 Vai al contenuto
Vai al contenuto 

Affinché i prodotti di stampaggio a iniezione abbiano una buona sensazione e un buon aspetto, e per tenere conto dei vantaggi di altri materiali di stampaggio a bassa pressione, è ora popolare l'uso di plastica dura come scheletro del materiale di base, tessuto e plastica morbida per lo strato superficiale del processo di stampaggio a iniezione.
In questo tipo di processo, dal punto di vista dello sviluppo, stampaggio a iniezione Lo scheletro e lo stampaggio a iniezione di uno strato di materiale plastico morbido (inserto, secondario) dimostrano la loro praticità perché non hanno bisogno di seguire la lavorazione, mentre il tessuto, la pelle e lo stampaggio a iniezione a bassa pressione hanno un sacco di lavorazione di follow-up.
Che cos'è lo stampaggio a iniezione a bassa pressione?
Lo stampaggio a iniezione a bassa pressione è il processo di iniezione di un materiale incapsulato in uno stampo a una pressione di iniezione molto bassa e di polimerizzazione rapida.
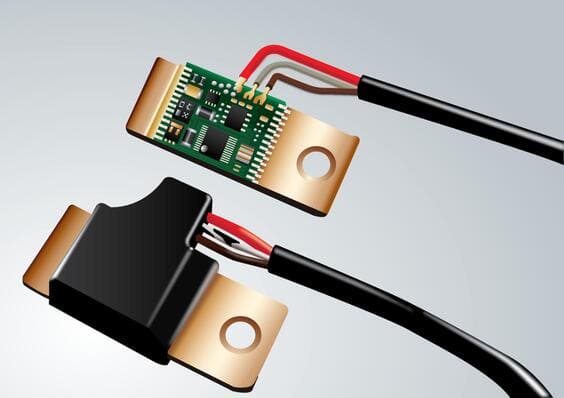
Stampaggio a iniezione a bassa pressione è un processo sicuro e delicato, che si colloca a metà strada tra lo stampaggio a iniezione ad alta pressione e l'incapsulamento. Grazie ai tempi di ciclo brevi e alle basse pressioni, è la soluzione ideale per la protezione dei circuiti stampati.
Nell'industria automobilistica, questo processo viene utilizzato per lo stampaggio di alcuni rivestimenti interni e per il confezionamento di componenti elettronici.

Esempi di applicazione dello stampaggio a iniezione a bassa pressione
Parti interne: Utilizzando una pressione di iniezione molto bassa (300-600 Bar), vengono aggiunti al processo di stampaggio pelli di PVC o tessuti a maglia.
I tipi di materiale comunemente utilizzati sono: pelle, pelle in PVC, pelle in TPO con PP-Foam, pelle in PUR, tessuto a maglia con tessuto non tessuto e feltro in fibra, nonché l'iniezione composita tra il materiale di superficie e il materiale dello scheletro; molte parti interne di auto di fascia media e alta utilizzano il processo di stampaggio a iniezione a bassa pressione, come gli inserti dei pannelli delle porte di Mercedes-Benz, BMW, ecc.
Incapsulamento di componenti elettronici: Il processo di incapsulamento utilizza una pressione di iniezione molto ridotta (1,5~40bar) per iniettare il consumo del materiale di incapsulamento nello stampo e lo polimerizza rapidamente (5~50 secondi).
La pressione e la temperatura utilizzate per stampaggio a iniezione a bassa pressione sono molto inferiori rispetto al normale processo di stampaggio a iniezione e il processo è relativamente semplice e non richiede attrezzature e stampi elevati.
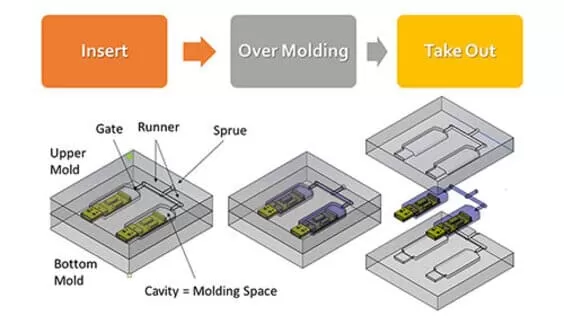
Processo di stampaggio a iniezione a bassa pressione
Il processo è il seguente:
Stampaggio a iniezione a bassa pressione è una tecnica di assemblaggio in-mold, simile all'IMD, in cui il tessuto/pelle viene stampato direttamente sul prodotto (se la pressione di iniezione è troppo alta, il tessuto si danneggia).
In base alle caratteristiche del processo di stampaggio, esistono due tipi di stampaggio a iniezione a bassa pressione: stampo aperto e stampo chiuso.
La differenza sta nella presenza di un certo spazio tra lo stampo mobile e quello fisso quando lo stampo è chiuso.
Durante il processo di riempimento, viene iniettata una quantità precisa di fondente in modo fluido (il flusso di fondente plastico sul tessuto è molto più lento rispetto alla cavità di uno stampo liscio), quindi gli stampi a iniezione a bassa pressione per tessuti hanno più porte rispetto agli stampi ordinari.
Caratteristiche dello stampaggio a iniezione a bassa pressione
1. Vantaggi
a. Alta resistenza, il materiale della pelle è integrato con il materiale di base in plastica e non c'è possibilità di caduta.
b. Alta efficienza di stampaggio, più rispettosa dell'ambiente, nessun processo di applicazione di colla per il rivestimento, miglioramento della qualità dell'aria nell'auto.
c. La struttura interna può essere progettata in modo arbitrario e la libertà di modellazione delle superfici è maggiore rispetto al processo di rivestimento, le caratteristiche di modellazione sono più chiare, il prodotto è bello e il comfort è elevato.
2. Svantaggi
a. Il stampaggio a bassa pressione Il processo è più complesso, vulnerabile all'influenza dello stampo e alla duttilità del tessuto/pelle di PVC, e il tasso di scarto è relativamente alto.
b. Ritenzione del modello, in caso di elevato allungamento, il senso tridimensionale del modello è scarso.
c. Costi di attrezzaggio più elevati e tessuti più costosi
Considerando i vantaggi e gli svantaggi di cui sopra, stampaggio a iniezione a bassa pressione ha le seguenti caratteristiche.
Stampo: superficie di separazione con una fessura di chiusura; la porta è controllata da una valvola di sequenza (controllata da una valvola tipo canale caldo)
Manipolatore: sia funzione di bloccaggio del tessuto che di prelievo del prodotto
Strato composito: PVC/PU; tessuto, ecc.
Materiale dello scheletro: PP modificato e PC/ABS con migliore scorrevolezza, ecc.

