza dello stampo ha senso? Lo stampo deve essere il più compatto possibile, con un rapporto di lunghezza e larghezza adeguato, e si devono anche considerare i requisiti di installazione della macchina a iniezione.

Disegno di preventivo Disegno e ordine
Il disegno di preventivo è il primo piano di progettazione dello stampo e fornisce anche un riferimento per l'ordinazione dello stampo. Il disegno di preventivo è un'identificazione relativamente dettagliata della base dello stampo, della sua struttura e delle dimensioni del materiale dello stampo in base alla disposizione originale dello stampo.
Al momento dell'ordine, è necessario disegnare un semplice schema della base dello stampo e compilare il modulo d'ordine in base al disegno dell'offerta. Al momento dell'ordine, è necessario prestare attenzione alla selezione dei vari materiali dello stampo in base ai vari requisiti dello stampo.

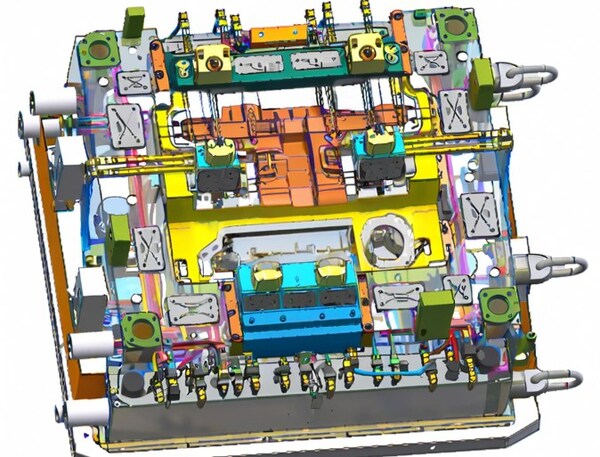
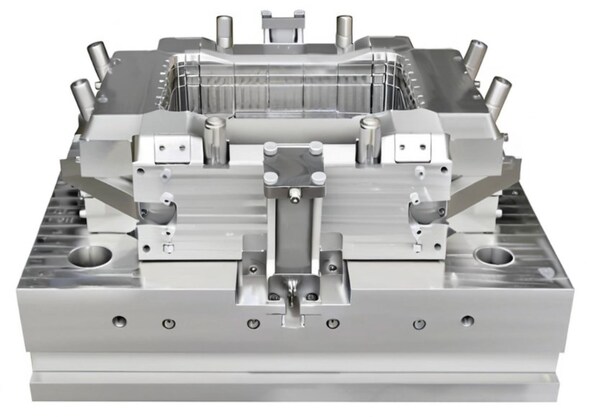
Progettazione della struttura dello stampo
La struttura dello stampo è determinata dal tipo di macchina per lo stampaggio a iniezione e dalle caratteristiche dei pezzi in plastica.
Durante la progettazione, è necessario concentrarsi sui seguenti aspetti: specifiche tecniche della macchina per lo stampaggio a iniezione; prestazioni di processo delle materie plastiche; sistema di colata, compresi i canali, le porte e così via; parti di stampaggio; parti strutturali comunemente utilizzate; meccanismo di scorrimento; meccanismo di espulsione; controllo della temperatura dello stampo; scarico; materiali dello stampo.
Quando si progetta uno stampo, è necessario pensare a molti aspetti e scegliere una buona forma che faccia funzionare bene lo stampo.
Classifica delle parti in plastica
Nella fase di progettazione 3D, la classifica si basa sulla classifica 2D all'inizio della progettazione per una progettazione più approfondita.

