 Vai al contenuto
Vai al contenuto 

I prodotti in plastica sono oggetti molto comuni nella nostra vita e ci danno un grande aiuto. Dai piccoli bicchieri e bottiglie di plastica ai grandi apparecchi, sono innumerevoli i prodotti di plastica che ci circondano.
Ma parliamo davvero di come vengono fabbricati questi prodotti di plastica, credo che la maggior parte delle persone non sappia dire nulla, ora cerchiamo di capire brevemente come vengono fabbricati i prodotti di plastica.
Esistono sette metodi di produzione comuni per i prodotti in plastica.

Stampaggio a compressione
È un metodo per ottenere la forma desiderata inserendo la resina in uno stampo, riscaldandola e comprimendola. Si utilizza per realizzare prodotti in plastica con resina termoindurente, come le comuni ciotole, i piatti, i coperchi, ecc.
1.Principio di compressione produzione di stampi processo
Lo stampaggio a compressione è chiamato anche stampaggio o pressatura. Il metodo di stampaggio consiste nell'inserire polvere, granuli, briciole o fibre di plastica nella cavità dello stampo alla temperatura di stampaggio, quindi chiudere lo stampo e pressarlo per modellarlo e solidificarlo per ottenere i prodotti plastici desiderati.
2. Caratteristiche dello stampaggio a compressione
a. La plastica solida viene aggiunta direttamente alla cavità.
b. La pressione della pressa viene trasferita direttamente alla plastica attraverso lo stampo convesso.
c. Lo stampo è completamente chiuso al momento dello stampaggio finale.
3. Vantaggi dello stampaggio a compressione
a. Nessun sistema di versamento, minor consumo di materiale.
b. L'attrezzatura utilizzata è una pressa generica.
c. Stampi semplici, che possono pressare prodotti in plastica con superfici piane più grandi o utilizzare stampi a più cavità per pressare più prodotti contemporaneamente.
d. È vantaggioso per lo stampaggio di materie plastiche con scarsa fluidità e fibre come riempitivo.
4. Svantaggi dello stampaggio a compressione
a. Tempi di produzione lunghi e bassa efficienza.
b. Non è facile pressare prodotti in plastica con forme complesse e grandi differenze di spessore delle pareti.
c. Non è facile ottenere prodotti in plastica con elevati requisiti di precisione dimensionale.
d. Non è possibile pressare prodotti in plastica con inserti fini e facilmente rompibili.
5. Ambito di applicazione dello stampaggio a compressione
Plastiche fenoliche, plastiche amminiche, plastiche poliestere insature, poliimmide, ecc. di cui le plastiche fenoliche e le plastiche amminiche sono le più utilizzate.

Stampaggio a iniezione
È un metodo di stampaggio che consiste nell'iniettare e pressare la plastica fusa da una macchina a iniezione in uno stampo.
È adatto per la produzione di prodotti in plastica di dimensioni relativamente grandi (un metodo simile noto come reazione stampaggio a iniezione (RIM) viene utilizzato per la fabbricazione di prodotti in plastica di grandi dimensioni e in bassa quantità), come contenitori sigillati, fusti e altri contenitori, e anche i CD e i DVD possono essere fabbricati utilizzando speciali stampaggio a iniezione macchine.
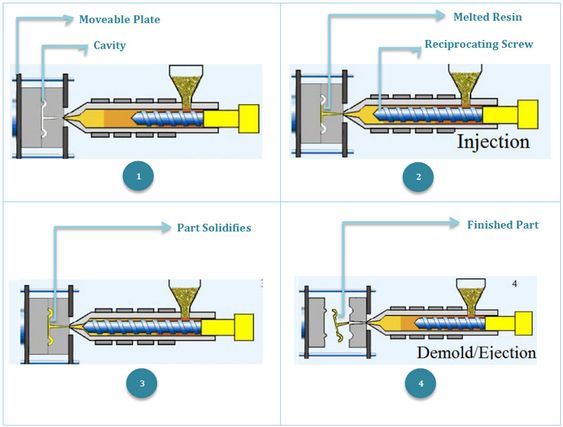
1. Principio dello stampaggio a iniezione di plastica
Stampaggio a iniezione di plastica è noto anche come stampaggio a iniezione, che è un metodo di stampaggio a iniezione e stampaggio.