Importanti fattori di influenza dello stampaggio ad iniezione a bassa pressione
Tessuto; composizione del tessuto: può includere uno strato di tessuto non tessuto, uno strato di spugna, uno strato di schiuma, uno strato di tessuto a maglia superficiale o uno strato di plastica morbida (PVC).
Prestazioni del tessuto: l'allungamento statico longitudinale, l'allungamento residuo longitudinale, l'allungamento statico trasversale, l'allungamento residuo trasversale; l'allungamento del tessuto è maggiore, non facile da deformare, le rughe saranno più evidenti l'allungamento del tessuto è minore, facile da deformare, non facile da raggrinzire.
Struttura dello stampo: di solito è selezionata sotto forma di valvola sequenziale a gate puntiforme e il numero di gate è superiore a quello ordinario. stampaggio a iniezione materiale dello scheletro, la lunghezza totale del prodotto L = 1000 mm, lo spessore della parete T = 2,5 mm, il valore consigliato del numero di porte = 1000/2,5/FPP materiale F valore inferiore a 100, ABS o PC materiale inferiore a 80.
Progettazione dello scarico a cavità: La struttura della pelle del PVC stampo a iniezione è uguale a quello dello stampo a iniezione per tessuti, con la differenza che si concentra sullo scarico della cavità e dello spazio centrale.
Altri requisiti tecnici:Il sistema di controllo della qualità l'angolo R all'angolo del prodotto non è inferiore a 3,0; il design dello spessore del pezzo di colla del prodotto non deve essere troppo spesso per evitare che il prodotto si restringa,
Lo spessore della punta del tendine non deve superare i 3/5 dello spessore della punta della colla; i prodotti con fori profondi devono essere divisi; il bordo dell'aspetto del prodotto deve avvolgere al contrario il posto di lavoro del tessuto, il retro del prodotto non deve avere una punta del tendine, ecc.

Flussabilità della plastica nello stampaggio a iniezione a bassa pressione
L'indice di fluidità della plastica è il valore dell'indice di fusione MI. Come è noto, il flusso di plastica sul tessuto è molto più lento rispetto a quello sulla cavità liscia dello stampo, per cui il valore MI è molto più basso. stampi a iniezione a bassa pressione in tessuto hanno più porte rispetto agli stampi ordinari.
La lentezza della portata si ripercuote inevitabilmente su altri problemi di aspetto del prodotto, come segni di incollaggio, materiale mancante, ecc.
In genere, il valore MI del materiale PP è compreso tra 20 e 55, il che ci impone di non utilizzare ciecamente tessuti e particelle di plastica importati nello sviluppo dei prodotti.
Perché questi sono necessari dopo l'applicazione della combinazione, fino a quando e stampo con buona, materiale nazionale, come al solito, può fare prodotti qualificati stampaggio a bassa pressione.