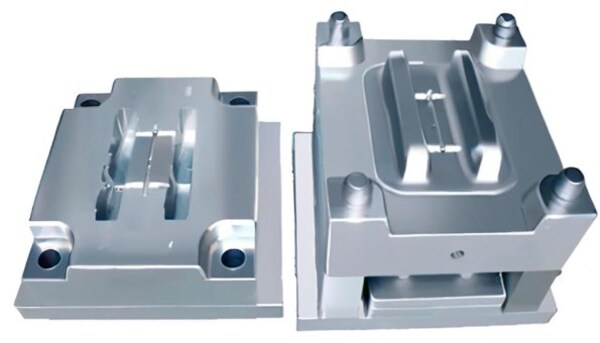
Separazione
Scegliere la giusta linea di separazione, considerare la distanza di tenuta, costruire il piano di riferimento, bilanciare la pressione laterale, appiattire la superficie di contatto dell'ugello, gestire il contatto e la penetrazione di piccoli fori, evitare l'acciaio tagliente, considerare l'aspetto del prodotto, ecc.
Verifica e miglioramento della resistenza dello stampo
Per assicurarsi che lo stampo possa funzionare normalmente, è necessario verificare non solo la resistenza complessiva dello stampo, ma anche la resistenza della struttura locale dello stampo stesso.
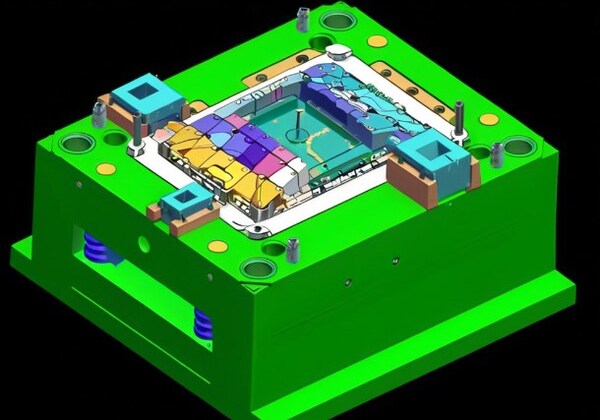
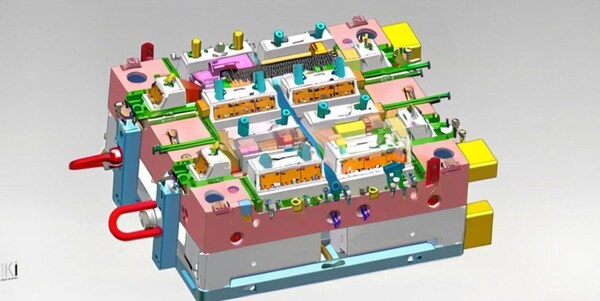
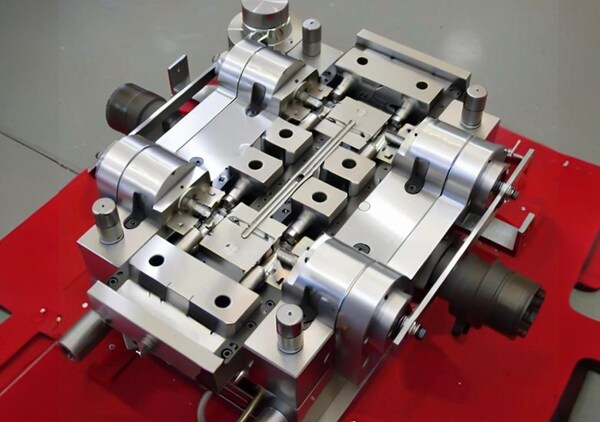
Progettazione di parti di stampo
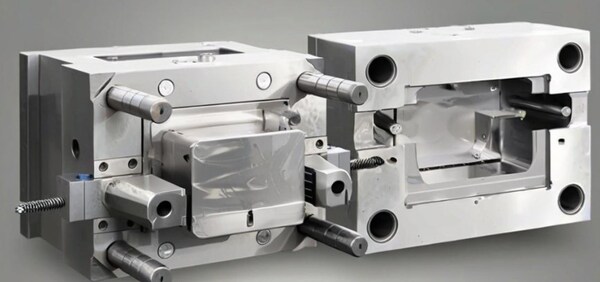
Le parti dello stampo possono essere suddivise in due tipi: parti di formazione e parti strutturali. Le parti di formatura sono quelle che partecipano direttamente alla formazione dello spazio della cavità, come lo stampo concavo (cavità), il punzone (nucleo), l'inserto, la slitta, ecc.
Le parti strutturali sono quelle utilizzate per l'installazione, il posizionamento, la guida, l'espulsione e varie azioni durante il processo di formatura, come gli anelli di posizionamento, gli ugelli, le viti, le aste di trazione, gli espulsori, gli anelli di tenuta, le piastre di trazione a distanza fissa, i ganci, ecc.
Quando si dividono gli inserti, ci sono diversi aspetti da considerare: nessun acciaio tagliente o sottile, facilità di lavorazione, facilità di regolazione delle dimensioni e di riparazione, garanzia di resistenza delle parti stampate, facilità di assemblaggio, nessun impatto sull'aspetto e considerazione completa del raffreddamento (dopo che gli inserti sono stati realizzati, il raffreddamento locale è difficile, quindi è necessario considerare la situazione di raffreddamento).

Nella progettazione di parti strutturali, il principio generale per la disposizione dei perni di espulsione e dei canali di raffreddamento è quello di disporre prima i perni di espulsione, poi i canali di raffreddamento e infine regolare i perni di espulsione. Tuttavia, nella produzione reale, spesso si tiene conto della modifica dello stampo.
Dopo la realizzazione dello stampo, i canali di raffreddamento non vengono avviati immediatamente. Possono essere aperti solo dopo il completamento della modifica dello stampo per un periodo di tempo che dipende dalla situazione modificata.

Disposizione del manicotto di espulsione:
Il manicotto di espulsione viene solitamente utilizzato per la posizione della colonna stampo. Inoltre, per la posizione dell'osso più profondo, il perno di espulsione è facile da espellere e il manicotto di espulsione può essere utilizzato anche per aggiungere ossa per facilitare l'espulsione.