A una certa temperatura, il materiale plastico viene completamente fuso mediante miscelazione a vite, iniettato nella cavità dello stampo ad alta pressione e polimerizzato mediante raffreddamento per ottenere i prodotti stampati.
Questo metodo è adatto alla produzione di massa di pezzi di forma complessa ed è uno dei principali metodi di produzione.

2. Vantaggi di stampaggio a iniezione
a. Poiché la plastificazione della colata e la modellazione del flusso del materiale stampato avvengono rispettivamente nella canna e nella cavità dello stampo, quest'ultimo può sempre trovarsi in uno stato in cui la colata viene rapidamente condensata o reticolata e polimerizzata, il che consente di abbreviare il ciclo di stampaggio.
b. La colata viene iniettata nello stampo solo dopo che questo è stato bloccato e la colata con una buona fluidità ha una scarsa usura della cavità dello stampo. prodotti stampati a iniezione.
c. Un operatore può spesso gestire due o più stampaggio a iniezione soprattutto quando i pezzi stampati possono essere scaricati automaticamente, e più macchine possono essere gestite, per cui la manodopera richiesta è relativamente bassa.
d. L'intero stampaggio a iniezione Il processo, come la chiusura dello stampo, l'aggiunta di materiale, la plastificazione, l'iniezione, l'apertura dello stampo e lo sformaggio, è completato dall'azione dello stampaggio a iniezione, che rende il processo di iniezione facilmente automatizzabile e controllabile.
e. Grazie all'elevata pressione durante lo stampaggio, è possibile stampare parti in plastica con forme complesse, disegni e marcature superficiali chiare ed elevata precisione dimensionale.
f. È possibile stampare in co-iniezione più di un materiale, stampare efficacemente materiali con pelle dura e cuore schiumoso e stampare plastiche termoindurenti e fibrorinforzate.
g. Poiché lo stampaggio può essere effettuato con stampi di precisione e sistema idraulico di precisione e con l'uso del controllo del microcomputer, è possibile ottenere prodotti di alta precisione e la tolleranza di volume può raggiungere 1μm.
h. Elevata efficienza produttiva: un set di stampi può contenere decine o addirittura centinaia di cavità, per cui è possibile stampare decine o addirittura centinaia di parti in plastica in un unico stampaggio.
i. I pezzi stampati necessitano solo di una piccola quantità di rifiniture per essere utilizzati e gli scarti prodotti durante il processo di stampaggio possono essere riutilizzati, quindi lo spreco di materie prime è minimo. stampaggio a iniezione.
3. Svantaggi dello stampaggio a iniezione
a. L'apparato chiave di stampaggio a iniezione è lo stampo, ma il ciclo di progettazione, produzione e prova dello stampo è lungo. Di solito è necessario personalizzare la funzione di verifica dei prototipi in plastica prima che realizzazione dello stampo a iniezione per evitare la perdita di tempo e denaro causata da grandi cambiamenti successivi.
b. A causa della limitazione delle condizioni di raffreddamento, è difficile stampare parti in plastica a parete spessa con grandi variazioni.
c. A causa degli elevati costi di produzione di entrambi stampaggio a iniezione macchina e stampo a iniezioneL'investimento iniziale è elevato, quindi non è adatto alla produzione di piccoli lotti di pezzi in plastica.
d. La qualità dei prodotti stampati è limitata da molti fattori, per cui è più difficile soddisfare gli elevati requisiti tecnici.
Calandratura
Questo metodo di produzione è simile al modo in cui normalmente stendiamo la pasta con il mattarello, dove la resina viene posta tra rulli riscaldati e stirata da diversi rulli fino a uno spessore predeterminato per formare la forma desiderata.