Struttura degli stampi per lo stampaggio a iniezione a bassa pressione
Di solito, l'espulsore di questo tipo di stampo è nello stampo fisso, utilizzando il cancello della valvola per controllare la quantità di materiale di ciascun cancello, lo stampo fisso ha un telaio in tessuto pressato e lo stampo fisso ha un perno in tessuto o una ventosa d'aria per fissare il tessuto.
Difetti comuni dello stampaggio a iniezione a bassa pressione e misure di manipolazione
(1) Mancanza di materiale: Gli angoli vivi del prodotto sono soggetti a mancanza di materiale.
(2) Infiltrazione: L'angolo del prodotto è soggetto a infiltrazioni, il motivo: la temperatura della porta di infiltrazione è troppo alta; la temperatura dello stampo è troppo alta; il controllo della quantità di materiale della porta di infiltrazione è eccessivo.
(3) Penetrazione: L'angolo acuto del prodotto è facile che appaia la penetrazione, il motivo: l'angolo acuto della superficie di separazione con un divario, quando la quantità di materiale di stampaggio a bassa pressione o la velocità aumenta la plastica fusa dal divario all'interno della penetrazione, prima guidare il tessuto non tessuto e poi penetrare il tessuto di superficie.
Lo spessore della parete in corrispondenza degli angoli vivi è troppo spesso, quindi lo spessore della parete in corrispondenza degli angoli vivi dello stampo è relativamente sottile per evitare che il tessuto si infiltri nel materiale o si rompa.
(4) Rottura della pressione del tessuto Causa: Di solito la temperatura dello stampo utilizzato nello stampo a iniezione a bassa pressione è bassa (10-15 gradi); se le misure antiruggine non vengono eseguite correttamente, si produrranno macchie di ruggine sul telaio del tessuto pressato e sulla superficie di separazione del cursore, che produrranno una pressione eccessiva sul tessuto e una duttilità limitata del tessuto, con conseguente rottura del tessuto.
Caratteristiche dello stampaggio a iniezione a bassa pressione di pelle di PVC
1. La natura della pelle del PVC
Rispetto al tessuto, le differenze sono molte. Innanzitutto, lo scarico: il tessuto è a pori e perde struttura, per cui il gas fuoriesce facilmente dall'interno; mentre la pelle di PVC è uno strato di plastica di PVC sulla superficie, per cui è difficile che il gas fuoriesca dall'interno.
In secondo luogo, il substrato: il substrato in tessuto è un tessuto non tessuto, quindi la resistenza al flusso della plastica fusa è piuttosto grande; mentre il substrato in PVC è uno strato di schiuma di plastica, la superficie è liscia e la resistenza al flusso della plastica fusa è piccola.
Poi c'è la duttilità: l'estensione del tessuto dopo il divario della struttura è grande, la plastica fusa penetra più facilmente; l'estensione della pelle in PVC ha ancora una forte resistenza e la plastica fusa non è facile da penetrare.
2. Struttura dello stampo
Rispetto allo stampaggio a iniezione del tessuto, la differenza maggiore risiede nella progettazione dello scarico della cavità, la struttura dello stampo a iniezione della pelle di PVC è la stessa di stampo ad iniezione per tessuti, tranne che per il fatto che si concentra sulla cavità e sullo scarico dello spazio centrale.
Poiché l'aria è presente all'interno dell'anima e della cavità dopo la chiusura, quando la plastica fusa viene iniettata, l'aria all'interno viene lentamente compressa; se il gas non viene scaricato in tempo, causerà inevitabilmente grandi problemi al riempimento e molti difetti. Come segni di incollaggio, restringimenti e bruciature.
3. Difetti comuni e misure di gestione
(1) Restringimento della superficie del prodotto
Causa: Lo spazio tra le superfici di divisione dello stampo è troppo grande, con conseguente fuoriuscita di materiale, che non viene compattato e quindi si ritira;
Come per le normali stampaggio a iniezione, la parete spessa del prodotto, dove sono presenti barre di rinforzo, a causa dello scarso raffreddamento, con conseguente ritiro di volume causato dal ritiro.
(2) Segni di fusione
Motivo: se la cavità dello stampo e l'anima non sono ben esaurite, l'aria nella parte anteriore del cancello, dove si incontrano i fronti, viene compressa e non può essere fusa in modo naturale, e la combinazione di tracce può riflettersi sulla pelle, causando evidenti segni di fusione e compromettendo l'aspetto.
Naturalmente, come i normali stampaggio a iniezione di plasticaLa bassa temperatura dello stampo e la bassa temperatura del materiale plastico fuso causano inoltre evidenti difetti di fusione.
(3) La pelle è schiacciata
Motivo: Come per lo stampaggio a iniezione di tessuti, la temperatura dello stampo di stampo a iniezione a bassa pressione è solitamente bassa (10-15 gradi), se le misure di prevenzione della ruggine non vengono eseguite correttamente, si produrranno macchie di ruggine sul telaio in tessuto pressato e sulla superficie di separazione del cursore, la pressione sull'epidermide sarà eccessiva durante la produzione e la duttilità dell'epidermide sarà limitata, con conseguente rottura dell'epidermide.
(4) Fondere attraverso il canale di colata
Motivo: La plastica fusa plastificata viene iniettata dal cancello, soggetta a taglio, cerchio di riscaldamento, la sua temperatura di posizione centrale è alta se l'iniezione stampo aperto e la distanza aumenta può proteggere efficacemente ridurre la fusione attraverso il fenomeno; può ridurre il cancello, la temperatura, la temperatura dello stampo, ma allo stesso tempo bisogno di prendere in considerazione i problemi di liquidità della resina, altrimenti ci può essere una mancanza di materiale.