In generale, lo spessore della parete del manicotto di espulsione è >=1 mm e il manicotto di espulsione e l'ago di espulsione vengono ordinati insieme.
Nella progettazione strutturale, l'altezza della colonna non deve essere troppo elevata, altrimenti l'ago del manicotto si piegherà facilmente e sarà difficile da espellere.
Per la progettazione e la selezione di altre parti strutturali, come anelli di posizionamento, ugelli, viti, aste di trazione, anelli di tenuta, piastre di trazione a distanza fissa, ganci, molle, ecc.
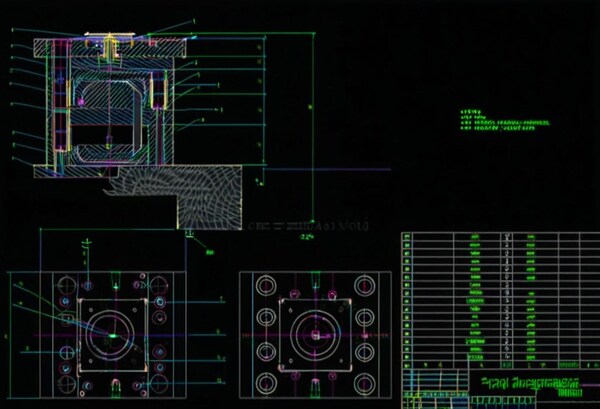
Produzione di disegni per stampi
I disegni degli stampi sono documenti importanti che convertono le intenzioni progettuali in produzione di stampi. In genere, devono essere disegnati secondo gli standard nazionali e devono essere combinati con i metodi di disegno abituali di ogni fabbrica. I disegni degli stampi comprendono i disegni generali della struttura di assemblaggio e i relativi requisiti tecnici, nonché i disegni di tutte le parti, compresi i vari inserti.

Produzione di stampi
Programmazione e rimozione degli elettrodi
Una volta terminata la progettazione dello stampo, è necessario creare programmi CNC ed estrarre gli elettrodi per la lavorazione ad elettroerosione in base alle condizioni di lavorazione di ciascun pezzo.
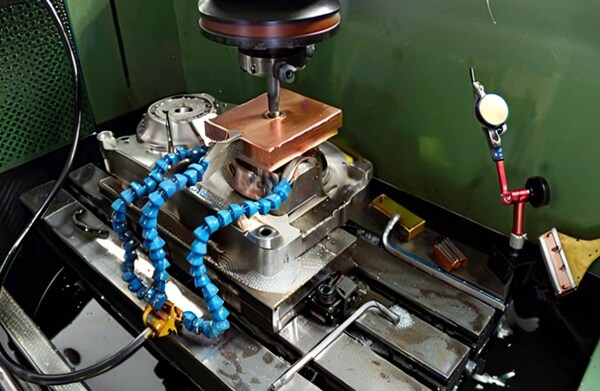
Lavorazione meccanica
La lavorazione meccanica dello stampo comprende la lavorazione CNC, l'elettroerosione, il taglio a filo, la foratura profonda, ecc. Dopo aver ordinato la base dello stampo e i materiali, lo stampo si trova solo in uno stato di lavorazione grezzo o solo in materiale d'acciaio.

A questo punto, è necessario eseguire una serie di lavorazioni meccaniche in base all'intenzione progettuale dello stampo per realizzare vari pezzi.
La lavorazione CNC comporta diversi processi di lavorazione, scelte di utensili, impostazioni di lavorazione e altre cose da sapere. Se volete saperne di più, potete trovare le informazioni di cui avete bisogno.
L'elettroerosione è una lavorazione a scintilla elettrica. Si tratta di un processo di lavorazione che utilizza la scarica per corrodere i materiali al fine di ottenere le dimensioni desiderate, quindi può lavorare solo materiali conduttivi. Gli elettrodi utilizzati sono generalmente rame e grafite.
Montaggio della panchina
Il lavoro al banco è una parte molto importante del processo di costruzione degli stampi ed è un lavoro che deve essere svolto durante l'intero processo di produzione degli stampi. Il lavoro al banco è adatto all'assemblaggio degli stampi ed è utile per la tornitura, la fresatura, la rettifica e la foratura.
Salvataggio e lucidatura dello stampo
La lavorazione e la lucidatura dello stampo è il processo di utilizzo di carta vetrata, pietra oleosa, pasta diamantata e altri strumenti per la lavorazione delle parti dello stampo dopo la lavorazione dello stampo tramite CNC, EDM e lavorazione al banco e prima dell'assemblaggio dello stampo.

Ispezione della muffa e prova della muffa
Ispezione della muffa
Il processo di stampo e assemblaggio è in realtà il processo di ispezione dello stampo. Durante l'assemblaggio dello stampo, è possibile verificare se il cavo rosso è in posizione, se il manicotto di espulsione è liscio e se lo stampo presenta interferenze errate.
Metodo di rilevamento della muffa
Rilevamento dell'aspetto
Uno dei modi più semplici per individuare la muffa è osservarla. A tale scopo, occorre verificare se lo stampo è piatto, se presenta graffi, ammaccature, crepe o altro. Si deve anche verificare se lo stampo è dello stesso colore e se è sporco di olio.