È adatto per la produzione di prodotti piatti di grandi dimensioni come pellicole, fogli, ecc.
1. Principio di calandratura
Nel processo di calandratura, il materiale viene spremuto e tranciato più volte dalla forza di taglio prodotta tra i rulli per aumentare la plasticità ed estendersi in prodotti sottili basati su un'ulteriore plastificazione.
L'azione di estrusione e di taglio dei rulli sulla plastica modifica la macrostruttura e la forma molecolare del materiale e plastifica ed estende la plastica con la cooperazione della temperatura.
Il risultato dei rulli è uno strato di materiale più sottile, mentre l'estensione aumenta la larghezza e la lunghezza dello strato.
2. Vantaggi della calandratura
a. Grande capacità di lavorazione, velocità di produzione, buona qualità del prodotto e produzione continua. La capacità di lavorazione annuale di una calandra a quattro rulli di φ700×1800 mm può raggiungere 5000 tonnellate a l0000 tonnellate.
b. Lo spessore del prodotto calandrato è uniforme, la tolleranza di spessore può essere controllata entro 10% e la superficie è liscia. Se abbinato alla sgranatura o alla stampa, può anche essere ottenuto direttamente con vari modelli di prodotti.
c. Il grado di automazione della produzione di calandre è elevato e il collegamento avanzato di calandratura richiede solo 1 o 2 persone per il funzionamento.
3.Gli svantaggi della calandratura
a. Apparecchiature di grandi dimensioni, investimenti elevati e manutenzione complicata.
b. La larghezza del prodotto è limitata dalla lunghezza dei rulli di calandratura, ecc.
c. Lunga linea di produzione e molti processi. Pertanto, non è veloce come la tecnologia di stampaggio con estrusore nella produzione di lastre continue.
d. Forte specializzazione delle attrezzature e difficile adeguamento dei prodotti.
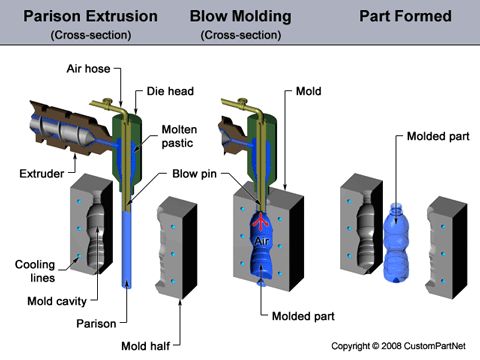
Stampaggio a soffiaggio cavo
Si tratta di una sorta di tubo morbido ancora estruso, in cui lo stampo è inserito al centro, l'aria superiore viene gonfiata e poi modellata secondo lo stampo. È adatto alla produzione di varie bottiglie, bottiglie spray, ecc.
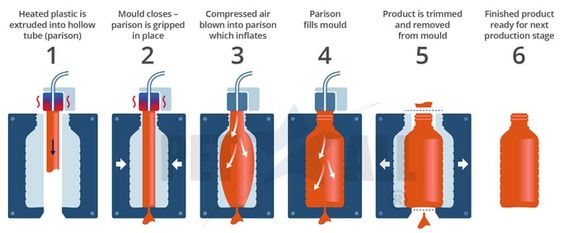
1.Principio del soffiaggio cavo
La materia prima, allo stato fuso, viene estrusa o iniettata per formare degli sbozzi tubolari in plastica, che entrano in uno stampo con una forma specifica; gli sbozzi nello stampo vengono gonfiati soffiando un certo volume di aria compressa.
Dopo che l'aria è stata soffiata nello stampo, lo stampo si espande, il che fa sì che lo stampo si stringa allo stampo e che lo stampaggio iniziale del prodotto sia completato.
Questo processo, in termini tecnici, fa sì che il polimero si deformi rapidamente in prossimità della temperatura di transizione vetrosa e continui in questo stato.
