 Vai al contenuto
Vai al contenuto 

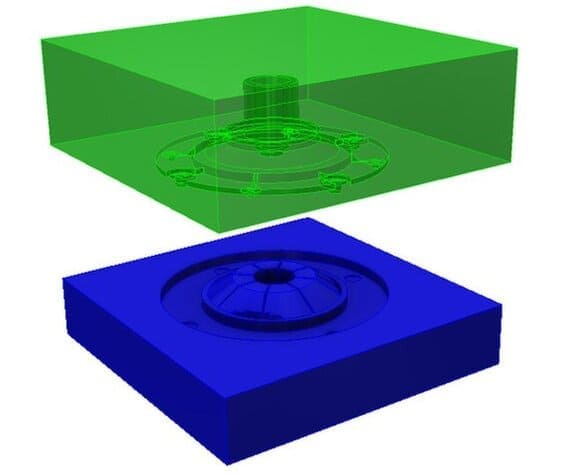
L'anima e la cavità sono le due metà dello stampo in cui il materiale plastico fuso e caldo viene iniettato nell'anima e nella cavità. e l'intercapedine tra l'anima e la cavità viene riempita con il materiale fuso caldo durante la fase di stampaggio a iniezione e poi indurito nella forma finale.
Il design dello stampo, che comprende l'anima e la cavità, è fondamentale per il corretto stampaggio del prodotto. L'anima è la parte rialzata dello stampo, mentre la cavità è la parte incassata dello stampo.
La cavità e il nucleo di un tipico stampaggio a iniezione di plastica La macchina di uno stampo a iniezione è la parte di stampaggio dello stampo e svolge un ruolo fondamentale nella forma del pezzo stampato.
Per alcuni stampi complessi, le cavità o le anime sono spesso inserite, cioè una parte di esse viene rimossa dalla cavità o dall'anima per formare una struttura di inserimento, che è simile alla decomposizione di cavità e anime.

Altre parole per anima e cavità nello stampaggio a iniezione
Lo stampo maschio, ovvero lo stampo posteriore, è chiamato anche stampo convesso superiore (di solito la piastra centrale dello stampo con un perno di espulsione), mentre lo stampo femmina, ovvero lo stampo anteriore, è chiamato anche stampo concavo.
Un insieme di stampi a iniezione si divide in stampi superiori e inferiori; a seconda di come vengono installati, alcuni stampi superiori sono detti convessi quando sono convessi, mentre gli stampi inferiori sono detti concavi quando sono concavi.
Alcune sono chiamate matrici convesse quando la matrice superiore è concava e quella inferiore è concava; altre sono chiamate matrici convesse quando la matrice superiore è concava e quella inferiore è convessa.
In ogni caso, lo stampo convesso viene chiamato stampo convesso chiuso e lo stampo concavo viene chiamato stampo concavo.

Come distinguere il nucleo e la cavità dello stampo
Distinguere in base alla forma
Gli stampi sono progettati come stampi a due o tre piastre, a seconda del tipo di componente da produrre. Lo stampo a due piastre richiede un solo giorno di luce, mentre quello a tre piastre richiede due giorni.
Osservare direttamente la forma concava e convessa dello stampo. In generale, la forma concava è la cavità (non ci sono perni di espulsione), mentre quella convessa è il nucleo (c'è un perno di espulsione).
Le cavità e i nuclei in stampi a iniezione sono generalmente chiamati stampi concavi e convessi, dove le anime e le cavità possono trovarsi nel semistampo fisso o nello stampo dinamico.
In altre parole, la cavità e l'anima possono essere nello stampo fisso, la piastra della cavità e l'anima possono essere nello stampo dinamico, e l'anima dello stampo dinamico è l'anima del modello dinamico e l'anima dello stampo fisso è l'anima del modello fisso.
In base alla composizione della struttura da distinguere
La cavità è la parte operativa della superficie esterna del pezzo stampato in plastica; in base alla sua struttura, può essere suddivisa in due categorie: integrale e combinata.
La cavità e il nucleo sono la parte dello stampo che forma il prodotto; la cavità e il nucleo sono fissati rispettivamente sulle piastre A e B e la parte al centro del nucleo e della cavità viene iniettata nel prodotto dopo la chiusura dello stampo.

Tipi di cavità e anime dello stampo
In base alla loro struttura, le cavità e le anime degli stampi possono essere suddivise in due tipi: tipo integrale e tipo combinato.
Tipo integrale
Questo tipo di cavità è costituito da un intero pezzo di materiale metallico, come lo stampo a trazione diritta. Si caratterizza per la struttura semplice, l'elevata resistenza, la buona rigidità, la non facile deformazione e l'assenza di tracce di cucitura nei componenti in plastica.
Tipo di combinazione
Quando la forma dei pezzi in plastica è più complessa, la cavità di tipo combinato viene spesso utilizzata per migliorare la lavorabilità, ridurre la deformazione da trattamento termico e risparmiare acciaio di qualità. Esistono più forme strutturali di cavità combinate.
Per gli stampi grandi e complessi, le quattro pareti laterali e il fondo vengono lavorati, sottoposti a trattamento termico, rettifica, lucidatura e pressati nel manicotto dello stampo; le quattro pareti sono collegate a forma di chiavistello, per rendere strette le giunzioni interne.