Ispezione delle dimensioni
Il controllo delle dimensioni dello stampo è molto importante, perché se le dimensioni non sono buone, la qualità del prodotto ne risente seriamente. Nel controllo delle dimensioni, dobbiamo utilizzare strumenti di misura professionali, come micrometri, calibri a corsoio, ecc. per rilevare se le varie dimensioni dello stampo soddisfano i requisiti.

Ispezione della durezza
La durezza dello stampo è un fattore importante che influisce sulla durata dello stampo e sulla qualità del prodotto. Per verificare la durezza è possibile utilizzare un tester e misurare il valore di durezza dello stampo per vedere se soddisfa i requisiti.
Ispezione dell'installazione
Assicurarsi che lo stampo sia installato correttamente e in modo sicuro. Durante l'ispezione dell'installazione, verificare che le varie parti dello stampo siano ragionevoli e che il collegamento sia sicuro per garantire che lo stampo non si rompa o si deformi durante l'uso.

Controllare le prestazioni dello stampo
Stampi diversi richiedono proprietà diverse per l'uso, come la resistenza all'usura e alla corrosione. Quando si valutano le prestazioni degli stampi, eseguire test basati sui requisiti di progettazione dei diversi tipi di stampi.
Test di durata
I test di durata consistono nel realizzare lo stampo e nel farlo funzionare più volte per vedere se si stanca, si piega, si rompe o altro, in modo da capire quanto durerà e quanto è buono.
Test sull'organizzazione dei materiali
Utilizzare strumenti come il microscopio per controllare l'organizzazione del materiale dello stampo per verificare se ci sono impurità, difetti, sovracombustione, ecc. per assicurarsi che la qualità del materiale soddisfi i requisiti.

Test funzionali
Il test funzionale è il test di utilizzo effettivo del prodotto realizzato dallo stampo per verificare se il prodotto soddisfa i requisiti di progettazione e gli indicatori di prestazione durante l'utilizzo. I test funzionali più comuni includono test di assemblaggio del prodotto, test di funzionamento del prodotto, test di affidabilità del prodotto, ecc.

Fasi dell'analisi della muffa
Pre-ispezione
Prima di effettuare il test della muffa, è necessario eseguire un'ispezione preliminare. Innanzitutto, osservate la muffa per vedere se ci sono danni evidenti, come schegge, crepe o rotture. Poi pulite lo stampo per assicurarvi che non ci sia sporcizia o qualcosa di corrosivo. Infine, lubrificare tutte le parti mobili dello stampo.

Impostare un piano di test
Creare un piano di test che corrisponda ai requisiti di progettazione e ai requisiti funzionali dello stampo. Decidete cosa testare, come testarlo e quali strumenti utilizzare.

Ispezione dell'aspetto
Utilizzare lenti d'ingrandimento, microscopi e altri strumenti per ispezionare l'aspetto generale dello stampo. Osservate se ci sono difetti evidenti come protuberanze, bolle, rotture, danni meccanici, ecc.

Ispezione delle dimensioni
Sulla base dei disegni di progetto dello stampo, utilizzare gli strumenti di misura appropriati per misurare le dimensioni, confrontare i risultati della misurazione con i requisiti di progetto e determinare se la precisione dimensionale dello stampo soddisfa i requisiti.

Ispezione della durata
Per testare lo stampo, è necessario eseguire un certo numero di stampi o iniezioni continue per vedere se lo stampo si affatica, si deforma, si rompe e così via durante l'uso. Registrare la durata e i cambiamenti dello stampo.

Ispezione dell'organizzazione dei materiali
Prelevare un campione del materiale dello stampo e realizzare un pezzo di prova. Osservare la struttura del materiale al microscopio e con altri strumenti. Verificare la presenza di impurità, difetti, sovracombustione o altri problemi. Assicurarsi che la qualità del materiale dello stampo sia sufficientemente buona.
Ispezione funzionale
Test di utilizzo pratico dei prodotti realizzati con lo stampo. Come l'assemblaggio, il funzionamento, l'affidabilità e altri test. Rilevare se il prodotto soddisfa i requisiti di progettazione e gli indicatori di prestazione durante l'uso.

Registrare i risultati del test
Registrare tutti gli elementi di prova, compresi i metodi di prova, i risultati, il tempo di prova, ecc. E redigere un rapporto di prova dello stampo per analisi e riferimenti successivi.
Prova di muffa
Una volta realizzato lo stampo, è necessario testarlo sulla macchina a iniezione per vedere se lo stampo è buono e se la struttura della parte in plastica è buona. Testando lo stampo, possiamo vedere come si comporta lo stampo durante il processo di produzione della birra e se la struttura della parte in plastica è buona.
Precauzioni prima della sperimentazione della muffa
Conoscere lo stampo: È meglio procurarsi i disegni di progetto dello stampo, analizzarli in dettaglio e far partecipare il tecnico dello stampo alla prova dello stampo.