La fase successiva è il raffreddamento, che consente di estrarre i prodotti stampati dallo stampo. Il processo di raffreddamento consiste nel raffreddare i prodotti al di sotto della temperatura di transizione vetrosa o della temperatura di cristallizzazione in breve tempo dopo lo stampaggio, oppure nel congelare i prodotti stampati.
2. Vantaggi del soffiaggio cavo
a. Il vantaggio dello stampaggio sottovuoto è che non necessita di un'intera serie di stampi, ma solo di un singolo stampo convesso o concavo, di una struttura semplice dello stampo e di bassi costi di produzione.
b. La struttura delle parti in plastica è chiara, distinta e dettagliata e può essere formata in parti in plastica di grandi dimensioni, a pareti sottili e poco profonde; è inoltre possibile osservare il processo di formazione delle parti in plastica.
3. Svantaggi del soffiaggio cavo
a. Lo spessore della parete della parte in plastica non è uniforme, soprattutto nelle parti convesse e concave dello stampo, lo spessore della parete della parte corrispondente della parte in plastica è il più sottile.
b. L'angolo della struttura della parte in plastica per l'angolo acuto, nello stampaggio di parti in plastica sono facili da apparire rughe.
c. Le strisce di allungamento e raffreddamento appaiono spesso sul lato del pezzo;
d. La pressione differenziale generata dallo stampaggio sottovuoto è molto piccola (di solito 0,07-0,09MPa), pertanto non è possibile stampare parti con pareti spesse e cavità profonde.
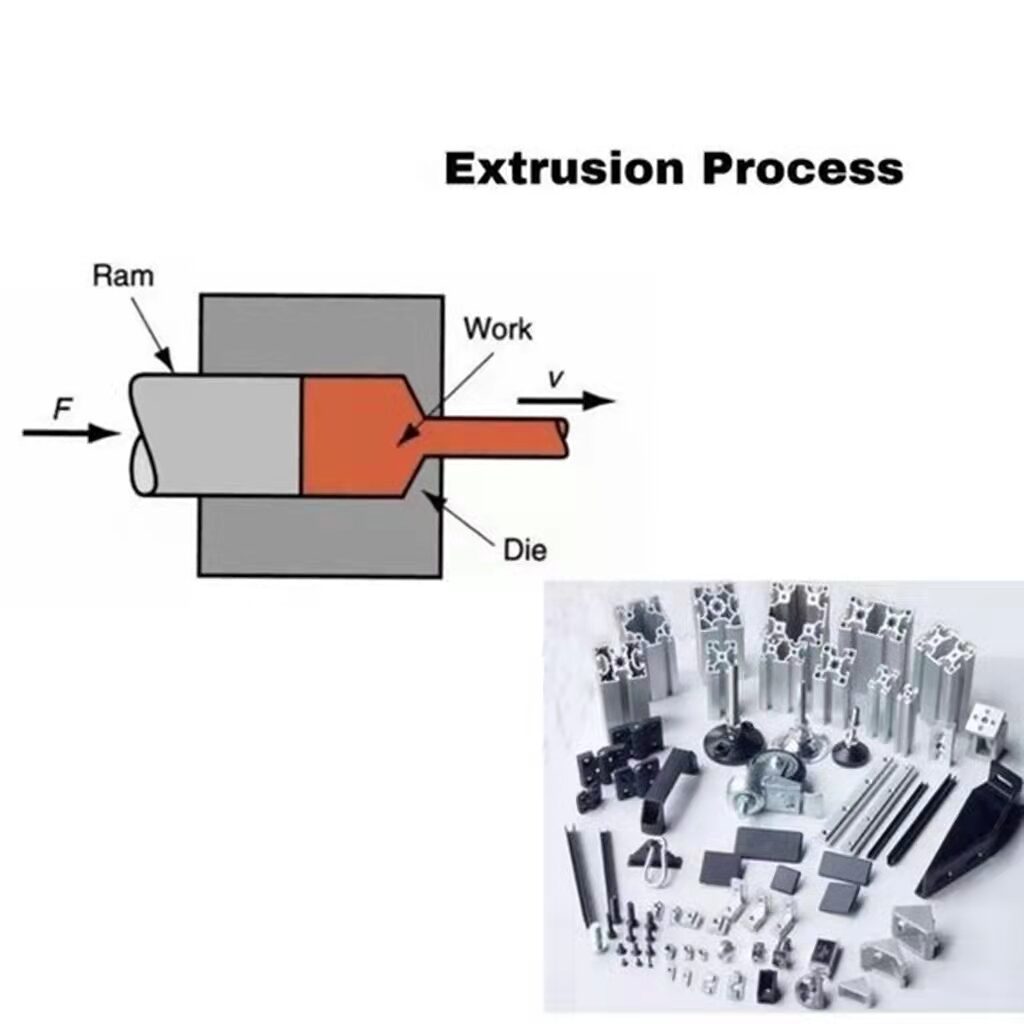
Stampaggio per estrusione
In questo metodo, la resina viene introdotta nell'apparecchiatura di produzione, come un tritacarne, e riscaldata mentre la resina viene fatta avanzare da una vite rotante.