All'esterno del giunto deve essere lasciato uno spazio di 0,3 ~ 0,4 mm, nei quattro angoli delle parti incassate il raggio d'angolo R deve essere maggiore del raggio dell'angolo del manicotto dello stampo.
L'intero inserto è comunemente utilizzato nello stampo multi-cavità o per modellare parti in plastica più complesse, come gli ingranaggi in plastica, l'intero inserto è comunemente utilizzato nell'estrusione a freddo, nell'elettroformatura o nella lavorazione meccanica e in altri metodi di lavorazione, e poi incorporato, non solo è facile da lavorare, ma può risparmiare acciaio di alta qualità.

Calcolo delle dimensioni della cavità e dell'anima dello stampo a iniezione
Calcolo delle dimensioni della cavità
Calcolo delle dimensioni della cavità del stampo a iniezione, tenendo conto dell'uso dell'usura della dimensione della tolleranza maggiore per assumere valori negativi.
Nel calcolo della dimensione della cavità, la selezione del tasso di contrazione della plastica spesso non è facile da scegliere con precisione; la dimensione dovrebbe essere selezionata più piccola, lasciando così tanto spazio, o uno stampo grande sarà scartato.
A = (A1 + A1Q - 0,75Z) + K
A - dimensione della cavità (estremità grande)
A1 - la dimensione superiore corrispondente del pezzo
Q - tasso di ritiro
Z - tolleranza del pezzo
K - parte stampata

Calcolo della dimensione del nucleo
Calcolo della dimensione dell'anima, tenendo conto del fatto che la dimensione diventa più piccola dopo l'uso e l'usura, la tolleranza è considerata un valore positivo.
Nel calcolo della dimensione del nucleo, la dimensione dovrebbe essere selezionata più grande, lasciando un margine di riduzione, per correggere.
B=(B1+B1Q+0,75Z)-K
B - dimensione del nucleo (estremità piccola)
B1 - la corrispondente dimensione limite inferiore del pezzo
Q - tasso di ritiro
Z - tolleranza del pezzo
K - parte stampata
Calcolo delle dimensioni della cavità e della profondità del nucleo degli stampi a iniezione
Calcolo delle dimensioni della profondità della cavità
Nel calcolo della dimensione della profondità della cavità, la dimensione dovrebbe essere scelta più piccola, lasciando spazio per l'approfondimento, per regolare la profondità dello stampo.
C = (C1 + C1Q - 0,75Z) + K
C - la dimensione effettiva della profondità della cavità
C1 - la dimensione superiore corrispondente del pezzo
Q - tasso di ritiro
Z - tolleranza del pezzo
K - parte stampata
Calcolo dell'altezza del nucleo
Quando si calcola l'altezza dell'anima, la dimensione dovrebbe essere scelta più grande per lasciare spazio all'accorciamento per regolare la lunghezza dell'anima.
D=(D1+D1Q+0,75Z)-K
D - la dimensione effettiva dell'altezza del nucleo
D1 - la dimensione limite inferiore corrispondente del pezzo
Q - tasso di ritiro
Z - tolleranza del pezzo
K - parte stampata

Selezione delle cavità dello stampo e dell'acciaio d'anima
In base al tipo di stampaggio a iniezione di plasticaLa forma del prodotto, la precisione dimensionale, la qualità dell'aspetto del prodotto e i requisiti di utilizzo, la quantità, tenendo conto del taglio, della lucidatura, della saldatura, dell'incisione, della deformazione, della resistenza all'usura e di altre proprietà dei materiali plastici, tenendo conto dell'economia e delle condizioni di produzione dello stampo e dei metodi di lavorazione, al fine di scegliere diversi tipi di acciaio.
Per lo stampaggio di prodotti in plastica trasparente stampo
Per la cavità e l'anima è necessario scegliere un acciaio per stampi importato di alta qualità con elevate prestazioni di lucidatura a specchio, come il 718 (classe P20 + Ni), il NAK80 (classe P21), l'S136 (classe 420), l'acciaio di classe H13, ecc.
La durezza è generalmente HB160-200. La durezza di S136 è generalmente HRC40-50 e la durezza di H13 è generalmente HRC45-55 (può essere determinata in base al grado specifico).
Peal per i requisiti di qualità dell'aspetto del prodotto
Lunga durata, produzione di massa di stampi, cavità dello stampo e parti con selezione di acciaio per stampi come segue.
a) Per le cavità è necessario utilizzare acciaio importato di alta qualità con elevate prestazioni di lucidatura a specchio, come il 718 (classe P20 + Ni), il NAK80 (classe P21), ecc.
b) Le anime possono essere realizzate in acciaio P20 o P20+Ni di bassa qualità importato, come 618, 738, 2738, 638, 718, ecc. in condizioni di pre-tempra; per stampi con piccole quantità di produzione, è possibile utilizzare anche acciaio per stampi in plastica nazionale o S50C, S55C e altri acciai al carbonio di alta qualità importati.

Per l'aspetto dei requisiti di qualità del prodotto dello stampo generale
Le cavità dello stampo e le parti in acciaio dello stampo sono selezionate come segue.
a) Le cavità e le anime degli stampi, di dimensioni ridotte e di precisione, sono utilizzate nell'acciaio di tipo medio importato P20 o P20 + Ni.
b) Stampi medi e grandi, il plastica stampata a iniezione non ci sono requisiti speciali per l'acciaio, la cavità può scegliere acciaio di bassa qualità importato di classe P20 o P20 + Ni; l'anima può scegliere acciaio di bassa qualità importato di classe P20 o acciaio al carbonio di alta qualità importato S50C, S55C, ecc.
c) Per le cavità incise, quando il modello di pera inciso deve cercare di evitare l'uso di P20 + Ni classe 2738 (738).