In primo luogo, verificare l'azione di coordinamento meccanico sul banco di lavoro: prestare attenzione alla presenza di graffi, parti mancanti e allentamenti, se lo stampo si muove verso la piastra di scorrimento, se il canale dell'acqua e le giunzioni del tubo dell'aria presentano perdite e se vi sono limitazioni all'apertura dello stampo, queste devono essere segnalate anche sullo stampo.
Se le azioni di cui sopra possono essere eseguite prima di appendere lo stampo, si può evitare la perdita di tempo causata dall'individuazione di problemi durante l'appensione dello stampo e il successivo smontaggio dello stesso.

Dopo aver verificato che le varie parti dello stampo si muovono correttamente, è necessario selezionare una macchina ad iniezione per stampi di prova adeguata. Al momento della scelta, è necessario prestare attenzione a: qual è il volume massimo di iniezione dello stampo stampaggio a iniezione macchina,
Se la distanza interna del tirante può adattarsi allo stampo, se la corsa massima della sagoma mobile soddisfa i requisiti e se gli altri strumenti e accessori dello stampo di prova sono completamente preparati.

Una volta confermato che tutto è a posto, la fase successiva consiste nell'appendere lo stampo. Quando si appende lo stampo, è bene ricordare che tutte le sagome di bloccaggio devono essere bloccate e il gancio di sospensione non deve essere rimosso prima di aprire lo stampo, per evitare che la sagoma di bloccaggio si allenti o si rompa e faccia cadere lo stampo.
Dopo l'installazione dello stampo, è necessario controllare attentamente le azioni meccaniche delle varie parti dello stampo, ad esempio se le azioni della piastra di scorrimento, del perno di espulsione, della struttura di ritrazione del dente e del finecorsa sono corrette.

E verificare che l'ugello di iniezione e la porta di alimentazione siano allineati. Il passo successivo consiste nel prestare attenzione all'azione di chiusura dello stampo. A questo punto, la pressione di chiusura dello stampo deve essere ridotta. Nell'azione di chiusura manuale e a bassa velocità dello stampo, prestare attenzione a vedere e ascoltare se ci sono azioni non uniformi e suoni anomali.
Sollevare lo stampo è in realtà piuttosto semplice. La cosa principale a cui bisogna prestare attenzione è che il centraggio della porta dello stampo e dell'ugello è difficile. In genere, è possibile regolare il centro utilizzando carta di prova.

Aumentare la temperatura dello stampo: In base alle prestazioni delle materie prime utilizzate nel prodotto finito e alle dimensioni dello stampo, selezionare un regolatore di temperatura dello stampo appropriato per aumentare la temperatura dello stampo alla temperatura richiesta per la produzione.
Dopo l'aumento della temperatura dello stampo, controllare di nuovo il movimento di ogni parte, perché l'acciaio può causare l'inceppamento dello stampo dopo l'espansione termica, quindi prestare attenzione allo scorrimento di ogni parte per evitare tensioni e vibrazioni.

Se la fabbrica non segue la regola del piano sperimentale, suggeriamo di regolare solo una condizione alla volta quando si regolano le condizioni dello stampo di prova, in modo da poter vedere l'effetto della modifica di una singola condizione sul prodotto finito.
A seconda delle materie prime, è necessario cuocere correttamente i materiali originali. Lo stampo di prova e la futura produzione in serie dovrebbero utilizzare il più possibile le stesse materie prime.

Non utilizzate materiali scadenti per gli stampi di prova. Se avete un requisito di colore, potete fare una prova di colore allo stesso tempo. La lavorazione secondaria è spesso influenzata da stress interni e altri problemi.

Dopo che lo stampo di prova è stabile, eseguire la lavorazione secondaria. Dopo la chiusura lenta dello stampo, regolare la pressione di chiusura dello stampo e muoverlo alcune volte per verificare se la pressione di chiusura dello stampo non è uniforme, per evitare bave sul prodotto finito e deformazioni dello stampo.
Fasi principali del processo per muffa
Per evitare di perdere tempo e fatica durante la produzione di massa, è necessario regolare e controllare con pazienza le varie condizioni di lavorazione, trovare le migliori condizioni di temperatura e pressione e sviluppare procedure standard di prova degli stampi da utilizzare per stabilire i metodi di lavoro quotidiani.

Assicurarsi che il materiale plastico contenuto nel cilindro sia corretto e che sia stato essiccato secondo le regole (se si utilizzano materie prime diverse per la prova stampo e la produzione, si potrebbero ottenere risultati diversi).
Per evitare che plastica scadente o materiali estranei entrino nello stampo, il tubo del materiale deve essere pulito bene. La plastica scadente e i materiali estranei possono inceppare lo stampo. Verificare che la temperatura del tubo del materiale e la temperatura dello stampo siano adeguate alle materie prime utilizzate.
Modificate la pressione e il volume di iniezione per dare al prodotto finito un bell'aspetto, ma non fatevi prendere la mano, soprattutto se alcune cavità dello stampo non sono completamente solidificate. Riflettete bene prima di modificare le impostazioni di controllo, perché una piccola variazione della velocità di riempimento dello stampo può causare una grande variazione del riempimento dello stampo.