La resina esce dall'ugello, viene fusa ed estrusa nello stesso momento in cui viene modellata. È adatto alla produzione di prodotti come i tubi.
1.Principio dello stampaggio per estrusione
Lo stampaggio per estrusione è noto anche come estrusione nella lavorazione della plastica. Nella lavorazione con estrusore non a gomma, l'estrusione viene pressata utilizzando una pressione idraulica nella matrice stessa.
È un metodo di lavorazione in cui il materiale viene termoplasticizzato dall'azione tra la canna dell'estrusore e la vite, mentre viene spinto in avanti dalla vite e fatto passare continuamente attraverso la testa per ottenere vari prodotti o semiprodotti a sezione trasversale.

2. Vantaggi dello stampaggio per estrusione
Rispetto ad altri metodi di stampaggio dei polimeri, lo stampaggio per estrusione presenta una serie di vantaggi eccezionali.
a. Produzione continua Tubi, lastre, barre, profili, film, cavi e monofili di qualsiasi lunghezza possono essere prodotti secondo le necessità.
b. Elevata efficienza produttiva La produzione della singola macchina dell'estrusore è elevata, ad esempio un'unità di estrusione con diametro di 65 mm, che produce film in PVC, può raggiungere una produzione annua di oltre 450 t.
c. Ampia gamma di applicazioni Questo metodo di lavorazione è ampiamente utilizzato nella lavorazione della gomma, della plastica e delle fibre, in particolare dei prodotti in plastica; quasi la maggior parte delle plastiche termoplastiche e alcune plastiche termoindurenti possono essere lavorate con questo metodo.
d. Multi-uso Un estrusore può lavorare molti tipi di materiali e prodotti. Cambiando le viti e le teste in base alle caratteristiche dei materiali e alla forma e dimensione dei prodotti, si possono ottenere prodotti diversi.
e. Apparecchiature semplici, investimenti ridotti Rispetto a stampaggio a iniezione Le attrezzature per l'estrusione sono semplici, più facili da produrre, con costi inferiori e più convenienti da installare e mettere in funzione. L'apparecchiatura copre un'area ridotta e i requisiti per l'impianto e le strutture di supporto sono relativamente semplici.
3. Svantaggi dello stampaggio per estrusione
a. La densità generata dal processo di estrusione è scarsa.
b. La combinazione di guaina e anima dell'apparecchiatura è scadente.
Formatura sotto vuoto
Lo stampaggio sottovuoto è un metodo che consiste nel riscaldare una lastra o un piatto preformato mediante calandratura o estrusione per ammorbidirlo, assorbire l'aria nello stampo e pressarlo sullo stampo a pressione atmosferica.
Si usa per realizzare contenitori relativamente sottili, come lunch box e vassoi.