È sufficiente avere pazienza e attendere che le condizioni della macchina e dello stampo si stabilizzino, cioè la macchina di medie dimensioni. È possibile che la macchina debba attendere anche più di 30 minuti. Questo tempo può essere utilizzato per verificare eventuali problemi del prodotto finito.

Il tempo di avanzamento della vite non deve essere inferiore al tempo di solidificazione della plastica del cancello, altrimenti il peso del prodotto finito si ridurrà e le prestazioni del prodotto finito saranno danneggiate. Inoltre, quando lo stampo è riscaldato, il tempo di avanzamento della vite deve essere prolungato per compattare il prodotto finito.

Un adeguamento ragionevole riduce il ciclo di lavorazione totale.
Eseguire le nuove condizioni regolate per almeno 30 minuti fino a renderle stabili, quindi produrre in modo continuo almeno una dozzina di campioni di stampo completo, contrassegnare la data e la quantità sui contenitori e posizionarli separatamente in base alla cavità dello stampo per testare l'effettiva stabilità di funzionamento e ricavare tolleranze di controllo ragionevoli.
Misurare e registrare le dimensioni importanti dei campioni continui (attendere che il campione si raffreddi a temperatura ambiente prima di misurarlo).
Controllate le dimensioni di ogni campione di stampo e cercate: coerenza nelle dimensioni del prodotto. Eventuali dimensioni che tendono ad aumentare o diminuire, il che indicherebbe che le condizioni di lavorazione della macchina stanno ancora cambiando, ad esempio un cattivo controllo della temperatura o della pressione dell'olio. Se la variazione delle dimensioni rientra nell'intervallo di tolleranza.

Se le dimensioni del prodotto finito non cambiano molto e le condizioni di lavorazione sono normali, è necessario verificare se la qualità del prodotto finito di ciascuna cavità è accettabile e se le dimensioni rientrano nella tolleranza consentita. Annotare i numeri delle cavità che sono costantemente più grandi o più piccole della media per verificare se la dimensione dello stampo è corretta.
Registrazione dei parametri ottenuti durante la prova stampo
Registrare e analizzare i dati per verificare la necessità di modificare lo stampo e le condizioni di produzione e come riferimento per la futura produzione di massa.

Far funzionare il processo più a lungo per stabilizzare la temperatura della fusione e dell'olio idraulico.
Regolare le condizioni della macchina in base alle dimensioni di tutti i prodotti finiti troppo grandi o troppo piccoli. Se il tasso di restringimento è troppo elevato e il prodotto finito sembra corto, è possibile utilizzarlo come riferimento per aumentare le dimensioni del cancello.

Correggere le dimensioni delle cavità troppo grandi o troppo piccole. Se le dimensioni della cavità e dello sportello sono ancora corrette, provare a modificare le condizioni della macchina, come la velocità di riempimento, la temperatura dello stampo e la pressione di ciascun pezzo, e vedere se alcune cavità si riempiono lentamente.

Effettuare correzioni individuali in base alla corrispondenza dei prodotti finiti di ciascuna cavità o allo spostamento del nucleo dello stampo, e magari provare a regolare nuovamente la velocità di riempimento e la temperatura dello stampo per renderla più uniforme.
Ispezionare e risolvere eventuali problemi con il stampaggio a iniezione come ad esempio problemi alla pompa dell'olio, alla valvola dell'olio, al regolatore di temperatura e così via, che possono causare cambiamenti nelle condizioni di lavorazione. Anche il miglior stampo non funzionerà bene su una macchina con scarsa manutenzione.

Dopo aver esaminato tutti i valori registrati, conservare una serie di campioni per verificare e confrontare se i campioni corretti sono migliorati. Conservare correttamente tutte le registrazioni delle ispezioni dei campioni durante la prova stampo, comprese le varie pressioni nel ciclo di lavorazione, la temperatura della colata e dello stampo, la temperatura del tubo del materiale, il tempo di azione dell'iniezione, il periodo di alimentazione della vite, ecc.
In breve, salvate tutti i dati che vi aiuteranno a stabilire con successo le stesse condizioni di lavorazione in futuro per ottenere prodotti conformi agli standard di qualità.

Modifica degli stampi e riparazione degli stampi
Dopo la prova dello stampo, lo stampo deve essere modificato in base alla situazione della prova dello stampo. Inoltre, dopo che l'ingegnere ha confermato la parte in plastica, la struttura della parte in plastica deve essere modificata di conseguenza.
Motivi per la modifica dello stampo
Modifiche dovute a errori di elaborazione
Gli errori di lavorazione si concentrano soprattutto nella fase iniziale della sperimentazione di un nuovo stampo, come gli errori di foratura ad acqua, le dimensioni ridotte del materiale del nucleo dello stampo, gli errori di CNC, gli errori di elettroerosione, ecc. Nel processo di lavorazione, si può dire che ogni fase di lavorazione presenta la possibilità di errori.

Alcuni errori possono essere salvati modificando lo stampo, mentre altri devono essere rifatti cambiando il materiale. Se il materiale viene cambiato e rifatto, non è considerata una modifica dello stampo. La necessità di modificare lo stampo è spesso dovuta a piccoli errori, come la costola dell'elettroerosione un po' fuori o un po' profonda, il taglio del filo un po' eccessivo, il foro di filettatura rotto, ecc.
Modifiche irragionevoli alla progettazione dello stampo
Nella fase iniziale della progettazione dello stampo, si dedica più tempo alla pianificazione e ai risultati. Alcuni problemi evidenti sono più facili da individuare, mentre alcuni problemi oscuri sono difficili da individuare direttamente fino alla prova dello stampo o alla produzione. La maggior parte dei problemi viene riscontrata durante la prova dello stampo o la produzione e il feedback viene fornito alla parte di progettazione, per poi realizzare il piano di modifica.

Ad esempio, se la porta o la guida sono troppo piccole, il prodotto non sarà facile da iniettare; la posizione o il tipo di porta sono irragionevoli, con conseguenti problemi di qualità del prodotto; la colonna di guida inclinata o altre parti influenzano la capacità del robot di prelevare il prodotto; lo stampo ritorna in modo anomalo, ecc.
Modifiche alla progettazione del prodotto del cliente
Il motivo più importante per la modifica degli stampi è la variazione del design del prodotto da parte del cliente. Come azienda produttrice di stampi, è difficile valutare questo aspetto. Inoltre, questo aspetto non è sotto il controllo dell'azienda di stampi.

Le modifiche allo stampo in quest'area possono essere grandi o piccole, come l'aggiunta o la rimozione di colla in loco, la necessità di aggiungere cursori o piani inclinati, la modifica della superficie di separazione e persino la rottamazione e il rifacimento dei cursori o delle anime dello stampo.
Metodi di modifica dello stampo
Riprogettare lo stampo
Il modo migliore per risolvere il problema è riprogettare lo stampo. In base ai problemi dello stampo originale, ottimizziamo e progettiamo la struttura dello stampo, la superficie di separazione, la posizione della porta, ecc. Allo stesso tempo, dobbiamo considerare la selezione dei materiali dello stampo e l'ottimizzazione del processo di trattamento termico per migliorare la vita e la durata dello stampo.

Ad esempio, per risolvere il problema dell'insufficiente riempimento della colata causato da una superficie di separazione non uniforme dello stampo, possiamo ridisegnare la superficie di separazione per rendere più uniforme il riempimento della colata.
Modifica dei parametri dello stampo
La modifica dei parametri dello stampo è un modo semplice e rapido per modificare lo stampo. Regolando parametri quali le dimensioni dello stampo, la precisione dello stampo e la rugosità della superficie dello stampo, è possibile migliorare la qualità e l'efficienza produttiva del prodotto.

Ad esempio, regolando le dimensioni e la posizione della porta, è possibile ottimizzare il processo di riempimento della colata e migliorare la qualità del prodotto; riducendo la rugosità superficiale dello stampo, è possibile ridurre i residui del prodotto e migliorare l'efficienza produttiva.
Sostituzione degli accessori per stampi
La sostituzione degli accessori dello stampo è un modo popolare e piuttosto economico per modificare gli stampi. Per le parti dello stampo soggette a usura e a guasti, come la cavità, l'anima, il manicotto della porta, ecc. è possibile sostituirle con materiale fuso o trattamenti superficiali più resistenti all'usura e alla corrosione.

È inoltre possibile scegliere componenti di stampo più avanzati in base alle reali esigenze di produzione, per migliorare l'efficienza produttiva e la qualità del prodotto. Ad esempio, sostituendo la cavità, che si usura facilmente, con un materiale altamente resistente all'usura, è possibile prolungare efficacemente la durata dello stampo.
Motivi per la riparazione della muffa
L'alta frequenza di utilizzo dello stampo porta all'usura
Con l'aumentare del numero di utilizzi, le diverse parti dello stampo presentano diversi gradi di usura, con conseguenti problemi quali l'imprecisione delle dimensioni di lavorazione dello stampo, l'aumento della rugosità superficiale e la riduzione della precisione dello stampo. A questo punto, lo stampo deve essere riparato per garantire la precisione di lavorazione e l'efficienza produttiva dello stampo.

Problemi causati da un trattamento superficiale dello stampo non corretto
Il trattamento superficiale dello stampo è un fattore importante che influisce sulla durata e sull'effetto d'uso dello stampo. Se il rivestimento si stacca, la durezza non è sufficiente e la superficie è irregolare, l'effetto d'uso dello stampo ne risente.
In risposta a questi problemi, lo stampo deve essere riparato, la superficie dello stampo deve essere rilavorata e la precisione e la durata dello stampo devono essere migliorate.