1. Principio dello stampaggio in blister sottovuoto
Il principio dello stampaggio sottovuoto è che il foglio di resina termoplastica, riscaldato e ammorbidito da un apposito dispositivo di riscaldamento, viene applicato al modello con molti piccoli fori praticati per l'attrazione del vuoto, quindi l'esterno viene sigillato dall'aria circostante e l'aria all'interno della cavità dello stampo viene rapidamente rimossa dal foro di estrazione del vuoto.

2. Vantaggi dello stampaggio con aspirazione a vuoto
a. Basso investimento in attrezzature
b. Stampi facili da realizzare (stampo in gesso, stampo in rame, stampo in alluminio)
c. Elevata efficienza produttiva.
d. Forte adattabilità delle specifiche del prodotto. Con il metodo di formatura sottovuoto, possiamo fabbricare vari prodotti di dimensioni extra large, extra small, extra thick e extra thin.
e. Ampia gamma di prodotti di prima necessità, giocattoli, cancelleria, farmaci, hardware, elettronica, alimenti, ecc.
3. Svantaggi dello stampaggio in blister sottovuoto
a. Lo stampaggio sottovuoto di blister può produrre solo prodotti a mezzo guscio con struttura semplice.
b. Lo spessore delle pareti dei prodotti deve essere più uniforme e non è possibile realizzare prodotti in plastica con pareti di spessore diverso.
c. La profondità dei prodotti di stampaggio sotto vuoto è limitata in una certa misura; in generale, il rapporto tra profondità e diametro del contenitore non supera.
d. La precisione di stampaggio dei pezzi è scarsa e l'errore relativo è generalmente superiore a 1%.
e. Non solo è difficile ottenere la coerenza di forma o dimensione tra i diversi pezzi mediante lo stampaggio ad aspirazione sotto vuoto, ma è anche difficile garantire l'uniformità dello spessore delle pareti di ogni parte dello stesso pezzo.
f. Alcuni dettagli dello stampo non si riflettono completamente nel prodotto durante il processo di stampaggio ad aspirazione.

Stampaggio rotazionale
Lo stampaggio rotazionale, noto anche come stampaggio rotazionale, stampaggio rotazionale, stampaggio rotativo, ecc. è un metodo di stampaggio di cavità termoplastiche.
Questo metodo consiste nell'aggiungere prima il materiale plastico nello stampo, poi lo stampo ruota continuamente lungo i due assi verticali e lo fa riscaldare. Il materiale plastico all'interno dello stampo si ricopre gradualmente e uniformemente, si fonde e aderisce all'intera superficie della cavità dello stampo sotto l'azione della gravità e del calore, formando la forma desiderata, quindi si raffredda e si modella il prodotto.
1. Principio dello stampaggio rotazionale
La resina viene aggiunta allo stampo, lo stampo viene chiuso e riscaldato; allo stesso tempo, lo stampo viene ruotato/arrotolato in tre dimensioni utilizzando due alberi ad angolo retto che si intersecano per ruotare ininterrottamente.
La resina viene distribuita uniformemente nella cavità interna dello stampo per gravità propria e gradualmente fusa fino a quando la resina è completamente fusa e uniformemente aderente alla parete interna della cavità dello stampo, quindi il riscaldamento viene interrotto e trasferito al processo di raffreddamento, e il prodotto viene raffreddato e solidificato e sformato per ottenere il prodotto cavo senza cuciture desiderato.

2. Vantaggi dello stampaggio rotazionale
a. Il costo dello stampo per rotostampaggio è basso. Per prodotti delle stesse dimensioni, il costo dello stampo per rotostampaggio è pari a circa 1/3 - 1/4 del costo dello stampaggio per soffiaggio e stampaggio a iniezione, adatto allo stampaggio di prodotti in plastica di grandi dimensioni.
b. Adatto alla produzione di prodotti plastici multispecie e in piccoli lotti.
Le attrezzature per lo stampaggio rotazionale hanno una buona mobilità, una macchina per lo stampaggio rotazionale può installare uno stampo di grandi dimensioni, ma può anche organizzare una serie di piccoli set di scacchi.