Difetti nel materiale dello stampo stesso
È raro che il materiale dello stampo stesso presenti dei difetti, ma se questo problema si verifica, anche dopo molteplici regolazioni e usura, non è ancora in grado di soddisfare i requisiti di lavorazione. Ad esempio, quando nello stampo compaiono crepe, pori e altri problemi, lo stampo deve essere riparato per poter essere utilizzato normalmente.
Ambiente povero di muffa
L'ambiente in cui viene utilizzato lo stampo ha una grande influenza sulla durata dello stesso. Ad esempio, se lo stampo viene utilizzato per lungo tempo in un ambiente umido e corrosivo, si verificherà la corrosione e la ruggine sulla superficie dello stampo, aumentando il rischio di usura e danneggiamento dello stampo, che dovrà essere riparato per garantire la precisione e la durata dello stampo.

Metodi di riparazione della muffa
Riparazione della superficie
Smerigliare la superficie dello stampo con una smerigliatrice per eliminare la ruggine o il vecchio rivestimento. Utilizzare una sabbiatrice per spruzzare un nuovo rivestimento per assicurarsi che lo spessore del rivestimento sia uniforme. Eseguire la smerigliatura e la lucidatura finale per rendere liscia la superficie dello stampo.
Riparazione dei fori
Individuare i fori e le aree danneggiate da riparare. Utilizzare un trapano o una fresa per fissare i fori in modo che le dimensioni e la forma corrispondano ai requisiti del progetto. Levigare e lucidare i fori fissati in modo che siano lisci e piatti.

Riparazione del nucleo dello stampo
Per prima cosa, smontare l'anima dello stampo, controllare la parte danneggiata e calcolare l'area di riparazione. Utilizzare una macchina per elettroerosione per saldare e riparare l'anima dello stampo, facendo attenzione a controllare l'area e la posizione della riparazione. Eseguire la molatura e la lucidatura finale per rendere liscia la superficie dell'anima dello stampo.
Stampi a iniezione di plastica Manutenzione
Poiché lo stampo lavora ad alta temperatura e pressione ed è a contatto con l'aria per lungo tempo, è facile che si arrugginisca. Pertanto, lo stampo deve essere sottoposto a una buona manutenzione. Quando non viene utilizzato, è necessario applicare olio e burro antiruggine.

Inoltre, poiché l'acciaio dello stampo ha una lunga durata di vita e la struttura dello stampo non è progettata bene, alcune strutture in acciaio sottile o i perni di espulsione possono incrinarsi e rompersi, e devono essere mantenuti e riparati costantemente nella manutenzione successiva. Di seguito sono riportati i principali metodi di manutenzione degli stampi.
Se l'ambiente è umido, la superficie dello stampo è soggetta a ruggine, il che riduce la qualità della superficie e influisce sulla durata dello stampo. Pertanto, quando si conserva lo stampo, scegliere un luogo asciutto e ventilato e utilizzare materiali protettivi a prova di umidità.

Pulire regolarmente la superficie della muffa
Quando si utilizza lo stampo, questo si ricopre di vernice, olio e altri elementi che ne compromettono l'effetto. Pertanto, la superficie dello stampo deve essere pulita regolarmente con un detergente per garantire che la superficie sia liscia ed evitare difetti che influiscono sulla qualità.

Utilizzare correttamente lo stampo
Lo stampo è stato progettato e realizzato in determinate condizioni d'uso, pertanto è necessario prestare particolare attenzione durante l'utilizzo. Evitare di usare una forza eccessiva durante l'operazione e rispettare le procedure operative per garantire che lo stampo non venga danneggiato durante l'uso a lungo termine. Problemi di qualità come.

Lubrificazione e manutenzione frequenti
Lo stampo deve funzionare bene con le parti mobili quando lo si utilizza. Pertanto, è necessario oliare spesso le parti mobili dello stampo per evitare che si blocchino o si inceppino a causa dell'usura durante l'utilizzo.

Attenzione al metodo di conservazione
Quando si conserva lo stampo per un lungo periodo di tempo, non si vuole che si rovini. Per questo motivo, quando lo conservate, dovete metterlo su una superficie piana e usare qualcosa per sostenerlo in modo che non si rovini.

Conclusione
La plastica fusa viene trasformata in plastica fusa durante la fase di stampaggio a iniezione ciclo, completando lo stampaggio finale sotto forma di resina plastica. La realizzazione di stampi a iniezione è un processo molto complicato.

Il processo è composto da molte fasi. Dalla progettazione dello stampo alla lavorazione CNC, alla rettifica di precisione, alla lavorazione a scarica elettrica, all'assemblaggio e al debug, tutti gli aspetti devono garantire l'accuratezza e l'efficienza della produzione. Solo attraverso ispezioni e test rigorosi è possibile garantire la qualità e le prestazioni degli stampi a iniezione.