Non solo è in grado di stampare pezzi di dimensioni diverse, ma può anche stampare contemporaneamente prodotti di dimensioni e forme diverse. Finché le materie prime utilizzate nei prodotti rotostampati sono le stesse e gli spessori dei prodotti sono uguali, possono essere rotostampati contemporaneamente; inoltre, gli stampi non sono soggetti a forze esterne, quindi gli stampi sono semplici, economici e facili da produrre.
c. Lo stampo è anche relativamente più economico, perché non ha anime interne da realizzare.
d. Lo stampaggio rotazionale è molto facile da cambiare il colore dei prodotti, ogni volta che il materiale viene aggiunto direttamente nello stampo, che rende il materiale tutto nei prodotti, e dopo che i prodotti vengono estratti dallo stampo, quindi il prossimo stampaggio richiesto materiale viene aggiunto.
Pertanto, quando è necessario cambiare il colore del prodotto, non si spreca alcuna goccia di materia prima e non è necessario dedicare tempo alla pulizia della macchina e dello stampo.
e. Adatto allo stampaggio di tutti i tipi di parti cave complesse, il processo di rotostampaggio richiede solo la forza del telaio per sostenere il materiale, il peso dello stampo e del telaio stesso, e per prevenire la perdita di materiale per chiudere la forza dello stampo.
Pertanto, anche nel caso di rotostampaggio di parti in plastica di grandi e grandissime dimensioni, non è necessario utilizzare attrezzature e stampi molto ingombranti, e la lavorazione e l'utilizzo di stampi di grandi dimensioni non sono necessari. produzione di stampi è molto conveniente, con un ciclo di produzione breve e un costo relativamente basso.
f. Il processo di rotostampaggio consente di risparmiare materie prime Lo spessore delle pareti dei prodotti rotostampati è relativamente uniforme e leggermente più spesso in corrispondenza dello smusso, in modo da poter sfruttare appieno l'efficacia del materiale, favorendo il risparmio di materie prime.
g. La forma dei prodotti rotostampati può essere molto complessa e lo spessore può superare i 5 mm.

3. Svantaggi del rotomolding
a. Il costo delle materie prime è relativamente alto. Poiché la maggior parte delle materie prime plastiche sono granulari, devono essere macinate in polvere prima di poter essere utilizzate per il rotomolding.
Il processo di macinazione aumenta notevolmente il costo delle materie prime e la qualità della macinazione è uno dei fattori più importanti nel processo di rotostampaggio.
b. Le materie prime adatte al rotomolding sono limitate. Anche se dopo anni di sviluppo, i tipi di materie prime plastiche adatte al rotomolding sono ancora limitati e il polietilene rappresenta oltre il 90% dei materiali utilizzati nel rotomolding.
c. Bassa efficienza produttiva ed elevato consumo energetico. Poiché ogni prodotto deve essere modellato e la polvere di resina deve essere riscaldata fino alla temperatura di fusione della resina e poi raffreddata a temperatura ambiente, l'intero ciclo di produzione è lungo e richiede solitamente diversi minuti.
d. Alta intensità di lavoro nella produzione. Nel processo di rotostampaggio, il processo di carico e smontaggio richiede solitamente un'operazione manuale, quindi l'intensità della manodopera è elevata. Questo vale soprattutto per i prodotti complessi.
e. Prodotti solidi, le parti solide sono difficili da formare. Lo stampaggio rotazionale di solito può produrre solo prodotti cavi o a guscio, solo attraverso la schiuma, l'intero prodotto può essere reso solido. Lo stampaggio rotazionale è anche difficile da modellare per le linguette solide e le strutture di rinforzo utilizzate per aumentare la resistenza del prodotto.
f. Scarsa precisione dimensionale. Le dimensioni dei prodotti rotostampati, oltre che dall'impatto delle varietà di materie prime, dipendono anche dalla velocità di raffreddamento, dai distaccanti e da altri fattori, per cui la precisione delle dimensioni è più difficile da controllare.







